Das könnte Ihnen auch gefallen
- Sustainable Innovations in Textile Chemical ProcessesVon EverandSustainable Innovations in Textile Chemical ProcessesNoch keine Bewertungen
- Wet Processing Engineering - WikipediaDokument51 SeitenWet Processing Engineering - WikipediaFahad AliNoch keine Bewertungen
- The Dyeing of Cotton Fabrics: A Practical Handbook for the Dyer and StudentVon EverandThe Dyeing of Cotton Fabrics: A Practical Handbook for the Dyer and StudentNoch keine Bewertungen
- Textile Dyeing and Printing: AssignmentDokument8 SeitenTextile Dyeing and Printing: AssignmentshailajaNoch keine Bewertungen
- Preperatory ProcessesDokument47 SeitenPreperatory Processesashpika100% (1)
- Assignment ON: Eco-Textiles Chemical Processing of Textile MaterialsDokument10 SeitenAssignment ON: Eco-Textiles Chemical Processing of Textile Materialsila03Noch keine Bewertungen
- Bio PreparationDokument18 SeitenBio PreparationJorge Salgado SalgadoNoch keine Bewertungen
- Eco Friendly Garment Finishes The Need of Hour For FashionDokument12 SeitenEco Friendly Garment Finishes The Need of Hour For FashionAntotexNoch keine Bewertungen
- Textile Chemical Processing For The FibersDokument2 SeitenTextile Chemical Processing For The FibersFatima AminNoch keine Bewertungen
- Textile DyesDokument5 SeitenTextile Dyesapi-27596299Noch keine Bewertungen
- Reuse of Water in Cotton PretreatmentDokument43 SeitenReuse of Water in Cotton PretreatmentMandal Souvik100% (1)
- Bio PolishingDokument11 SeitenBio PolishingSara Raquel AlmeidaNoch keine Bewertungen
- Textiles ProcessingDokument38 SeitenTextiles Processingوائل مصطفىNoch keine Bewertungen
- Denim Garment ProcessingDokument12 SeitenDenim Garment ProcessingSyed Adnan NaqviNoch keine Bewertungen
- Textile Design XII PDFDokument91 SeitenTextile Design XII PDFJoan OziaasNoch keine Bewertungen
- Finishing (Textiles) : OriginalDokument11 SeitenFinishing (Textiles) : OriginalChandru TG100% (1)
- Use of Enzymes in Textile Wet ProcessingDokument6 SeitenUse of Enzymes in Textile Wet ProcessingMohammed Atiqul Hoque ChowdhuryNoch keine Bewertungen
- Afroze Textile POMDokument33 SeitenAfroze Textile POMShakeb IbrahimNoch keine Bewertungen
- Trends in Bio-Processing of Textiles: A Review: Advanced Technologies 3 (2) (2014) 135-138Dokument4 SeitenTrends in Bio-Processing of Textiles: A Review: Advanced Technologies 3 (2) (2014) 135-138AldinaNoch keine Bewertungen
- FinishingDokument7 SeitenFinishingmirmoinulNoch keine Bewertungen
- Pollution in TanneriesDokument10 SeitenPollution in TanneriesMathan FlufyNoch keine Bewertungen
- Wash and Wear FinalDokument10 SeitenWash and Wear Finaltheriteshtiwari50% (2)
- Textile Finishing Processes: Basic Methods and ProcessesDokument2 SeitenTextile Finishing Processes: Basic Methods and ProcessesGouri KumbarNoch keine Bewertungen
- Wastewater Treatment H T NDokument51 SeitenWastewater Treatment H T Namir loloNoch keine Bewertungen
- TCP Part IDokument100 SeitenTCP Part IKamini PatilNoch keine Bewertungen
- 4.3 SingeingDokument18 Seiten4.3 SingeingManoja SamarasingheNoch keine Bewertungen
- Textile Manufacturing Process Textile Manufacturing Process Is Done Some Regular ProcessesDokument5 SeitenTextile Manufacturing Process Textile Manufacturing Process Is Done Some Regular Processesananthakumar100% (1)
- FINISHINGDokument32 SeitenFINISHINGdyuti singhNoch keine Bewertungen
- Denim Finishing With EnzymesDokument3 SeitenDenim Finishing With Enzymesapi-26494555Noch keine Bewertungen
- Textile Engineering Department: A Lecture Note ON Introduction To Wet ProcessingDokument21 SeitenTextile Engineering Department: A Lecture Note ON Introduction To Wet ProcessingAbel TayeNoch keine Bewertungen
- Mercerizing Cellulosic Fibres & Its EffectsDokument5 SeitenMercerizing Cellulosic Fibres & Its EffectsMohammed Atiqul Hoque ChowdhuryNoch keine Bewertungen
- Eco Friendly Denim ProcessingDokument8 SeitenEco Friendly Denim ProcessingMajid_Latif_721850% (2)
- Project Report 1 Merged CompressedDokument39 SeitenProject Report 1 Merged CompressedAnmol AgrawalNoch keine Bewertungen
- De SizingDokument3 SeitenDe SizingMd Abu Shalea 125Noch keine Bewertungen
- ENZYMEDokument5 SeitenENZYMEEhsaas RifatNoch keine Bewertungen
- tc3 150925142656 Lva1 App6891Dokument97 Seitentc3 150925142656 Lva1 App6891PramothThangarajuNoch keine Bewertungen
- Desizing 140503101043 Phpapp01Dokument43 SeitenDesizing 140503101043 Phpapp01satexNoch keine Bewertungen
- An Eco-Friendly Alternate Method of Stone-Washing of Indigo-Dyed Denim Jeans-GarmentsDokument12 SeitenAn Eco-Friendly Alternate Method of Stone-Washing of Indigo-Dyed Denim Jeans-GarmentsSamuel VanoostenNoch keine Bewertungen
- Enzymes: Application of Enzymes in Leather ProcessingDokument11 SeitenEnzymes: Application of Enzymes in Leather ProcessingbalachandarNoch keine Bewertungen
- Processes Involved in Textile Industry ADokument4 SeitenProcesses Involved in Textile Industry APorkkodi SugumaranNoch keine Bewertungen
- TCP - IDokument35 SeitenTCP - IPrashant GauravNoch keine Bewertungen
- Textile Industry Effluent Treatment TechniquesDokument14 SeitenTextile Industry Effluent Treatment TechniquesKashaf TehreemNoch keine Bewertungen
- Introduction To Wet Processing-Dyeing Printing LectureDokument31 SeitenIntroduction To Wet Processing-Dyeing Printing LectureProf Dr Md Saifur Rahman50% (2)
- Textile Wet ProcessingDokument6 SeitenTextile Wet ProcessingMuhammad JafarNoch keine Bewertungen
- Introduction To Chemical Processing: Pre-Treatments: Natural ImpuritiesDokument17 SeitenIntroduction To Chemical Processing: Pre-Treatments: Natural ImpuritiesShah SulamanNoch keine Bewertungen
- WW Treatment Ruaa Amall ZaynebDokument69 SeitenWW Treatment Ruaa Amall Zaynebamir loloNoch keine Bewertungen
- Dyeing of Textile Material NotesDokument41 SeitenDyeing of Textile Material NotesMd Abu Shalea 125Noch keine Bewertungen
- Textile Pre Treatment Right First TimeDokument53 SeitenTextile Pre Treatment Right First Timewsarakarn100% (1)
- Enzymes in Textile Industry An: Environment-Friendly ApproachDokument4 SeitenEnzymes in Textile Industry An: Environment-Friendly ApproachNagender SinghNoch keine Bewertungen
- Theory TreatmentDokument4 SeitenTheory Treatmentমহিবুর রহমানNoch keine Bewertungen
- DesizingDokument40 SeitenDesizingaqsa imranNoch keine Bewertungen
- AssignDokument10 SeitenAssignAsjad UllahNoch keine Bewertungen
- Textile Fabric FinishingDokument2 SeitenTextile Fabric FinishingMohammed Atiqul Hoque ChowdhuryNoch keine Bewertungen
- Pretreatment and Finishing of TextilesDokument50 SeitenPretreatment and Finishing of Textilesalefe gebrieNoch keine Bewertungen
- Lyocell - One Fiber, Many Faces: HYG-5572-99 Joyce Ann Smith, PH.DDokument29 SeitenLyocell - One Fiber, Many Faces: HYG-5572-99 Joyce Ann Smith, PH.DAbhi SheikhNoch keine Bewertungen
- 03 - Wet Processing TechnologyDokument36 Seiten03 - Wet Processing TechnologyVinalee SeneviratneNoch keine Bewertungen
- Absorbent Sponge Sheets From Pure Cellulose: Calvin Woodings CWC LTDDokument34 SeitenAbsorbent Sponge Sheets From Pure Cellulose: Calvin Woodings CWC LTDKarthikNoch keine Bewertungen
- Green Textile Processing PDFDokument11 SeitenGreen Textile Processing PDFGizele RaoNoch keine Bewertungen
- Modal Rayon Lyocell Rayon: Cuproamonium Rayon Acetate RayonDokument18 SeitenModal Rayon Lyocell Rayon: Cuproamonium Rayon Acetate RayonHrs Shihab100% (1)
- Care and Renovation of TextilesDokument10 SeitenCare and Renovation of TextilesMukes Rajak100% (3)
- Our Mission:: Central America CountriesDokument3 SeitenOur Mission:: Central America CountriesVikas KumarNoch keine Bewertungen
- M V ActDokument1 SeiteM V ActVikas KumarNoch keine Bewertungen
- HBL FormDokument2 SeitenHBL FormVikas KumarNoch keine Bewertungen
- IT Use in High CourtDokument32 SeitenIT Use in High CourtVikas KumarNoch keine Bewertungen
- Interim OrderDokument2 SeitenInterim OrderVikas Kumar100% (1)
- Written by Lspdelhi Wednesday, 23 January 2013 08:42Dokument6 SeitenWritten by Lspdelhi Wednesday, 23 January 2013 08:42Vikas KumarNoch keine Bewertungen
- 2013Dokument2 Seiten2013Vikas KumarNoch keine Bewertungen
- Bihar LawsDokument35 SeitenBihar LawsVikas Kumar0% (1)
- United States Patent: (45) Date of Patent: Sep - 8, 2020Dokument14 SeitenUnited States Patent: (45) Date of Patent: Sep - 8, 2020M FNoch keine Bewertungen
- Test 6Dokument3 SeitenTest 6Андрій МедвідьNoch keine Bewertungen
- Miriti M.D Masters of Clinical Medicine Accidents and Emergency Peadiatrics Emergencies Ii Facilitators: DR Mburugu DR SimbaDokument32 SeitenMiriti M.D Masters of Clinical Medicine Accidents and Emergency Peadiatrics Emergencies Ii Facilitators: DR Mburugu DR SimbaDennis MiritiNoch keine Bewertungen
- LUMBERPUNCTURDokument14 SeitenLUMBERPUNCTURRahul VasavaNoch keine Bewertungen
- PEDOSPHEREDokument32 SeitenPEDOSPHEREKENT YNoch keine Bewertungen
- Optimal Capital StructureDokument4 SeitenOptimal Capital StructurevinyspNoch keine Bewertungen
- Assessment A - Project Tasks (1) CompletedDokument5 SeitenAssessment A - Project Tasks (1) Completednazifa zahid100% (2)
- Young Children's Use of Digital Media and The Corresponding Parental MediationDokument15 SeitenYoung Children's Use of Digital Media and The Corresponding Parental MediationFernan EnadNoch keine Bewertungen
- Pharmacist Workup of Drug Therapy in Pharmaceutical Care: Problem Oriented Pharmacist RecordDokument20 SeitenPharmacist Workup of Drug Therapy in Pharmaceutical Care: Problem Oriented Pharmacist RecordNurwahidah Moh WahiNoch keine Bewertungen
- PPLS Seri A Februari 2020 PDFDokument33 SeitenPPLS Seri A Februari 2020 PDFhedriansyah edNoch keine Bewertungen
- Common Rail System (CRS) SERVICE MANUAL: Operation: YD2K3 EngineDokument44 SeitenCommon Rail System (CRS) SERVICE MANUAL: Operation: YD2K3 EngineAntony ColonnaNoch keine Bewertungen
- Inspection and Repair: Inspection of Totally Enclosed Lift Bags 1.0Dokument8 SeitenInspection and Repair: Inspection of Totally Enclosed Lift Bags 1.0Ali KuliNoch keine Bewertungen
- WinesDokument15 SeitenWinesRose ann rodriguezNoch keine Bewertungen
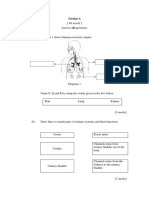
- Section A: Jawab Semua SoalanDokument3 SeitenSection A: Jawab Semua SoalanAzreen IzetNoch keine Bewertungen
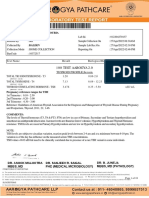
- 100 Test Aarogya 2.0:: Mrs - Nisha KatouriaDokument18 Seiten100 Test Aarogya 2.0:: Mrs - Nisha KatouriaNisha KathuriaNoch keine Bewertungen
- Final Revised Manuscript of ResearchDokument35 SeitenFinal Revised Manuscript of ResearchKay Laguna100% (1)
- National Conservation Strategy1Dokument8 SeitenNational Conservation Strategy1haroonrafiq94Noch keine Bewertungen
- Traffic Laws Rules and Regulations and Other Related Statutes.Dokument23 SeitenTraffic Laws Rules and Regulations and Other Related Statutes.Leo AnchetaNoch keine Bewertungen
- Á641Ñ Completeness of Solution: 310 Á631ñ Color and Achromicity / Physical Tests USP 37Dokument2 SeitenÁ641Ñ Completeness of Solution: 310 Á631ñ Color and Achromicity / Physical Tests USP 37David SRNoch keine Bewertungen
- Heat PresentationDokument60 SeitenHeat PresentationashokNoch keine Bewertungen
- Initiatives For Field StaffDokument1 SeiteInitiatives For Field Staffkalpesh thakerNoch keine Bewertungen
- Lesson 30 PDFDokument5 SeitenLesson 30 PDFLaura B.Noch keine Bewertungen
- Leica LS10 LS15 User ManualDokument106 SeitenLeica LS10 LS15 User Manualabdelghafour adjNoch keine Bewertungen
- GLOBAL MIN-MET - EMS-L2-004 r00 Procedure On Compliance ObligationDokument3 SeitenGLOBAL MIN-MET - EMS-L2-004 r00 Procedure On Compliance Obligationjalefaye abapoNoch keine Bewertungen
- Article 2194Dokument9 SeitenArticle 2194anhiramdhani100% (1)
- Mind Body Relationship in PsychotherapyDokument8 SeitenMind Body Relationship in Psychotherapymoyosore100% (1)
- Fighting Pneumonia in UgandaDokument8 SeitenFighting Pneumonia in UgandaSuman SowrabhNoch keine Bewertungen
- 2022 CA Security Assessment and Authorization StandardDokument25 Seiten2022 CA Security Assessment and Authorization StandardDonaldNoch keine Bewertungen
- Priorities in Critical Care Nursing 7th Edition Urden Test BankDokument35 SeitenPriorities in Critical Care Nursing 7th Edition Urden Test Banklief.tanrec.culjd100% (26)
- CWMP-00 Construction Waste Management PlanDokument23 SeitenCWMP-00 Construction Waste Management PlanMohammad Imtiaz AliNoch keine Bewertungen
- Process Plant Equipment: Operation, Control, and ReliabilityVon EverandProcess Plant Equipment: Operation, Control, and ReliabilityBewertung: 5 von 5 Sternen5/5 (1)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesVon EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNoch keine Bewertungen
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksVon EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksBewertung: 5 von 5 Sternen5/5 (1)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyVon EverandSodium Bicarbonate: Nature's Unique First Aid RemedyBewertung: 5 von 5 Sternen5/5 (21)
- Piping Engineering Leadership for Process Plant ProjectsVon EverandPiping Engineering Leadership for Process Plant ProjectsBewertung: 5 von 5 Sternen5/5 (1)
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesVon EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesBewertung: 1 von 5 Sternen1/5 (2)
- The Perfumed Pages of History: A Textbook on Fragrance CreationVon EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationBewertung: 4 von 5 Sternen4/5 (1)
- An Applied Guide to Water and Effluent Treatment Plant DesignVon EverandAn Applied Guide to Water and Effluent Treatment Plant DesignBewertung: 5 von 5 Sternen5/5 (4)
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersVon EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNoch keine Bewertungen
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlVon EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlBewertung: 4 von 5 Sternen4/5 (4)
- A New Approach to HAZOP of Complex Chemical ProcessesVon EverandA New Approach to HAZOP of Complex Chemical ProcessesNoch keine Bewertungen
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersVon EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Guidelines for Chemical Process Quantitative Risk AnalysisVon EverandGuidelines for Chemical Process Quantitative Risk AnalysisBewertung: 5 von 5 Sternen5/5 (1)
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesVon EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesBewertung: 5 von 5 Sternen5/5 (1)
- Biochemical and Photosynthetic Aspects of Energy ProductionVon EverandBiochemical and Photosynthetic Aspects of Energy ProductionAnthony San PietroNoch keine Bewertungen
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionVon EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionNoch keine Bewertungen
- Guidelines for the Management of Change for Process SafetyVon EverandGuidelines for the Management of Change for Process SafetyNoch keine Bewertungen
- Fun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksVon EverandFun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksNoch keine Bewertungen