Das könnte Ihnen auch gefallen
- Beaded Bugs: Make 30 Moths, Butterflies, Beetles, and Other Cute CrittersVon EverandBeaded Bugs: Make 30 Moths, Butterflies, Beetles, and Other Cute CrittersBewertung: 4.5 von 5 Sternen4.5/5 (1)
- Chap 9-SMAW Beads Fillet WeldsDokument47 SeitenChap 9-SMAW Beads Fillet WeldsSally Java SenayoNoch keine Bewertungen
- Steps For WeldingDokument6 SeitenSteps For WeldingEmoxie X - StabyielzNoch keine Bewertungen
- Arc Welding NotesDokument5 SeitenArc Welding Notessdkeskar40Noch keine Bewertungen
- Introduction To Arc WeldingDokument36 SeitenIntroduction To Arc WeldingcfcshakerNoch keine Bewertungen
- Keje Welding DaamDokument12 SeitenKeje Welding Daamdzuko shamNoch keine Bewertungen
- Chapter 2 Arc WeldingDokument39 SeitenChapter 2 Arc WeldingAbie RexoMen0% (1)
- Arc Welding ProjectDokument11 SeitenArc Welding ProjectLeahNoch keine Bewertungen
- Shielded Metal Arc WeldingDokument33 SeitenShielded Metal Arc WeldingAit Biñan100% (3)
- Welding DictionaryDokument19 SeitenWelding DictionarydrexNoch keine Bewertungen
- Principle of WeldingDokument9 SeitenPrinciple of WeldingCarolina Acibar AcquiatNoch keine Bewertungen
- Welding Carbon Steel Plates Fillet Weld: (Flat, Horizontal Position)Dokument15 SeitenWelding Carbon Steel Plates Fillet Weld: (Flat, Horizontal Position)Vanessa HadJeanxNoch keine Bewertungen
- Information Sheet 8.2.1 Striking An ArcDokument4 SeitenInformation Sheet 8.2.1 Striking An ArcJerryson CabriasNoch keine Bewertungen
- Welding: IntrdutionDokument10 SeitenWelding: IntrdutionJoseph George KonnullyNoch keine Bewertungen
- Welding Shop Manual 27112020Dokument12 SeitenWelding Shop Manual 27112020Jeevan MandalaNoch keine Bewertungen
- Arc Blow LogoDokument3 SeitenArc Blow Logoأحمد حسنNoch keine Bewertungen
- Teknologi Dan Rekayasa: Oxy-Acetylene WeldingDokument28 SeitenTeknologi Dan Rekayasa: Oxy-Acetylene WeldingGigih AstotoNoch keine Bewertungen
- EmeDokument13 SeitenEmeAnkur SagarNoch keine Bewertungen
- Basic WeldingDokument40 SeitenBasic WeldingAsad Bin Ala QatariNoch keine Bewertungen
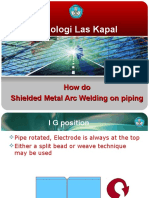
- Teknologi Las Kapal: How Do Shielded Metal Arc Welding On PipingDokument42 SeitenTeknologi Las Kapal: How Do Shielded Metal Arc Welding On Pipingardin0506Noch keine Bewertungen
- ARC BLOW - PDF Version 1Dokument3 SeitenARC BLOW - PDF Version 1saurabh shuklaNoch keine Bewertungen
- Lec 11Dokument28 SeitenLec 11Navneet KumarNoch keine Bewertungen
- FMP 221 Lecture 10 and 11Dokument44 SeitenFMP 221 Lecture 10 and 11SarojKumarSinghNoch keine Bewertungen
- Welding99.asp Fra0704Dokument51 SeitenWelding99.asp Fra0704mohamed abd eldayemNoch keine Bewertungen
- Basic Welding TermsDokument28 SeitenBasic Welding TermsJohn DareNoch keine Bewertungen
- Welding Persentation 444Dokument38 SeitenWelding Persentation 444Raunak GuptaNoch keine Bewertungen
- Manufacturing NotesDokument132 SeitenManufacturing NotesSooraj S KollamNoch keine Bewertungen
- Essentials in WeldingDokument19 SeitenEssentials in WeldingJAL KETH ABUEVANoch keine Bewertungen
- Arc Welding PositionsDokument54 SeitenArc Welding PositionsImel Gorgonia100% (1)
- Cutting A Bar: by Dan Nauman Illustrations by Doug WilsonDokument2 SeitenCutting A Bar: by Dan Nauman Illustrations by Doug Wilsonoiii88Noch keine Bewertungen
- Experiment No.: - Effect of Change of Welding Parameters On Weld Quality AimDokument3 SeitenExperiment No.: - Effect of Change of Welding Parameters On Weld Quality AimVandan GundaleNoch keine Bewertungen
- QUARTER 4 Module 2Dokument19 SeitenQUARTER 4 Module 2Freddbel CubillasNoch keine Bewertungen
- 5 Essentials of Shielded Metal Arc WeldingDokument15 Seiten5 Essentials of Shielded Metal Arc WeldingSally Java Senayo100% (3)
- Shielded Metal Arc Welding (SMAW) NC II: Worksheet Week 1Dokument9 SeitenShielded Metal Arc Welding (SMAW) NC II: Worksheet Week 1Tommy Dela CruzNoch keine Bewertungen
- MCW Arc WeldingDokument28 SeitenMCW Arc WeldingNeelove SharmaNoch keine Bewertungen
- Set Up Welding EquipmentDokument7 SeitenSet Up Welding EquipmentEugenio Jr. MatesNoch keine Bewertungen
- Arc Welding ProcessDokument3 SeitenArc Welding Processaman abirNoch keine Bewertungen
- Arc Welding ReportDokument6 SeitenArc Welding ReportYe Chonn100% (6)
- Self-Learning Home Task (SLHT)Dokument6 SeitenSelf-Learning Home Task (SLHT)Felix MilanNoch keine Bewertungen
- Self-Learning Home Task (SLHT)Dokument6 SeitenSelf-Learning Home Task (SLHT)Felix MilanNoch keine Bewertungen
- Eastwood Stitch Welder ManualDokument9 SeitenEastwood Stitch Welder Manualb0beiiiNoch keine Bewertungen
- Striking ArcDokument96 SeitenStriking ArcJohn Wilner DirectoNoch keine Bewertungen
- 5 Welding EssentialsDokument4 Seiten5 Welding EssentialsdrexNoch keine Bewertungen
- Arc Welding - Basic Steps ReadingDokument12 SeitenArc Welding - Basic Steps Readingaddayesudas100% (1)
- Metal Joining CH 1 GDokument20 SeitenMetal Joining CH 1 Gወይኩን ፍቃድከNoch keine Bewertungen
- Manual Metal Arc GougingDokument2 SeitenManual Metal Arc GougingMehmet SoysalNoch keine Bewertungen
- Welding DefectsDokument22 SeitenWelding DefectsAnil KumarNoch keine Bewertungen
- What Is The Difference Between AC and DC WeldingDokument2 SeitenWhat Is The Difference Between AC and DC WeldingSoham DeNoch keine Bewertungen
- Welding ShopDokument4 SeitenWelding ShopAmarjeet Singh (Assistant Professor- Mechanical Engineer)Noch keine Bewertungen
- Erzel Ryz B. Luna - Pre-Final Seatwork No.1Dokument2 SeitenErzel Ryz B. Luna - Pre-Final Seatwork No.1Jedan A. TopiagonNoch keine Bewertungen
- Essential Variables of SmawDokument7 SeitenEssential Variables of SmawAbdallah Mansour100% (6)
- Welding Manual - B TechDokument28 SeitenWelding Manual - B TechAditya UNoch keine Bewertungen
- Welding TerminologyDokument18 SeitenWelding Terminologymahi1437100% (1)
- Smaw Module New-Slht 11Dokument7 SeitenSmaw Module New-Slht 11Felix MilanNoch keine Bewertungen
- Lade 15Dokument14 SeitenLade 15Jose Intraboy Arais Tabugoc Jr.Noch keine Bewertungen
- Workshop Tips & Tricks XDokument41 SeitenWorkshop Tips & Tricks XBilal VURALNoch keine Bewertungen
- PLL Serial MC145170 Instruction SetDokument8 SeitenPLL Serial MC145170 Instruction SetStephen Dunifer100% (4)
- Basic Welding TermsDokument43 SeitenBasic Welding TermsmailbkraoNoch keine Bewertungen
- Welding RevDokument35 SeitenWelding RevGojjam LibayNoch keine Bewertungen
- 1-1 General Introduction To Welding TechnologyDokument35 Seiten1-1 General Introduction To Welding TechnologySolomonNoch keine Bewertungen
- EPAS Pre-TestDokument2 SeitenEPAS Pre-TestJohn Paul GuitesNoch keine Bewertungen
- Ang Tanging Pag-Asa by Tricia Amper (Piano Accompaniment)Dokument3 SeitenAng Tanging Pag-Asa by Tricia Amper (Piano Accompaniment)John Paul GuitesNoch keine Bewertungen
- Approaches About School CurriculumDokument10 SeitenApproaches About School CurriculumJohn Paul Guites100% (2)
- Beethoven Fact FileDokument15 SeitenBeethoven Fact FileMishu Farmer100% (1)
- Song MBCDokument2 SeitenSong MBCJohn Paul GuitesNoch keine Bewertungen
- People Need The LordDokument2 SeitenPeople Need The LordJohn Paul GuitesNoch keine Bewertungen
- 103 TOP Heat Transfer - Mechanical Engineering Multiple Choice Questions and Answers List - MCQs Preparation For Engineering Competitive ExamsDokument19 Seiten103 TOP Heat Transfer - Mechanical Engineering Multiple Choice Questions and Answers List - MCQs Preparation For Engineering Competitive ExamsNagaraj Muniyandi100% (2)
- JMEUT Volume 50 Issue 4 Pages 45-49Dokument5 SeitenJMEUT Volume 50 Issue 4 Pages 45-49Behi GhNoch keine Bewertungen
- Taylor - 1 Mass, Force, Newton's LawsDokument26 SeitenTaylor - 1 Mass, Force, Newton's LawsJohn JohnsonNoch keine Bewertungen
- FMC Hydraulic ActuatorsDokument2 SeitenFMC Hydraulic ActuatorsLuciano Fucello57% (7)
- Car Dynamics Using Quarter Model and Passive Suspension, PDFDokument9 SeitenCar Dynamics Using Quarter Model and Passive Suspension, PDFwelsya100% (1)
- Technical Data SheetDokument3 SeitenTechnical Data SheetKurniawanNoch keine Bewertungen
- Tuff-Torq k61 Transmission ManualDokument50 SeitenTuff-Torq k61 Transmission ManualKevins Small Engine and Tractor Service75% (4)
- RiS Calefi 1colDokument16 SeitenRiS Calefi 1colKrstoNoch keine Bewertungen
- Steam Boiler Technology EbookDokument14 SeitenSteam Boiler Technology Ebookeligius884129Noch keine Bewertungen
- Edexcel GCE: Mechanics M4Dokument28 SeitenEdexcel GCE: Mechanics M4yvg95Noch keine Bewertungen
- Untitled 2Dokument50 SeitenUntitled 2Cesar Rumiche HernándezNoch keine Bewertungen
- Pegasus FerroliDokument6 SeitenPegasus Ferrolimarius_brkt6284Noch keine Bewertungen
- HDPE Liner WT For CS PipesDokument2 SeitenHDPE Liner WT For CS Pipesmasdarto7032100% (1)
- The Scrodinger Wave EquationDokument19 SeitenThe Scrodinger Wave EquationAshwin S PurohitNoch keine Bewertungen
- SPH3U Lab Potential Energy ShelvesDokument5 SeitenSPH3U Lab Potential Energy ShelvesKelvin Mensah100% (3)
- PREZENTARE UPG PLOIESTI - 29 - 04 - 2021 (1) IrinaDokument40 SeitenPREZENTARE UPG PLOIESTI - 29 - 04 - 2021 (1) IrinaAndrey MantaNoch keine Bewertungen
- Sepakat Setia Perunding SDN BHD: Design InformationDokument6 SeitenSepakat Setia Perunding SDN BHD: Design InformationAfiq SyahmiNoch keine Bewertungen
- Techdoc - Print - Page (Manual Armado CAT 785) PDFDokument347 SeitenTechdoc - Print - Page (Manual Armado CAT 785) PDFhualae67% (3)
- Custody TransferDokument8 SeitenCustody TransferAalokBansalNoch keine Bewertungen
- Practice Problems in Timber Design PDFDokument9 SeitenPractice Problems in Timber Design PDFRuby AsensiNoch keine Bewertungen
- Destilasi Binner & Multi KomponenDokument8 SeitenDestilasi Binner & Multi KomponenApril Rianto BaktiarNoch keine Bewertungen
- Offcon DNV Zorro SkidDokument6 SeitenOffcon DNV Zorro SkiddakidofdaboomNoch keine Bewertungen
- Section Properties and CapacitiesDokument19 SeitenSection Properties and CapacitiesRufus ChengNoch keine Bewertungen
- Machine Condition Monitoring and Fault DiagnosticsDokument28 SeitenMachine Condition Monitoring and Fault Diagnosticsزيد فؤاد اليافعيNoch keine Bewertungen
- Goulds LP3400 Series Low Pulse Fan Pumps: Lenntech LenntechDokument8 SeitenGoulds LP3400 Series Low Pulse Fan Pumps: Lenntech LenntechSergio Roa PerezNoch keine Bewertungen
- ChillerDokument128 SeitenChillerJuan Cascante JiménezNoch keine Bewertungen
- Braking System-1Dokument16 SeitenBraking System-1CASAQUI LVANoch keine Bewertungen
- Application Guide - Aerospace Sealants PDFDokument4 SeitenApplication Guide - Aerospace Sealants PDFRiki NurzamanNoch keine Bewertungen
- Design of Intermediate Beam: S E: 200000 MPO B T F D: 554.50 MM T H: D 2t H 0.502 M R W M CB PLL: 4800 Pa H IDokument3 SeitenDesign of Intermediate Beam: S E: 200000 MPO B T F D: 554.50 MM T H: D 2t H 0.502 M R W M CB PLL: 4800 Pa H IMike GocotanoNoch keine Bewertungen
- Toyota North America New FeaturesDokument735 SeitenToyota North America New FeaturesRobNoch keine Bewertungen