Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- SVC V710 2145-CG8 HW Installation GuideDokument114 SeitenSVC V710 2145-CG8 HW Installation GuideMarco ErickNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- TilingDokument3 SeitenTilingMunaku TafadzwaNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Branding and Promoting New Business Ventures 2098MKTDokument10 SeitenBranding and Promoting New Business Ventures 2098MKTMarek KossowskiNoch keine Bewertungen
- Material Safety Data Sheet: INDY Syntro 5W40Dokument6 SeitenMaterial Safety Data Sheet: INDY Syntro 5W40Nelson Tawanda Magombedze0% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Del Medical Epex Omniflex IV Service ManualDokument238 SeitenDel Medical Epex Omniflex IV Service Manualtunet1106100% (2)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Method Statement Tap X R1 211022Dokument121 SeitenMethod Statement Tap X R1 211022Swami NathanNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- TeM 3285451 0101 AlmixDokument320 SeitenTeM 3285451 0101 AlmixPak TetraNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- WATERWAX Msds EnglishDokument3 SeitenWATERWAX Msds EnglishAhmed El-AlfyNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- WB212 GB MSDSDokument6 SeitenWB212 GB MSDSTanti ZuliaNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Earthquake Safety (En and SP)Dokument3 SeitenEarthquake Safety (En and SP)Idada EzekielNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- PNP Safety Manual EditedDokument33 SeitenPNP Safety Manual EditedSotero Rodrigo Jr.Noch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Designing Aluminium CansDokument5 SeitenDesigning Aluminium CansAsghar Ali100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Brady Link360 Lockout Tagout Short FormDokument2 SeitenBrady Link360 Lockout Tagout Short FormReynaldo GrantNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Leibinger JET3 UP Operating Manual - enDokument412 SeitenLeibinger JET3 UP Operating Manual - enMaintenance Can-Pack UkraineNoch keine Bewertungen
- Comparison of Earthing SystemsDokument4 SeitenComparison of Earthing SystemsSiddesh RaneNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Lea Cleverton Emergency Plan-V9-1dDokument21 SeitenLea Cleverton Emergency Plan-V9-1dapi-458236133Noch keine Bewertungen
- Firefighter Job EssayDokument7 SeitenFirefighter Job Essayapi-248116735Noch keine Bewertungen
- ControlLogix For SIL 2 PDFDokument4 SeitenControlLogix For SIL 2 PDFveerendraNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Hexane (Chemisol) PDFDokument16 SeitenHexane (Chemisol) PDFMinjdeDiosNoch keine Bewertungen
- ILO Occupational Safety & HealthDokument42 SeitenILO Occupational Safety & HealthBalamurugan ThirunavukkarasuNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
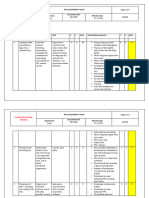
- Risk Assessment TemplateDokument3 SeitenRisk Assessment Templateapi-394443105Noch keine Bewertungen
- Rollercone Service Manual: RC and RCII CrushersDokument237 SeitenRollercone Service Manual: RC and RCII CrushersFory Kliafas100% (1)
- Welcome To INSR-6008: Risk Assessment and TreatmentDokument44 SeitenWelcome To INSR-6008: Risk Assessment and TreatmentVarun BhayanaNoch keine Bewertungen
- 41 - Method Statements For Erection of Steel PDFDokument1 Seite41 - Method Statements For Erection of Steel PDFAbdul RahmanNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- IM351Dokument62 SeitenIM351Felipe Savieto AcorsiNoch keine Bewertungen
- Overhead Crane Operator Candidate Handbook - 091517cNCCCO EN18 PDFDokument40 SeitenOverhead Crane Operator Candidate Handbook - 091517cNCCCO EN18 PDFAlfredo VSNoch keine Bewertungen
- UK HSE PersonnelTransferDokument4 SeitenUK HSE PersonnelTransferCristina RicanNoch keine Bewertungen
- Qhse Prequalification QuestionnaireDokument3 SeitenQhse Prequalification QuestionnaireaymenmoatazNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Safe Use of The Existing Natural Gas System For Hydrogen (Overview of The Naturalhy-Project)Dokument7 SeitenThe Safe Use of The Existing Natural Gas System For Hydrogen (Overview of The Naturalhy-Project)YvesfNoch keine Bewertungen
- iDT5 enDokument94 SeiteniDT5 enAgustin Caceres JimenezNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)