Beruflich Dokumente
Kultur Dokumente
5.revista PMM - Volumen 5
Hochgeladen von
Anonymous JfDQXmcMlSOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
5.revista PMM - Volumen 5
Hochgeladen von
Anonymous JfDQXmcMlSCopyright:
Verfügbare Formate
PMM
m
a
g
a
z
i
n
e
PMM
3
Editor:
Dr. Luis Amendola
Asesor del PMM Institute for Learning, Espaa.
Investigador de la Universidad Politcnica de Valencia, Departamento de Proyectos de Ingeniera.
Consultor Industrial en Europa, Iberoamrica y USA.
Espaa.
Senior Editor:
Ing. MSc. Tibaire Depool
Consulting & Coaching PMM Institute for Learning en Iberoamerica.
Espaa.
Editorial Board:
Dr. Francisco Jos Morant Anglada
Catedrtico de Universidad, Investigador del Instituto de Automtica Industrial.
Grupo de Supervisin y Diagnstico de Automatismo y Sistema de Control.
Universidad Politcnica de Valencia.
Espaa.
Editorial Board:
Dr. ngel Snchez
Director del CEIM (Centro de Estudios de Ingeniera de Mantenimiento).
Asesor Industrial en Amrica latina.
Cuba.
Editorial Board:
Ing. Vctor Ortiz.
Presidente de IPEMAN (Instituto Peruano de Mantenimiento).
Asesor de empresas.
Per.
Dr. Rafael Lostado.
Director del Mster en Direccin y Administracin de Proyectos.
Grupo de Investigacin en Project Management, Instituto de Economa Internacional.
Universidad de Valencia.
Espaa.
Editorial Board:
Ing. Lourival Tavares
Ingeniero Electricista.
Gerente general de PTC - Planeamiento, Entrenamiento y Consultora Ltda.
Fue Director nacional de ABRAMAN (Asociacin Brasilea de Mantenimiento)
Brasil.
Graphic Designer:
Lcda. Yannella Amendola
Licenciada en Investigacin y Tcnicas de Mercado, Ingeniero en Diseo Industrial.
Asesor de Diseo PMM Institute for Learning.
Espaa.
Carta Editor
2
Consejo Editorial
3
Editor:
Dr. Luis Amendola
Asesor del PMM Institute for Learning, Espaa.
Investigador de la Universidad Politcnica de Valencia, Departamento de Proyectos de Ingeniera.
Consultor Industrial en Europa, Iberoamrica y USA.
Espaa.
Senior Editor:
Ing. MSc. Tibaire Depool
Consulting & Coaching PMM Institute for Learning en Iberoamerica.
Espaa.
Editorial Board:
Dr. Francisco Jos Morant Anglada
Catedrtico de Universidad, Investigador del Instituto de Automtica Industrial.
Grupo de Supervisin y Diagnstico de Automatismo y Sistema de Control.
Universidad Politcnica de Valencia.
Espaa.
Editorial Board:
Dr. ngel Snchez
Director del CEIM (Centro de Estudios de Ingeniera de Mantenimiento).
Asesor Industrial en Amrica latina.
Cuba.
Editorial Board:
Ing. Vctor Ortiz.
Presidente de IPEMAN (Instituto Peruano de Mantenimiento).
Asesor de empresas.
Per.
Dr. Rafael Lostado.
Director del Mster en Direccin y Administracin de Proyectos.
Grupo de Investigacin en Project Management, Instituto de Economa Internacional.
Universidad de Valencia.
Espaa.
Editorial Board:
Ing. Lourival Tavares
Ingeniero Electricista.
Gerente general de PTC - Planeamiento, Entrenamiento y Consultora Ltda.
Fue Director nacional de ABRAMAN (Asociacin Brasilea de Mantenimiento)
Brasil.
Graphic Designer:
Lcda. Yannella Amendola
Licenciada en Investigacin y Tcnicas de Mercado, Ingeniero en Diseo Industrial.
Asesor de Diseo PMM Institute for Learning.
Espaa.
Col@boraciones
4
La Revista est abierta a colaboraciones en sus diferentes secciones.
Las colaboraciones habrn de enviarse por medio electrnico (e-mail) en formato
Microsoft Word. La extensin de los artculos no sobrepasar los cinco folios A4 a doble
espacio, y de contener notas, stas irn al final del trabajo sin usar mecanismos de
procesador de texto o insercin automtica de notas.
Las lenguas oficiales de la Revista son las de la Unin Europea. En caso de utilizacin de
una lengua distinta del castellano ser necesaria la inclusin de un resumen de 300
palabras del estudio en cualquiera de las otras lenguas oficiales de la Unin Europea.
Las colaboraciones y correspondencia sern enviadas a la atencin:
Est prohibida la utilizacin comercial de sus contenidos sin permiso escrito de los autores.
ISSN 1 887-018X
Ministerio de Cultura, Espaa
Centro Nacional Espaol de ISSN
Octubre, 2006
4
La Revista est abierta a colaboraciones en sus diferentes secciones.
Las colaboraciones habrn de enviarse por medio electrnico (e-mail) en formato
Microsoft Word. La extensin de los artculos no sobrepasar los cinco folios A4 a doble
espacio, y de contener notas, stas irn al final del trabajo sin usar mecanismos de
procesador de texto o insercin automtica de notas.
Las lenguas oficiales de la Revista son las de la Unin Europea. En caso de utilizacin de
una lengua distinta del castellano ser necesaria la inclusin de un resumen de 300
palabras del estudio en cualquiera de las otras lenguas oficiales de la Unin Europea.
Las colaboraciones y correspondencia sern enviadas a la atencin:
Est prohibida la utilizacin comercial de sus contenidos sin permiso escrito de los autores.
ISSN 1 887-018X
Ministerio de Cultura, Espaa
Centro Nacional Espaol de ISSN
Octubre, 2006
Sumario
MTODO CUANTITATIVO PARA DETERMINAR LA CRITICIDAD DE LOS
EQUIPOS DE LOS PROCESOS PRODUCTIVOS
5
06
ESTRATEGIAS DE CONFIABILIDAD EN LOS PROCESOS DE PARADAS DE PLANTA
09
RCM EN PLANTAS CEMENTERAS
14
AUDITORIAS DE MANTENIMIENTO
24
INTERVIEW
34
PRESENCIA GLOBAL
36
VALENCIA TE ESPERA...
37
I Jornadas Iberoamericanas de Asset Management
38
IX CONGRESO DE CONFIABILIDAD
39
PMM EN LA BLOGOSFERA
40
6
MTODO CUANTITATIVO PARA DETERMINAR LA
CRITICIDAD DE LOS EQUIPOS DE LOS PROCESOS
PRODUCTIVOS
Ing. Luis J. Gonzlez L.
Ingeniero en Electrnica desde el ao 2002.
4 Aos de Experiencia en Mantenimiento Industrial
2 Aos de Experiencia en Ingeniera de Mantenimiento
Tesista de Postgrado en Gerencia de Mantenimiento
gonzalezluisj@gmail.com, luisgl@toppca.com
Introduccin
En la literatura especializada en el rea del man-
tenimiento industrial se presentan diversas
metodologas para asignar de forma ms o
menos objeva un factor de cricidad a los
diversos equipos que componen los procesos
producvos; esto con el n lmo de opmizar
la asignacin de los recursos de los que dispone
la organizacin de mantenimiento para poder
garanzar el cumplimiento de las metas de
disponibilidad, conabilidad y mantenibilidad.
Sin embargo, muchos de estos mtodos care-
cen de un adecuado soporte tcnico, basndose
la mayora en tablas estandarizadas cuya
procedencia no es vericable.
En tal sendo, el presente texto propone una
metodologa lo sucientemente objeva,
sistemca y cuantava como para juscar
convincentemente, ante los direcvos de las
corporaciones, las razones y los benecios de
realizar las inversiones sugeridas por la or-
ganizacin de mantenimiento.
Desarrollo
La cricidad de los equipos que componen los
procesos producvos es relava; es decir, un
equipo es ms crco que otro u otros. As,
puede denirse un ndice de cricidad relava
(ICR) como el coeciente entre la cricidad de
un determinado equipo y el equipo ms crco
del proceso producvo. Ahora bien: Cmo
cuancar objeva y sistemcamente la cri-
cidad de los equipos que componen el proceso
producvo?
La repuesta a esta interrogante se plantea
haciendo uso del concepto de riesgo.
El riesgo, puede denirse como el producto
entre la probabilidad de ocurrencia de un
evento en un lapso de empo determinado y las
consecuencias derivadas del mismo
(cuancadas en costo). El riesgo puede ser
expresado en unidades monetarias, de all su
conveniencia de uso al momento de juscar
y/o analizar la relacin costo/benecio de una
inversin. As, el Riesgo de un Equipo (RE) pud-
iese denirse como el producto de los costos de
las consecuencias de las posibles averas del
equipo por la posibilidad de ocurrencia de las
mismas.
Riesgo Equipo (RE)
Los costos de las consecuencias de las averas
de un equipo pueden agruparse en tres
categoras principales: Costos por Prdidas de
Produccin, Costos por Mantenimiento y
Costos por Daos Colaterales. En consecuencia,
el RE de un equipo estar conformado por los
tres componentes indicados en la Ec.1:
RE = RPP + RCM + RDC Ec.1
En donde:
RPP: Riesgo Prdidas Produccin
RCM: Riesgo Costos Mantenimiento
RDC: Riesgo Daos Colaterales
Riesgo de Prdidas de Produccin
El riesgo de las prdidas de produccin RPP
(expresado en /Ao) ene por objeto cuan-
car el riesgo potencial de los ingresos que se
dejaran de percibir (lucro cesante) como
consecuencia de la detencin intempesva del
equipo. Matemcamente:
RPP = IP x PVP x ?(TOAi x TTFi) Ec.2
7
En donde:
IP: Impacto en la Produccin como consecuen-
cia de avera del equipo (TM/h por ejemplo)
PVP: Precio de Venta del Producto (/TM por
ejemplo)
TOAi: Tasa de Ocurrencia anual de una Avera
determinada i .
TTRi: Time to Repair para una avera
determinada (h)
La tasa de ocurrencia de una avera determi-
nada (TOAi) se calcula haciendo uso del
concepto de frecuencia relava; en primera
instancia se debe determinar el TTFi (Tiempo
para Fallar o Time to Failure en horas) del
equipo para una avera determinada, una vez
determinado el TTFi se calcula el TOAi segn se
indica en la Ec 3.
TOAi = (8760 h/ao) (TTFi) Ec.3
Riesgo de Costos de Mantenimiento
El riesgo de los costos de mantenimiento RCM
(/Ao) ene por objeto cuancar el riesgo
potencial de los costos necesarios para restuir
la condicin de operacin del equipo a causa
de una avera. Matemcamente:
RCM = (TOAi x CMi) Ec.4
En donde:
CMi: Costos por concepto de mantenimiento
para la restucin del equipo al estado
operavo para una avera determinada
(expresados en )
Riesgos de Daos Colaterales
Los riesgos de daos colaterales RDC (/Ao)
son riesgos indirectos asociados a los efectos
que pudiesen provocar una determinada avera
bien sea al ser humano, al ambiente o a otros
equipos del proceso producvo.
Matemcamente:
RDC = (RDHi + RDAi + RDPPi) Ec.5
En donde:
RDHi: Riesgo Daos Humanos para una avera
determinada (/Ao)
RDAi: Riesgo Daos Ambientales para una
avera determinada (/Ao)
RDPPi:Riesgo de Daos al Proceso Producvo
para una avera determinada (/Ao).
El RDHi para una avera determinada puede ser
determinado por la siguiente expresin:
RDHi = (CDHi x PODHi) Ec.6
En donde:
CDHi: Costo de Daos Humanos para una
avera determinada i ()
PODHi:Posibilidad de Ocurrencia de Daos
Humanos para una avera determinada.
El CDHi representa los costos para la
corporacin en caso de tener que atender a un
trabajador accidentado o la muerte de un
trabajador como consecuencia de una avera
de un equipo. Por ejemplo, si se cizalla una
banda transportadora en operacin y la banda
golpea a un trabajador, es posible que este
sufra un traumasmo severo, el costo para la
corporacin de atender al trabajador por un
traumasmo severo y una consecuente incapa-
cidad parcial sera el CDHi. Por su parte, la
PODHi es el producto de la probabilidad que un
trabajador est presente al momento de
producirse la avera por la TOAi de dicha
avera. Por ejemplo, considrese que la rotura
del eje de alta revolucin de un equipo ene
una TOAi de 12, que cuando este eje falla el
acople sale disparado y si un trabajador se
encuentra en un radio de 3 metros puede ser
golpeado por el acople ocasionndole la
muerte. Ahora bien, considrese tambin en
promedio los trabajadores estn en esta rea
de peligro solo 30 minutos/da, es decir, proba-
bilidad de presencia en el rea de peligro al
ao sera:
(30 min/d x 365 d/ao)/(60 min/d x 24 h/da x
365 d/ao) = 0,0208
Luego:
PODHi = 0,0208 x TOAi = 0,0208 x 12,0000 =
0,2496
Por otra parte, el RDAi para una avera deter-
minada sera igual al costo de penalizacin por
los daos ambientales que pudiese ocasionar
la avera segn las sanciones establecidas en
las legislaciones del pas donde se encuentre el
proceso producvo ms los costos de resarcir
dichos daos.
Finalmente, el RDPPi puede ser determinado
por la siguiente expresin:
RDPPi = (CDPPi x PDPPi) Ec.7
8
En donde:
CDPPi:Costo de Daos al Proceso Producvo para una avera determinada i ()
PDPPi:Posibilidad de Daos al Proceso Producvo para una avera determinada.
El CDPPi, es el costo necesario para reparar el efecto producido por la propagacin de los efectos de
la avera en otros equipos del proceso producvo. Por ejemplo, si la avera de una cinta transporta-
dora induce un fallo en uno o ms equipos del proceso producvo aguas abajo, el costo de estas
reparaciones aguas abajo sera el CDPPi. Cuando un equipo falla, es probable que dicha avera se
propague hacia otros equipos del proceso producvo, pero tambin existe la probabilidad que esta
propagacin no se presente, la PDPPi representar la probabilidad de propagacin de los efectos de
dicha avera produciendo averas en otros equipos del proceso producvo.
ndice de Cricidad Relava (ICR)
Una vez determinado el RE de los principales equipos involucrados en el proceso producvo, se
determina ICR de cada uno de estos equipos mediante la siguiente ecuacin:
ICR = A x (RE / REMAXIMO) Ec.8
Discusin
Como los sistemas producvos no son procesos estcos, sino que ms bien se van adaptando a las
perturbaciones del entorno, se recomienda revisar anualmente el ICR y el RE asignado a cada uno de
los equipos a n de garanzar que estos indicadores estn en sintona con la dinmica del proceso
producvo, de la organizacin de mantenimiento y de la corporacin.
Si bien es cierto que la metodologa presentada requiere de una considerable candad de datos
histricos y estadscos del performance de equipos, no hay que perder la perspecva que la misma
est sugerida para los principales equipos del proceso producvo, los cuales suelen ser reducidos en
comparacin con el universo de sistemas instalados (recurdese el principio de Pareto). Ahora bien,
cuando no existan los datos necesarios para calcular las posibilidades de ocurrencia, las
probabilidades, o los costos indicados en la presente metodologa, puede optarse por una de las
siguientes opciones:
a) Considerar que dicha posibilidad de ocurrencia, probabilidad o costo es aproximadamente
igual a cero, es decir que su efecto es poco signicavo y como tal puede despreciarse.
b) Asignar a juicio de un experto (o personal altamente experimentado) un valor al referido
parmetro entre tanto se recopilan los datos necesarios para el clculo futuro del mismo.
Adicionalmente, si una corporacin decide que para ella, por ejemplo, los riesgos ambientales y de
daos humanos son mucho ms relevantes que la pura valoracin monetaria, la Ec.1 puede ser
modicada incorporando unos factores de ponderacin (,,?) que permitan otorgarle a cada
componente del RE una incidencia acorde a las polcas de la corporacin, en este caso:
RE = x RPP + x RCM + x RDC Ec.9
Los factores de ponderacin (,,?) o pesos relavos de los componentes de RE, pueden ser deter-
minados en una sesin de trabajo de expertos o direcvos de la corporacin ulizando un mtodo
tal como el Anlisis Jerrquico de Procesos AJP.
Finalmente, el ICR y el RE calculados a travs de la metodologa presentada en este arculo sern
un excelente aliado al momento de juscar, ciencamente, las principales inversiones de la
organizacin de mantenimiento ante los direcvos de las corporaciones, como por ejemplo, dem-
ostrar que la inversin en la adquisicin de un sistema instrumentado de seguridad SIL3 de unos
40.000 , puede reducir el RE un horno de gas industrial de 1.000.000 /Ao a 200.000 /Ao, la
relacin costo/benecio de esta inversin es evidente.
8
En donde:
CDPPi:Costo de Daos al Proceso Producvo para una avera determinada i ()
PDPPi:Posibilidad de Daos al Proceso Producvo para una avera determinada.
El CDPPi, es el costo necesario para reparar el efecto producido por la propagacin de los efectos de
la avera en otros equipos del proceso producvo. Por ejemplo, si la avera de una cinta transporta-
dora induce un fallo en uno o ms equipos del proceso producvo aguas abajo, el costo de estas
reparaciones aguas abajo sera el CDPPi. Cuando un equipo falla, es probable que dicha avera se
propague hacia otros equipos del proceso producvo, pero tambin existe la probabilidad que esta
propagacin no se presente, la PDPPi representar la probabilidad de propagacin de los efectos de
dicha avera produciendo averas en otros equipos del proceso producvo.
ndice de Cricidad Relava (ICR)
Una vez determinado el RE de los principales equipos involucrados en el proceso producvo, se
determina ICR de cada uno de estos equipos mediante la siguiente ecuacin:
ICR = A x (RE / REMAXIMO) Ec.8
Discusin
Como los sistemas producvos no son procesos estcos, sino que ms bien se van adaptando a las
perturbaciones del entorno, se recomienda revisar anualmente el ICR y el RE asignado a cada uno de
los equipos a n de garanzar que estos indicadores estn en sintona con la dinmica del proceso
producvo, de la organizacin de mantenimiento y de la corporacin.
Si bien es cierto que la metodologa presentada requiere de una considerable candad de datos
histricos y estadscos del performance de equipos, no hay que perder la perspecva que la misma
est sugerida para los principales equipos del proceso producvo, los cuales suelen ser reducidos en
comparacin con el universo de sistemas instalados (recurdese el principio de Pareto). Ahora bien,
cuando no existan los datos necesarios para calcular las posibilidades de ocurrencia, las
probabilidades, o los costos indicados en la presente metodologa, puede optarse por una de las
siguientes opciones:
a) Considerar que dicha posibilidad de ocurrencia, probabilidad o costo es aproximadamente
igual a cero, es decir que su efecto es poco signicavo y como tal puede despreciarse.
b) Asignar a juicio de un experto (o personal altamente experimentado) un valor al referido
parmetro entre tanto se recopilan los datos necesarios para el clculo futuro del mismo.
Adicionalmente, si una corporacin decide que para ella, por ejemplo, los riesgos ambientales y de
daos humanos son mucho ms relevantes que la pura valoracin monetaria, la Ec.1 puede ser
modicada incorporando unos factores de ponderacin (,,?) que permitan otorgarle a cada
componente del RE una incidencia acorde a las polcas de la corporacin, en este caso:
RE = x RPP + x RCM + x RDC Ec.9
Los factores de ponderacin (,,?) o pesos relavos de los componentes de RE, pueden ser deter-
minados en una sesin de trabajo de expertos o direcvos de la corporacin ulizando un mtodo
tal como el Anlisis Jerrquico de Procesos AJP.
Finalmente, el ICR y el RE calculados a travs de la metodologa presentada en este arculo sern
un excelente aliado al momento de juscar, ciencamente, las principales inversiones de la
organizacin de mantenimiento ante los direcvos de las corporaciones, como por ejemplo, dem-
ostrar que la inversin en la adquisicin de un sistema instrumentado de seguridad SIL3 de unos
40.000 , puede reducir el RE un horno de gas industrial de 1.000.000 /Ao a 200.000 /Ao, la
relacin costo/benecio de esta inversin es evidente.
9
ESTRATEGIAS DE CONFIABILIDAD EN LOS
PROCESOS DE PARADAS DE PLANTA
Luis Amendola, Engineering Management, Ph.D.
Consultor Industrial e Invesgador del PMM Instute for Learning y la Universidad Politcnica
de Valencia Espaa, 25 aos de experiencia en la industria del petrleo, gas, petroqumica y
empresas de manufacturas, colaborador de revistas tcnicas, publicacin de libros en Project
Management y Mantenimiento. Parcipacin en congresos como conferencista invitado y
expositor de trabajos tcnicos en eventos locales e internacionales en empresas y
universidades.
Tibaire Depool. MSc. Ing, Production Management.
PMM Instute for Learning; Espaa, Consulng & Coaching en empresas de manufacturas a nivel
local e internacional. 8 aos de experiencia industrial en Project Management y Asset
Management.
RESUMEN
La aplicacin de estrategias de conabilidad es una nueva forma de direccin y gesn de proyectos de paradas de planta,
lo que signica una constante bsqueda de nuevas y novedosas formas de incrementar la conabilidad, disponibilidad y
vida l de plantas y equipos industriales, siempre a travs de un control efecvo de la conabilidad desde la etapa del
diseo.
El objevo de este arculo es examinar los modelos de ciclo de vida del proyecto e incorporar una metodologa para la
gesn de proyectos de paradas de planta de procesos aplicando conabilidad + tcnicas y herramientas de planicacin.
El hecho de, planicar y programar los trabajos de proyectos de paradas de planta a grandes volmenes de equipos e
instalaciones, ha visto en la aplicacin de la conabilidad + Project Management una oportunidad de constantes mejoras y,
la posibilidad de plasmar procedimientos cada da ms complejos e interdependientes.
sto aunado a Las Mejores Prccas de Organizacin de Clase Mundial, que establecen una integracin de las aplicacio-
nes de la conabilidad + Project Management, que han conllevado a las grandes corporaciones a tomar la decisin de
adoptar esta prcca de gesn.
La combinacin de los mtodos de conabilidad (RCM, TPM, RBI, OCR, RCA, SIX SIGMA) + (Metodologa de gesn de
paradas de planta), nos permite obtener ahorros considerables en (coste, plazo, riesgo, calidad). La experiencia propia en
paradas de plantas en petrleo, gas, petroqumica, cementeras, generacin elctrica y minera y recomendaciones de otros
especialistas han resultado muy beneciosas para las corporaciones que han implementado estas prccas.
PALABRAS CLAVES: Planicacin, Tcnicas, Conabilidad, Metodologas
1. INTRODUCCIN
El mantenimiento y la conabilidad son reas donde muchas compaas se juegan la capacidad compeva, debido a los
recursos dedicados al mantenimiento y al impacto de la conabilidad en su capacidad para generar benecios. La
bsqueda de niveles cada vez ms altos de desempeo en mantenimiento y conabilidad ha abierto la puerta a la
tecnologa en estas reas: las decisiones que ayer se tomaban mediante una prcca profesional ms o menos razonada y
actualizada, hoy se toman mediante el uso de soscadas herramientas y complejos sistemas de tecnologa de la
informacin. De esta forma, la seleccin adecuada de tecnologas en mantenimiento y conabilidad, su puesta a punto, y la
adaptacin de las organizaciones a su uso y aprovechamiento, constuyen aspectos claves a resolver para sostener la
compevidad de la empresa en el largo plazo.
Entendemos por tendencias tecnolgicas la secuencia de desarrollos que es sensato esperar en el corto, mediano y largo
plazo en cierta tecnologa. La empresa necesita entender las tendencias tecnolgicas en mantenimiento y conabilidad con
dos propsitos:
- Para actualizar su plataforma tecnolgica
- Para inuir en los nuevos desarrollos
10
Se trata de transformar las actuales herramientas de tecnologa de la informacin, orientados principalmente al control de
gesn y de procesos, mediante la incorporacin de lo necesario para el control de gesn integrada de acvos unicando las
tcnicas y herramientas de proyectos, mantenimiento y conabilidad. Estas tecnologas nos ayudan a la opmizacin de los
proyectos de paradas de planta. Se trata de opmizar los costes, plazos, riesgos y calidad de ejecucin de las paradas de planta
de la empresa.
Existe un esfuerzo en las organizaciones en esta direccin, parcularmente en la jacin de prccas para la denicin del
alcance y la gesn de las paradas. Se idencan como tendencias tecnolgicas en el corto plazo, la incorporacin de las
metodologas de conabilidad a la denicin del alcance y el empo pmo de la parada. En el mediano y largo plazo se ene,
la opmizacin integrada del mantenimiento e inspeccin que se hace en las paradas. Esta determinacin es basada en las
experiencias exitosas de mis trabajos en varias corporaciones como director y consultor aplicando metodologas y buenas
prccas de conabilidad.
2. CONFIABILIDAD DESDE DISEO EN LAS PARADAS DE PLANTA (CDD)
Recientemente se ha reconocido que uno de los enfoques ms importantes para incrementar el valor en una instalacin, es
mejorando la disponibilidad o la ulizacin de la misma. El enfoque tradicional comnmente ulizado para incrementar valor
ha sido aumentar el volumen de las ventas, subir la capacidad de manufactura del acvo, reducir costes, la apertura a nuevos
mercados o la combinacin de estos factores. Un incremento en la disponibilidad se puede lograr mejorando los Procedimien-
tos de Operacionales, Tcnicas de Mantenimiento, Conabilidad Operacional y con la Conabilidad Intrnseca de la Instalacin.
A raz del reconocimiento de este nuevo enfoque, ha surgido el concepto de Ulizacin de Acvo (UA), el cul toma en consid-
eracin las ventas y la disponibilidad. El objevo primordial de una instalacin es maximizar la (UA) o maximizar el valor del
dinero inverdo a lo largo del ciclo de vida del proyecto de paradas de planta. Cuando se realiza Benchmarking con otras
compaas, se ha encontrado que la prdida de oportunidad de UA se debe a problemas que estn distribuidos
equitavamente entre Operaciones, Mantenimiento y Diseo. Para mejorar la disponibilidad de una instalacin, se hace
necesario aplicar conceptos, metas y procedimientos de conabilidad a lo largo de toda la vida del proyecto de paradas de
planta. Esto es lo que se conoce como Conabilidad Desde Diseo (CDD).
La clave para obtener una instalacin que sea coste-efecva y tener un producto/instalacin conable es a travs de la
aplicacin de los conceptos de conabilidad desde la etapa ms temprana del proyecto o en la etapa de diseo
(parcularmente en la etapa de Denicin y Desarrollo). Es en esta etapa cuando la aplicacin de conabilidad ene mayor
impacto u oportunidad de afectar los resultados, ya que el proyecto es lo sucientemente exible para ser modicado o
rediseado sin un impacto elevado en los costes. De lo contrario, si las mejoras por conabilidad se aplican una vez que se haya
congelado el diseo, cualquier cambio o modicacin tendr un impacto sustancial en los costes.
FACILIDADES
FEL
DISEO
CONSTRUC
C
O
M
.
I
N
I
C
I
O
.
OPERACIN
MATENIMIENTO
PROYECTO PROYECTO
PROYECTO
INDIRECTOS
& OTRAS
MATERIALES
& EQUIPOS
CONSTRUCIN
PRE-PUESTA OPERACIN
RETORNO DE
LA INVERSIN
OPERACIN
COSTES
MATENIMIENTO
COSTES
DESINCORPORAR
LOS ACTIVOS
ING COSTES
PUESTA EN OPERACIN
FACILIDADES
TURNAROUND
OUTAGE
(PARADA)
TURNAROUND
COSTES
FASE DURACIN / TIEMPO
DE CICLO DEL PROYECTO
TURNAROUND (PARADA)
DURACIN
OUTAGE (PARADA)
DURACIN
MEDIO AMBIENTE SEGURIDAD
PERFORMANCE
GESTIN
FIABILIDAD/
DISPONIBILIDAD
INGENIERA
BSICA Y DE
DETALLE
FACILIDADES
FEL
DISEO
CONSTRUC
C
O
M
.
I
N
I
C
I
O
.
OPERACIN
MATENIMIENTO
PROYECTO PROYECTO
PROYECTO
INDIRECTOS
& OTRAS
MATERIALES
& EQUIPOS
CONSTRUCIN
PRE-PUESTA OPERACIN
RETORNO DE
LA INVERSIN
OPERACIN
COSTES
MATENIMIENTO
COSTES
DESINCORPORAR
LOS ACTIVOS
ING COSTES
PUESTA EN OPERACIN
FACILIDADES
TURNAROUND
OUTAGE
(PARADA)
TURNAROUND
COSTES
FASE DURACIN / TIEMPO
DE CICLO DEL PROYECTO
TURNAROUND (PARADA)
DURACIN
OUTAGE (PARADA)
DURACIN
MEDIO AMBIENTE SEGURIDAD
PERFORMANCE
GESTIN
FIABILIDAD/
DISPONIBILIDAD
INGENIERA
BSICA Y DE
DETALLE
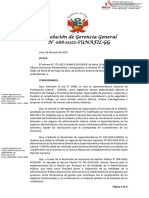
Figura 1. Ciclo de Vida del Acvo (Paradas de Planta)
11
La aplicacin de la conabilidad en la fase de diseo de
un proyecto de paradas de planta, requiere de la parci-
pacin de las experiencias y habilidades muldiscipli-
narias de diferentes especialistas. Para lograr maximizar
valor, se requiere una combinacin de prccas de
direccin, nanzas, operaciones, ingeniera,
construccin y otras prccas aplicadas a acvos en
bsqueda de un coste econmicos del ciclo de vida. Este
concepto ene que ver directamente con Conabilidad
Desde Diseo (CDD) y mantenibilidad de acvos
(instalaciones).
3. ANLISIS DE CONFIABILIDAD
El Anlisis de conabilidad es una gua para los
problemas ms comunes experimentados en los
sistemas, equipos y componentes. Estas tcnicas aplica-
das durante el ciclo de vida del acvo nos ayudan a
idencar los fallos antes del desarrollo del proyecto de
parada de planta.
Los Problemas de diseo del equipo: pueden ser iden-
cados con preguntas de modos de fallo por po de
equipo. Este proceso puede idencar por lo general
componentes que han fallado de entre la poblacin
registrada de equipos similares.
Problemas en el material del equipo: en algunos casos,
el anlisis de conabilidad puede sealar una deciencia
en los materiales o en la seleccin del material. Esos
problemas a menudo se comportan como un modo de
fallo po desgaste temprano, el cual es fcilmente
idencado con un anlisis Weibull.
Los problemas de diseo de sistemas, equipos y compo-
nentes son idencados ulizando anlisis de conabili-
dad donde la pieza incorrecta del equipo fue usada en el
diseo del acvo y como consecuencia ene lugar el
frecuente fallo de este equipo. Fallos de sistemas
similares pueden ser somedos a los mismos proced-
imientos de anlisis que son dirigidos al nivel del acvo.
Los problemas del sistema pueden ser idencados por
valores bajos de TMEF (Tiempo Medio Entre Fallos)
comparados con otros sistemas similares.
Los problemas de los mantenimientos mayores a
menudo se muestran durante la puesta en marcha,
despus de un periodo de reparacin, de una parada o
cuando ene cierta edad. Esos problemas son frecuent-
emente el resultado de unas inadecuadas o impropias
tcnicas de construccin o fallos de material.
Los procedimientos insasfactorios e inadecuados de
mantenimiento, como problemas de construccin,
pueden ser idencados y separados mediante la
comparacin con componentes similares entre sistemas
mantenidos por diferentes equipos. El nivel de
formacin, adhesin al procedimiento estndar y
atencin a todo detalle, juega un papel importante en la
calidad de las reparaciones realizadas por el equipo de
operacin y mantenimiento.
Idencacin de procedimientos impropios de
operacin: cambios bruscos de temperatura e
inadecuado control de nivel pueden llevar a una mala
calidad del producto y reducir la vida del equipo. Fallos
ocasionados por procedimientos de operacin
inadecuados se maniestan ellos mismos como
prematuro modo de desgaste y son fcilmente
idencados mediante anlisis Weibull.
Puesto que los problemas de operacin normalmente
implican equipo crco, los costes de fallos obtenidos
sern picamente ms altos que los problemas de
mantenimiento normales.
Inadecuadas acvidades de mantenimiento predicvo:
los fallos en el mantenimiento predicvo pueden ser
idencados a travs de rdenes de trabajo atrasadas y
mediante el anlisis de piezas de repuesto ulizadas.
Mientras la ulizacin de piezas de repuesto no asegura
su correcta instalacin, la ejecucin de inadecuadas de
acvidades MP (Mantenimiento Predicvo) pueden
descubrirse en un anlisis de conabilidad como bajos
valores no caracterscos de TMEF (Tiempo Medio Entre
Fallos) para equipos de este po, comparado con el
estndar del fabricante o industria.
Indicadores clave de rendimiento: Sistema de Gesn
de conabilidad, que ofrecen a los usuarios una
oportunidad para desarrollar y seguir la pista a los indica-
dores clave de rendimiento. Estos indicadores permiten
a las compaas comparar el rendimiento con otras o
entre departamentos dentro de la misma empresa.
Este po de anlisis puede indicar los problemas espec-
cos de conabilidad con ciertas reas o mostrar que
problemas genricos persisten a lo largo y ancho de toda
la compaa.
4. ESTRATEGIA DE CONFIABILIDAD EN LAS PARADAS DE
PLANTA
El rendimiento pmo para conseguir una combinacin
de esta estrategia durante todo el ciclo de vida del acvo
es lograda en organizaciones que abarquen un enfoque
holsco, esto es, de menor a mayor complejidad. Esto
conlleva a un trabajo cercano e nmo entre las reas de
Conabilidad, Produccin; Finanzas, Proyectos,
Logsca, Recursos Humanos, Mercadeo y
Mantenimiento, ya que estas reas conjuntamente son
las responsables de conseguir los requerimientos del
plan de negocio de la empresa.
Basado en mi experiencia existen muchas deniciones
de mantenimiento, sin embargo, ste debe ser denido y
dirigido como un proceso, en orden a la obtencin de un
reembolso pmo de gastos (capital). Por lo tanto
tenemos la necesidad de idencar al sistema de gesn
del mantenimiento como una parte integral del modelo
de gesn del ciclo de vida del acvo, tal como se
muestra en gura 2.
Durante las tres etapas Conabilidad de Planta, Estrate-
gias de Paradas de Planta, Sistemas Balanceados de
Indicadores mostrada en la estrategia en la gura 2, hay
tres factores crcos necesarios para obtener un
rendimiento pmo:
1. Los acvos de una planta, deben ser dirigidos y
gesonados para conseguir las metas perseguidas, en la
direccin que se muestre ms ecaz para la opmizacin
de la conabilidad operacional y minimizacin de costes.
Para lograr esto, se desarrolla una estrategia para el
mantenimiento de acvos centrada en la funcin del
acvo. La funcin del acvo dene qu es necesario para
conseguir el cumplimiento de los objevos de
operacin/conabilidad.
mediante el anlisis de piezas de repuesto ulizadas.
Puesto que los problemas de operacin normalmente
implican equipo crco, los costes de fallos obtenidos
sern picamente ms altos que los problemas de
Inadecuadas acvidades de mantenimiento predicvo:
implican equipo crco, los costes de fallos obtenidos
sern picamente ms altos que los problemas de
Inadecuadas acvidades de mantenimiento predicvo: Inadecuadas acvidades de mantenimiento predicvo:
los fallos en el mantenimiento predicvo pueden ser
idencados a travs de rdenes de trabajo atrasadas y
mediante el anlisis de piezas de repuesto ulizadas.
implican equipo crco, los costes de fallos obtenidos
sern picamente ms altos que los problemas de sern picamente ms altos que los problemas de
Inadecuadas acvidades de mantenimiento predicvo:
sern picamente ms altos que los problemas de sern picamente ms altos que los problemas de
Inadecuadas acvidades de mantenimiento predicvo: Inadecuadas acvidades de mantenimiento predicvo:
los fallos en el mantenimiento predicvo pueden ser
idencados a travs de rdenes de trabajo atrasadas y
Inadecuadas acvidades de mantenimiento predicvo:
los fallos en el mantenimiento predicvo pueden ser
idencados a travs de rdenes de trabajo atrasadas y
los fallos en el mantenimiento predicvo pueden ser
idencados a travs de rdenes de trabajo atrasadas y
Puesto que los problemas de operacin normalmente
implican equipo crco, los costes de fallos obtenidos
sern picamente ms altos que los problemas de
Inadecuadas acvidades de mantenimiento predicvo:
los fallos en el mantenimiento predicvo pueden ser
idencados a travs de rdenes de trabajo atrasadas y
implican equipo crco, los costes de fallos obtenidos
sern picamente ms altos que los problemas de
Inadecuadas acvidades de mantenimiento predicvo:
sern picamente ms altos que los problemas de
Inadecuadas acvidades de mantenimiento predicvo:
los fallos en el mantenimiento predicvo pueden ser
idencados a travs de rdenes de trabajo atrasadas y
Inadecuadas acvidades de mantenimiento predicvo:
los fallos en el mantenimiento predicvo pueden ser
idencados a travs de rdenes de trabajo atrasadas y idencados a travs de rdenes de trabajo atrasadas y
implican equipo crco, los costes de fallos obtenidos
sern picamente ms altos que los problemas de
Inadecuadas acvidades de mantenimiento predicvo: Inadecuadas acvidades de mantenimiento predicvo:
los fallos en el mantenimiento predicvo pueden ser
idencados a travs de rdenes de trabajo atrasadas y
sern picamente ms altos que los problemas de
Inadecuadas acvidades de mantenimiento predicvo:
los fallos en el mantenimiento predicvo pueden ser
idencados a travs de rdenes de trabajo atrasadas y
Inadecuadas acvidades de mantenimiento predicvo:
los fallos en el mantenimiento predicvo pueden ser
idencados a travs de rdenes de trabajo atrasadas y
mediante el anlisis de piezas de repuesto ulizadas.
Inadecuadas acvidades de mantenimiento predicvo:
los fallos en el mantenimiento predicvo pueden ser
idencados a travs de rdenes de trabajo atrasadas y
mediante el anlisis de piezas de repuesto ulizadas.
implican equipo crco, los costes de fallos obtenidos
sern picamente ms altos que los problemas de
Inadecuadas acvidades de mantenimiento predicvo:
los fallos en el mantenimiento predicvo pueden ser
idencados a travs de rdenes de trabajo atrasadas y
12
As, un mantenimiento ecaz es, bsicamente, preservar la funcin del acvo para alcanzar el cumplimiento de operacin
requerido, no rerindose solamente a la preservacin del acvo propiamente dicho. El desarrollo de una estrategia en esta
direccin proporciona el mtodo para denir y gesonar un presupuesto de mantenimiento realista y acertado. Esto es
bsicamente una cuesn tcnica que ha sido hecha efecva mediante la aplicacin de procesos como la Opmizacin de la
Conabilidad basado en tcnicas (RCM OCR -RCA Weibull RBI Modelado de Sistemas Six Sigma - Anlisis Monitoreo
de Condicin)
2. Los procesos enen que ser establecidos de manera adecuada para gesonar ecientemente la acvidad de la conabili-
dad operacional, evaluar el rendimiento frente a los objevos, e iniciar algunas acciones necesarias de mejoramiento y
perfeccionamiento. El proceso debe reejar el razonamiento planear, hacer, comprobar y actuar, como ciclo de mejora
conna. Las acciones de perfeccionamiento que sern puestas en marcha en las etapas de los proyectos de paradas de
planta vendrn determinadas por las necesidades de negocio predominantes en la etapa de la vida del acvo. Esto es tambin
un asunto tcnico, aunque no se dirige habitualmente dentro de una organizacin a menos que se haya adoptado esta
estrategia de gesn del acvo representado en la gura 2. Sin un modelo similar, es dicil ganar la aceptacin o aprobacin
de la direccin de la empresa para el concepto de Mantenimiento-Conabilidad-Riesgo como un proceso que se desempe-
ar en las paradas de planta; esto juega un importante papel en la consecucin de la rentabilidad del negocio.
En base a mi dilatada experiencia, deendo que esto se consigue ms fcilmente si la empresa uliza un enfoque de
sistemas para su propia organizacin, y si la gesn de la calidad tambin ha sido desarrollada dentro de la misma.
3. La planlla de la empresa necesita estar ocupada ecazmente para alcanzar el potencial de la planta; ulizando el proceso
de gesn establecido. Es necesario que las planllas de personal enendan su papel, su responsabilidad y sus objevos, en
trminos de procesos de gesn del mantenimiento de acvos. Con estos criterios la gente enende cmo y de qu manera
conseguir para cumplir sus objevos parculares y nalmente esto, conllevar a la consecucin de los objevos y metas
globales del negocio.
La gente, por medio de su rendimiento y consecucin de sus objevos, asegura el cumplimiento de los objevos globales de
la empresa. Esto no es una cuesn tcnica, y a menudo ocurre que este planteamiento no es percibido como una parte
integral de la gesn de acvos y del mantenimiento de paradas de planta. El personal integrado en la direccin y gesn del
acvo esta habitualmente tutelado de acuerdo a la prescripcin de la doctrina RH (Recursos Humanos) dentro de la
organizacin.
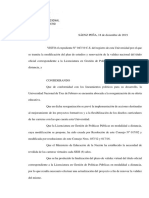
SISTEMAS BALANCEADOS DE INDICADORES
CONFIABILIDAD DE PLANTA
Soporte Decisiones CMMS Soporte Decisiones CMMS
RCM RCM OCR OCR - - RCA RCA Weibull Weibull RBI RBI Six Six
Sigma Sigma - - Modelado de Sistemas Modelado de Sistemas - - An An lisis lisis
Monitoreo Condici Monitoreo Condici n n
ESTRATEGIAS DE PARADAS DE PLANTA
CMMS
TI
Sistemas
Produccin
Planificacin
Programacin
Balanced
Scorecard
KPI
Riesgos
Plazos
Costes
Calidad
Datos Evento
Confiabilidad
Figura 2. Estrategia de Conabilidad en las Paradas de Planta
Tras veincinco aos de experiencia trabajando en la industria de procesado y manufactura, creo que estos factores son
habitualmente tratados de manera aislada en algunas empresas. Hay muchas organizaciones que han gastado millones de
euros y dlares en soware de mantenimiento, programas de anlisis de conabilidad y en la formacin de sus equipos de
trabajo, pero todava no han conseguido los resultados de negocio que necesitan en los procesos y proyectos de paradas de
planta. Estos pobres resultados vienen movados por una deciente conexin entre las tres etapas que se muestra en la
gura 2, y que nos conducen a la gesn del ciclo de vida de los acvos. Fracasos de este calibre, solamente refuerzan la
percepcin de que han experimentado nuevamente otra de esas modas de gesn, sin ningn resultado concreto.
5. MEJORES PRCTICAS
La aplicacin de estrategia de conabilidad operacional en la gesn de paradas de planta, ene por objeto opmizar el
alcance de mantenimiento, lo cual representa ahorros sustanciales. El benecio que se obene al eliminar la subjevidad e
incerdumbre que acompaa a la mayora de las decisiones que se deben tomar; y que normalmente se traduce en
candades de obra sobresmada, se maximiza al aplicar tcnicas de conabilidad que permiten idencar las causas raz de
los problemas, la probabilidad de ocurrencia de los mismos y las consecuencias tanto operacionales como de seguridad. En
otras palabras, se ene un conocimiento del riesgo asociado a cada decisin y se acepta el mismo o se busca mejorar con la
accin de mantenimiento propuesta en la etapa de conabilidad de planta.
12
As, un mantenimiento ecaz es, bsicamente, preservar la funcin del acvo para alcanzar el cumplimiento de operacin
requerido, no rerindose solamente a la preservacin del acvo propiamente dicho. El desarrollo de una estrategia en esta
direccin proporciona el mtodo para denir y gesonar un presupuesto de mantenimiento realista y acertado. Esto es
bsicamente una cuesn tcnica que ha sido hecha efecva mediante la aplicacin de procesos como la Opmizacin de la
Conabilidad basado en tcnicas (RCM OCR -RCA Weibull RBI Modelado de Sistemas Six Sigma - Anlisis Monitoreo
de Condicin)
2. Los procesos enen que ser establecidos de manera adecuada para gesonar ecientemente la acvidad de la conabili-
dad operacional, evaluar el rendimiento frente a los objevos, e iniciar algunas acciones necesarias de mejoramiento y
perfeccionamiento. El proceso debe reejar el razonamiento planear, hacer, comprobar y actuar, como ciclo de mejora
conna. Las acciones de perfeccionamiento que sern puestas en marcha en las etapas de los proyectos de paradas de
planta vendrn determinadas por las necesidades de negocio predominantes en la etapa de la vida del acvo. Esto es tambin
un asunto tcnico, aunque no se dirige habitualmente dentro de una organizacin a menos que se haya adoptado esta
estrategia de gesn del acvo representado en la gura 2. Sin un modelo similar, es dicil ganar la aceptacin o aprobacin
de la direccin de la empresa para el concepto de Mantenimiento-Conabilidad-Riesgo como un proceso que se desempe-
ar en las paradas de planta; esto juega un importante papel en la consecucin de la rentabilidad del negocio.
En base a mi dilatada experiencia, deendo que esto se consigue ms fcilmente si la empresa uliza un enfoque de
sistemas para su propia organizacin, y si la gesn de la calidad tambin ha sido desarrollada dentro de la misma.
3. La planlla de la empresa necesita estar ocupada ecazmente para alcanzar el potencial de la planta; ulizando el proceso
de gesn establecido. Es necesario que las planllas de personal enendan su papel, su responsabilidad y sus objevos, en
trminos de procesos de gesn del mantenimiento de acvos. Con estos criterios la gente enende cmo y de qu manera
conseguir para cumplir sus objevos parculares y nalmente esto, conllevar a la consecucin de los objevos y metas
globales del negocio.
La gente, por medio de su rendimiento y consecucin de sus objevos, asegura el cumplimiento de los objevos globales de
la empresa. Esto no es una cuesn tcnica, y a menudo ocurre que este planteamiento no es percibido como una parte
integral de la gesn de acvos y del mantenimiento de paradas de planta. El personal integrado en la direccin y gesn del
acvo esta habitualmente tutelado de acuerdo a la prescripcin de la doctrina RH (Recursos Humanos) dentro de la
organizacin.
SISTEMAS BALANCEADOS DE INDICADORES
CONFIABILIDAD DE PLANTA
Soporte Decisiones CMMS Soporte Decisiones CMMS
RCM RCM OCR OCR - - RCA RCA Weibull Weibull RBI RBI Six Six
Sigma Sigma - - Modelado de Sistemas Modelado de Sistemas - - An An lisis lisis
Monitoreo Condici Monitoreo Condici n n
ESTRATEGIAS DE PARADAS DE PLANTA
CMMS
TI
Sistemas
Produccin
Planificacin
Programacin
Balanced
Scorecard
KPI
Riesgos
Plazos
Costes
Calidad
Datos Evento
Confiabilidad
Figura 2. Estrategia de Conabilidad en las Paradas de Planta
Tras veincinco aos de experiencia trabajando en la industria de procesado y manufactura, creo que estos factores son
habitualmente tratados de manera aislada en algunas empresas. Hay muchas organizaciones que han gastado millones de
euros y dlares en soware de mantenimiento, programas de anlisis de conabilidad y en la formacin de sus equipos de
trabajo, pero todava no han conseguido los resultados de negocio que necesitan en los procesos y proyectos de paradas de
planta. Estos pobres resultados vienen movados por una deciente conexin entre las tres etapas que se muestra en la
gura 2, y que nos conducen a la gesn del ciclo de vida de los acvos. Fracasos de este calibre, solamente refuerzan la
percepcin de que han experimentado nuevamente otra de esas modas de gesn, sin ningn resultado concreto.
5. MEJORES PRCTICAS
La aplicacin de estrategia de conabilidad operacional en la gesn de paradas de planta, ene por objeto opmizar el
alcance de mantenimiento, lo cual representa ahorros sustanciales. El benecio que se obene al eliminar la subjevidad e
incerdumbre que acompaa a la mayora de las decisiones que se deben tomar; y que normalmente se traduce en
candades de obra sobresmada, se maximiza al aplicar tcnicas de conabilidad que permiten idencar las causas raz de
los problemas, la probabilidad de ocurrencia de los mismos y las consecuencias tanto operacionales como de seguridad. En
otras palabras, se ene un conocimiento del riesgo asociado a cada decisin y se acepta el mismo o se busca mejorar con la
accin de mantenimiento propuesta en la etapa de conabilidad de planta.
13
Las limitaciones constantes en los ujos de caja de las
empresas, obligan a juscar; desde una base econmica
cada trabajo que se plantee realizar durante una parada de
planta, en tal sendo, es importante asegurar que
cualquier proyecto que se pretenda ejecutar durante la
parada, genere ganancias que deben ser rentables en
comparacin a la inversin a realizar. As mismo, esta
inversin deber considerar las prdidas de oportunidad
ocasionadas por el empo adicional de ejecucin
asociado. En otras palabras, si la rentabilidad del proyecto
es buena, sta deber ser suciente para cubrir estos
costes y, por lo tanto, la acvidad propuesta puede ser
ejecutada.
Debemos difundir el desarrollo de esta estrategia, ya que
ulizndola estamos en capacidad de ejecutar los paros
programados de instalaciones, ejecucin de proyectos,
mantenimientos mayores y menores en instalaciones que
no requieran paros de planta, con el mnimo impacto en
plazo, coste, riesgo y calidad. Concienzar, internalizar y
aplicar la estrategia de la gura 2 para la bsqueda de las
mejores prccas del Mantenimiento Clase Mundial a los
procesos de trabajo.
Debemos orientar la bsqueda de nuevas formas y
procesos que agilicen la ejecucin del mantenimiento al
menor coste, mayor producvidad y alineados siempre
con el sendo del negocio.
6 CONCLUSIONES
Se ha presentado una estrategia metodologca basada en
la aplicacin de buenas prccas y tcnicas de conabili-
dad, que permite obtener ahorros considerables y
contribuye a establecer una forma estructurada de ayudar
en la etapa de planicacin, programacin del manten-
imiento de acvos que nos lleven a opmizar los procesos
de parada de planta y buscar la rentabilidad del negocio
la conabilidad como modelo de negocio. Por otro lado,
los benecios tambin se ven reejados en la ejecucin
del mantenimiento y de las paradas de planta, dado que se
reduce la extensin y el nmero de tareas a realizar, lo que
se traduce en una mayor disponibilidad de planta y mayor
rentabilidad para la empresa.
7 REFERENCIAS
Amendola, L.; [2006], Integracin Estratgica para la Direc-
cin y Gesn de los Procesos de Paradas de Planta.
MANTENIMIENTO, Espaa. ISSN: 0214-4344. Espaa.
Amendola, L.; [2006], Migar los Riesgos en la Gesn de
Paradas de Planta EDPEstructura de Descomposicin del
Proyecto WBS Work Breakdown Structure, Ingeniera y
Gesn de MANTENIMIENTOMUNDIAL, N 36 ISSN:
1695-3754. Espaa.
Amendola, L.; [2004], Estrategias y tccas en la Direccin
y Gesn de Proyectos Project Management. Editorial
de la UPV. Espaa.
Amendola, L.; [2004], Aplicacin del Project Management
en la Gesn de Paradas de Planta, Ingeniera y Gesn
de MANTENIMIENTOMUNDIAL, N 36 ISSN: 1695-3754.
Espaa.
Amendola, L.; [2003], Tips para la Gesn de Paradas de
Planta en Mantenimiento, Mantenimientomundial,
www.mantenimientomundial.com. Argenna.
Amendola, L.; [2003], Applicaon of the Tools of Taking
Mulcriteria Decisions to the Management and Administraon
of Project in Stoppages of Chemical Plants Processes, VII
Internaonal Congress on Project Engineering, Pamplona.
Spain.
Amendola, L.; [2003], Metodologa de Direccin y Gesn de
Proyectos de Paradas de Planta de Proceso, IV Internacional
Congreso Project Management Instute, So Paulo, Brasil.
Amendola, L.; [2002], Aplicacin de la Conabilidad en la
Gesn de Proyectos en Paradas de Plantas Qumicas, Papers
VI Internacional Congreso on Project Engineering, AEIPRO, ISBN
84-600-9800-1, pp. 154, Barcelona, Spain.
Amendola, L.; [2002], Project Opmizaon of Plant
Stoppages, Papers Web Reliability Center, Inc.,
www.reliability.com, Maintenance & Producon Arcles, USA.
Bradley Peterson. S.; [2002], Developing an Asset Manage-
ment Stratey. Collecon of Asset Management, SAMI Corpora-
on. USA.
Bradley Peterson. S.; [2002], How to Make Distributed Mainte-
nance Work. Collecon of Asset Management, SAMI
Corporaon. USA.
Bradley Peterson. S.; [2002], Dening Asset Management.
Collecon of Asset Management, SAMI Corporaon. USA.
Bradley Peterson. S.; [2002], Designing the Best Maintenance
Organizaon . Collecon of Asset Management, SAMI
Corporaon. USA.
Cyp van Rijn.; [2004], Asset Management At The Millenium.
www.plant- maintenance.com, USA.
McNeeney. A.; [2005], Improve Asset Performance Manage-
ment. HYDROCARBON PROCESSING. USA.
McNeeney. A., [2005], Selecng the Right Key Performance
Indicators, www.meridium.com , USA.
Woodhouse J., [2004], Asset Management Decision-Making.
The Woodhouse Partnership Ltd. UK.
Woodhouse J., [2000], What Shutdowns, Why and When. The
Woodhouse Partnership Ltd, ERTC Conference Paris, France.
14
RCM EN PLANTAS CEMENTERAS
Bsc. Ing. Esp. Ernesto Primera.
Considerado Experto en Opmizacin de Mantenimiento, Conabilidad
Operacional e Integridad de Acvos Dinmicos con 15 aos de experi-
encia en la Industria Petrolera y Minera lanoamericana. Miembro de
asociaciones internacionales. Consultor Colaborador de PMM Instute
for learning, Espaa
ernesto.primera@gmail.com ; primeram2@asme.org
Resumen
El presente arculo se desarrolla en agradecimiento a todo el equipo humano que aplic la met-
odologa RCM en Planta Pergalete del Grupo Cementero Cemex en Venezuela, equipo al que tuve el
honor de pertenecer, tambin merece agradecer a la corporacin Cemex por brindar al sta de la
empresa el entrenamiento y formacin para el conocimiento y aplicacin de esta metodologa de
clase mundial; tambin agradece a los lderes del sistema de gesn de mantenimiento: Ingenieros y
todo el equipo de tcnicos que estuvieron involucrados en el proceso.
El arculo opmiza el proceso desarrollado en los aos 90 en la planta, aplicando las innovaciones de
las metamrfosis del RCM Clsico, en el mismo se combinan los conocimientos adquiridos durante los
entrenamientos y aplicaciones de metodologas como RCM+ de TWPL, RCM2 de John Moubray y
SRCM de Erin, estas mencionadas consultoras internacionales que se dedican al desarrollo y
aplicacin de este po de metodologas.
Durante el desarrollo se encontrarn valores simulados, este servir como gua para la aplicacin del
mtodo de manera exitosa interactuando con diferentes normas internacionales que soportan su
aplicacin como las SAE-JA1011, SAE-JA1012, IEC 60812 e ISO 14224.
Planta II (Via Seca) Vencemos Pergalete. Grupo Cemex. Venezuela.
15
Introduccin
RCM: Reliability Center Maintenance.
MCC: Mantenimiento Centrado en Conabilidad.
Para el entendimiento de la metodologa RCM y su
aplicacin debemos conocer la relacin que ene
el ciclo de vida de un acvo con respecto a esta y
as racar la necesidad de aplicacin de este
po de herramientas de clase mundial para el
sostenimiento del ciclo de negocio de un acvo
sico en un proceso producvo.
En la Graca N1, tomada del proyecto Makro en
Europa, podemos visualizar el modelo pico de
ciclo de vida operava de un acvo sico
donde se involucran factores de costos durante su
periodo de vida que delimitan su desempeo en
funcin del empo.
COSTO MANT CORR. + IMPACTO EN PROD. + IMPACTO EN SHA
COSTOS DE LA BAJA CONFIABILIDAD = RIESGO COSTOS DE LA BAJA CONFIABILIDAD = RIESGO
COSTO OPERACIN + MANT. PLANIF.
TIEMPO (AOS)
DESINCORPORACIN
OPEX
MODELO: CICLO DE VIDA OPERATIVA DE UN ACTIVO FISICO MODELO: CICLO DE VIDA OPERATIVA DE UN ACTIVO FISICO
COSTO MANT CORR. + IMPACTO EN PROD. + IMPACTO EN SHA
COSTOS DE LA BAJA CONFIABILIDAD = RIESGO COSTOS DE LA BAJA CONFIABILIDAD = RIESGO
COSTO OPERACIN + MANT. PLANIF.
TIEMPO (AOS)
DESINCORPORACIN
OPEX
MODELO: CICLO DE VIDA OPERATIVA DE UN ACTIVO FISICO MODELO: CICLO DE VIDA OPERATIVA DE UN ACTIVO FISICO
Analizando el periodo OPEX (Operaon Expendi-
ture) o en espaol gastos de operacin, podemos
ajustarlo a las estrategias reales de Mantenimiento
en la industria del cemento, y tendramos como
resultado pequeos ciclos de mantenimiento que
se rigen por el control nanciero de la rentabilidad
de los procesos, que por lo general ende a
disminuir anualmente y llevar a la maximizacin de
la eciencia en el uso de los recursos que son facil-
itados. En la Grca N2 podemos visualizar lo que
ocurre en la gesn de mantenimiento en un ciclo
de vida operava que puede ocurrir en un periodo
de empo determinado como por ejemplo 10
aos.
Grca N1.
P
r
e
s
u
p
u
e
s
t
o
d
e
M
a
n
t
e
n
i
m
i
e
n
t
o
Tiempo entre Overhaul
OPEX
Tiempo entre Overhaul Tiempo entre Overhaul Tiempo entre Overhaul Tiempo entre Overhaul
Grca N2.
Podemos observar que al inicio operacional luego de la puesta en marcha por construccin u overhaul
(Mantenimiento Mayor) se da comienzo a la habitual estrategia de reduccin del presupuesto de
mantenimiento anual hasta el incremento de la probabilidad de falla cuyo lmite en la mayora de las
plantas cementeras no se encuentra denido, sin embargo dicha reduccin tendr cabida en funcin al
comportamiento del riesgo o conabilidad operacional de las mquinas expuestas a baja manutencin.
Si desarrollamos un modelo que permita denir los lmites de riesgo dentro del proceso, podramos
obtener la Grca N3, que representara un modelo de conabilidad basado en riesgo cuyo
entendimiento modelara el manejo efecvo de los recursos en manos de mantenimiento y as poner en
prcca metodologas como el Balanced ScoreCard que especica que el control de los procesos
internos dar como resultado sasfaccin a los clientes e implcitamente un incremento en la rentabilidad
nanciera del proceso producvo.
16
Grca N3.
Grca N4.
R
I
E
S
G
O
1 2 3 4 5 6 7 8 9 10 11 12 1 3 14 15 16 17 18 19 20
MODELO: CONFIABILIDAD BASADA EN RIESGO MODELO: CONFIABILIDAD BASADA EN RIESGO
ESFUERZO $
Mantenimiento / Operacin / Abastecimiento
COSTO DE RIESGO COSTO DE RIESGO
- PRODUCCIN DIFERIDA
- IMPACTO POR INDISPONIBILIDAD
- CONSECUENCIAS POR FALLAS ADICIONALES
- TIEMPO DE ENTREGA
- CALIDAD
- SEGURIDAD, AMBIENTE, ..ETC
Mximo
Permisible
Mnimo
Rentable
R
I
E
S
G
O
1 2 3 4 5 6 7 8 9 10 11 12 1 3 14 15 16 17 18 19 20 1 2 3 4 5 6 7 8 9 10 11 12 1 3 14 15 16 17 18 19 20
MODELO: CONFIABILIDAD BASADA EN RIESGO MODELO: CONFIABILIDAD BASADA EN RIESGO
ESFUERZO $
Mantenimiento / Operacin / Abastecimiento
COSTO DE RIESGO COSTO DE RIESGO
- PRODUCCIN DIFERIDA
- IMPACTO POR INDISPONIBILIDAD
- CONSECUENCIAS POR FALLAS ADICIONALES
- TIEMPO DE ENTREGA
- CALIDAD
- SEGURIDAD, AMBIENTE, ..ETC
Mximo
Permisible
Mnimo
Rentable
Con este modelo podremos idencar los lmites
de riesgo para controlar la probabilidad de falla y
la rentabilidad del negocio.
Si sinceramos el presupuesto de mantenimiento
basado en el modelo anterior podemos obtener
mejoras en Disponibilidad y Costos Totales de
Mantenimiento.
El incremento en la disponibilidad (por dismi-
nucin de Mantenimientos mayor) y la reduccin
de los costos de Mantenimiento se puede ver
reejada en la Grca N4 donde se desarrolla un
cambio en la losoa presupuestal de
mantenimiento, permiendo una manutencin
efecva de los acvos dentro del riesgo mnimo
rentable y el mximo permisible, donde se ve
incrementado el empo medio operavo y con
este la disponibilidad de las mquinas, as como
un incremento en la vida l de la mquina
sumando tambin un mantenimiento equilibrado
alejando la posibilidad de falla en las labores
operacionales.
Este modelo de gesn debe generarse con el
control de los eventos crnicos que afectan a
nuestra operacin codiana, muchos de estos
eventos con causas races todava desconocidas
para lo que existen metodologas como el Anli-
sis de Causas Races para el control de estos
eventos que deben ser corregidos, al mismo
empo que controlamos los conocidos con
planes de mantenimiento efecvos que deben
ser desarrollados con metodologas como el
RCM.
La metodologa RCM permite ajustar los nuevos
planes de Mantenimiento al contexto
operacional actual, signica que es una
metodologa viva que debe ser retroalimentada
con los cambios contextuales para su mayor
efecvidad. Las tareas que deben generarse con
el RCM sern distribuidas en todos aquellos
factores que generan las desviaciones, las
mismas se asignarn con frecuencias ajustadas a
las probabilidades de ocurrencia de los eventos
conocidos.
Es el RCM la herramienta o metodologa que
permir de forma lgica, organizada y
estructurada denir e implementar tareas de
mantenimiento que distribuyan los costos de
mantenimiento de manera efecva para el
incremento de los niveles de la Disponibilidad,
Conabilidad y Mantenibilidad.
OPEX
P
r
e
s
u
p
u
e
s
t
o
d
e
M
a
n
t
e
n
i
m
i
e
n
t
o
Tiempo entre Overhaul Tiempo entre Overhaul Tiempo entre Overhaul Tiempo entre Overhaul
17
Molienda y Bombeo de Pasta. (CRUDO)
Aplicando RCM en una planta cementera
PASO #1- Se inicia estructurando y diagramando el proceso Producvo del complejo industrial en sus
diferentes fases, este proceso en algunos mtodos se desarrolla con el uso de diagramas de bloques, para
el arculo lo esquemazaremos con guras para mejor entendimiento.
Proceso de Fabricacin de Cemento
PASO #2- Se selecciona el Subproceso o Planta a evaluar en funcin a su nivel de cricidad o
mejorabilidad.
Para esta fase se podran ejecutar anlisis de cricidad y mejorabilidad muy simples como los cualitavos
hasta los ms complejos anlisis cuantavos.
Iniciaremos con un anlisis cualitavo simple y veremos la ejecucin del cuantavo avanzado en la fase
de Jerarquizacin de los acvos.
Para este anlisis ulizaremos la siguiente matriz y criterio.
Matriz Esfuerzos vs Consecuencias.
Alto = 5 ; Medio = 3 ; Bajo = 1
ESFUERZOS para mejorar la Conabilidad del proceso.
- Costo de Materiales.
- Tiempos Promedios para Reparar.
- Costos de Horas Hombre.
- Rotacin de Inventario.
- Costos de Contratacin.
- Autorizaciones.
CONSECUENCIAS de la NO Conabilidad.
- Prdidas de Produccin $.
- Impacto a la Seguridad
- Impacto al Medio Ambiente
- Impacto por penalizaciones.
- Numero de fallas.
- Frecuencia de fallas.
- Impactos a la Imagen.
18
Anlisis de Cricidad Simple Cualitavo
Se delimitan las reas de proceso con sus fronteras operacionales ya establecidas.
Se asignan ponderaciones segn matriz Esfuerzos-Consecuencias, esto se hace mediante tormenta de
ideas con la parcipacin de lderes de todos los factores operavos del proceso producvo como
Mantenimiento, Operaciones, Abastecimiento, Ingeniera, entre otras.
Estructuracin del Sistema Crco y sus Equipos (Molienda de Crudo
Anlisis Bsico de Criticidad para Procesos
tem Proceso C E P
1 Cantera (Extraccin y Transporte) 3 5 7
2 Trituracin. 3 5 7
3 Acopio. (Apilado) 3 3 5
4 Molienda Hmeda. (Crudo) 5 1 1
5 Mezcla de Pasta. (Crudo) 5 1 1
6 Secado y Precalentamiento. (Coccin) 3 3 5
7 Hornos y Enfriamiento. (Coccin) 3 3 5
8 Molienda de Clinker. (Cemento) 5 3 2
9 Silos, Ensacado y Despacho. 1 3 8
PASO #3- En esta fase se planica el proyecto con la cual se determina el empo de implementacin y los
recursos necesarios para llevar a cabo con xito el programa de aplicacin de la metodologa RCM.
El equipo de trabajo debe estar compuesto por personal de Mantenimiento, Operaciones, SHA
(Seguridad, Higiene y Ambiente) y abastecimiento, este debe tener un lder o facilitador del mtodo RCM.
Tambin se debe establecer un calendario de reuniones proacvas para las sesiones de anlisis donde
asisrn los miembros y los invitados.
PASO #4- Ya formado el equipo de trabajo, al proceso escogido como crico o mejorable, en este caso
Molienda Hmeda y Mezcla (rea de Crudo), se procede a desglosar los equipos que componen el
proceso y se denen los limites y fronteras de cada uno de ellos.
1 2 3 4 5
Molinos de Crudo Bombas de Pasta Demister Balsas de
Mezclado
Bombas a Hornos
Mezcla de Calisa + Agua
para trituracin y formacin
de pasta.
Bombeo de la Pasta hasta
Balsas, pasando por el
sistema Demister.
19
Tabla N1
PASO #5- Cada uno de los equipos del subproceso crco ser movo de un estudio de mejorabilidad
cuantava para trazar la ruta de inicio del RCM, tambin permir tener cuancado los costos de opor-
tunidad antes de la aplicacin de la metodologa.
Este estudio se har a travs de una matriz construida y ajustada al proceso a estudiar, estas matrices son
construidas por el equipo de trabajo y con el soporte del especialista en conabilidad, consultor o asesor.
En la Tabla N1 se encuentra una matriz de Cricidad-Mejorabilidad para Jerarquizar las oportunidades.
En la Tabla N2 se expresa el resultado de la aplicacin de la formula de clculo de lo mejorable donde
el resultado se ordena de forma descendente en base a la prioridad de los equipos involucrados.
Table N2
1 punto = 1 vez ao 1 punto = XXX US$ 1 punto de lo mejorable =XXX US$/ao
1 punto = XXX hora TPFS (parada)
Puntaje
XX
XX
XX
XX
XX
XX
XX
Puntos/ocasion
XX
XX
XX
XX
XX
XX
XX
Puntaje
XX
XX
XX
XX
XX
Puntaje
XX
XX
XX
XX
XX
XX
XX
XX
Puntaje
XX
XX
XX
XX
XX
XX
Puntaje
XX
XX
XX
Frmula Calculo de lo Mejorable = Frec.Falla X { (TFS* AP) + Costo Rep.+ Imp. Seg. + Imp. Amb. }
Lesion leve sin perdidad de tiempo
Sin impacto
Derrames
Ninguno
Fugas de Polvo
2.5.- IMPACTO AMBIENTAL ( Daos a terceros, fuera de la instalacin )
Hay alto riesgo potencial de accidentes durante la reparacion?
Mas de 100.000
2.4.- IMPACTO EN LA SEGURIDAD PERSONAL ( Cualquier tipo de daos, heridas, fatalidad )
Una o mas fatalidades o incapacidad absoluta permanente, incendio o explosin perdidas mas de US$5MM
Afecta en un 25 %
Entre 50.001 y 100.000
Incapacidad absoluta temporal y perdida de tiempo, incendio y/o explosin entre 0.5 y 5 US$MM
Incapacidad parcial temporal o permanente con perdida de tiempo, incendio y/o explosin entre 100 y 500 US$M
Entre 31.000 y 50.000
Entre 1001 y 5000
Entre 5001 a 15000
Entre 15001 a 30000
1 Ton = XXX USD
Produccion = XXX ton/dia = US$/dia = XXX puntos/hora
Entre 4 y 8 Horas
Entre 24 y 72 horas
Entre 501 y 1000
2.2.- Afectacion a Produccion. (AP)
Menos 500
Entre 1 y 4 horas
Entre 8 y 24 horas
Entre 3 y 5 dias
No Afecta produccion
Mas de 5 dias
La Afecta Totalmente (No hay RELEVO)
2.3.- COSTO DE REPARACION (totales labor + materiales, repuestos)
.- Mas de una por dia
2.1.- Tiempo Fuera de Servicio (TFS)
Menos de 1 horas
2.- Consecuencias
Afecta en un 50 %
Afecta en un 75 %
GUIA DE CRITICIDAD
1.- FRECUENCIA DE FALLA (Falla que impacte produccin o funcin del sistema)
.- Entre 13 y 52 por ao ( 1 interrupcin mensual a una semanal )
.- Entre 53 y 360 por ao (de una semanal a una diaria )
.- Menos de una por ao
.- Entre 1 y 3 al ao
.- Entre 4 y 6
.- Entre 7 y 12
Sistema Frec TFS
Produccion Costos de Rep. Seg Amb Consecuencias Indice de Mejorabilidad Prioridad
Molinos de Crudo 5 50 10 100 5 4 609 2609
Bombeo de Pasta 4 50 10 100 5 4 609 2109
Demister 3 25 10 200 4 3 457 957
Balsa de Mezclado 3 15 10 100 4 2 256 556
Bombeo a Hornos 2 20 10 200 3 2 405 605
0
500
1000
1500
2000
2500
3000
Molinos de Crudo Bombeo de Pasta Demister Balsa de Mezclado Bombeo a Hornos
20
Jerarquizacin Sistema - Equipos
PASO #6- Ya establecido el orden de mejorabilidad de los equipos, estos se jerarquizarn con todos sus
componentes para dar inicio a la fase de anlisis.
Bombeo de Pasta
Molinos Demister Bombas Past.
Balsa Bombas Hor.
Sistema
Equipo
Equipo
Componente
Componente
Molinos
Blindaje Tolva Alim. Cojinetes
Pernos Virola Motor Acople
Equipo
Componente
Componente
Modo de Falla
Modo de Falla
Filtro Compuerta
Jerarquizacin Equipos - Componentes
PASO #7- Al llegar al detalle de los componentes, procedemos al Anlisis de Modos y Efectos de Fallas
(AMEF), en esta fase se tabulan los componentes y sus funciones para que el equipo de trabajo inicie la
evaluacin del comportamiento de los acvos en un periodo de empo determinado.
En este paso de la metodologa ponemos en prcca el diagrama de ujo de aplicacin del AMEF de la
norma IEC 60812.
El mencionado ujograma representa paso a paso la forma lgica de determinacin de la informacin que
alimentar la Tabla del Anexo A de la norma IEC 60812 que naliza el proceso de aplicacin de la herra-
mienta AMEF.
21
Diagrama de Flujo Aplicacin AMEF. Norma IEC 60812
22
La Tabla del Anexo A de la Norma IEC 60812 para la Aplicacin del AMEF cumple con las preguntas
claves de la norma SAE JA1011 las cuales establece que el proceso debe considerar:
a- Cul es la funcin del componente a analizar?
b- Cul es la falla funcional?
c- Cul es el modo de falla?
d- Cules son los efectos de la falla?
e- Cules son las consecuencias de la falla?
f- Cuales son las tareas proacvas propuestas?
g- Cul es el intervalo de ejecucin de las tareas?
h- Cules son las acciones propuestas si las proacvas no son las adecuadas?
En el recuadro de Tareas; se describirn las tareas especcas que eliminarn las causas de las fallas y
migarn sus consecuencias.
Estas tareas deben describirse con la siguiente informacin:
1- Disciplina. (Mecnica, Electricidad, Instrumentacin.etc)
2- Tipo de acvidad. (Prevenva, Predicva, Correcva, Bsqueda de Fallas, Omisin)
3- Costos o recursos de la tarea. (Repuestos, Consumibles, Mano de Obra, Contratacin)
4- Responsable.
5- Frecuencia de ejecucin.
El recuadro Frecuencia o Probabilidad de Ocurrencia se considerar para denir la frecuencia de
ejecucin de las acvidades, es aqu donde juegan un papel importante los especialistas en
mantenimiento quienes de acuerdo al po de componente, mecanismo de deterioro y el contenido del
recuadro Mtodo de Deteccin, determinar el intervalo entre una falla potencial y la funcional; toda
esta informacin permir ubicar la falla en la curva de la baera y basado en estadscas aplicar la
frecuencia idnea y adecuada de la tarea, sin excedernos de los lmites mnimo rentable y mximo
permisible descritos en el resumen de este arculo.
Para la opmizacin de la metodologa podemos aplicar metodologas como el Estudio RAM
(Conabilidad-Disponibilidad-Mantenibilidad) que de manera probabilsca puede establecer la
frecuencia de falla ms probable y el momento idneo para la manutencin.
Para la determinacin del po de tarea o acvidad, existen rboles o ujogramas de dediciones
desarrollados por consultoras en RCM ya mencionados en el resumen del arculo (TWPL, John Moubray
y Erin) estos con el mismo n pero diferentes enfoques y aplicabilidad; a travs de ellos puedan llegar a
la idencacin del po de tarea ms idnea, producto del anlisis de la tabla del AMEF.
Al nal del proceso se tendr un agrupado de tareas por componentes, con los detalles ya descritos, que
sern evaluados por un comit de especialistas para aprobacin, quienes a travs de un anlisis simple
de costo-riesgo-benecio y comparacin / validacin de los planes actuales; determinarn las tareas que
sern aplicadas en sistema de gesn de mantenimiento CMMS las cuales conformaran los planes de
mantenimiento de los acvos que fueron parte de la aplicacin del mtodo RCM.
23
Referencias:
1. ISO (The Internaonal Organizaon for Standardizaon), Norma ISO 14224.
2. IEC (Internaonal Electrotechnical Commission), Norma IEC 60812.
3. SAE (Society of Automove Engineers), Norma SAE JA1011 y SAE JA1012.
4. Cemex. Manual de la Direccin de Tecnologa. Modulo Mantenimiento.
5. Amendola, L.; [2002]. Modelos Mixtos de conabilidad. Publicado por Datastream.
6. Snelock, B.; [1999] (RCM+) Training Manual. The Woodhouse Partnership Limited. Inglaterra.
7. Moubray, J.; [1997] (RCM2) Reliability Centered Maintenance. USA.
8. Smith, A.; [1993] Reliability Centered Maintenance, McGraw-Hill. USA.
9. Erin SKF Group; [2006] (SRCM) Streamline Reliability Centered Maintenance, www.erineng.com.
24
AUDITORIAS DE MANTENIMIENTO
Ing. Lourival Augusto Tavares
Ingeniero Electricista, formado por la Escuela Federal de Ingeniera de Ro de Janeiro,
en el ao 1967. Es Geren-te general de PTC - Planeamiento, Entrenamiento y
Consultora Ltda., especializada en organizacin y desarrollo de proyectos para
pequeas, medianas y grandes empresas nacionales y extranjeras parcularmente
como consultor y asesor de Anlisis y Diagnsco del rea de mantenimiento.
Fue Director nacional de ABRAMAN (Asociacin Brasilea de Mantenimiento) en dos mandatos. Ex-Presidente del Comit
Panamericano de Ingenier-a de Mantenimiento de la Unin Panamericana de Asociaciones de Ingenieros. Hace ms de
20 aos, viene parcipando en Seminarios, Mesas Redondas y Congresos de Mantenimiento nacionales e internacionales.
Tie-ne varios trabajos y libros publicados, que son usados como referencia para desarrollo de temas sobre el asunto por
profesionales del rea en Seminarios y Congresos nacionales e internacionales.
25
26
27
28
Nivel 1 Nivel 2 Nivel 3 Nivel 4 Nivel 5
Inconsciente Despertando Desarrollando Capacitado Consciente
No comprende lo
que es
mantenimiento
preventivo, repara
cuando rompe
Reconoce que el
mantenimiento
puede ser mejorado,
sin embargo se
siente incapacitado
para implementar
Aprende ms sobre
ROI; desarrolla
mayor inters, y
seguridad
Actitud participativa;
reconoce que la
gestin de
mantenimiento es
obligatorio
Incluye el
mantenimiento como
una parte del
sistema global de la
compaa
Nivel 1 Nivel 2 Nivel 3 Nivel 4 Nivel 5
Inconsciente Despertando Desarrollando Capacitado Consciente
Reactivo
Trabaja en el equipo
cuando le falla;
adems logra baja
productividad de su
personal
Consciente
Todava reactivo,
recupera mejor los
componentes y tiene
disponibilidad de
repuestos cuando
ocurre la falla
Preventivo
Usa rutinas de
inspeccin,
lubricacin, ajustes y
pequeos servicios
para mejorar el
MTBF de los equipos
Predictivo
Utiliza algunas
tcnicas como anlisis
de vibracin, termo-
grafa, ultra sonido etc.
para monitorear la
condicin del equipo,
permitiendo accin
proactiva y solucin de
problemas, evitando
las fallas
Productiva
Combina tcnicas
predictivas con
involucramiento del
operador para liberar
tcnicos de
mantenimiento para
anlisis de fallas y
mejora de las
actividades de
mantenimiento
(mantenabilidad)
Nivel 1 Nivel 2 Nivel 3 Nivel 4 Nivel 5
Inconsciente Despertando Desarrollando Capacitado Consciente
> 30 % 20 30 % 10 20 % 5 10 % < 5 %
Nivel 1 Nivel 2 Nivel 3 Nivel 4 Nivel 5
Inconsciente Despertando Desarrollando Capacitado Consciente
Los problemas se
desarrollan hasta ser
descubiertos
Pequea gama de
acciones son
elaboradas; inicio
elemental de anlisis
de fallas
Los problemas son
resueltos a travs de
la implantacin de
acciones de
mantenimiento e
ingeniera
Los problemas son
anticipados; se
utiliza un fuerte
equipo disciplinario
de solucin de
problemas
Los problemas son
prevenidos
29
Nivel 1 Nivel 2 Nivel 3 Nivel 4 Nivel 5
Inconsciente Despertando Desarrollando Capacitado Consciente
Baja calidad de
mano de obra; rgida
lnea de supervisin;
conocimiento
ultrapasado;
necesidad de
actualizacin de
conocimientos que
es visto como un
gasto inecesario;
pagos por
antigedad
Trabajadores sienten
falta de
conocimiento p/
analizar roturas;
cuestionamiento de
las lneas de
especializacin;
identificacin de
obsolescencia de
conocimiento;
reconocimiento de
necesidad de
capacitacin;
cuestionamiento del
mtodo tradicional
de pagos
Calidad + Calidad =
Calidad; expansin
y distribucin de
desempeo de
tareas; desarrollo de
baja crtica a la
competencia; in-
versin en
investigacin; pagos
por capacidad de
resol-ver problemas;
pro-grama de
retencin de
talentos; conciencia
de la importancia de
hacer cambios
Expectativa de
calidad en el trabajo;
tareas ejecutadas
por
multiespecialistas;
conocimiento actual
y actualizados;
identificacin y
providencias para
necesidades de
capacitacin; pago
por desarrollos de
competencias
Orgullo y
profesionalismo;
flexibilidad en la
designacin de
tareas; conocimiento
para futuras
necesidades;
capacitacin de los
operadores por los
mantenedores;
conocimiento
siempre actualizado;
pagos basado en la
productividad de la
planta
Nivel 1 Nivel 2 Nivel 3 Nivel 4 Nivel 5
Inconsciente Despertando Desarrollando Capacitado Consciente
Nosotros no
sabemos cual
equipo se va romper
y para esto pagamos
al mantenimiento.
Por supuesto que
nuestras tasas de
prdidas son altas,
sin embargo esto no
es problema del
mantenimiento
Ser que nuestros
competidores tienen
otro tipo de
problemas con sus
equipos? Las
refracciones nos
estn costando
mucho!
Con el nuevo
criterio de gestin,
nosotros
empezamos
identificar y resolver
problemas
Todos estn
cotizados que el
mantenimiento hace
parte de nuestra
rutina de calidad
operacional. No
podemos hacer
productos de calidad
con mantenimiento
deficiente
No esperamos
roturas y es una
sorpresa cuando
ellas ocurren.
Mantenimiento con-
tribuye para
mantener dentro de
los mejores!
30
31
32
33
34
INTERVIEW
JOS MANUEL GONZLEZ, Ing. MSc.
Invesgador Asociado PMM Instute for Learning. Universidad de Oriente - UNEFA Barcelona Venezuela,
Maestra en Gerencia de Mantenimiento. 2007, Universidad Gran Mariscal de Ayacucho, Ingeniera de
Mantenimiento Industrial. Barcelona Venezuela, Titulo: Ingeniero de Mantenimiento Mencin Industrial.
Ao 2001. Experto en Opmizacin de Mantenimiento de Acvos, con 7 aos de experiencia Conabilidad
Operacional e Integridad de Acvos Dinmicos, experiencia en la Industria Petrolera, Gas, Renacin, Colab-
orador de revistas tcnicas. Iberoamrica. e-mail: pepe@pmmlearning.com
CAROLINA ALTMANN, ING.
Responsable de Planicacin y Encargada de Mantenimiento. Especialista en Mantenimiento, con un
Postgrado en Gesn de Mantenimiento en Empresas de Produccin y Servicios, actualmente en curso. Amplia
trayectoria de ms de 9 aos en la Gesn de Mantenimiento de Equipos pesados e Industriales, como
Asistente Tcnico, Responsable de Planicacin y Encargada de Mantenimiento, en importantes Empresas del
Uruguay. Se desempea en la Ocina Tcnica de Montevideo Refrescos Coca Cola. Ha dictado conferencias
en Congresos de Ingeniera de Mantenimiento en conferencias en Uruguay y Chile. Coordinadora Regional del
COPIMAN, desde Nov-04. e-mail: caltmann@adinet.com.uy
Cuales pueden ser los benecios de implementar una
tcnica de conabilidad operacional en su empresa?
La aplicacin de una tcnica de conabilidad operacional bien
orientada e implementada podra llevar a la organizacin a
mejorar sus procesos aceleradamente. Tcnicas como ACR,
MCC, TPM, AMEF, entre otras pueden representar una clara
diferencia entre una organizacin estndar y una de Clase
Mundial.
De acuerdo con mi experiencia en el sector Petrolero y Petro-
qumico podra enumerar algunos benecios de la aplicacin
de una tcnica de CO:
1) Reduccin de la frecuencia de fallas de los equipos, tomando
en cuenta la aplicacin de acciones de mantenimiento necesar-
ias (MCC), evitando el sobre mantenimiento.
2) Reduccin de empos de reparacin, ya que en la aplicacin
de la CO podra verse desde el diseo, aspectos relacionados
con la Mantenibilidad.
3) Calidad operava y de mantenimiento a los acvos. El
conocimiento y pericia del operario, as como de los mantene-
dores (ambos aspectos de la Conabilidad Humana) pueden
ser claves importantes en la connuidad operacional y en la
calidad de los trabajos de mantenimiento ejecutados a los
acvos.
4) Baja probabilidad de ocurrencia de fallas de alto impacto. La
aplicacin de tcnicas como ACR, de manera reacva o proac-
va pueden ayudar a prevenir fallas de alto impacto que
originan paro de los procesos y sistemas crcos.
Pueden ser muchos los benecios, sin embargo puedo decir que
el comprender los procesos producvos, ejecutar el justo
mantenimiento y operar dentro de los parmetros aceptables
puede llevar a disminuir tanto los costos de produccin,
aumentando indicadores como el EVA, ROE, ROCE, como los
impactos ambientales.
Qu obstculos y, en general problemas, pueden surgir
cuando no se realiza una seleccin adecuada?
Principalmente al no realizar una seleccin adecuada de una
tcnica de CO, el resultado esperado podra no ir en lnea con
los objevos trazados por el departamento. Esto se traduce en
un gasto de dinero en la aplicacin de una tcnica cuyos
resultados podran no aportar ningn valor.
El contexto operavo en cada organizacin puede requerir de la
aplicacin de una o varias de las tcnicas de CO. La seleccin
adecuada depender de las necesidades del sistema y de cuan
madura sea la organizacin para su aplicacin.
El xito, estar sujeto a la existencia de un sistema gerencial del
acvo claro y bien denido, donde se disponga de estructuras
apropiadas y un sistema de gesn de mantenimiento
comprendido y manejado por cada persona en la organizacin.
Esta es la base principal para garanzar la calidad del dato,
siendo este el insumo principal para la aplicacin de la mayora
de las tcnicas de CO.
Cuales pueden ser los benecios de implementar una
tcnica de conabilidad operacional en una empresa?
Se puede denir a la Conabilidad Operacional (CO), como la
capacidad de una Instalacin o un Sistema para cumplir su
funcin dentro de los lmites de diseo y bajo un contexto
operacional especco.
La Conabilidad de una mquina, no depende slo del rea de
Mantenimiento, sino tambin de la Conabilidad inherente de
diseo que posee el equipo, de cmo se hace el Manten-
imiento, es decir qu Estrategias y Tccas de Mantenimiento
se aplican, del grado de capacitacin e involucramiento de los
Tcnicos de Mantenimiento, de cmo se opera, de las condicio-
nes de operacin, y si se opera dentro de los parmetros de
diseo, sin generar sobrecarga.
La Conabilidad Operacional est determinada por los siguien-
tes aspectos:
- Conabilidad y Mantenibilidad del equipo
- Conabilidad del Proceso
- Conabilidad Humana
Cualquier tcnica de Conabilidad operacional, podr lograr
un benecio, muy superior al que podran lograr Tcnicas que
aborden a los tres factores determinantes, en forma separada.
Siguiendo el enfoque de la Conabilidad operacional, se
requiere, por un lado, el Anlisis de la Conabilidad del
Proceso, evaluando la efecvidad de los procedimientos
existentes, y detectando la necesidad de corregir o crear
nuevos procedimientos e instrucvos de tareas, tanto en el
rea de Mantenimiento, como en el rea Operava o de
Produccin.
35
Esto permir detectar y solucionar problemas organizaciona-
les de fondo, detectar carencias de liderazgo y supervisin,
necesidades de capacitacin, y lograr la sostenibilidad de la
mejora de la Conabilidad Operacional.
Por otra parte, el estudio de la Conabilidad Humana
En general la mayora de los errores humanos, no son respon-
sabilidad de las personas, sino del propio sistema, y muchos
debidos a problemas de la propia Conabilidad del Proceso.
Analizando, desde el perl de cada puesto, teniendo en cuenta
las responsabilidades, las competencias requeridas, y la
capacitacin y experiencia necesarias, se pueden desarrollar
Planes de Capacitacin y desarrollo, Mecanismos de recono-
cimientos y Sistemas de evaluacin de Desempeo, que
generen un alto grado de movacin e involucramiento.
Lograr una alta Conabilidad Humana, es un proceso connuo,
e implica una polca organizacional y una Alta Gerencia
compromeda, que valore sus Talentos Humanos, y est dispu-
esta a inverr en capacitacin y desarrollo de su gente.
Los benecios son enormes: operadores que cuidan su equipo,
operando en forma segura, y Tcnicos proacvos y con buenos
niveles de automona e iniciava, preocupados por lograr una
mejor Conabilidad.
La aplicacin de cualquier Tcnica de Conabilidad Operacio-
nal, permir:
-Aumentar la Conabilidad y la Disponibilidad de Equipos
- Aumentar la Seguridad
- Reducir los costos de Mantenimiento, por reduccin del
desgaste atribuible a sobrecarga de los Equipos
- Disminuir la candad de fallas debidas a mala operacin
- Disminuir la candad de fallas debidas a errores humanos
- Disminuir los costos, por reduccin de retrabajos
- Reduccin de los costos de Mantenimiento, por deteccin
temprana de fallas, por parte de operadores y Tcnicos.
Qu obstculos y, en general problemas, pueden surgir
cuando no se realiza una seleccin adecuada?
La Conabilidad Operacional es una Tcnica de mejora con-
nua, que engloba disntas Herramientas y Tcnicas, de forma
de lograr las soluciones Tcnicas, organizacionales y humanas,
en vista del aumento de la Producvidad y Rentabilidad de la
Empresa.
Algunas de sus aplicaciones son:
- Elaboracin de Planes de Mantenimiento
- Anlisis de problemas
- Determinacin de frecuencias pmas, de intervenciones
mayores
- Establecer procedimientos operacionales
Previo a la aplicacin de cualquier tcnica de Conabilidad
Operacional, resulta fundamental realizar un anlisis de crici-
dad, evaluando de acuerdo al impacto en la seguridad de las
personas e instalaciones, consecuencias medioambientales,
consecuencias operacionales y los costos de reparacin, de
forma de enfocar los esfuerzos para lograr el mximo benecio
para el negocio.
Los logros obtenidos, ya desde la primera aplicacin, a nivel de
Conabilidad de Procesos y Conabilidad Humana, garanzan
la sostenibilidad de la solucin, y el xito de futuras aplicacio-
nes, ya sea en Equipos, o sistemas.
Considero que el mayor obstculo, que puede presentarse, es
interno, cuando la propia Empresa no ene el grado de
madurez necesario, para realizar una autocrca de s misma,
que le permita encontrar y corregir sus deciencias organiza-
cionales.
La empresa, debe contar con el apoyo de la Alta Gerencia,
liderando el Proyecto en forma integral, convencida de la
importancia de analizar a fondo, para poder solucionar los
problemas de raz y evitar que se repitan, y estando dispuesta
a inverr en la capacitacin y desarrollo de su personal opera-
vo y Tcnico, de no ser as, no podr llevarse a cabo.
Una dicultad, que lamentablemente se presenta en muchas
Empresas, y que les impide crecer y mejorar, es que slo buscan
culpables de los problemas, sta actud no slo desmova a
las personas, y va en contra de la bsqueda de la Conabilidad
Humana, sino tambin les hace perder grandes oportunidad de
mejora, tan slo deberan redirigir sus energas a la bsqueda
de soluciones denivas a sus problemas.
Presencia Global
PMM Institute for Learning en Iberoamrica.
36
PMM EN REPUBLICA DOMINICANA
FACTOR HUMANO
Curso Maintenance Project Management
Personal de Empresas
Junio, 2007
PMM CHILE
SERVIC Sanago de Chile
Curso Maintenance Project Management
Personal de Empresas Mineras
Abril, 2007
PMM EN PDVSA VENEZUELA
Consultores de PMM
Distrito Tia Juana - Zulia
Octubre, 2007
PMM EN VENEZUELA
Curso empresas de la CVG
Corporacin Venezolana de
Guayana
Estratgias de Paradas de Planta
Julio, 2007
PMM CHILE
SERVIC Antofagasta - Chile
Curso Maintenance Project
Management
Personal de Empresas Mineras
Abril, 2007
PMM EN PDVSA VENEZUELA
Consultor Jos Manuel Gonzlez
Imparendo Formacin
Distrito Tia Juana - Zulia
Octubre, 2007
PMM EN VENEZUELA
Curso empresas Petroleras, Gas,
Metro de Maracaibo y Minera.
Esmacin de Costo en Proyectos
Agosto, 2007
37
Participa en nuestros Programas de Formacin 2008
10
10
Fallas en Valencia
Paella Valenciana
L Oceanografic Hemisfric
Febrero 21 y 22, 2008
Abril, 17 y 18 , 2008
Abril, 24 y 25 , 2008
Mayo, 29 y 30, 2008
www.pmmlearning.com
PMM Institute for Learning en Iberoamrica.
36
PMM EN REPUBLICA DOMINICANA
FACTOR HUMANO
Curso Maintenance Project Management
Personal de Empresas
Junio, 2007
PMM CHILE
SERVIC Sanago de Chile
Curso Maintenance Project Management
Personal de Empresas Mineras
Abril, 2007
PMM EN PDVSA VENEZUELA
Consultores de PMM
Distrito Tia Juana - Zulia
Octubre, 2007
PMM EN VENEZUELA
Curso empresas de la CVG
Corporacin Venezolana de
Guayana
Estratgias de Paradas de Planta
Julio, 2007
PMM CHILE
SERVIC Antofagasta - Chile
Curso Maintenance Project
Management
Personal de Empresas Mineras
Abril, 2007
PMM EN PDVSA VENEZUELA
Consultor Jos Manuel Gonzlez
Imparendo Formacin
Distrito Tia Juana - Zulia
Octubre, 2007
PMM EN VENEZUELA
Curso empresas Petroleras, Gas,
Metro de Maracaibo y Minera.
Esmacin de Costo en Proyectos
Agosto, 2007
37
Participa en nuestros Programas de Formacin 2008
10
10
Fallas en Valencia
Paella Valenciana
L Oceanografic Hemisfric
Febrero 21 y 22, 2008
Abril, 17 y 18 , 2008
Abril, 24 y 25 , 2008
Mayo, 29 y 30, 2008
www.pmmlearning.com
I Jornadas Iberoamericanas de
Asset Management
38
10
10
FIRST CALL MARGARITA VENEZUELA
I Jornadas Iberoamericanas de Asset Management
(Gestin Integrada de Mantenimiento, Operaciones & Proyectos)
4 y 5 Junio, 2008
www.pmmlearning.com
Mostrar experiencias prccas y nuevos desarrollos metodolgicos en el campo de la Gesn
Integrada de Acvos en el entorno Iberoamericano y converr este en un foro para el debate sobre
las tendencias que se vislumbran y las nuevas necesidades que se plantean en esta rea del negocio
de la ingeniera de acvos.
39
10
10
El IX Congreso de Confiabilidad organizado por la AEC tendr su sede en esta edicin en
Tecnun - Universidad de Navarra, localizada en San Sebastin, durante los das 28 y 29
de noviembre de 2007. Una ao ms, con este congreso se pretende mostrar experiencias
prcticas y nuevos desarrollos metodolgicos en el campo de la Confiabilidad y convertirse
en un foro para el debate sobre las tendencias que se vislumbran y las nuevas necesidades
que se plantean en esta rea de la ingeniera.
IX CONGRESO DE CONFIABILIDAD
Asociacin Espaola para la Calidad. Comit de Confiabilidad
CONGRESO DE
CONFIABILIDAD
Si quieren participar favor contactar con PMM Institute for Learning:
tibaire@pmmlearning.com
PMM en la Blogosfera
40
PMM Instute for Learning se complace en anunciar el lanzamiento de PMM Learning
Blog es el weblog ocial de PMM Instute for Learning, es un lugar en donde encon-
traras las lmas nocias sobre lo que sucede en el mundo del mantenimiento mun-
dial, nocias sobre nuestros programas de formacin y nuestra revista PMM Project
Magazine, asi como rezeas de nuestra parcipacin en los disntos congresos de
Matenimiento y Conabilidad alrededor de Iberoamrica.
Es una oportunitad para entrar en contacto con ustedes y poder tener un sio donde
comparr ideas y opiniones acerca de todo lo relacionado con las diferentes
apliacaciones del Project Management & Asset Management.
Nuestro blog se encuentra disponible en hp://pmmlearning.blogspot.com/
TE ESPERAMOS EN LA RED!!!
Das könnte Ihnen auch gefallen
- Problemas Propuestos de Costo y Presupuesto-1Dokument7 SeitenProblemas Propuestos de Costo y Presupuesto-1Anonymous JfDQXmcMlSNoch keine Bewertungen
- Manual de Operacion Wetkret 4Dokument490 SeitenManual de Operacion Wetkret 4Anonymous JfDQXmcMlS100% (4)
- Service ManualDokument275 SeitenService ManualAnonymous JfDQXmcMlS100% (2)
- Presentacio Shotcrete Yauli 2006 PDFDokument16 SeitenPresentacio Shotcrete Yauli 2006 PDFAnonymous JfDQXmcMlSNoch keine Bewertungen
- Vida Util de ActivoDokument17 SeitenVida Util de ActivoMiguel Angel LeonNoch keine Bewertungen
- Filtros y Lubricantes Alpha 20 PDFDokument1 SeiteFiltros y Lubricantes Alpha 20 PDFAnonymous JfDQXmcMlSNoch keine Bewertungen
- 20.revista PMM - Volumen 20Dokument24 Seiten20.revista PMM - Volumen 20Anonymous JfDQXmcMlSNoch keine Bewertungen
- Costos Presupuestos II-1Dokument43 SeitenCostos Presupuestos II-1Anonymous JfDQXmcMlSNoch keine Bewertungen
- Costos Presupuestos IV-1Dokument50 SeitenCostos Presupuestos IV-1Anonymous JfDQXmcMlSNoch keine Bewertungen
- FI-SAS-038 Levantamiento Observaciones - SETIEMBRE - 15Dokument3 SeitenFI-SAS-038 Levantamiento Observaciones - SETIEMBRE - 15Anonymous JfDQXmcMlSNoch keine Bewertungen
- Costos Presupuestos I-1Dokument51 SeitenCostos Presupuestos I-1Anonymous JfDQXmcMlSNoch keine Bewertungen
- RCM ConcrtetoDokument88 SeitenRCM ConcrtetoKarlos Guzman AlarconNoch keine Bewertungen
- Costos Presupuestos III-2Dokument76 SeitenCostos Presupuestos III-2Anonymous JfDQXmcMlSNoch keine Bewertungen
- 10.revista PMM - Volumen 10Dokument21 Seiten10.revista PMM - Volumen 10Anonymous JfDQXmcMlSNoch keine Bewertungen
- R M 050-2013-TR Registros Obligatorios SGSSTDokument186 SeitenR M 050-2013-TR Registros Obligatorios SGSSTElmer PisfilNoch keine Bewertungen
- 8.revista PMM - Volumen 8Dokument29 Seiten8.revista PMM - Volumen 8Anonymous JfDQXmcMlSNoch keine Bewertungen
- 10.revista PMM - Volumen 10Dokument21 Seiten10.revista PMM - Volumen 10Anonymous JfDQXmcMlSNoch keine Bewertungen
- Ergonomía Salud 2 ParteDokument340 SeitenErgonomía Salud 2 Partejencopa100% (1)
- M Cap1Dokument14 SeitenM Cap1javierhuertaaNoch keine Bewertungen
- 1.revista PMM - Volumen 1Dokument22 Seiten1.revista PMM - Volumen 1Anonymous JfDQXmcMlSNoch keine Bewertungen
- DS 055-2010-EmDokument190 SeitenDS 055-2010-EmJose Manuel Noriega MalagaNoch keine Bewertungen
- DS 055-2010-EmDokument190 SeitenDS 055-2010-EmJose Manuel Noriega MalagaNoch keine Bewertungen
- Formato Declaracion Jurada de Domicilio SimpleDokument1 SeiteFormato Declaracion Jurada de Domicilio SimpleAnonymous JfDQXmcMlS0% (1)
- 2.RevistaPMM - Volumen 2Dokument34 Seiten2.RevistaPMM - Volumen 2Anonymous JfDQXmcMlSNoch keine Bewertungen
- RCM ConcrtetoDokument88 SeitenRCM ConcrtetoKarlos Guzman AlarconNoch keine Bewertungen
- Manual Operación I TORO 7Dokument50 SeitenManual Operación I TORO 7Anonymous JfDQXmcMlSNoch keine Bewertungen
- Manual de Operación II. TORO 7Dokument50 SeitenManual de Operación II. TORO 7Anonymous JfDQXmcMlSNoch keine Bewertungen
- Sistema Hidraulico EJC 417Dokument36 SeitenSistema Hidraulico EJC 417Anonymous JfDQXmcMlS86% (14)
- Manual de Mantenimiento TORO 7Dokument85 SeitenManual de Mantenimiento TORO 7Anonymous JfDQXmcMlSNoch keine Bewertungen
- Tarea Modulo 7 RealizadaDokument23 SeitenTarea Modulo 7 RealizadaYednay PereiraNoch keine Bewertungen
- Paso 1 - Desarrollar Lección Evaluación InicialDokument5 SeitenPaso 1 - Desarrollar Lección Evaluación Iniciallaura moralesNoch keine Bewertungen
- S6-Medición de TrabajoDokument16 SeitenS6-Medición de TrabajoCésar GamarraNoch keine Bewertungen
- RGG N°068-2022-SUNAFIL-GG VFDokument424 SeitenRGG N°068-2022-SUNAFIL-GG VFhelenNoch keine Bewertungen
- Trabajo Aplicativo AdmiDokument25 SeitenTrabajo Aplicativo Admi04 CHAMPI HANCCO ELVIS MIKYNoch keine Bewertungen
- 1 - 1 - 3 - Actividad Recuperando Datos en Un Bloque PLSQLDokument8 Seiten1 - 1 - 3 - Actividad Recuperando Datos en Un Bloque PLSQLMELISSA . ZAMORANO LEVYNoch keine Bewertungen
- Trabajo de Planificación y Control de La ProducciónDokument11 SeitenTrabajo de Planificación y Control de La ProducciónDayana Carvajal0% (1)
- Los Tipos de Costos y Cómo Se Pueden Clasificar Según Los Parámetros Que Necesites MedirDokument11 SeitenLos Tipos de Costos y Cómo Se Pueden Clasificar Según Los Parámetros Que Necesites MedirLucia Gutierrez CabreraNoch keine Bewertungen
- 10 Gerencia Financiera CapitulosDokument4 Seiten10 Gerencia Financiera CapitulosAnonymous 1qxiDl9QNoch keine Bewertungen
- Tesis VIda Full - Segunda EntregaDokument48 SeitenTesis VIda Full - Segunda EntregaChristian ConacheNoch keine Bewertungen
- NTC5802 PDFDokument15 SeitenNTC5802 PDFhastaelfinNoch keine Bewertungen
- Memoria DescriptivaDokument23 SeitenMemoria DescriptivaRonald Chauca HuamanNoch keine Bewertungen
- 01 Acta de Constitución Del Proyecto (Template-Pmstudykit)Dokument4 Seiten01 Acta de Constitución Del Proyecto (Template-Pmstudykit)janetluna-1Noch keine Bewertungen
- Mantenimiento de La Impermeabilizacion o de La ReimpermeabilizaciónDokument9 SeitenMantenimiento de La Impermeabilizacion o de La Reimpermeabilizaciónwilfredo diazNoch keine Bewertungen
- Para TareaDokument3 SeitenPara TareaJissela MejiaNoch keine Bewertungen
- 5 Mof PDFDokument342 Seiten5 Mof PDFMaria Fiorella Ticlia VasquezNoch keine Bewertungen
- E.T. Remodelacion y Mejoramiento de Servicios HigienicosDokument137 SeitenE.T. Remodelacion y Mejoramiento de Servicios HigienicosRicardo Segovia EspinozaNoch keine Bewertungen
- Procesos Venta (Embudo)Dokument17 SeitenProcesos Venta (Embudo)WilleamSeclénNoch keine Bewertungen
- Plan Estrategico Institucional 2012 - 2016 ApurimacDokument54 SeitenPlan Estrategico Institucional 2012 - 2016 Apurimacandree15srNoch keine Bewertungen
- Tema 1 Diagramas de Flujos de Procesos - Diseño PlantasDokument23 SeitenTema 1 Diagramas de Flujos de Procesos - Diseño PlantasNERIO ANTONIO STRUVE ROMERONoch keine Bewertungen
- Gestion Politicas PublicasDokument31 SeitenGestion Politicas PublicasCongreso EIBNoch keine Bewertungen
- 3.6. Presupuestos de MantenimientoDokument30 Seiten3.6. Presupuestos de MantenimientoPEDRO RODRIGUEZ LARIOSNoch keine Bewertungen
- Trabajo de Presupuesto Base CeroDokument10 SeitenTrabajo de Presupuesto Base Cerolezamary50% (2)
- Local Comunal RanraDokument13 SeitenLocal Comunal RanraRuy Lindo RamosNoch keine Bewertungen
- Programa de Contabilidad Gerencial RevisadoDokument8 SeitenPrograma de Contabilidad Gerencial RevisadoRolando CaleroNoch keine Bewertungen
- Diseño Curricular Diversificado-Ccss-2doDokument4 SeitenDiseño Curricular Diversificado-Ccss-2doJORGE LUIS MUÑOZ LINARESNoch keine Bewertungen
- Examen 1Dokument5 SeitenExamen 1Alex Guido Rodriguez Morales100% (2)
- Unidad 4 Medios PromocionalesDokument25 SeitenUnidad 4 Medios PromocionalesIvela8975% (4)
- Especificacines Tecnics OkDokument55 SeitenEspecificacines Tecnics OkRider ColqueNoch keine Bewertungen
- Tarea 6 Empresas 2Dokument10 SeitenTarea 6 Empresas 2erika h.Noch keine Bewertungen