Beruflich Dokumente
Kultur Dokumente
Mantenimiento Productivo
Hochgeladen von
Ne030JCopyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Mantenimiento Productivo
Hochgeladen von
Ne030JCopyright:
Verfügbare Formate
AO 15 NM.
85 FEBRERO / MARZO 2014
85
Revista portavoz en Mxico del Comit Panamericano
de Ingeniera de Mantenimiento de la Unin
Panamericana de Asociaciones de Ingeniera (CopimanUPADI)
www.conmantenimiento.com.mx
Publicada la norma
ISO 55000 sobre
sistemas de gestin
de activos
Evaluacin de la
base de datos de
mantenimiento
Cinco factores para
establecer objetivos de
limpieza del aceite
Visin de negocio y
alcance de ventajas
competitivas con el
cuadro de mando integral
Cargas extremas, materiales sofsticados, rendimiento ptimo: cada vez que se trata de redefnir los limites
de lo que es posible, las soluciones en lubricacin hechas por Klber Lubrication estn en exigencia. En
estrecha colaboracin con nuestros clientes, nuestros expertos en desarrollar conceptos orientados hacia
el futuro con nuevas tecnologas y el mximo rendimiento, por ejemplo, una grasa de rodamiento de rueda
para romper el record de velocidad actual en vehculos terrestres o aceites especiales fcilmente biodegradables
para los sistemas de propulsin de los buques para proteger nuestros mares.
Klber Lubrication es sinnimo de personal competente, ms de 80 aos de experiencia en servicios profesionales
y miles de lubricantes especiales para casi todas las industrias y mercados para extenderse de por vida, una mayor
efciencia y por lo tanto ms xito para nuestros clientes.
Klber Lubricacin Mexicana S.A. de C.V.
ventas@kluber.com.mx / www.klueber.com
Tel: 442. 229 57-06
your global specialist
Lubricantes especiales de alta tecnologa:
La base del progreso tcnico.
.
C CHUMA ERAS TIMKEN
La familia de chumaceras Timken ofrece una
mejorada proteccin de los rodamientos en mltiples
condiciones demandantes. Nuestras chumaceras
cuentan con opciones robustas de sellado, lo que
mejora la proteccin de los rodamientos en ambientes
llenos de escombros, contaminados o muy hmedos.
Las industrias alrededor del mundo confan en
nuestra amplia variedad de chumaceras para brindar
mejor rendimiento y mayor tiempo de operacin.
Stronger. Together.
El personal de Timken aplica su conocimiento tcnico para mejorar la conabilidad y el rendimiento de las maquinarias en diversos
mercados del mundo. La empresa disea, fabrica y comercializa componentes de acero de alto desempeo, adems de componentes
mecnicos como rodamientos, engranajes, cadenas, y productos y servicios relacionados con la transmisin de potencia mecnica.
Stronger. Commitment. Stronger. Value. Stronger. Worldwide. Stronger. Together. | Stronger. By Design.
Atencin a usuarios: 01800.088.65.95 ind-info@timken.com
Chumacera con rodamiento
de rodillos cnicos tipo E
Chumacera con
rodamiento de bolas
Chumacera slida
con rodamiento de
rodillos esfricos
Chumacera bipartida SAF
Chumacera
bipartida SNT
RESISTENCIA
COMPROBADA.
C
M
Y
CM
MY
CY
CMY
K
Housed Unit ES.pdf 1 9/18/13 1:52 PM
NDICE
04
12
26
08
48
MANTENENTE ACTUAL
TENDENCIAS
HERRAMIENTAS
LUBRICACIN
NDICE DE ANUNCIANTES
ISO 55000 DE GESTIN
DE ACTIVOS LLEGA PARA
REVOLUCIONAR A LA
INDUSTRIA Y LOS SERVICIOS
PBLICOS
EVALUACIN DE LA
BASE DE DATOS DE
MANTENIMIENTO
VISIN DE NEGOCIO Y
ALCANCE DE VENTAJAS
COMPETITIVAS
CUADRO DE MANDO
INTEGRAL (BSC)
EN LA GESTIN DEL
MANTENIMIENTO
CINCO FACTORES
PARA ESTABLECER
OBJETIVOS DE
LIMPIEZA DEL ACEITE
DIRECTOR EJECUTIVO
Miguel Cmara Puerto
mcamara@revistacontacto.com.mx
EDITOR
Luis Lpez Rosales
llr@revistacontacto.com.mx
editorcontacto@yahoo.com.mx
EDITOR ADJUNTO
Hctor Gutirrez Cruz
jredaccin_contacto@yahoo.com.mx
hgutierrez@revistacontacto.com.mx
COORDINADOR DE FOTOGRAFA
Carlos Porraz Snchez
cpscontacto@yahoo.com.mx
cporraz@revistacontacto.com.mx
DISEO
Jorge Aranda Fernndez
jorgearandaf@gmail.com
COLABORADORES DE ESTE NMERO
Roberto Trujillo Corona
Lourival Augusto Tavares
Luis Amendola y Tibaire Depool
EJECUTIVOS DE VENTAS
Arturo ngeles Cuevas
arturo@conmantenimiento.com.mx
Toms Ojeda Miranda
tmiranda@revistacontacto.com.mx
SUSCRIPCIONES
Gabriela Garca Guerrero (0155) 5699 6851
ggarcia@revistacontacto.com.mx
CONSEJO EDITORIAL
Luis Jos Amendola (Universidad Politcnica de Valencia /
asociaciones espaolas de Mantenimiento y para la Calidad);
Per Arnold Elgqvist (Seteco); Andrs Duelt Moscardo (Klber
Lubricacin Ibrica); Jos Luis Fabres (Asociacin Espaola de
Mantenimiento); Tebaldo Mureddu Gilabert (Klber Lubricacin
Mexicana); Gerardo Trujillo (Noria Latn Amrica).
EDITADA POR:
Editorial Mantenente Mexicana, S.A. de C.V.
Nicols San Juan 807, Col. Del Valle, Delegacin Benito Jurez,
C.P. 03100,
Mxico, D.F. Tels.: 5536 4024 5536 4032 5536 4096
CON MANTENIMIENTO PRODUCTIVO
Febreromarzo 14, ao 15, nm. 85.
Revista bimestral con distribucin nacional. Tiraje de 8,000
ejemplares. Registro ante la Cmara Nacional de la Industria
Editorial: 3104; certifcado de licitud de ttulo: 11282; certifcado
de licitud de contenido: 7893; reserva del uso exclusivo del
ttulo: 04-2000-41211460300-102; certifcado ante la Direccin
General de Correos: PP09-1513 y caractersticas en trmite.
www.conmantenimiento.com.mx
Nm. 85 / Febrero / Marzo 2014
Circulacin certifcada por el
Instituto Verifcador de Medios
Registro No. 478 / 002
4
www.conmantenimiento.com.mx
MANTE NE NTE ACTUAL
E
l 15 de enero la ISO (Internatio-
nal Organization for Standar-
dization) public la norma ISO
55000 sobre sistemas de gestin de
activos, lo que sin duda impactar
en la competitividad de la industria
mundial. La Asociacin Mexicana de
Profesionales en Gestin de Activos
(AMGA) celebra este hecho, ya que
de acuerdo con la ISO se prev que la
nueva norma sea el segundo mayor
estndar ms vendido, dentro de los
dos primeros aos de publicacin,
slo detrs de la ISO 9001 sobre los
sistemas de la calidad.
De hecho, se espera que en cinco
aos, industrias que dependen del uso
intenso de sus activos fsicos como la
automotriz, la aeroespacial, la de ge-
neracin de energa, la petroqumica,
la de metales, la de petrleo y gas, de
procesos de manufactura, de genera-
cin de energa, y el sector pblico que
gestione activos, trabajen totalmente
alineadas a ISO 55000. Como es natu-
ral, la norma impactar particularmen-
te a las industrias donde la confabili-
dad y la productividad de los activos
de capital es esencial para el logro de
su xito fnanciero.
La gestin de activos fsicos va
mucho ms all de la gestin de man-
tenimiento; implica todo el ciclo de
vida del activo, desde que se genera la
necesidad de l, su seleccin, diseo,
desarrollo, compra, comisionamien-
to, operacin y mantenimiento, has-
ta un punto econmico ptimo que
nos indique el momento de reparar,
reemplazar o desincorporar. Por eso la
gerencia de activos involucra a todos
los departamentos: diseo, ingeniera,
compras, instalaciones, comisiona-
miento, operaciones y mantenimien-
to, asegur Gerardo Trujillo, presiden-
te de la AMGA.
La norma ISO 55000 consta de tres
partes: defniciones; requerimientos
para el establecimiento, implemen-
tacin, mantenimiento y mejora de
un sistema de gestin de activos (ISO
55001), y las guas para la aplicacin
(ISO 55002). Su elaboracin llev tres
aos con la participacin de especia-
listas de 120 pases, adems de que el
comit tcnico 251 (TC251), responsa-
ble del desarrollo de la norma, estuvo
integrado por 30 pases con categora
P (participating member), es decir, con
voz y voto, entre ellos Mxico; y 14 pa-
ses con categora O (observadores).
La delegacin mexicana que asisti
a las cuatro reuniones del TC251 es-
tuvo integrada por especialistas en el
desarrollo de normas internacionales
del pas, coordinados por la Comisin
Nacional del Agua (Conagua); espe-
cialistas en normatividad de diversas
dependencias gubernamentales, apo-
yados por la AMGA, que incorpora a
los expertos en las disciplinas de la
gestin de activos para que la norma
tenga aplicacin prctica en los entor-
nos de nuestra industria.
La Asociacin Mexicana de Profe-
sionales en Gestin de Activos (AMGA,
www.amga.org.mx) es una organiza-
cin independiente, sin fnes de lucro,
comprometida con la promocin de
las prcticas ptimas de la gestin de
activos fsicos, y la educacin en las
mismas. Patrocina y coorganiza del
Congreso Mexicano de Confabilidad
y Mantenimiento, a celebrarse este
ao en Monterrey del 22 al 25 de sep-
tiembre.
ISO 55000 de gestin de activos
llega para revolucionar a la
industria y los servicios pblicos
L UBRI CACI N
8
www.conmantenimiento.com.mx
Las rocas se parten y desmoro-
nan.
El hierro se oxida.
Todo lo que puede salir mal sal-
dr mal (ley de Murphy).
Las personas envejecen (igual
que las mquinas).
Lo limpio se ensucia.
Sin la intervencin humana la
mquina fallar irremisiblemente.
Sin embargo, una mquina no tiene
porqu llegar al fn de su vida como
un montn de tornillos y tuercas. La
lubricacin es una facilitadora de
confabilidad. A su vez, el control de
la contaminacin es un facilitador
fundamental para la excelencia en
lubricacin. La limpieza es un impul-
sor silencioso de confabilidad en ro-
damientos (y la mayora de los dems
componentes de la mquina).
Qu es la limpieza?
La limpieza es un concepto abstracto,
difcil de defnir. Lo que para una per-
sona es limpio, para otra podra ser un
caos. De acuerdo con el diccionario
de la lengua espaola (RAE), limpieza
es la ausencia de suciedad o de man-
chas. Entonces, si no ve ni siente las
partculas, puede considerar que los
lubricantes y las mquinas estn lim-
pios? Indudablemente no. Las part-
culas que afectan a la lubricacin son
tan pequeas que no pueden verse
ni sentirse. El espesor promedio de la
pelcula lubricante es de 10 micrones,
lo que ningn ser humano puede ver
Cinco factores para establecer
objetivos de limpieza del aceite
C
ada planta debe tener entre sus metas mejorar la confabilidad al me-
nor costo posible; esto es, una confabilidad optimizada. Y la confa-
bilidad debe ser facilitada, es decir, debemos intervenir en el proceso para
lograrla, pues si las mquinas se dejan solas evolucionarn a un estado de
deterioro cada vez mayor. De acuerdo con la segunda ley de la termodin-
mica, las cosas se mueven naturalmente de un estado de orden al desor-
den. Estos son algunos ejemplos:
Roberto TRUJILLO Corona
a simple vista, sino con la ayuda de un
microscopio. Conforme el espesor de
la pelcula disminuye afecta a la m-
quina ms sensiblemente. Aun cuan-
do esa contaminacin no sea visible
ni palpable, sigue estando presente
en el lubricante y causando dao a la
maquinaria (desgaste).
Debemos poner un objetivo o
meta de limpieza, no por simple capri-
cho, sino buscando una alta confabili-
dad. Lograr el nivel de limpieza desea-
do siempre tendr un costo elevado,
pero los benefcios que se obtienen
generalmente exceden varias veces
ese costo. Para lograr el estado pti-
mo de confabilidad tenemos que al-
canzar el estado ptimo de limpieza.
Algunas mquinas requerirn fltros,
otras no. Algunas mquinas necesi-
tarn fltros de 40 micrones, mientras
que otras no podrn optimizarse sino
con fltracin de 1 micrn.
En la mayora de las mquinas,
los niveles de contaminacin evo-
lucionan hasta que alcanzan un es-
tado estable, asumiendo una tasa
constante de ingreso/generacin de
contaminantes, una eficiencia de fil-
tracin constante y una tasa de flujo
de aceite constante a travs del filtro.
Si alguna de esas condiciones llega a
cambiar, se perder el equilibrio has-
L UBRI CACI N
9
MANTENIMIENTO FEBREROMARZO 2014
ta que se restablezca despus a otro
nivel. Para que exista este balance,
la cantidad de partculas que entran,
sumada a la cantidad de partculas
que se generan internamente, debe
ser igual a la cantidad de partculas
que se remueven por la filtracin. Si
en realidad quiere que su sistema se
limpie, la cantidad de partculas que
se remueve por filtracin debe ser
mayor a la suma de las partculas que
ingresan y las que se generan en la
mquina.
El objetivo de limpieza debe esta-
blecerlo el personal de confabilidad
y debe estar alineado con el estado
ptimo de referencia (ORS, por sus si-
glas en ingls), que es el estado pres-
crito por la confguracin del equipo,
las condiciones de operacin y las
actividades de mantenimiento nece-
sarias para lograr y mantener los ob-
jetivos especfcos de confabilidad.
Estos son cinco importantes factores
que pueden afectar el ORS del objeti-
vo de limpieza:
1. Criticidad de la mquina. Es la
suma de todas las consecuencias
que provoca la falla de la mquina,
resultado de la combinacin del
costo de reparacin y el costo de
la falla (tiempo muerto, seguridad,
disponibilidad de la mquina, etc.),
incluyendo tambin los daos que
pueda provocar a la calidad del pro-
ducto, as como los daos ecolgi-
cos y ambientales.
2. Contexto operacional. Incluye los
diversos factores que intervienen
en el entorno de operacin de la
mquina y el dao que pueden cau-
sar a sus superfcies crticas. Entre
estos factores estn la cantidad de
contaminantes en el ambiente de
trabajo y la efciencia de la mqui-
na para evitar el ingreso de dichos
contaminantes, adems de la capa-
cidad de sus sistemas de fltracin
L UBRI CACI N
10
www.conmantenimiento.com.mx
para remover rpidamente los con-
taminantes ingresados; la tempera-
tura de operacin de la mquina y
equipos que le ayuden a controlar-
la; la cercana con otras mquinas
de alto riesgo, y la severidad del ci-
clo de operacin.
3. Tolerancia a la contaminacin. No
todas las mquinas tienen la misma
sensibilidad a la contaminacin con
partculas. Algunas son razonable-
mente tolerantes, pero otras no. Al
menos 10% de todas las mquinas
crticas tienen hipersensibilidad a la
concentracin de partculas de cier-
to tamao.
4. Mantenimiento proactivo. Busca
extender la vida de la maquinaria
erradicando sistemticamente las
causas raz, como la contamina-
cin. En el caso de las partculas y
el agua, mientras ms limpio y seco
est el aceite, ms larga ser la ex-
pectativa de vida de la mquina. El
mantenimiento proactivo se enfoca
en las causas raz de falla ms crti-
cas, como son partculas y el agua,
por poner las dos ms importantes
causas de falla.
5. Mantenimiento predictivo. Mientras
que el proactivo busca la extensin
de vida eliminando sistemticamen-
te las casusas raz de falla, el mante-
nimiento predictivo busca detectar
la falla de la mquina en su etapa
ms temprana y predecir la vida til
remanente (RUL, por sus siglas en in-
gls). Es un trabajo difcil, pero cuan-
do se hace con las herramientas,
mtodos y habilidades correctas,
es altamente efectivo. El anlisis de
aceite facilita la deteccin y carac-
terizacin de las partculas de des-
gaste (ferrografa analtica y otras
pruebas). La efectividad del anlisis
de partculas de desgaste es mejor
cuando el aceite est limpio. Esto se
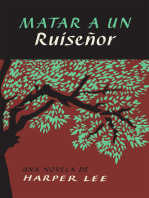
ilustra en la fgura 1.
Mida y controle la limpieza del
aceite
Al establecer objetivos de limpieza
tambin hgalo con las formas de
medir el desempeo. Si observa que
hay un aumento en la concentracin
de partculas, podr tomar medidas
para identificar y corregir la fuente,
eliminarlas y regresar el lubricante a
su condicin normal, prolongando la
vida de la maquinaria y del lubrican-
te. Es semejante a controlar su peso,
presin sangunea o nivel de coles-
terol. Si lo mide frecuentemente, po-
dr ver variaciones que le alerten de
alguna condicin anormal y tomar
medidas para corregirla. Cuando
estos parmetros se alteran, son in-
dicadores de alguna enfermedad; al
controlarlos adecuadamente puede
mejorar su expectativa de vida, ha-
cindola ms larga y saludable.
No deje que las mquinas tomen
el control. En lugar de ello, controle
los parmetros de operacin de las
mquinas que podran llevarle a la
falla y as estar construyendo paso
a paso la confiabilidad de la maqui-
naria.
Procure que sus objetivos sean de
limpieza cada vez ms exigentes, de
manera que reduzca gradualmente
el riesgo de desgaste (proactivo), y
mejore la sensibilidad de deteccin
del desgaste de la maquinaria (pre-
dictivo).
Perfl:
Roberto Trujillo Corona es tcnico en manteni-
miento e ingeniero industrial en produccin por
el Instituto Tecnolgico de Len, Gto.; y consultor
tcnico senior de Noria Latn Amrica (www.
noria.mx), e instructor certifcado de Noria para
todos los seminarios. Est certifcado como
analista de lubricantes de maquinaria MLA nivel
III y como tcnico en lubricacin de maquinaria
MLT nivel II, por el Consejo Internacional para la
Lubricacin de Maquinaria (ICML). Editor senior
del boletn electrnico LubeTips en Espaol,
escribe regularmente para diversas publicaciones
de confabilidad y mantenimiento de Amrica y
apoya en la traduccin de artculos tcnicos de la
revista Machinery Lubrication. Es especialista en
la implementacin de proyectos de auditora de
plantas y anlisis de oportunidades, diseo de
programas de lubricacin, diseo de programas
de anlisis de aceite, diseo de sistemas de
control de contaminacin, cuartos de almacena-
miento y manejo de lubricantes en industrias de
todos los ramos, en cualquier pas de habla hispa-
na o portuguesa. Su correo electrnico es Rtruji-
llo@noria.mx, su cuenta de Twitter @RTlubcoach.
Figura 1
La elevada contaminacin con partculas en el caso A
ocasiona un corto periodo de deteccin, comparado con
la que se tiene en el caso B.
ISO 21/19/16
Tiempo
A
B
Se estn perdiendo
sus seales de falla?
ISO 15/13/10
La seal de falla se
pierde con A, pero se
detecto con B
Rando de buena seal de
deteccin de fallas (B)
Inicia desgaste anormal
X
A
l
t
o
r
u
i
d
o
B
a
j
o
r
u
i
d
o
Opciones de
objetivos de
limieza
APL I CACI ONE S
12
www.conmantenimiento.com.mx
Algunos ejemplos
Argentina. De las dos fbricas de
IMPSA en Argentina, la mayor unidad
productiva se llama Nave I debido a
sus caractersticas y dimensiones
(225 metros de largo, 33 metros de
ancho y 35 metros de altura). Incluye
un moderno centro mecnico fabri-
cado por la Ingersoll Milling Machine
Company, constituido por un torno
vertical combinado con un prtico
mvil y una columna de torneado
independiente, lo que permite la
produccin de piezas de turbinas y
generadores de hasta 18 metros (59
pies) de dimetro, 6 metros (20 pies)
de altura y 500 toneladas de peso.
En el sitio de UOL Economa y ne-
gocios del 30 de agosto de 2010, se
divulg que Industrias Argentinas Pes-
carmonaIMPSA vendi generadores
elicos a empresas brasileas por valor
superior a 730 millones de dlares. Es-
tos generadores son producidos justa-
mente en el torno arriba indicado.
Si consideramos que para fabricar-
los se utilizar el torno por seis meses,
con una carga mensual de 176 horas,
entonces aceptaremos que genera va-
lor por 230 mil 429 dlares por hora.
Esto signifca que si la confabilidad de
este torno no es del 100%, o sea, que se
detiene durante el proceso, la empresa
tendra una prdida directa de tres mil
840 dlares por minuto, adems de los
C
ul es la meta del mantenimiento el da de
hoy? Cul se puede califcar como un man-
tenimiento de clase mundial? La respuesta a la primera
pregunta es: La generacin de retorno sobre la inversin
(ROI). Y a la segunda: El que genera el ROI.
Evaluacin
de la base
de datos de
mantenimiento
Lourival Augusto TAVARES
gastos indirectos de prdida de calidad,
costo para reajustar la mquina, etc.
Brasil. En el sur de Brasil, una empre-
sa de madera llamada Berneck con
poco ms de 60 aos (1952), logr
resultados espectaculares de ef-
ciencia en uno de sus procesos por
la implementacin, haca tres aos,
del PCM (planifcacin y control de
mantenimiento). El resultado fue tan
evidente que esta empresa desde el
inicio de 2010 comenz a extender
las actividades del PCM a sus otras
reas de proceso.
Para lograr estos resultados, el jefe
del PCM, Felipe Hannemann, partici-
p de cuatro cursos especializados en
gestin de mantenimiento empe-
zando por aquel que trata de bases de
datos, e implement todos los con-
ceptos adquiridos con el auxilio de un
equipo muy califcado y el apoyo de la
jefatura general de mantenimiento y
del gerente de la planta.
Recientemente con el PCM se es-
tn extendiendo actividades con la
introduccin de la ingeniera de man-
tenimiento, que ya est formada, apo-
yndose en un ingeniero que empez
a recibir informes generados a partir
de ndices y consultas al historial para
la generacin de recomendaciones. El
trabajo desarrollado por el PCM inclu-
ye la organizacin de manuales, nor-
TE NDE NCI AS
14
www.conmantenimiento.com.mx
mas y procedimientos necesarios para operar y mantener
toda la planta.
Planifcacin y control de mantenimiento
Para viabilizar la evaluacin del ROI por el mantenimien-
to, es necesario que exista una efectiva gestin (toma de
decisiones), elaborada a partir de las recomendaciones del
anlisis de los informes (ndices y consultas) adecuados a
cada nivel, y generados con base en archivos consolidados
tratados por un efciente sistema que procese datos com-
pletos y confables de todas las intervenciones controladas.
Si la informacin no es completa y confable no se lo-
grarn los archivos consolidados, y en consecuencia no se
generarn los informes para ser analizados; as, la gestin
quedar restringida a la experiencia de los gerentes en los
tres niveles: estratgico, tctico y operacional.
Recomiendo que el anlisis de los informes sea hecho a
travs de un rgano de asesoramiento, llamado ingeniera
de mantenimiento, que debe ser compuesto por personal
con experiencia de planta, capacitacin adecuada para in-
terpretar los indicadores y espritu pionero, con buena in-
tencin, coraje para enfrentar desafos, persistencia y alinea-
cin a la misin y visin de la empresa. Adems, el personal
de este rgano tambin debe estar califcado para investi-
gaciones de causa raz de fallas, con el auxilio de la base de
datos para obtener la informacin especfca de lo que se
desea analizar.
La califcacin de este personal tambin debe involucrar
estudios econmicos, de efciencia de mquinas y de pro-
ductividad humana, utilizando tcnicas comprobadas y ef-
caces para estos tipos de evaluaciones. Sin embargo, todo el
proceso de anlisis debe ser complementado con tormentas
de ideas involucrando los niveles de supervisin de planta,
tanto de mantenimiento como de operacin, logstica, cali-
dad, seguridad y medio ambiente para, entonces, generar
las recomendaciones que seran aplicadas gracias a su facti-
bilidad por los gerentes y dando como resultado el ROI.
Como ya he indicado, para que la ingeniera de manteni-
miento pueda desarrollar su trabajo de anlisis, es necesario
que se cuente con una base de datos completa y confable
de todas las intervenciones realizadas. As, es recomendable
que la empresa tenga un rgano que se encargue de este
trabajo. Este rgano lo identifco como PCM (planifcacin
y control de mantenimiento), que establece todos los es-
tndares para garantizar uniformidad y consistencia de la
informacin, adems de los procedimientos para las inter-
venciones programadas y no programadas y, en conjunto
con el rea de tecnologa de la informacin (TI), desarrollar
(o adquirir y hacer las adecuaciones necesarias) el sistema
para almacenar y tratar la informacin generada en campo.
Cuando sea posible, recomiendo que el PCM tenga un
rea de digitalizacin de rdenes de trabajo (OT) para que
no tengan que hacerlo los ejecutantes o supervisores, ade-
NSK Rodamientos Mexicana S.A. de C.V.
Av. Presidente Jurez No. 2007 Lote 5 Col. San Jernimo Tepetlacalco, Tlalnepantla, Edo. de Mx., C. P. 54090, Tel: (55) 3682 2900, www.mx.nsk.com
T
r
i
b
o
l
o
g
a
I
n
g
e
n
i
e
r
a
d
e
M
a
t
e
r
i a
l e s A
n
l
i
s
i
s
T
e
c
n
o
l
g
i
c
o
M
e
c
a
t
r
n
i
c
a
Tecnologas
Centrales
El Grupo NSK est comprometido a mantenerse como el No. 1
en Calidad Total, Calidad de Producto, Calidad de Servicio y
Calidad de Recursos Humanos.
En los 28 pases donde tenemos presencia para contribuir a tener
una sociedad sustentable, ofrecemos Soluciones Multidireccionales
y fomentamos las Fortalezas Tecnolgicas necesarias para crear
Un Mundo Mejor.
RODAMIENTOS CON TECNOLOGA
PARA UN MUNDO MEJOR
TE NDE NCI AS
16
www.conmantenimiento.com.mx
ms de garantizar la perfecta estandarizacin de la informa-
cin, particularmente la relacionada con el cdigo de ocu-
rrencias.
Otra alternativa muy til es la utilizacin de colectores de
datos o palmtops para la generacin y recoleccin de da-
tos de las OT. Para garantizar la confabilidad de estos datos,
es fundamental que se trabaje bajo conceptos universales
y estandarizados, bien difundidos y reconocidos por todos
los involucrados. Dentro de este enfoque, recomiendo uti-
lizar los conceptos presentados en la seccin defniciones
del sitio www.copiman.org. En esta seccin encontrarn la
terminologa universal de mantenimiento, adems de las in-
dicaciones de subdivisin de la importancia operacional de
los equipos (clase o criticidad) y de las prioridades.
Adems de lo ya indicado, los datos deben ser codifca-
dos utilizando tablas que garantizarn la estandarizacin de
los registros.
Dentro de los cdigos ms utilizados se encuentra el que
identifca la posicin y funcin operacional del equipo (c-
digo de equipo tambin llamado tag), que comnmente es
formado por las tablas de tipo de equipo y sistema opera-
cional, que pueden estar asociadas a la localizacin fsica del
equipo en la planta, la propia planta, la clase y algn otro
registro considerado importante para la empresa, como por
ejemplo las partes (o componentes) de los equipos.
Otro cdigo muy utilizado es el que identifca un suceso
formado por la causa que lo gener, el efecto que identifca
cmo este suceso se expuso y la accin que identifca lo que
se hizo para eliminar el suceso. Para que la tabla de accin
no quede muy larga, puede ser dividida en accinverbo y
accincomplemento.
Toda base de datos debe empezar por la identifcacin
del tem (equipo o activo) que llamo catastro, donde se debe
colocar la mayor cantidad de informacin de forma que no
slo sea til para mantenimiento, tambin para operacin,
ingeniera, patrimonio o cualquier otra rea de la empresa
que necesite hacer consultas de este tipo de informacin.
Normalmente en un catastro se puede identifcar un
conjunto de datos que se aplican a cualquier tipo de equi-
po, que llamo datos generales o administrativos, y otro que
depende del tipo de equipo, que llamo datos especfcos o
tcnicos. Adems, se pueden distinguir los datos que son
comunes para equipos iguales (de familia) de los que pue-
den ser diferentes para equipos iguales. La asociacin de los
datos comunes a equipos iguales se hace a travs de un c-
digo de familia, que tambin sirve para asociar el sistema de
mantenimiento con los sistemas de materiales y el archivo
tcnico.
Cuando se hace la asociacin del cdigo de familia con el
archivo tcnico, se pueden buscar los manuales, dibujos, fo-
tos y videos directamente en el archivo tcnico donde estn
digitalizados. Dentro de los datos que son diferentes para
equipos iguales, que llamo datos exclusivos, se encuentra el
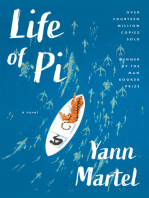
Muestra de tabla de identifcacin de equipos
Berneck
TAG 001.201.VE.0003
13011MT001
Descripcin del repuesto Cdigo almacn Cdigo 2D
Cojinete SNH 522 130137
Rodamiento 22222 CK/C3 131417
Buche 322 130056
Anillo de bloqueo FRB 13 5/200 130001
Sello TSNA 522 G 131286
Elemento para acople VLKAN 103641
Junta de expansin Freefex 103600
Junta de expansin Freefex 103553
TE NDE NCI AS
17
MANTENIMIENTO FEBREROMARZO 2014
cdigo de equipo o cdigo operacional o tag, la fecha de
inicio de operacin, y el costo de adquisicin.
Al elaborar el catastro se debe buscar relacionar todos
los repuestos especfcos y no especfcos con las familias de
los equipos, particularmente los de clase A (fundamental-
mente para el proceso), de tal forma que ayude a reducir la
prdida de tiempo durante una intervencin programada o
no programada.
En la empresa que estamos utilizando como ejemplo, to-
dos los equipos (tems o activos) estn identifcados a travs
de su tag y su nmero individual, los cuales se puede leer
utilizando una palm pues estn identifcados por un cdigo
2D. Cuando se empezaron a codifcar los equipos se aplica-
ron tarjetas con cdigos de barras que, lamentablemente,
no fueron exitosas debido a que al ensuciarse o daarse
generaban difcultades de lectura. Los actuales cdigos 2D
eliminarn este problema de dao.
La fgura siguiente muestra una etiqueta colocada en un
equipo con el cdigo 2D, que identifca el mismo tag que
aparece escrito en nmeros. En este caso, por ser un equipo
de clase A tambin aparecen en 2D los cdigos de los re-
puestos asociados al equipo.
Entre ms tablas se utilicen en un proceso de catastro, me-
nor es la posibilidad de error de digitalizacin; adems, se lo-
gran estndares de registro y rapidez de la informacin (fltro)
en el proceso de anlisis de historial de equipo (o activo).
Una vez identifcados los equipos, se puede pasar a la
segunda etapa del proceso de formacin de base de datos,
que es la planifcacin, donde se va a responder las 4W y el
H:
Why: Por qu? = Por qu intervenir?
Where: En qu parte? = En cul equipo o parte o
componente intervenir?
What: Qu? = Qu tipo de intervencin se requiere?
Who: Quin? = Quin va a intervenir? (Quin: qu rga-
no o sector de la organizacin.)
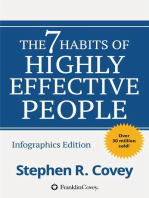
Figura 1
Sistema balanceado de indicadores.
Ene/10
Feb/10
Mar/10
Abr/10
May/10
Jun/10
Jul/10
Ago/10
Sep/10
E
n
e
F
e
b
M
a
r
A
b
r
M
a
y
J
u
n
J
u
l
A
g
o
S
e
p
91.39%
91.06%
90.73%
93.95%
93.01%
94.75%
93.37%
95.16%
96.60%
TE NDE NCI AS
18
www.conmantenimiento.com.mx
How: Cmo? = Cmo se har el servicio?
(De acuerdo con cules recomendaciones de
seguridad y procedimientos.)
Las recomendaciones de seguridad deben
ser establecidas junto con el rea de seguridad
industrial. Tienen como objetivo evitar que el
mantenedor cometa actos inseguros o trabaje
bajo condiciones inseguras, a fn de eliminar
los accidentes. Deben ser escritas de forma
objetiva, por conjunto de funcionalidades de
equipos, en pocas lneas, ya que debern ser
registradas en la OT y ser de fcil entendimien-
to. En esas recomendaciones estarn conteni-
dos los equipos de proteccin individual ne-
cesarios para cada tipo de servicio.
Programacin, tolerancia y suspensin
Las instrucciones de mantenimiento son
formadas por un conjunto de tareas adecua-
das a cada tipo de intervencin, por tipo de
equipo y por sector (el rgano responsable
del mantenimiento); son escritas a partir
de experiencia propia del personal, de re-
comendaciones de los fabricantes y, even-
tualmente, de alguna bibliografa o archivo
digital especializado. Al establecer las tareas
se debe estimar el tiempo necesario para
ejecutarlas, llamado tiempo patrn, dato
fundamental para el clculo de backlog.
Algunas tareas de instruccin de manteni-
miento pueden hacer referencia a registros de
medicin. Por lo tanto, se debe proyectar un
archivo para las distintas mediciones hechas
por tipo de equipo, de forma que puedan ser-
vir para evaluar las prdidas de caractersticas
operacionales del equipo (degeneracin) y,
a travs del anlisis predictivo, determinar el
momento ms adecuado para la correccin
de las variables que queden fuera de los lmi-
tes de funcionamiento adecuados.
Al identifcar cundo ser realizado el
servicio (la 5 W), la planifcacin se convierte
en programacin que puede ser establecida
por unidad de tiempo calendario (da, semana, mes) o fuera
de calendario (horas de funcionamiento, kilmetros recorri-
dos, nmero de operaciones, nmero de piezas fabricadas).
Obviamente que no todas las actividades planifcadas
necesitan ser programadas. Se puede planifcar una inter-
vencin y nunca ser realizada. Sin embargo, es muy impor-
tante tener las cosas planifcadas para que, en caso de ser
necesaria una intervencin se puedan evitar paros largos,
compras de repuestos de ltima hora, pago de horas extras,
daos al medio ambiente y riesgo a la seguridad humana.
Grfca 1
Nombre
Indisponibilidad
Fabricante
Proveedor
Familia
Referencias
Planta
Sistema operacional
Localizacin
Clase
Costo
Inicio de
operaciones
Identifcacin
Medidas
Peso
Datos tcnicos/operativos
Material aplicado
Tipo intervencin
Parte a mantener
Sector
Instrucciones
Rec. Seg.
Centro de costo
Periodicidad
Inicio de periodo
Tolerancia
Lmite para ejecucin
Tiempo estimado
Material previsto
MO prevista
Ocurrencia
Fecha emisin
Prioridad
Plazo
Causa
Accin
Hh utilizado
Material utilizado
Interrupcin OT
Mediciones
Prdida de produccin 100
90
80
70
60
50
40
30
20
10
0
Indisponibilidad
Centro de costo Prdida de produccin
Mediciones
Peso
Interrupcin de OT
Inicio de operacin
Medidas
Referencias
Material aplicado
Material previsto
Material utilizado
Parte a mantener
Costo
Lmite para ejecucin
Datos tcnicos/operativos
Tolerancia
Proveedor
Inicio de periodo
Tiempo estimado
MO prevista
Causa
Plazo
Familia
Tipo intervencin
Ocurrencia
Accin
Planta
Instrucciones
Localizacin
Clase
Hh utilizado
Prioridad
Indentifcacin
Fabricante
Periodicidad
Rec. Seg.
Sector
Sistema operacional
Fecha de emisin
Nombre
100
90
80
70
60
50
40
30
20
10
0
TE NDE NCI AS
19
MANTENIMIENTO JUNIOJULIO 2013
TE NDE NCI AS
20
www.conmantenimiento.com.mx
Las programaciones de mantenimiento pueden generar
tres tipos de rdenes de trabajo:
OT de ruta, para actividades de corto plazo y corta du-
racin (diaria, semanal, quincenal, mensual, cada cien horas,
cada 200 horas, hasta cada 500 horas);
OT sistmica (en va de desaparicin pues deber ser
reemplazada por la OT basada en condicin) para activida-
des de mediano plazo (trimestral, semestral, anual, cada mil
horas, cada dos mil horas, cada cinco mil horas);
y OT de grandes paros (o de oportunidad) para activi-
dades de largo plazo y larga duracin (cada dos o tres aos,
cada 20 mil horas, cada 50 mil horas).
Las programaciones deben contener plazos para que,
una vez generadas las OT, sean ejecutadas. Algunos llaman
a estos plazos (y lo miden a travs de indicador propio) de
adherencia a la programacin. Yo los llamo plazos de confor-
midad. Son porcentajes sobre la programacin para la tole-
rancia o para suspensin de una OT. Normalmente los plazos
de tolerancia estn relacionados con la clase (o criticidad)
del equipo, y los plazos de suspensin con la periodicidad
de la intervencin.
Por ejemplo, si un equipo es clase A la tolerancia para la
ejecucin del mantenimiento debera ser igual a su propia
fecha programada; o sea, si la programacin es por unidad
calendario semana, y si el mantenimiento est previsto para
la semana 15, la tolerancia sera la misma semana 15. Esto
signifca que si el servicio no se ejecuta en esa semana la OT
ya est noconforme. Sin embargo, si se trata de un equipo
clase B se podra dar una tolerancia para la fecha 1 (o fe-
cha 2), que en nuestro ejemplo signifcara que el manteni-
miento se podra realizar entre la semana 14 y 16 (o 13 y 17).
Si el equipo es clase C se podra considerar como tolerancia
la fecha 4, o sea que el servicio podra ser realizado entre la
semana 11 y la semana 19.
En cuanto a una suspensin, sta consistira en es-
perar, por ejemplo, 50% del periodo para que la OT sea
cancelada, y debe generar para los equipos clase A y B,
un informe para el gerente general de la planta (o para el
director), pues no se espera que esto ocurra. La suspen-
sin de una OT debe ocurrir para periodos superiores a
un mes, y antes de cancelar, el rea debe recibir un aviso
de que esto va a ocurrir.
Finalmente, recomiendo que la planifcacin contenga
todos los recursos humanos, de mquinas y herramientas,
de lubricantes y de repuestos, que se presume sern necesa-
rios para la realizacin del servicio. Esta previsin tiene dos
objetivos: evitar interrupciones del trabajo (horas de espe-
ra u horas de demora) y facilitar el establecimiento de los
niveles de estock, plazos de compra o reposicin de repues-
tos y lubricantes; adems, si es necesario, se debe facilitar la
previsin de alquiler de mquinas o herramientas especia-
les para algunos servicios, as como la subcontratacin de
mano de obra.
La planifcacin y la programacin permitirn la gene-
racin de las OT que, al ser ejecutadas, alimentarn la base
de datos con la informacin complementaria. A esta tercera
etapa la llamo de historial o recoleccin de datos.
Para las actividades programadas (por rutas y sistemti-
cas) normalmente la recoleccin de datos se resume en la
indicacin de que el servicio previsto se realiz conforme y,
eventualmente, si se hizo algo que no estaba previsto.
Para las actividades no programadas (reparacin de de-
fectos, predictiva y correctiva) se debe registrar la ocurrencia
a travs de los tres elementos principales arriba indicados, o
sea: la causa, el efecto y la accin (que puede ser compuesta
por dos tablas, accinverbo y accincomplemento).
Adems se deben recolectar los datos relacionados con
la cantidad de horas/hombre utilizados, material utilizado y
decisiones tomadas.
En la empresa brasilea mencionada como ejemplo, todo
esto se hace utilizando una palmtop, lo que brinda la facilidad
de leer informaciones del equipo (y repuestos) con el cdigo
2D. Los resultados logrados por el PCM en Berneck han sido:
Reduccin en un 10% del tiempo recomendado en papel,
lo que equivale, en el caso de la lubricacin, a bajar de tres
a uno los lubricantes por la celeridad para abrir y cerrar la
OT de ruta.
Reduccin de impresin de ms de cuatro mil hojas de
papel por mes.
Eliminacin de extravos de rdenes de trabajo pues no
son impresas.
Por tener forma de checklist, estas OT tardaran mucho
ms tiempo para ser bajadas. Ms de mil 600 horas por
mes para apunte/cierre manual del servicio realizado
(esto representara diez personas de ms para este traba-
jo, que hoy es hecho con tres personas).
Identifcacin del equipo con cdigo 2D, eliminando la di-
gitalizacin del tag en la hoja de la inspeccin, lubricacin
o mantenimiento.
TE NDE NCI AS
21
MANTENIMIENTO JUNIOJULIO 2013
www.coatechmexico.com
TE NDE NCI AS
22
www.conmantenimiento.com.mx
TE NDE NCI AS
Para equipos de criticidad A, la identifcacin de los repuestos
est en el mismo equipo bajo forma de placa con cdigo 2D.
En Berneck el PCM tuvo mucho xito frente al proceso de
MDF (pneles de fbra de mediana densidad). En consecuen-
cia, la empresa determin que se ampliase su accin al rea de
MDP (pneles de partculas de mediana densidad) a partir de
enero de 2010. El resultado, como se muestra en la tabla y gr-
fca siguientes, es que en nueve meses Felipe y su equipo ya
lograron un aumento de disponibilidad superior a 5%, lo que
signifca una ganancia superior a un milln 500 mil dlares.
Esto es ROI, mantenimiento de clase mundial, y estos son
los resultados en una empresa de clase mundial.
Una forma de evaluar cmo est la base de datos en una
empresa es hacer la consulta a los supervisores de operacin
y mantenimiento a travs de una encuesta donde se solicita
a cada uno que califque de cero a 100% cmo ve la aplica-
cin y la utilizacin de cada uno de los datos existentes.
Durante un Congreso Uruguayo de Mantenimiento se en-
treg a cada participante una encuesta con 40 tipos de regis-
tros que componen una base de datos. Aunque la encuesta
no fue respondida por todos los participantes, se proces la
informacin disponible utilizando la tcnica de evaluacin
del radar y espiral mostrando un resultado muy parecido con
las evaluaciones que hemos obtenido en algunas empresas. A
continuacin se muestran dichas grfcas.
Perfl:
Ingeniero electricista formado en la Universi-
dad Federal de Ro de Janeiro (UFRJ), Lourival
Augusto Tavares trabaj durante 23 aos en
diversas industrias en la supervisin del man-
tenimiento, la logstica de operacin y mante-
nimiento, y la implantacin y coordinacin del
control del mantenimiento por computadora.
Con casi 40 aos de conferencista e instructor
internacional, es coordinador general e ins-
tructor del curso de posgrado en ingeniera
del mantenimiento de la Escuela de Ingeniera
de la UFRJ y el Copiman, y reconocido como
notorio saber en mantenimiento por la UFRJ
y por la Universidad Federal de Paraba. Fue
director nacional de la Asociacin Brasilea
de Mantenimiento (Abraman) en dos man-
datos, presidente de 1993 a 2004 del Comit
Panamericano de Ingeniera de Mantenimien-
to (Copiman) de la Unin Panamericana de
Asociaciones de Ingenieros (UPADI), y actual
representante por Brasil ante dicho comit.
Es consultor internacional en mantenimiento
industrial.
ISO 50001
ISO 22000
FSSC 22000
AS 9100
TAPA
ISO 28000
ISO 9001
ISO 14001
OHSAS 18001
Responsabilidad
Social &
Desarrollo
Sustentable
ISO 26000
glcmexico@glgroup.com
Bosque de Duraznos 75605, Bosques de las Lomas. Tel. 52.45.74.48 / 74.54
Av. Paseo de la Reforma No. 404, Piso 9, Col. Jurez Tel. 12.53.67.00
C
M
Y
CM
MY
CY
CMY
K
anuncios-febrero-2014-DNV-GL.pdf 1 2/5/14 11:18 AM
HE RRAMI E NTAS
26
www.conmantenimiento.com.mx
Visin de negocio y alcance
de ventajas competitivas
Cuadro de mando integral (BSC) en
la gestin del mantenimiento
Luis AMENDOLA y Tibaire DEPOOL
A
ntes de iniciar queremos que se tome un
minuto para responder a la siguiente pre-
gunta: qu es el mantenimiento, un gasto o es un
negocio? Para nadie es un secreto que el mante-
nente, para justifcar la implementacin de gestin
de activos, emplea trminos muy antiguos como lo
son ahorros, perdidas operacionales o costos evi-
tados. A su vez, estos son utilizados como indica-
dores para justifcar el avance o el desempeo en
la gestin del mantenimiento. Este comportamien-
to hace que la respuesta a la pregunta anterior sea
que el mantenimiento sea defnido como un gasto.
C
a
r
l
o
s
P
O
R
R
A
Z
HE RRAMI E NTAS
27
MANTENIMIENTO JUNIOJULIO 2013
HE RRAMI E NTAS
28
www.conmantenimiento.com.mx
Hoy da la transformacin en el mundo de los negocios
causada por la globalizacin, cambios en las economas
mundiales, crisis energtica, gran demanda de materias pri-
mas como el acero y cambios en los modelos de ne-
gocio, hacen patente que para la industria no sea sufciente
competir slo por el producto que ofrezca (calidad, gran de-
manda del mercado, innovacin, etc.), sino adems por lo
efciente que sta sea con respecto a su cadena de suminis-
tro, efciencia energtica, operaciones, gestin del manteni-
miento, efciencia fnanciera, y por lo gil y acertada que sea
en sus procesos de toma de decisiones tcticoestratgicas.
Es por esto que los directivos del mantenimiento son los pri-
meros que deben pensar que es un negocio invertir en el
mantenimiento de activos, es decir, que su funcin lejos de
ser un gasto es un negocio. Y como tal debe ser gestionado.
Es una realidad: lo que no se puede medir no se puede ges-
tionar.
Toda esta transformacin ha llevado a la bsqueda y
aplicacin de nuevas y ms efcientes tcnicas, prcticas de
gestin y medicin del desempeo del negocio de mante-
nimiento. Cmo atinar a decisiones acertadas en el nego-
cio? Cmo evaluar la desempeo de la gestin del man-
tenimiento? Los indicadores tcnicos y fnancieros deben
permitir, por un lado, identifcar cules son las estrategias
que se deben seguir para alcanzar la visin del negocio en
una empresa (alto desempeo), y por otro lado, expresar
dichas estrategias en objetivos especfcos cuyo logro sea
cuantifcable, a travs de un conjunto de indicadores del
negocio.
La clave del xito de una empresa, negocio o corpora-
cin, es la de integrar todos sus procesos de forma sosteni-
ble, guiando su valor hacia el logro de la meta. En este sen-
tido, el objetivo de los indicadores clave de desempeo (key
performance indicators, KPI) es integrar los procesos del
negocio a travs de un diagrama de causa y efecto o cuadro
de mando integral (balanced scorecard, BSC), establecer es-
trategias y acciones alineadas al negocio basado en datos.
El nuevo esquema
El xito competitivo y sostenible de las empresas o negocios
est vinculado a la habilidad que stas tengan para explotar
sus activos. En este sentido, las transformaciones del mundo
de los negocios han hecho necesario que las empresas de-
ban tener claro la forma de cmo analizar y evaluar sus pro-
cesos para mantener e incrementar su participacin de mer-
cado, apostando a la inteligencia del negocio. El mecanismo
para tal fn es que la empresa cuente con un sistema de me-
dicin de desempeo que integre de forma inteligente los
indicadores tanto tcnicos como fnancieros. Las empresas
y organizaciones de mantenimiento miden su desempeo
slo con indicadores tcnicos (por ejemplo, tiempo prome-
dio para reparar o TPPR, tiempo promedio para fallar o TPPF,
disponibilidad o D, utilidad o U y confabilidad o C) dejando
a un lado los sistemas de medicin del desempeo, balan-
ced scorecard e indicadores fnancieros (valor econmico
agregado o EVA, retorno sobre la inversin o ROI y retorno
sobre el capital empleado o ROCE).
Da a da la gestin de activos est rompiendo con las
barreras del pasado, muy lejos ha quedado la denominada
primera generacin del mantenimiento. El nuevo enfoque
es la visin integral, de manera que se puedan tomar deci-
siones inteligentes (abarcando el nivel operativo, tctico y
estratgico), dar seguimiento y establecer planes de accin
para poder alcanzar el objetivo de la empresa. La gestin
del mantenimiento a travs de los indicadores tcnicos y
fnancieros en la organizacin, conocidos por sus siglas en
ingls KPIs, son la representacin grfca de la situacin del
mantenimiento, pero no vista como una isla sino como un
proceso integrado al negocio que genera valor, percibido a
travs de su infuencia sobre los indicadores fnancieros.
Los indicadores tcnicos y fnancieros permiten identif-
car cules son las estrategias que se deben seguir en la ges-
tin del mantenimiento para alcanzar la meta de la empresa,
y en este sentido dar seguimiento al logro de los objetivos
especfcos a travs de indicadores cuantitativos. Este enfo-
que representa un proceso de transformacin que permite
HE RRAMI E NTAS
29
MANTENIMIENTO JUNIOJULIO 2013
HE RRAMI E NTAS
30
www.conmantenimiento.com.mx
al negocio del mantenimiento adaptarse a las exigencias de
los cambios y retos a afrontar en corto, medio y largo plazos.
La orientacin es hacia un enfoque sistmico de la im-
portancia del mantenimiento, identifcando los roles y nece-
sidades de cada uno de los actores involucrados (stakehol-
ders), lo que conllevan a la reorientacin en los esquemas
de evaluacin de resultados y a la defnicin de estrategias e
indicadores para medir la rentabilidad del negocio.
Medir con sentido no implica una larga lista de
indicadores
Todos los activos tienen un propsito que involucra a los
equipos, a las personas, las habilidades, el conocimiento y
la experiencia. El camino para que la empresa alcance su
meta implica lograr que todos estos activos hagan lo que
se requiere, y esto apunta directamente a su desempeo.
Los gestores o asset managers generalmente poseen for-
macin o experiencia tcnica en mantenimiento, por lo que
comprenden que el desempeo es el objetivo clave. Para
ello generalmente emplean alguna forma de medida para
guiar sus decisiones y acciones. Estos mecanismos de me-
dicin empleados darse a travs de mecanismos formales
e informales. En este sentido, cuando no existe un sistema
formal de medicin, el desempeo es indicado como bue-
no, aceptable, pobre, malo, u otro rango defnido del tipo
cualitativo. Esas escalas estn generalmente basadas en la
observacin del desempeo, a travs de la percepcin de lo
que el departamento de operaciones o el de produccin re-
quiere. En cambio, un sistema de medicin formal produce
regularmente informacin en cuanto a los criterios de des-
empeo de los activos, planta, instalacin, equipos, perso-
nas, procesos, tecnologa.
En este sentido, sin una referencia cuantitativa de lo que
realmente es requerido por los activos (fsicos e intangibles)
para el logro de la meta de la empresa, se estara incurriendo
en datos engaosos que contribuiran al uso inefciente de
los activos, a la implementacin de estrategias que aunque
parezcan elegantes son poco efectivas, as como a la micro-
gestin (que se refere a que se ve al mantenimiento como
una isla y no enfocada al objetivo global de la empresa).
El primer paso para la adopcin de un sistema formal de
medicin es defnir los niveles de desempeo requeridos,
con el fn de comprender cul es el desempeo de los equi-
pos, personas, procesos y tecnologa. Por ejemplo, pudiese
parecer que una disponibilidad de 80% de una planta es un
desempeo pobre si requiere de un 95% para cumplir con
los objetivos de operaciones o produccin; sin embargo,
pudiera ser que en la realidad y de acuerdo con los objeti-
vos trazados por produccin, que la planta logre un 75% de
desempeo es lo ideal. Los niveles de desempeo deseados
deben ser defnidos con base en lo que la empresa requiere
de sus activos, y no en funcin de la capacidad de diseo de
los mismos.
Figura 1
Sistema balanceado de indicadores.
Los sistemas de medicin como el BSC resaltan los nive-
les requeridos de desempeo (targets) e integra el conjunto
de iniciativas (acciones) que lograrn esos targets. Balanced
scorecard consiste en traducir la estrategia en cuatro pers-
pectivas: cliente, negocio interno, innovacin y aprendizaje,
y perspectiva fnanciera; sustentadas cada una de ellas en un
set de objetivos, indicadores de gestin, metas e iniciativas,
interactivamente conectadas en una relacin causaefecto.
El BSC parte de la visin y estrategia de la empresa. A partir
de all se defnen los objetivos para alcanzar la visin, y stos
a su vez sern el resultado de los mecanismos y estrategias
que rigen los resultados con los clientes.
Para que este sistema sea exitoso se debe:
a. Defnir los niveles de desempeo con base en trminos
cuantitativos.
b. Defnir el origen de los datos y frmulas que alimentarn
a estos indicadores con el fn de determinar los actuales
niveles del desempeo.
c. Defnir cules sern las acciones a tomar para mejorar los
actuales niveles de desempeo (iniciativas).
En ocasiones lejos de emplear en el mantenimiento los
sistemas de mediciones para generar ventajas competitivas
(de forma proactiva), son empleados generalmente bajo un
enfoque correctivo, y bajo la cultura de midmoslo todo just
in case; as, mientras ms datos mejor, y a mayor cantidad
de grfcas elaboradas en Powerpoint mejor, lo que es un
camino inefciente y poco estratgico.
La decisin acertada o no en cuanto a qu es lo que se va
a medir, es la primera razn por la que falla la implementa-
cin de un sistema de medicin. Sin una clara identifcacin
HE RRAMI E NTAS
31
MANTENIMIENTO JUNIOJULIO 2013
Moldeando soluciones y oportunidades para la industria
www.expoplasticos.com
Los visitantes a Expo Plsticos, representan en su
mayora a la zonas de crecimiento industrial ms
importante de nuestro pas en este momento y las
de mayor inversin extranjera directa: El centro de
Mxico y El Bajo, por lo que exhibir en ella, te abre
reales oportunidades de negocio.
Jalisco, sede del evento es uno de los 3 principales
consumidores y productores de plstico y tiene el
4 lugar a nivel nacional en la produccin bruta en
la industria manufacturera.
Acceso a ms de 10 mil visitantes calicados.
Ms de 50% de los visitantes son propietarios y/o
Directores.
Citas de negocios uno a uno.
Conferencias especializadas.
Eventos simultneos: Expo Automatizacin
Mxico y Expo Manejo de Materiales
www.expoplasticos.com
Ventas Mxico
mauricio.palomares@tsfactory.com.mx | Tel. D.F. +52 (55) 5025.1219 | Tel. Mty. + 52 (81) 8300.2616
Nextel +52 (81) 1155.9386 | ID. 52*199635*3 | Skype: mauriciopapa
25 al 28
de marzo 2014
Expo Guadalajara
Guadalajara, Jalisco
Expo Plsticos 2014, festeja su 10 edicin en la bella ciudad de Guadalajara, presentndose como la
mejor exposicin internacional de tecnologa y soluciones en plstico para la industria en general.
Contrata tu stand y lleva
tu empresa a nuevos mercados
HE RRAMI E NTAS
32
www.conmantenimiento.com.mx
del desempeo deseado, as como las razones para ste, el
resultado ser la generacin de una lista muy larga de indi-
cadores, muy alejada de ser un sistema balanceado de indi-
cadores (SBI, personas, procesos, cliente, fnanzas) y que ge-
neralmente no se conectan con los indicadores fnancieros.
Los KPIs, pistas para evaluar el desempeo de la
gestin del mantenimiento
Los KPIs o indicadores de gestin no son la varita mgica
para resolver nuestros problemas de gestin, tampoco el
simple hecho de defnirlos asegurar el xito de la gestin
del mantenimiento; los KPIs no dan respuestas, ellos esta-
blecen preguntas y dirigen la atencin. Cada persona invo-
lucrada en la gestin del mantenimiento (gestin operativa,
gestin tctica y gestin estratgica) tiene infuencia en los
KPIs y en los objetivos de la empresa o negocio. En este sen-
tido, los KPIs deben ser comprendidos de tal manera que la
calidad de los datos que los alimenten tengan sentido y no
se disponga de ellos slo para cumplir con una mera activi-
dad administrativa.
La seleccin apropiada de los indicadores para la ges-
tin del mantenimiento se hacen propias con el apoyo de
todas las personas involucradas en el xito de la gestin del
mantenimiento, debido a que pueden infuir en el funciona-
miento del mantenimiento, y si son utilizados con efcacia
por los involucrados conducira a la mejora continua de los
procesos.
El aspecto vital para seleccionar los indicadores apropia-
dos en la funcin del mantenimiento, se obtiene cuando los
objetivos de esas medidas tienden a motivar a los que ten-
gan la capacidad para infuir en la toma de decisiones, que
Figura 2
Esquema para la mejora de la conciencia del personal defnicin de las medidas del desempeo del mantenimiento y su interpretacin
Acciones en marcha (gestin)
Qu medir?
Por qu medir?
Qu se requiere de la gestin del mantenimiento?
Cul debe ser mi rendimiento, y para qu?
Cules son los objetivos del negocio?
Qu datos alimentarn a estos indicadores?
TPPF
TPPR
TMEF
DUC
Backlog
KPIs
VEA
ROCE
ROI
Costos de
mantenimiento
Costos por
unidad de
produccin
Cmo interpretar los valores de los KPIs?
Cmo lo estoy haciendo?
Estoy dando lo esperado?
Qu acciones debo activar para alcanzar el
desempeo requerido?
Mejora continua
Visin de negocio
Gestin
Anlisis estrategiatctica
HE RRAMI E NTAS
33
MANTENIMIENTO JUNIOJULIO 2013
HE RRAMI E NTAS
34
www.conmantenimiento.com.mx
darn lugar a un funcionamiento mejorado de la gestin de
mantenimiento de activos. Esto es difcil de conseguir si no
se cree en las medidas, o bien, si no se comprenden.
Una medida sin un objetivo fnal no tiene sentido
El proceso de defnir y calcular los indicadores est estrecha-
mente relacionado con el mejoramiento. Es decir, las obser-
vaciones se realizan para detectar las debilidades tcnicas o
de la organizacin, para fortalecerlas, y por otra parte ver los
puntos fuertes para preservarlos y explotarlos. Las primeras
nociones pueden resultar estresantes, por lo que hay que
verse como un todo, un bucle de control para la toma de
decisin y la accin.
La premisa que rige esto es la multicitada idea de que no
puedes gerenciar lo que no puedes medir.
Para cumplir con nuestro propsito, defniremos indicador
como una variable o un grupo de variables caractersticas de
un fenmeno y de las que podemos, por lo tanto, medir sus
cambios, calculadas de acuerdo con una frmula especf-
ca. As, el sistema balanceado de indicadores (SBI) slo tiene
sentido en el amplio contexto, como un esfuerzo para mejo-
rar la ejecucin global en una herramienta de produccin. El
primer objetivo de los SBI sera, por lo tanto, medir el impacto
del negocio del mantenimiento en la efcacia de la instalacin
para identifcar los problemas tcnicos y de organizacin.
Ellos, posteriormente, hacen posible monitorear el progreso
acumulado como resultado de las medidas implementadas.
El SBI tiene mucho ms benefcios que se pueden usar
como argumentos para justifcar el valor aadido del mante-
nimiento, cuando se le relaciona con la gestin del negocio,
y para asegurar los presupuestos necesarios. Tambin sirven
para motivar al staf, a realizar asignaciones precisas, califca-
das y razonables a los objetivos de produccin.
Los indicadores tcnicos fnancieros asociados al siste-
ma balanceado de indicadores el valor econmico agre-
gado (VEA), el retorno sobre el capital empleado (ROCE), la
rotacin de activos (RA), el retorno sobre la inversin (ROI),
el tiempo promedio para fallar (TPPF), el tiempo promedio
para reparar (TPPR), la disponibilidad, utilizacin, confabili-
dad, y el tiempo promedio entre fallas (TMEF), etc. apare-
cen como la mejor medida para la creacin de valor fnancie-
ro en una empresa. De acuerdo con la doctrina econmica,
una empresa agrega valor cuando la ganancia obtenida es
capaz de cubrir todos sus costos, incluyendo el de capital.
Todos estos indicadores son sensibles a las variaciones
en los activos invertidos para el proceso productivo, bien
sea como gastos operacionales, como capital o relacionado
con los activos fjos. Normalmente, los indicadores tcnicos
fnancieros se aplican en el mbito de las unidades opera-
cionales, donde los egresos por mantenimiento pueden
refejarse como parte de los costos operacionales, como in-
versin de capital, o inclusive como extensin de la vida de
los activos fjos.
Figura 3
Estrategia de los sistemas balanceado de indicadores
(por Luis Amendola)
Estrategia
Operacin
Capital
Desempeo
Efectividad
operacional
ROI, ROCE, VEA, RA
TPPF, TPPR, TMEF
Gestin de activos
Costos de produccin
y mantenimiento
Planifcacin total
del mantenimiento
Efectividad
Confabilidad
Sistemas
balanceados
de indicadores
Gestin
del trabajo
HE RRAMI E NTAS
35
MANTENIMIENTO JUNIOJULIO 2013
HE RRAMI E NTAS
36
www.conmantenimiento.com.mx
Los indicadores tcnicos y fnancieros
Los indicadores tcnicos que estn relacionados con la
calidad de la gestin del mantenimiento permiten ver el
comportamiento operacional de las instalaciones, sistemas,
equipos y dispositivos; adems, miden la calidad de los tra-
bajos y el grado de cumplimiento de los planes de mante-
nimiento.
El tiempo promedio para fallar (TPPF) es un valor espe-
rado o promedio de tiempo para la variable aleatoria de la
falla. Este indicador mide el tiempo medio que es capaz de
operar el equipo a capacidad sin interrupciones dentro de
un periodo considerado, y es el recproco de la tasa de falla
en una distribucin exponencial de la variable aleatoria del
tiempo de falla.
El tiempo promedio para reparar (TPPR) es la medida
de la distribucin del tiempo de reparacin de un equipo o
sistema. Dicho de otra manera, el TPPR mide la efectividad
para restituir la unidad a condiciones ptimas de operacin,
una vez que la unidad se encuentra fuera de servicio por una
falla, dentro de un perodo de tiempo determinado y consi-
derando el tiempo de falla igual al tiempo para reparar.
La disponibilidad (D) se defne como la capacidad del
equipo o instalacin para realizar una funcin requerida
Figura 4
Proceso de control para las mejoras en las actividades del mantenimiento (por Luis Amendola)
Objetivos
Recomendaciones
Anlisis
Diagnstico
Actividades de
mantenimiento
Gestin
rdenes de trabajo
Sistemas de gestin
Planifcacin diaria
Gestin de stock
Costos de MP
Costos de MC
Horashombre
% outsourced
Costos
Seguridad
Confabilidad
Planta
Gestin
Presupuestos
Negocios
Evaluacin de las medidas
Identifcar
mejores
prcticas
Objetivo
Accin
Entrada
Comparacin
Proceso
Medida
Salidas
Proceso de control
TPPR
ROCE
EVA
ROI
OEE
TPPF
HE RRAMI E NTAS
37
MANTENIMIENTO JUNIOJULIO 2013
HE RRAMI E NTAS
38
www.conmantenimiento.com.mx
bajo condiciones especfcas sobre un periodo de tiempo
determinado, asumiendo que los recursos externos reque-
ridos son suministrados. Es un indicador determinstico que
traduce los resultados de las acciones de mantenimiento a
un ndice combinado para un equipo o sistema. Se basa en
la pregunta: est disponible el equipo en condiciones de
trabajo cuando se le necesita? Se utiliza el anlisis de dispo-
nibilidad para obtener una solucin que permita establecer
los requisitos para la confabilidad y la susceptibilidad de
mantenimiento. Es til para determinar cifras signifcativas
del equipo o sistema en s, como las de frecuencia y tipo de
ocurrencia de fallas, la posibilidad de reparacin (tiempo de
reparacin activa) y el anlisis de trabajos de mantenimiento.
La utilizacin (U) tambin llamada factor de uso o de
servicio mide el tiempo efectivo de operacin de un acti-
vo durante un periodo determinado.
La confabilidad (C) es uno de los principales atributos
que determinan la efectividad de un equipo o sistema. Se
defne como la probabilidad de que un equipo o sistema
Figura 5
Modelo del negocio del mantenimiento del PMM Institute for Learning (www.pmmlearning.com)
Calidad
Corporacin
Finanzas
Rendimiento
sostenible
Implementacin
Polticas de la organizacin
Efcacia y efciencia
Tcnicas y herramientas
de confabilidad
KPI
Modelo de Gestin Integrada de Activos
Diseo y aplicacin del Cuestionario Diagnstico
Estructura del procesos de gestin de activos
Gestin negocio
Sistema de seguridad
del Dpto. Mantenimiento
Sistemas informticos para
el Dpto. Mantenimiento
Procesos de gestin
del Dpto. Mantenimiento
Abastecimiento
del Dpto. Mantenimiento
Supervisin en el Dpto.
Mantenimiento
51%
74%
28%
42%
69%
42%
52%
23%
22%
42%
58%
Personal del Dpto.
Mantenimiento
Programacin
del Dpto. Mantenimiento
Planeamiento
del Dpto. Mantenimiento
Ejecucin del
Mantenimiento
P
r
o
j
e
c
t
M
a
n
a
g
e
m
e
n
t
C
a
p
i
t
a
l
I
n
t
a
n
g
i
b
l
e
A
s
s
e
t
M
a
n
a
g
e
m
e
n
t
B
a
l
a
n
c
e
d
S
c
o
r
e
c
a
r
d
Implementacin de la estrategia
Identifcar Plan Programar Ejecutar Cerrar Analizar
EVA, ROI,
ROCE
Efectividad
mantenimiento
Ejecucin Confiabilidad
Motivacin
Capacitacin
EAM
Planifcacin
Efciencia
mantenimiento
OT
Mejores
prcticas
Informacin
financiera
Metas
negocio
Control
del costo
BSC
Clima y cultura organizacional
del Dpto. Mantenimiento
Organizacin del Dpto.
de mantenimiento
Administracin del
Dpto. de mantenimiento
26%
Proceso de gestin de mantenimiento
Programacin
Equiposcrticos
Niveles1, 2, 3
Estrategiasdemantenimiento
Monitoreodecondicin
Gestin de Stock
HE RRAMI E NTAS
39
MANTENIMIENTO JUNIOJULIO 2013
HE RRAMI E NTAS
40
www.conmantenimiento.com.mx
desempee satisfactoriamente la funcin que se requiere
de l, bajo condiciones especfcas de operacin, durante un
periodo de tiempo especfco.
La tendencia actual conlleva la consideracin de los indi-
cadores fnancieros en el desempeo del negocio del man-
tenimiento, y merecen atencin relevante. La importancia
de invertir para crear valor futuro, y no solamente en las
reas tradicionales de desarrollo de nuevas instalaciones o
nuevos equipos, sino tambin en el mantenimiento de los
activos existentes, nos lleva a contemplar la implementa-
cin de indicadores econmicos en la gestin de activos del
mantenimiento.
El valor econmico agregado (VEA) es el producto obte-
nido por la diferencia entre la rentabilidad de los activos y
el costo de fnanciacin o de capital requerido para poseer
dichos activos. Es una de las mejores medidas de la creacin
de valor fnanciero en una empresa, por lo que una empresa
agrega valor cuando la ganancia obtenida es capaz de cubrir
todos los costos, incluyendo el de capital. De esta manera
representa un fn de ganancia econmica real producida
para una empresa en un periodo determinado, indicando la
efciencia con que se han manejado todos los activos ope-
racionales.
El retorno sobre la inversin (ROI) es un estimado del be-
nefcio (el retorno) sobre el dinero gastado (la inversin) en
Da a da la gestin de activos est rompiendo con
las barreras del pasado, muy lejos ha quedado la
denominada primera generacin del mantenimiento.
El nuevo enfoque es la visin integral, de manera
que se puedan tomar decisiones inteligentes
(abarcando el nivel operativo, tctico y estratgico),
dar seguimiento y establecer planes de accin para
poder alcanzar el objetivo de la empresa. La gestin
del mantenimiento a travs de los indicadores
tcnicos y fnancieros en la organizacin, conocidos
por sus siglas en ingls KPIs, son la representacin
grfca de la situacin del mantenimiento, pero no
vista como una isla sino como un proceso integrado
al negocio que genera valor, percibido a travs de
su infuencia sobre los indicadores fnancieros.
HE RRAMI E NTAS
41
MANTENIMIENTO JUNIOJULIO 2013
HE RRAMI E NTAS
42
www.conmantenimiento.com.mx
una aspecto en particular, y consiste en determinar los be-
nefcios, calcular los costos y resumir los resultados.
El retorno sobre el capital empleado (ROCE) se calcula
expresando la rentabilidad antes del pago de intereses e im-
puestos, como una proporcin del total del capital empleado
en el negocio. Este indicador presenta una perspectiva global
del estado fnanciero del negocio, y brinda un punto de par-
tida para un anlisis del desempeo del negocio y un par-
metro con el cul comparar el desempeo global del mismo.
Cmo visualizar el proceso de mejora continua?
La mejora de la gestin del mantenimiento puede visuali-
zarse como un sistema de control en que todo debe contro-
larse y optimizarse cuidadosamente (ver fgura 4). As como
otras reas funcionales en el control del proceso, la gestin
del mantenimiento tiene un impacto directo de la ejecucin
overhauls (mantenimiento mayor en la instalacin) y turna-
rounds (paradas de plantas).
El proceso (fgura 4) consiste en defnir y evaluar los in-
dicadores, algunos dirigidos a la ejecucin (disponibilidad,
costos, confabilidad, utilidad, seguridad, personas, calidad,
etc.), mientras otros son especfcos de las actividades del
mantenimiento (porcentaje del nmero de horas gastadas
en mantenimiento preventivo, costo de outsourcing, etc.).
La medicin tarda de los costos de trabajo y distribucin,
recursos logsticos utilizados (material y recursos humanos),
organizacin y mtodos, implica graves riesgos para la toma
de decisiones, dado que impide tener un panorama real de
un momento determinado. Algunas actividades, sin embar-
go, no son fcilmente medibles y su evaluacin cualitativa se
hace a travs de cuestionarios o entrevistas, que son tiles
en la obtencin de una informacin cualitativa, objetiva a
partir de los indicadores.
Tambin es de notar que en la prctica actual, algn dis-
gusto puede llevarse cuando aplicamos benchmarking en
algn sitio de la planta: da miedo que el punto de compa-
racin se eleve a un nivel en el cul se podran sesgar las
diferencias de contexto industrial o en la defnicin de los
indicadores, las condiciones de operacin, tecnologas, etc.
Adems, las buenas prcticas deben adaptarse generalmen-
te para permitir la diversidad en la organizacin y en la cul-
tura funcional. La comparacin de los indicadores de un sitio
contra otro debe verse como una experiencia, y no como un
ranking para la mejora del negocio del mantenimiento.
El business maintenace model (BMM) del PMM
Institute for Learning
Nuestra flosofa de trabajo consiste en lograr que a travs
del balanced scorecard o tablero o cuadro de mando inte-
gral se logre la incorporacin real de los procesos, para con
ello monitorear globalmente el desempeo del negocio del
mantenimiento. Esto permite, por un lado, proporcionar el
desempeo requerido, y por otro, trazar estrategias a me-
En ocasiones, lejos de emplear en
el mantenimiento los sistemas de
mediciones para generar ventajas
competitivas (de forma proactiva),
son empleados generalmente bajo un
enfoque correctivo, y bajo la cultura
de midmoslo todo just in case; as,
mientras ms datos mejor, y a mayor
cantidad de grfcas elaboradas
en Powerpoint mejor, lo que es un
camino inefciente y poco estratgico.
HE RRAMI E NTAS
43
MANTENIMIENTO JUNIOJULIO 2013
HE RRAMI E NTAS
44
www.conmantenimiento.com.mx
diano y largo plazos de tal manera que se logre la rentabili-
dad de la empresa ante los cambios de las economas y mo-
delos a nivel mundial.
Nuestro modelo del negocio del mantenimiento (BMM)
(ver fgura 5), se basa en modelos mixtos de gestin con lo que
se busca la continuidad del negocio integrando procesos, me-
jores prcticas, nuevos desarrollos, gerencia y sostenibilidad,
etc. Este enfoque se apoya en una perspectiva colaborativa
entre las disciplinas de teora de las restricciones (TOC), project
management, asset management y el balanced scorecard.
El objetivo fundamental es asegurar que los objetivos
del mantenimiento estn alineados a la meta del negocio,
considerando todas las reas involucradas en la gestin del
mantenimiento de activos. La aplicacin de la estrategia
debe convertirse en un plan dirigido a fortalecer los indica-
dores fnancieros del negocio, mejorando la forma de traba-
jo y la cultura de la empresa. La implementacin debe ser
medida y monitoreada con base en indicadores especfcos,
y debe ejecutarse bajo un equipo gua de alto nivel donde
los avances sean conocidos por toda la empresa.
El diseo del plan establece inicialmente una visin de lo
que se persigue y de cundo debe alcanzarse dicha visin
(es decir, un anlisis estratgico); posteriormente se estable-
cern los planes de accin (implementacin de la estrategia)
para lograr la visin, objetivos y los impactos fnancieros que
se persiguen. Se especifcan las prcticas o iniciativas con-
cretas que se desarrollarn y cmo se har. Se informar a
todo el personal sobre la visin y los planes. Se defnirn los
indicadores para establecer metas concretas y para medir el
progreso. Se identifcarn los recursos y el personal respon-
sable para acometer acciones especfcas y el tiempo con-
creto para lograrlas. Se revisar peridicamente el avance y
se retroalimentara a todo el personal.
La estrategia contempla el cumplimiento de los planes
de mantenimiento, permitiendo asegurar los activos de la
empresa, la confabilidad, la seguridad, la capacidad pro-
ductiva y su valor como activo del accionista. La estrategia
de mantenimiento como negocio est dirigida a aumentar
el valor, asegurar el retorno de la inversin y a maximizar las
ganancias sobre los activos; con este modelo las decisiones
se orientan a soportar planes y acciones para crear valor so-
bre el ciclo de vida de los activos.
Tabla de relacin entre los indicadores tcnicos y fnancieros
Vea Roce Rentabilidad Retorno sobre
activos
Costos de mantenimiento
por unidad de produccin
Disponibilidad
Confabilidad TPPF
TPPR
Utilizacin
Capacidad efectiva
La decisin acertada o no en cuanto a qu es
lo que se va a medir, es la primera razn por
la que falla la implementacin de un sistema
de medicin. Sin una clara identifcacin del
desempeo deseado, as como las razones para
ste, el resultado ser la generacin de una lista
muy larga de indicadores, muy alejada de ser un
sistema balanceado de indicadores (personas,
procesos, cliente, fnanzas) y que generalmente
no se conectan con los indicadores fnancieros.
HE RRAMI E NTAS
45
MANTENIMIENTO JUNIOJULIO 2013
HE RRAMI E NTAS
46
www.conmantenimiento.com.mx
Perfl:
Luis Amendola es doctor en engineering management, consultor
industrial y docente universitario, con 25 aos de experiencia en la
industria del petrleo, gas, petroqumica, empresas de manufactura
y energa elica, ocupando posiciones tcnicas, supervisoras y direc-
tivas. Profesor de la Universidad Politcnica de Valencia, Espaa, en
el departamento de proyectos de ingeniera e innovacin. Miembro
de la junta directiva del PMM Institute for Learning (Espaa). Ase-
sor de empresas en Iberoamrica, Unin Europea y Estados Unidos.
Colaborador en revistas tcnicas, publicacin de libros en Project
Management y Con Mantenimiento Productivo. Participacin activa
en congresos como conferencista invitado, y expositor de trabajos
en eventos locales e internacionales en empresas y universidades. Es
miembro de organizaciones internacionales de proyectos y manteni-
miento. Su correo electrnico es luiam@dpi.upv.es.
Tibaire Depool tiene master en project management y es candidata
a doctora. Directora de produccin e implementadora de herramien-
tas de project management en empresas de manufactura y energa
en Espaa. Consultora y capacitadora para empresas de Europa y La-
tinoamrica con PMM Institute for Learning, Espaa; su correo elec-
trnico es tibaire@pmmlearning.com.
Finalmente, como conclusin, se puede afrmar que basa-
do en los indicadores se pueden establecer las oportunidades
de mejoras que sustentan la inversin de los recursos. El valor
econmico agregado (VEA) es igual a los ingresos (I) menos
los egresos (E) y menos el costo del capital (CC) [es decir: VEA=
I E CC]. Es lo que defne la estrategia, y en conjunto con los
otros indicadores (ROI, ROCE) y el BSC en el negocio, el objeti-
vo de analizar los indicadores tcnicos de equipos es localizar
las reas dnde los ingresos pueden ser mejorados, con las
acciones de mantenimiento, y dnde los egresos pueden ser
disminuidos, y el uso de capital pueda ser optimizado.
La estrategia nos lleva a estimar el impacto del VEA como
se muestra el la tabla de relacin entre los indicadores tc-
nicos y fnancieros. Basado en los indicadores, se pueden
establecer las oportunidades de mejora que sustenten la
inversin en recursos, promoviendo el anlisis de sensibi-
lidad de los indicadores para determinar cules iniciativas
generaran el mayor retorno sobre los recursos invertidos en
sustentarlas.
Referencias
Amendola, Luis. Balanced scorecard en la gestin del man-
tenimiento, artculo publicado en los sitios www.manteni-
mientomundial.com y www.confabilidad.net, 2004.
Amendola, Luis. Indicadores de confabilidad propulsores
en la gestin del mantenimiento, artculo publicado en la
pgina www.mantenimientomundial.com, 2003.
Amendola, Luis. Sistemas balanceados de indicadores
en la gestin de activos, ponencia para el 2do Congreso
Mundial de Mantenimiento, Brasil, Curitiba, 2004.
Amendola, Luis. Strategies of maintenance management
as investment return, ponencia para el 17th European
Maintenance Congress, Barcelona, Espaa, 2004.
Kaplan, R, y D. Norton. The balanced scorecard measures
that drive performance, artculo publicado en Harvard Bu-
siness Review, 1992.
Kaplan, R., y D. Norton. Having trouble with your strate-
gy? Then map it, artculo publicado en Harvard Business
Review, septiembreoctubre de 2000.
Kaplan, R., y D. Norton. Cmo utilizar el cuadro de mando
integral, Editorial Gestin 2000.
Kaplan, R., y D. Norton. Cuadro de mando integral. The ba-
lance scorecard, Editorial Gestin, 1997.
Mather, Daryl. The maintenance scorecard, creating strate-
gic advantage, Industrial Press Inc., 2005.
Norma ISO/DIS 14224, Petroleum and gas natural indus-
tries. Collection and exchange of reliability and mainte-
nance data for equipment, ISO (International Organiza-
tion for Standardization), 1997.
Norton. D. Building a management system to implement
your strategy, Renaissance Solutions, 1996.
Porter, Michael. What is strategy, artculo publicado en
Harvard Business Review, 1996.
ALKOAT IMPERMEABILIZANTES 5
COMIT NACIONAL DE PRODUCTIVIDAD E INNOVACIN
TECNOLGICA (COMPITE)
27
COSMOS 39
DEUBLIN 9
DIRECTORIOS INDUSTRIALES 19
DNVGL 23
EXPO COATECH 21
EXPO ELCTRICA 33
EXPO MANUFACTURA 37
EXPO PLSTICOS 31
FUNDACIN UNAM 45
IN4MEX 41
INSTITUTO LATINOAMERICANO PARA LA CALIDAD (INLAC) 43
KLUBER LUBRICACIN MEXICANA 2 de forros
KOYO MEXICANA 13
LITOGRFICA TOCA 47
MACHINETOOLS.COM 35
MAXIGAS NATURAL 11
NATIONAL INSTRUMENTS (NI) 3 de forros
NORIA LATN AMRICA 22
NSK RODAMIENTOS MEXICANA 15
RODAMIENTOS FAG 67
SKF 2425
SOPORTE Y COMPAA 4 de forros
TIMKEN 1
NDICE DE ANUNCIANTES
CUPN DE SERVICIO
85
FEB / MAR 14
EDICIN NM.
85
FEB/ MAR 14
EDICIN NM.
AL LECTOR
Para solicitar mayor
informacin acerca de
los temas, empresas o
anuncios aparecidos
en esta publicacin,
enviar este cupn va
fax al (55) 5536 4024,
5536 4032 y 5536 4096.
Informacin solicitada (tema, empresa y/o pg. del anuncio):
DATOS DEL SOLICITANTE
Nombre:
Compaa:
Cargo:
Telfono: Fax: E-mail:
Direccin:
Ciudad: Estado: C.P.:
Cargas extremas, materiales sofsticados, rendimiento ptimo: cada vez que se trata de redefnir los limites
de lo que es posible, las soluciones en lubricacin hechas por Klber Lubrication estn en exigencia. En
estrecha colaboracin con nuestros clientes, nuestros expertos en desarrollar conceptos orientados hacia
el futuro con nuevas tecnologas y el mximo rendimiento, por ejemplo, una grasa de rodamiento de rueda
para romper el record de velocidad actual en vehculos terrestres o aceites especiales fcilmente biodegradables
para los sistemas de propulsin de los buques para proteger nuestros mares.
Klber Lubrication es sinnimo de personal competente, ms de 80 aos de experiencia en servicios profesionales
y miles de lubricantes especiales para casi todas las industrias y mercados para extenderse de por vida, una mayor
efciencia y por lo tanto ms xito para nuestros clientes.
Klber Lubricacin Mexicana S.A. de C.V.
ventas@kluber.com.mx / www.klueber.com
Tel: 442. 229 57-06
your global specialist
Lubricantes especiales de alta tecnologa:
La base del progreso tcnico.
2013 National Instruments. Todos los derechos reservados. LabVIEW, National Instruments, NI, y ni.comson marcas registradas de National Instruments.
Otros productos y nombres de compaas listadas son marcas registradas o nombres comerciales de sus respectivas compaas. 13693
La ingeniera nos impulsa hacia el desarrollo, y a medida que el mundo se vuelve
ms complejo nos enfrentamos con retos ms difciles. Por eso, para lograr alcanzar
nuevos niveles de conabilidad y eciencia necesitamos cambiar el enfoque. Con
National Instruments, ingenieros aprovechan una plataforma que integra hardware
y software para simplicar el desarrollo de sistemas de medicin y control, desde
reas de diseo hasta el mantenimiento de millones de soluciones de ingeniera.
01 800 010 0793
Ingeniera para el Futuro
>> Descbra ms en mexico.ni.com/ingenieriadelfuturo
13693_Windmill_Ad_MEX.indd 1 9/6/13 2:09 PM
Das könnte Ihnen auch gefallen
- Los secretos de la mente millonaria: Cómo dominar el juego interior de la riquezaVon EverandLos secretos de la mente millonaria: Cómo dominar el juego interior de la riquezaBewertung: 4.5 von 5 Sternen4.5/5 (813)
- Orgullo y prejuicio: Clásicos de la literaturaVon EverandOrgullo y prejuicio: Clásicos de la literaturaBewertung: 4.5 von 5 Sternen4.5/5 (20517)
- El retrato de Dorian Gray: Clásicos de la literaturaVon EverandEl retrato de Dorian Gray: Clásicos de la literaturaBewertung: 4 von 5 Sternen4/5 (9416)
- To Kill a Mockingbird \ Matar a un ruiseñor (Spanish edition)Von EverandTo Kill a Mockingbird \ Matar a un ruiseñor (Spanish edition)Bewertung: 4.5 von 5 Sternen4.5/5 (22901)
- Matar a un ruisenor (To Kill a Mockingbird - Spanish Edition)Von EverandMatar a un ruisenor (To Kill a Mockingbird - Spanish Edition)Bewertung: 4.5 von 5 Sternen4.5/5 (23003)
- Wuthering Heights (Seasons Edition -- Winter)Von EverandWuthering Heights (Seasons Edition -- Winter)Bewertung: 4 von 5 Sternen4/5 (9486)
- The Iliad: The Fitzgerald TranslationVon EverandThe Iliad: The Fitzgerald TranslationBewertung: 4 von 5 Sternen4/5 (5646)
- Pride and Prejudice: Bestsellers and famous BooksVon EverandPride and Prejudice: Bestsellers and famous BooksBewertung: 4.5 von 5 Sternen4.5/5 (19653)
- The Picture of Dorian Gray: Classic Tales EditionVon EverandThe Picture of Dorian Gray: Classic Tales EditionBewertung: 4 von 5 Sternen4/5 (9756)
- American Gods: The Tenth Anniversary EditionVon EverandAmerican Gods: The Tenth Anniversary EditionBewertung: 4 von 5 Sternen4/5 (12945)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (3271)
- The Psychology of Money: Timeless lessons on wealth, greed, and happinessVon EverandThe Psychology of Money: Timeless lessons on wealth, greed, and happinessBewertung: 4.5 von 5 Sternen4.5/5 (804)
- The 7 Habits of Highly Effective People: Infographics Edition: Powerful Lessons in Personal ChangeVon EverandThe 7 Habits of Highly Effective People: Infographics Edition: Powerful Lessons in Personal ChangeBewertung: 4.5 von 5 Sternen4.5/5 (142)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The 7 Habits of Highly Effective People: 30th Anniversary EditionVon EverandThe 7 Habits of Highly Effective People: 30th Anniversary EditionBewertung: 4.5 von 5 Sternen4.5/5 (41)
- The Courage to Be Disliked: The Japanese Phenomenon That Shows You How to Change Your Life and Achieve Real HappinessVon EverandThe Courage to Be Disliked: The Japanese Phenomenon That Shows You How to Change Your Life and Achieve Real HappinessBewertung: 4 von 5 Sternen4/5 (392)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4.5 von 5 Sternen4.5/5 (20011)
- It Starts with Self-Compassion: A Practical Road MapVon EverandIt Starts with Self-Compassion: A Practical Road MapBewertung: 4.5 von 5 Sternen4.5/5 (188)