Das könnte Ihnen auch gefallen
- Tax ConsiderationsDokument8 SeitenTax Considerationspkgarg_iitkgpNoch keine Bewertungen
- 1103 SqFt 2Bed 2Bath Condo in Canterbury Green, SurreyDokument1 Seite1103 SqFt 2Bed 2Bath Condo in Canterbury Green, Surreypkgarg_iitkgpNoch keine Bewertungen
- RQ From SH KoshaDokument3 SeitenRQ From SH Koshapkgarg_iitkgpNoch keine Bewertungen
- 2006 Physics 1112Dokument86 Seiten2006 Physics 1112KhalidHusseinNoch keine Bewertungen
- Vectors NotesDokument7 SeitenVectors Notespkgarg_iitkgpNoch keine Bewertungen
- Microbiology FBDokument4 SeitenMicrobiology FBpkgarg_iitkgpNoch keine Bewertungen
- Parent Pack What Is An Ib EducationDokument1 SeiteParent Pack What Is An Ib Educationpkgarg_iitkgpNoch keine Bewertungen
- Dental AbcessDokument4 SeitenDental Abcesspkgarg_iitkgpNoch keine Bewertungen
- Eligible DependantsDokument4 SeitenEligible Dependantspkgarg_iitkgpNoch keine Bewertungen
- Function of An Indirect Retainer Is To PreventDokument5 SeitenFunction of An Indirect Retainer Is To Preventpkgarg_iitkgpNoch keine Bewertungen
- 4 SharedDokument11 Seiten4 Sharedpkgarg_iitkgpNoch keine Bewertungen
- Math 10 To 12Dokument114 SeitenMath 10 To 12pkgarg_iitkgpNoch keine Bewertungen
- Guita Practice 1Dokument1 SeiteGuita Practice 1pkgarg_iitkgpNoch keine Bewertungen
- LP257Dokument42 SeitenLP257pkgarg_iitkgpNoch keine Bewertungen
- Practice Mcat 3: Ken Evans, MSC, MD Charlene Bramwell, MedDokument47 SeitenPractice Mcat 3: Ken Evans, MSC, MD Charlene Bramwell, MedNaomi RyuNoch keine Bewertungen
- Constrained Motion Question Bank-02Dokument51 SeitenConstrained Motion Question Bank-02MOHAMMED ASIF86% (7)
- LP471Dokument24 SeitenLP471pkgarg_iitkgpNoch keine Bewertungen
- Ip LP1166Dokument4 SeitenIp LP1166pkgarg_iitkgpNoch keine Bewertungen
- ZZ - Electricity & MagnetismDokument137 SeitenZZ - Electricity & Magnetismvenkyrocker777750% (4)
- Guita Practice 3Dokument1 SeiteGuita Practice 3pkgarg_iitkgpNoch keine Bewertungen
- IXL - British Columbia Grade 7 Math CurriculumDokument6 SeitenIXL - British Columbia Grade 7 Math Curriculumpkgarg_iitkgpNoch keine Bewertungen
- Type of InsuranceDokument46 SeitenType of Insurancepkgarg_iitkgpNoch keine Bewertungen
- IXL - British Columbia Grade 6 Math CurriculumDokument6 SeitenIXL - British Columbia Grade 6 Math Curriculumpkgarg_iitkgpNoch keine Bewertungen
- RRSP MortgagesDokument6 SeitenRRSP Mortgagespkgarg_iitkgpNoch keine Bewertungen
- Simple Interest Loan CalculatorDokument20 SeitenSimple Interest Loan Calculatorpkgarg_iitkgpNoch keine Bewertungen
- Read MeDokument34 SeitenRead Mespiderman86Noch keine Bewertungen
- Math Course Outlines 2015-16Dokument8 SeitenMath Course Outlines 2015-16pkgarg_iitkgpNoch keine Bewertungen
- Parabola VideosDokument1 SeiteParabola Videospkgarg_iitkgpNoch keine Bewertungen
- Invest Chapter 4Dokument10 SeitenInvest Chapter 4pkgarg_iitkgpNoch keine Bewertungen
- Shifting Functions Left and Right by Adding or Subtracting Inside the ArgumentDokument1 SeiteShifting Functions Left and Right by Adding or Subtracting Inside the Argumentpkgarg_iitkgpNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- D2073 Total Primary Secondary and Tertiary Amine Values ofDokument3 SeitenD2073 Total Primary Secondary and Tertiary Amine Values ofRAZA MEHDINoch keine Bewertungen
- Elex ReviewerDokument3 SeitenElex ReviewerJhomel EberoNoch keine Bewertungen
- p2 Energy Transfer by Heating Mark SchemeDokument15 Seitenp2 Energy Transfer by Heating Mark SchemeKimberly OburuNoch keine Bewertungen
- Sand Casting Over View and Defect AnalysisDokument29 SeitenSand Casting Over View and Defect AnalysisNindya HauraNoch keine Bewertungen
- Volume-I Part II SpecificationDokument118 SeitenVolume-I Part II SpecificationHiren DesaiNoch keine Bewertungen
- Bearing Capacity of Square Footing On Reinforced Pond AshDokument6 SeitenBearing Capacity of Square Footing On Reinforced Pond AshHUGINoch keine Bewertungen
- ChemicalDokument1 SeiteChemicalTimothy John IgnacioNoch keine Bewertungen
- CH 2 - Properties of MixturesDokument47 SeitenCH 2 - Properties of MixturesQuezza Phola S PatulinNoch keine Bewertungen
- Partial cement replacement with rice husk ashDokument12 SeitenPartial cement replacement with rice husk ashGbenge JoshuaNoch keine Bewertungen
- Phd. ProposalDokument2 SeitenPhd. ProposalDr-naser MahmoudNoch keine Bewertungen
- D2879-Standard Test Method For Vapor Pressure-Temperature Relationship and Initial Decomposition Temperature of Liquids by IsoteniscopeDokument6 SeitenD2879-Standard Test Method For Vapor Pressure-Temperature Relationship and Initial Decomposition Temperature of Liquids by IsoteniscoperezaNoch keine Bewertungen
- IS STD - IS 16714 - 2018 - GGBSDokument11 SeitenIS STD - IS 16714 - 2018 - GGBSSoumyakanti S. Samanta (Pgdm 09-11, Batch II)0% (1)
- Metallurgy - Chapter (5) - Steels and Cast IronsDokument79 SeitenMetallurgy - Chapter (5) - Steels and Cast IronsKarim Mamdouh100% (1)
- Waste Segregation & Disposal Management ProgramDokument17 SeitenWaste Segregation & Disposal Management ProgramHecate TNNoch keine Bewertungen
- Solubility and Solubilization: Mahendrasingh Ajitsingh Chavan M.Pharm I ST Year (Pharmaceutics) S.P.C.P. NagpurDokument33 SeitenSolubility and Solubilization: Mahendrasingh Ajitsingh Chavan M.Pharm I ST Year (Pharmaceutics) S.P.C.P. NagpurBolli SandeepNoch keine Bewertungen
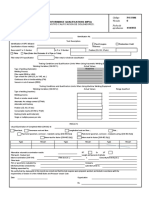
- FO 3310d Welding Performance Qualifications (WPQ) : Registro Calificacion de SoldadoresDokument4 SeitenFO 3310d Welding Performance Qualifications (WPQ) : Registro Calificacion de SoldadoresRodolfoNoch keine Bewertungen
- Microstructure Characterization and Quantitative Analysis of Copper Alloy Matrix Composites Reinforced With Wc-Xni Powders Prepared by Spontaneous InfiltrationDokument9 SeitenMicrostructure Characterization and Quantitative Analysis of Copper Alloy Matrix Composites Reinforced With Wc-Xni Powders Prepared by Spontaneous Infiltrationnorthpole_plNoch keine Bewertungen
- Introduction To Chemical ReactionsDokument35 SeitenIntroduction To Chemical ReactionsHema lathaNoch keine Bewertungen
- A Presentation On Electrochemical MicromachiningDokument68 SeitenA Presentation On Electrochemical MicromachiningVyom SharmaNoch keine Bewertungen
- Design of Reinforced Gabion Wall: Example of Retaining Wall For "Vidikovac" Rest Area On The Island of BracDokument10 SeitenDesign of Reinforced Gabion Wall: Example of Retaining Wall For "Vidikovac" Rest Area On The Island of BracStefan NaricNoch keine Bewertungen
- Packed Beds Safety IssuesDokument4 SeitenPacked Beds Safety IssuesrmaganNoch keine Bewertungen
- How To Build A Catalytic Test Reactor: Raoul Naumann D'alnoncourtDokument55 SeitenHow To Build A Catalytic Test Reactor: Raoul Naumann D'alnoncourtFrançois LeroyNoch keine Bewertungen
- Dilapidation ReportDokument19 SeitenDilapidation ReportZaxx Slurpp100% (1)
- Exceptional Electronic Configuration Atomic StructureDokument1 SeiteExceptional Electronic Configuration Atomic StructurenischayNoch keine Bewertungen
- Rim Design CompositeDokument28 SeitenRim Design Compositepramo_dassNoch keine Bewertungen
- CATALOGO FGS Internet-Katalog-EngDokument106 SeitenCATALOGO FGS Internet-Katalog-Engjunico76Noch keine Bewertungen
- MSE315 Fall-2022 2Dokument31 SeitenMSE315 Fall-2022 2gencozo31Noch keine Bewertungen
- Welding Journal 1959 8Dokument142 SeitenWelding Journal 1959 8AlexeyNoch keine Bewertungen
- 440 3R-12Table1 3Dokument1 Seite440 3R-12Table1 316562306Noch keine Bewertungen
- Tankguard StorageDokument5 SeitenTankguard StorageBiju_PottayilNoch keine Bewertungen