Beruflich Dokumente
Kultur Dokumente
Tesis Enoe2
Hochgeladen von
Mariana Esquivel0 Bewertungen0% fanden dieses Dokument nützlich (0 Abstimmungen)
22 Ansichten85 SeitenOriginaltitel
tesis enoe2
Copyright
© © All Rights Reserved
Verfügbare Formate
PDF, TXT oder online auf Scribd lesen
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
© All Rights Reserved
Verfügbare Formate
Als PDF, TXT herunterladen oder online auf Scribd lesen
0 Bewertungen0% fanden dieses Dokument nützlich (0 Abstimmungen)
22 Ansichten85 SeitenTesis Enoe2
Hochgeladen von
Mariana EsquivelCopyright:
© All Rights Reserved
Verfügbare Formate
Als PDF, TXT herunterladen oder online auf Scribd lesen
Sie sind auf Seite 1von 85
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
AUTOMATIZACIN DE UN PROCESO
QUMICO BATCH PARA LA PRODUCCIN DE
POLIOLES
T E S I S
QUE PARA OBTENER EL TTULO DE
INGENIERO EN ROBTICA INDUSTRIAL
PRESENTA: ENOE RODRGUEZ ESTRADA
ASESORES:
M. EN C. NIDIA IVETTE MALFAVON RAMOS
ING JOS JAVIER HERNNDEZ MOSQUEDA
MXICO, DF 2013
DEDICATORIAS
A mis padres:
Lidia Estrada Castelan (q.p.d.)
Abelardo Rodrguez Montoro
Quienes me infundieron la tica y el rigor que guan mi transitar por la vida.
A mi esposa e hijos:
Karen Barrios Garca
Itzel Rodrguez Barrios
Josu Rodrguez Barrios
Por su comprensin durante los aos de trabajo y sacrificio de su tiempo.
AGRADECIMIENTOS
Al INSTITUTO POLITECNICO NACIONAL Por brindar conocimientos y apoyo
a los Mexicanos para superarse profesionalmente en los diferentes mbitos
acadmicos.
A mis asesores
Que colaboraron en la realizacin de la presente tesis, en la cual pulieron el
perfil del Ingeniero.
INTRODUCCIN
Hoy en da el Control de Procesos ha tomado bastante importancia en la
Automatizacin Industrial uno de los procesos de gran importancia en la industria
qumica son los procesos denominados Batch debido a que los parmetros a
controlar interactan entre s y deben mantenerse con una exactitud elevada y con
una rpida velocidad de respuesta para lograr control de los procesos en forma
segura. Siendo un aspecto de gran importancia el grado de seguridad que se
requiere en los procesos qumicos.
Las plantas qumicas deben de ser manejados en forma segura durante el
almacenamiento, transporte, reaccin qumica o cambio de estado; las fugas
inevitables de materiales peligrosos deben controlarse de tal forma que no sean
un peligro para las personas o el medio ambiente.
OBJETIVO
El objeto del presente trabajo es definir los lineamientos para el diseo e
implementacin para la realizacin de cambio de un sistema de control neumtico
a un sistema de control electrnico de un proceso batch.
Tomando como base el objetivo de la ingeniera, que es el garantizar la
conceptualizacin, diseo, instalacin y funcionamiento del sistema en conjunto
con la instrumentacin y equipo de campo.
ALCANCE
El alcance del trabajo consiste en el diseo e implementacin de un sistema de
control para la automatizacin de un reactor tipo batch de la seccin 200. Segn
las caractersticas constructivas de la planta a automatizar que nos facilita la
propiedad, as como la descripcin del proceso de fabricacin, las condiciones de
presin, temperatura, nivel y caudal deseadas en el proceso, y finalmente la
maquinaria y equipos, se desarrollan las siguientes tareas:
Para la ejecucin del proyecto se considera ya existente la ingeniera bsica y de
detalle correspondiente a los procesos a automatizar.
El alcance contempla la ingeniera conceptual para la automatizacin y control del
reactor, la ingeniera de diseo, instalacin y puesta en operacin del sistema, y
las actividades requeridas para el cableado e instalacin de instrumentos de
campo y sistema de control.
Segn las caractersticas constructivas de la planta a automatizar nos facilita la
propiedad, as como la descripcin del proceso de fabricacin, e indicacin de las
medidas de seguridad, las condiciones de presin, temperatura, nivel y caudal
deseadas en el proceso, y finalmente la maquinaria y equipos, se desarrollan las
siguientes tareas:
1. Estudio de los diferentes tipos de instrumentos a instalar, as como del
sistema de control; y eleccin de la mejor opcin para cada caso,
ajustndose a las estndares de la empresa propietaria.
2. Instalacin en campo de todos los instrumentos necesarios para
automatizar el proceso, tales como: actuadores (vlvulas), sensores (de
caudal, presin, temperatura, nivel) y puestas a tierra.
3. Cableado desde los instrumentos y Cuarto de control de motores CCM a
cajas de campo y de estas a cuarto de control central. El cableado se
transportar por charola.
4. Instalacin del Controlador Lgico Programable (PLC) el cual est
formado por la Unidad Central de Proceso (CPU), mdulos de entradas y
salidas digitales (DI/DO), mdulos de entradas y salidas analgicas (AI/AO),
y mdulos para el bus de comunicacin (DP). El PLC se instalar en el
cuarto de control.
5. Realizacin de la programacin del PLC con el software adecuado.
6. Fase de pruebas y puesta en marcha de la instalacin.
NDICE GENERAL
PAGINA
PORTADA
DEDICATORIAS Y AGRADECIMIENTOS
INTRODUCCIN
OBJETIVO
ALCANCE
CAPTULO 1 ANTECEDENTES
1.1 Actualizacin de un reactor utilizado en la produccin de
polioles.
1
1.1.1 Procesos Batch. 1
1.2 Reconocimiento de las partes de planta. 3
1.3 Equipos Existentes. 3
1.4 Criterios bsicos para realizar un control de procesos
tipo Batch.
7
1.5 Estrategias de control. 9
1.5.1 Lazo de control de un proceso. 9
1.5.2 Elementos de control. 10
1.5.3 Lazo abierto y lazo cerrado. 11
CAPTULO 2 ANLISIS DE LA PROBLEMTICA
2.1 Seguridad requerida en el proceso. 14
2.2 Diseo de un proceso qumico seguro. 14
2.2.1 Medidas preventivas. 18
2.2.2 Tiempo de seguridad. 21
2.2.3 Medidas de proteccin. 21
2.2.4 Procesos discontinuos. 21
2.2.5 Instrumentacin y control. 22
2.3 Ventajas obtenidas con el cambio de instrumentacin
neumtica Vs electrnica.
23
CAPTULO 3 APLICACIN DE LA INGENIERA
3.1 Alcance de la ingeniera requerida para un proyecto de
automatizacin.
24
3.2 Consideraciones. 25
3.3 Implicaciones del sistema de control. 26
3.4 Smbolos de instrumentacin. 28
3.5 Identificacin funcional. 32
3.6 Identificacin del lazo. 33
3.7 Nomenclatura de los instrumentos. 34
3.8 Smbolos de lneas. 37
3.9 Smbolos de vlvulas y actuadores. 39
3.10 Lectura de un Lazo Simple. 40
3.11 Diagramas de lazos de instrumentacin. 41
3.12 Secciones de rea de proceso de campo. 44
3.13 Descripcin de las cajas de conexin y su identificacin. 46
3.14 Identificacin e Interpretacin del smbolo de accin de
control.
47
3.15 Tendido y Conexionado de los Cables. 48
3.16 Lazos Electrnicos, Interpretacin de los lazos
electrnicos por medio de los smbolos de
instrumentacin.
48
3.2 Requisitos de Diseo. 49
3.2.1 Vlvulas. 50
3.2.2 Vlvulas segn su Funcin Vlvulas de Control. 50
3.2.3 Vlvulas de Todo/Nada. 53
3.3 Sensores. 54
3.3.1 Medicin de Presin. 54
3.3.2 Medicin de Nivel. 54
3.3.3 Medicin de Caudal. 55
3.3.4 Medicin de Temperatura. 56
3.4. PLC Hardware. 56
3.5. Software. 56
3.6. Componentes de PLC. 57
3.7. Computadoras y el control distribuido. 58
3.8. Equipo (Hardware) para el proyecto de automatizacin y
control.
68
3.9. Programacin (Software) para el proyecto de
automatizacin y control.
69
3.10 Actualizacin del sistema de control. 72
3.11 Forma de capacitacin para el proyecto de
automatizacin y control.
72
CAPTULO 4 ANLISIS DE RESULTADOS 73
4.1 El Sistema de Control Distribuido. 73
4.2 Mejoras tcnicas. 73
4.3 Mejoras econmicas. 74
CONCLUSIONES
INDICE DE FIGURAS
76
78
BIBLIOGRAFA 79
CAPITULO 1.- Antecedentes
1.1. - Actualizacin de un reactor utilizado en la produccin de polioles
El reactor a automatizar es parte de una de las diferentes plantas que se dispone
para la produccin de polioles, procesos batch. Se trata de una instalacin de los
aos 70 de construccin, y se ha decidido usar un sistema de control distribuido
para su automatizacin y a su vez el de usar un PLC de seguridad para los loops
considerados como prioritarios para la seguridad de los procesos y del personal
que labora en la planta.
1.1 .1Procesos Batch
Los procesos batch son aquellos en donde se realizan sucesivas operaciones
fsicas o qumicas dentro de un mismo reactor o tanque. Un proceso batch se
opera de acuerdo a una receta, se mezclan ingredientes dentro de un reactor
hasta obtener un producto con las caractersticas deseadas.
Los procesos batch se utilizan mayormente para los siguientes productos:
a) Productos que son producidos bajo diferentes formulaciones pero en cantidades
pequeas, como por ejemplo productos farmacuticos, perfumes, detergentes, etc.
b) Productos costosos con mercados limitados o tiempo de vida cortos, como
perfumes.
c) Productos que requieren de una larga fermentacin o tiempo de maduracin en
condiciones sin disturbios, como el vino, la cerveza, el whisky, etc.
Adems, muchos procesos qumicos se inician en un proceso tipo batch hasta que
la demanda del producto crezca y se justifique la obtencin de equipos
nicamente dedicados a la fabricacin del mismo.
Un proceso tipo batch tiene como mnimo dos formas de preparar un producto: la
receta batch y la secuencia batch. Una receta batch consiste en una lista de
parmetros como la temperatura de reaccin, las cantidades de productos
qumicos, el tiempo y la presin de reaccin y un perfil de condiciones de
operacin relacionadas con el tiempo.
1
Figura No 1
Secuencia de produccin del proceso a automatizar
La secuencia batch define todos los estados necesarios del proceso y el orden en
el cual los estados deben proseguir.
Existen tres modos bsicos de operacin de un proceso batch: manual,
semiautomtica y automtica.
En el modo manual, la secuencia es dada por el operador a travs de comandos o
manipulando equipos desde una consola de operacin, presionando botones de
arranque o parada para las diversas operaciones.
En el modo semiautomtico, cada secuencia es iniciada por el operador de modo
separado, pero luego el proceso contina de forma automtica siguiendo varios
pasos, haciendo uso de controladores como por ejemplo los Controladores de
Lgica Programable - PLC.
En el modo automtico, cada una de las secuencias es inicializada, o se puede
repetir sin intervencin del operador, todo depender de los parmetros, es decir
de la receta programada al inicio del proceso.
La ventaja principal de un proceso tipo batch es que el mismo equipo puede ser
usado para producir diferentes productos sucesivamente una vez que el recipiente
sea limpiado para la siguiente receta. La desventaja es que no se puede producir
en grandes cantidades por limitaciones de espacio y que es necesaria la limpieza
frecuente de los equipos para la preparacin del siguiente producto.
Una de las premisas de las industrias qumicas en procesos batch es el asegurar
que las plantas cumplan con los ms altos estndares de seguridad en los
procesos como en seguridad ocupacional siendo una directriz para todos los
proyectos de inversin de capital.
2
1.2 Reconocimiento de las partes de planta
Se realiza un reconocimiento de los distintas partes de la planta
Parque de tanques de materia prima
Estos tanques adicionan sobre los reactores donde se producen las reacciones
qumicas que dan lugar al producto acabado.
Sala de produccin: En esta sala, que se encuentra bajo techo, encontramos los
reactores que intervienen en nuestros procesos. En estos equipos dan lugar las
reacciones qumicas que determinan el producto final.
Parque de tanques de producto acabado: estos son los depsitos donde se
almacenan el producto resultante, y suministran materia a la descarga a los
camiones cisterna.
CCM Cuarto de control de motores: En estos cuartos se lleva a cabo la
alimentacin de los diferentes motores que se encuentran en la planta. Esta tarea
se lleva a cabo en subestaciones las cuales se encuentran divididas en cajones,
cada uno de los cuales alimentan a un motor, con sus correspondientes
protecciones de cortocircuito y sobrecarga.
Las rdenes de marcha (que provienen de la sala de conexiones) y las
confirmaciones de marcha se reciben o envan a travs del PLC o control
distribuido.
Sala de Conexiones: sta es la sala donde se encuentra instalado el bastidor
para el PLC o control distribuido. A esta sala llegan los multicables procedentes de
las cajas de campo, donde se interconectan con las tarjetas de interconexin. A
su vez, los diferentes mdulos del PLC se conectarn. De esta manera, se
simplifica el cableado entre elementos de campo y controlador lgico.
Sala de Control. En esta sala se encuentra instalado el sistema de visualizacin
y control del proceso. Existe una comunicacin entre esta sala y el mdulo de
comunicaciones del PLC o control distribuido. De esta manera desde sala de
control se puede visualizar las diferentes variables del proceso y actuar sobr
vlvulas y motores.
1.3.- Equipos
Tanques de materia prima:
Estos tanques su construccin verticales, atmosfricos utilizando como iniciador
glicerina tanque de 20 metros cbicos y/o presurizados para el manejo de xido
de propileno en esfera con una capacidad de 903,873 metros cbicos que es la
materia prima usada para la fabricacin de polioles segn requerimientos.
3
Teniendo en la parte superior e inferior de cada uno de estos tanques hay una
vlvula automtica o pistn, mediante la cual se efecta el llenado y vaciado de los
mismos.
Figura No 2 Esfera de almacenamiento de xidos
4
Reactores
Estn construidos en acero inoxidable, los cuales posen varias tomas superiores e
inferiores en las que encontramos instrumentacin de control. Como se muestra
en la figura No 3:
Figura No 3 Reactor tipo Batch
Los tanques de materia prima adicionan al reactor con toma separada y/o sobre
lneas comunes, haca tomas colocadas en la parte superior del reactor. Por las
presiones que se efectan dentro del tanque las conexiones en su mayora son
bridadas
En la parte inferior encontramos la brida de salida que es donde se descarga la
pre mezcla resultante de la reaccin. En estos reactores se produce unas
reacciones exotrmicas, las cuales liberan calor y hay que suministrar enfriamiento
para controlarlas.
5
Estos reactores cuentan con serpentines internos y/o chaquetas externas para
poder realizar el control de temperatura dentro del reactor. En los cuales se circula
agua fra y/o caliente segn se requiera, con el objetivo de mantener una
temperatura constante.
Los reactores cuentan con un agitador de proceso; se trata de un motor elctrico
que va a un reductor de velocidad el cual esta acoplado en cabeza del reactor a
una flecha la cual mueve una serie de aspas que en conjunto con bafles
colocados en el interior hacen homognea la mezcla mejorando la reaccin.
Figura No 4 Arreglo de agitador
6
1.4 Criterios bsicos para realizar un control de procesos tipo Batch
El control automtico es el mantenimiento de un valor deseado dentro de una
cantidad o condicin, midiendo el valor existente, comparndolo con el valor
deseado, y utilizando la diferencia para proceder a reducirla. En consecuencia, el
control automtico exige un lazo cerrado de accin y reaccin que funcione sin
intervencin humana.
Un proceso requiere de un nmero de eventos para tomar lugar en una secuencia
en particular de la manera ms eficiente y econmica.
Estos eventos sern eficientes slo si los resultados de un evento precedente son
siempre predecibles y repetitivos, de tal modo debe requerirse de un mnimo
esfuerzo para pasar al siguiente paso de una manera ptima.
En un proceso ideal, todas las entradas son constantes en calidad (por ejemplo,
composicin, temperatura y presin) y en cantidad. Cada paso del proceso tiene
parmetros fijos y constantes, como porcentaje de calentamiento, caractersticas
de fluido constante, etc. El proceso funciona correctamente y produce siempre
productos de calidad. En la realidad los procesos nunca son ideales y nunca
funcionan en un estado constante durante largos perodos de tiempo. Existe toda
clase de perturbaciones en las condiciones de operacin del proceso, alimentacin
de la materia prima, proporciones de flujo, condiciones climticas, y as
sucesivamente; debido a estas variaciones dinmicas, las propiedades deseadas
del producto final varan. Las variaciones pueden ocurrir de manera brusca (por
ejemplo, cuando la materia prima de una composicin es sustituida de repente por
otra en un proceso) o de manera lenta cuando poco a poco se va reemplazando
las proporciones de la materia prima hasta quedarse con la deseada. Algunas
variaciones son dadas por la naturaleza, como por ejemplo la temperatura del
ambiente durante el da o durante el ao. Otras variaciones son instantneas y
ocurren solo por tiempos muy cortos. Las variaciones en el producto son causadas
no solo por fuerzas externas sino tambin por deterioracin de la maquinaria que
fabrica el producto como bombas, tanques, intercambiadores de calor, etc. Si un
proceso se deja que funcione por s mismo sin una supervisin y sin una
manipulacin de sus variables, puede que sea afectado de tal manera que se
deba parar la produccin lo que originara perdidas en la planta, por lo que se
debe tomar acciones preventivas.
Hoy en da los procesos industriales no son capaces de funcionar sin el uso de
sistemas automticos de control los cuales monitorean las variaciones que se
manifiestan y reaccionan cambiando los parmetros que deben controlar.
Los procesos deben ser controlados por varias razones:
1. Para eliminar o reducir el error humano mientras se opera una planta, por
consiguiente se da mayor seguridad al proceso y calidad al producto final.
7
2. Para reducir la cantidad de trabajo y los costos de mano de obra, los cuales
incrementan el costo del producto.
3. Para minimizar el consumo de energa.
4. Para mejorar la calidad del producto.
5. Para reducir el tamao de la planta y la capacidad de los almacenes.
6. Para disminuir los niveles de contaminacin en el proceso de produccin.
Los sistemas automticos de control permiten al operador liberarse de las tareas
tediosas y repetitivas de monitoreo y ajuste manual de los parmetros del proceso
y les permite tener ms tiempo para supervisar las condiciones de operacin de
las mquinas, realizar tareas de mantenimiento y trabajar en la optimizacin de las
operaciones de la planta.
El diseo de un proceso siempre se inicia asumiendo que el proceso operar bajo
condiciones balanceadas, es decir que funcionar siempre bajo las condiciones
diseadas. Un proceso se dice que se encuentra en condiciones balanceadas
cuando la suma de todos los fluidos entrantes es igual a la suma de todos los
fluidos salientes. Lo mismo se aplica para la energa entrante y saliente. Cualquier
cambio en las condiciones de una de las entradas sea de material o de energa y
que no est acompaado de una variacin apropiada a la salida, des balancear
el proceso.
Un desequilibrio del proceso se manifestar de varias maneras. De repente en el
cambio del nivel de un tanque, en la variacin de una temperatura, etc.
Algunos procesos tienen una capacidad inherente para limitar los efectos de las
variaciones externas, es decir que en caso el proceso se desequilibre, los
parmetros se configuran automticamente para regresar al mismo a un estado
balanceado. La habilidad inherente de auto balancear el proceso con certeza, es
llamada auto regulacin.
La mayora de procesos no son totalmente inmunes a las perturbaciones externas
a pesar de ser autor regulable. Incluso en los mejores diseos y en los procesos
relativamente nuevos no se puede mantener el modo de operacin deseado
indefinidamente. Es por consiguiente necesario asegurar que el balance de
materiales y de energa entre las entradas y las salidas permanezca bajo control
siempre. Un control automtico puede ser definido como un mecanismo que
monitorea los valores de las variables de un proceso y opera para mantener a esta
variable lo ms similar a la predefinida.
As. La funcin principal de un control de procesos automtico es manipular la
relacin de material o energa para mantener las variables del proceso sin
desviaciones considerables.
8
Finalmente se puede concluir, que el objetivo del sistema de control automtico de
un proceso es utilizar la variable manipulada para mantener la variable controlada
en el set point a pesar de las perturbaciones.
1.5 Estrategias de control
1.5.1 Lazo de Control de un Proceso
El elemento ms importante de cualquier sistema de control automtico es lazo de
control realimentado bsico. El concepto de la realimentacin no es nuevo, el
primer lazo de realimentacin fue usado en 1774 por James Watt para el control
de la velocidad de cualquier mquina de vapor. A pesar de conocerse el concepto
del funcionamiento, los lazos se desarrollaron lentamente hasta que los primeros
sistemas de transmisin neumtica comenzaron a volverse comunes en los aos
1940s, los aos pasados han visto un extenso estudio y desarrollo en la teora y
aplicacin de los lazos realimentados de control. En la actualidad los lazos de
control son un elemento esencial para la manufactura econmica y prospera de
virtualmente cualquier producto, desde el acero hasta los productos qumicos. A
pesar de todo, este lazo de control que es tan importante para la industria est
basado en algunos principios fcilmente entendibles y fciles.
En la Figura 0.1 se ilustra un tanque de agua caliente que recibe agua con una
temperatura variable, probablemente dependiendo de la estacin del ao o de otro
factor, la temperatura no es constante. El tanque sin embargo tiene como salida
agua caliente a una temperatura fija, la cual se mantiene constante debido al
ingreso de vapor caliente por las tuberas del tanque. La cantidad de vapor
inyectado depender de la diferencia entre la temperatura leda y el set point
ingresado al inicio del proceso. Un sensor de temperatura ubicado en el interior del
tanque permite a un controlador obtener la temperatura del tanque y ordenar la
apertura o cierre de la vlvula de vapor con la finalidad de mantener la
temperatura constante. El conjunto de elementos que contribuyen al control
automtico de la temperatura de salida es conocido como un lazo de control. La
combinacin de funciones como medicin de temperatura, transmisin de la
medicin, la comparacin entre la medicin y el set point, la decisin de la accin
correctiva para otras variables y la implementacin actual de la accin correctiva a
travs de la vlvula de control son conocidos como lazo de control
9
La Figura 02 presenta mediante un diagrama de bloques la relacin entre las
diversas seales.
1.5.2 Elementos de Control
Cada lazo de control consiste de por lo menos 4 elementos fundamentales, los
cuales trabajan juntos para controlar variables deseadas.
1. Un sensor.
2. Un elemento de transmisin.
3. Un controlador.
4. Un elemento de control final (Actuador)
10
El sensor es la unidad que detecta el cambio en el proceso realizando la
medicin. En el ejemplo anterior es el sensor de temperatura.
Un elemento de transmisin recibe la seal del sensor y la convierte en una
seal diferente la cual puede ser transmitida hacia el controlador, tambin se
conocen como circuitos acondicionadores de seal.
La seal recibida del elemento de transmisin es comparada con un valor
predeterminado (set point) dentro de un controlador, el cual a travs de funciones
programadas enva seales hacia el elemento de control final para realizar
cambios en el proceso.
El elemento de control final puede ser una unidad modulada, la cual cambiar
proporcionalmente de acuerdo a la seal recibida del controlador (seal analgica)
o tambin puede ser un elemento de dos posiciones on/off. El lazo de control
finaliza en el elemento de control final.
1.5.3 Lazo Abierto y Lazo Cerrado
Los sistemas de control se clasifican en sistemas de lazo abierto y a lazo cerrado.
La distincin la determina la accin de control, que es la que activa al sistema para
producir la salida.
Un sistema de control de lazo abierto es aquel en el cual la accin de control es
independiente de la salida.
Un sistema de control de lazo cerrado es aquel en el que la accin de control es
en cierto modo dependiente de la salida.
Los sistemas de control a lazo abierto tienen dos rasgos sobresalientes:
a) La habilidad que stos tienen para ejecutar una accin con exactitud est
determinada por su calibracin. Calibrar significa establecer o restablecer una
relacin entre la entrada y la salida con el fin de obtener del sistema la exactitud
deseada.
b) Estos sistemas no tienen el problema de la inestabilidad, que presentan los de
lazo cerrado.
Los sistemas de control de lazo cerrado se llaman comnmente sistemas de
control por realimentacin (o retroaccin).
Los sistemas de control de lazo abierto tienen rasgos sobresalientes. La habilidad
que stos tienen para ejecutar una accin con exactitud est determinada por su
calibracin. Calibrar significa establecer o restablecer una relacin entre la entrada
y la salida con el fin de obtener del sistema la exactitud deseada. Estos sistemas
no tienen el problema de la inestabilidad, que presentan los de lazo cerrado.
11
El lazo de control realimentado simple sirve para ilustrar los cuatro elementos
principales de cualquier lazo de control explicados con anterioridad. Ver Figura 03.
La medicin debe ser hecha para indicar el valor actual de la variable controlada
por el lazo. La realimentacin es la propiedad de un sistema de lazo cerrado que
permite que la salida (o cualquier otra variable controlada del sistema) sea
comparada con la entrada al sistema (o con una entrada a cualquier componente
interno del mismo con un subsistema) de manera tal que se pueda establecer una
accin de control apropiada como funcin de la diferencia entre la entrada y la
salida.
Generalmente se dice que existe realimentacin en un sistema cuando existe una
secuencia cerrada de relaciones de causa y efecto entre las variables del sistema.
Una ventaja del sistema de control de lazo cerrado es que el uso de la
retroalimentacin hace que la respuesta del sistema sea relativamente insensible
a perturbaciones externas y variaciones internas de parmetros del sistema. De
este modo, es posible utilizar componentes relativamente imprecisos y
econmicos, y lograr la exactitud de control requerida en determinada planta, cosa
que sera imposible en un control de lazo abierto
Desde el punto de vista de la estabilidad, en el sistema de control de lazo abierto,
sta es ms fcil de lograr, ya que en l, la estabilidad no constituye un problema
importante. En cambio, en los sistemas de lazo cerrado, la estabilidad s es un
problema importante, por su tendencia a sobre corregir errores que pueden
producir oscilaciones de amplitud constante o variable. Los rasgos ms
importantes que la presencia de un control de lazo cerrado imparte a un sistema
son:
12
a) Aumento de la exactitud, la habilidad para reproducir la entrada
fielmente.
b) Reduccin de la sensibilidad de la salida, correspondiente a una
determinada entrada, ante variaciones en las caractersticas del sistema.
c) Efectos reducidos de la no linealidad y de la distorsin.
d) Aumento del intervalo de frecuencias (de la entrada) en el cual el sistema
responde satisfactoriamente.
e) Tendencia a la oscilacin o a la inestabilidad.
13
CAPITULO 2.- Anlisis de la problemtica
2.1. Seguridad requerida en el proceso
En las industrias de proceso, los reactivos qumicos se convierten en otros
productos de manera bien definida y controlada.
El descontrol de las reacciones qumicas en el rector T-200 C puede ocurrir bajo
condiciones anormales las cuales fueron analizadas encontrndose las siguientes
condiciones que pudieran darse y proporcionar un descontrol en el reactor.
Mal funcionamiento del sistema de refrigeracin (Falla de bombas de agua
de enfriamiento)
Carga incorrecta de reactivos.
Falla de sistema de agitacin.
Falla de carga de xidos.
Apertura inesperada de vlvulas en reactor.
Casi todas las reacciones qumicas muestran un efecto trmico. Cuando se
produce calor durante una reaccin (exotrmica), puede tener lugar una situacin
peligrosa dependiendo de la velocidad de la reaccin, la cantidad de calor
generada, la capacidad del equipo para eliminar el calor y la posible generacin de
gases la cual produce alta presin en reactor.
Aunque la descomposicin trmica (y descontrol) a menudo se identifica con la
reactividad inherente de los productos qumicos involucrados, no se debe olvidar
que el peligro puede aumentar debido a otras reacciones inducidas e indeseadas.
Estas reacciones inducidas pueden iniciarse por calor, contaminacin o por
medios mecnicos (por ejemplo: golpes, friccin, cargas electrostticas, etc.).
2.2 Diseo de un proceso qumico seguro
Hay tres mbitos principales de anlisis que determinan el diseo de un proceso
qumico seguro Figura. No 5
Figura No 5
14
Factores que determinan el diseo de un proceso qumico seguro:
El primer factor, la energa, est involucrado en la produccin de cualquier
producto qumico. Un diseo seguro (1) requerir un conocimiento de la energa
inherente (liberacin exotrmica/absorcin endotrmica) durante la reaccin
qumica. Esta informacin puede obtenerse de la literatura, de clculos
termoqumicos o del uso de equipos de prueba y procedimientos. La presin
potencial que puede desarrollarse en el proceso es tambin una consideracin de
diseo muy importante. Para el caso del reactor T-203C se tiene los siguientes
datos:
El segundo factor es la velocidad de la reaccin, la cual depende de la
temperatura, la presin y las concentraciones, con objeto de disear un proceso
inherentemente seguro.
El diseo de la planta y del equipo son elementos del tercer mbito. El calor
generado por la reaccin debe ser eliminado adecuadamente y debe controlarse la
produccin de gas.
Los tres mbitos y sus correspondientes variables interactan; por ejemplo, una
gran cantidad de energa potencial puede ser eliminada durante una operacin
normal si la velocidad de liberacin de energa es relativamente pequea y est
controlada por una capacidad refrigerante suficiente de la unidad de planta.
Durante el desarrollo y seleccin de la ruta de proceso final, es importante
considerar rutas de proceso alternativas para conocer no slo los peligros
15
potenciales de la reaccin principal sino, tambin, los de las reacciones
secundarias no deseadas. Teniendo identificados los riesgos qumicos de un
proceso, se disea y operar de modo seguro.
En la mayora de las situaciones es necesario suministrar medidas de seguridad
adicional, que pueden ser de dos tipos: preventivas o de proteccin. Las medidas
preventivas incluyen el diseo de los procesos de modo que no operen bajo
condiciones que puedan permitir una reaccin descontrolada (3). El diseo
mecnico de la planta, su sistema de control y el modo en que el proceso opera
pueden incluirse dentro de las medidas preventivas. Por otro lado, las medidas de
proteccin reducen las consecuencias de una reaccin descontrolada.
Resulta ms efectivo prevenir una reaccin fuera de control que tratar con las
consecuencias, de modo que en el diseo se definen las medidas preventivas
sobre las de proteccin.
En el sistema en cuestin se han tomado las siguientes medidas de seguridad
Preventivas:
Se considera la condicin crtica en el proceso el paso correspondiente a la
adicin de xidos encontrando las siguientes condiciones crticas
16
De Mitigacin.
Se cuenta con vlvula de seguridad
Figura No 6 vlvula de seguridad
17
2.2.1 Medidas preventivas
El uso de la prevencin como fundamento de la seguridad requiere la
identificacin inicial de los riesgos del proceso y las condiciones bajo las cuales
pueden aparecer. Esto permite la especificacin de unas condiciones lmite o un
rango de condiciones, dentro del cual debera mantenerse el proceso para operar
de modo seguro, y las medidas necesarias para asegurar que el proceso
permanece dentro de este entorno. Depende de los instrumentos, las
desconexiones, alarmas y sistemas de control.
Un entorno de proceso se define por varios parmetros los cuales se examinan a
continuacin:
18
Temperatura
Un aumento de la temperatura de proceso puede acelerar una reaccin
exotrmica o puede causar la descomposicin trmica. Por ello, se tiene que
definir la temperatura mnima a la cual empezar un descontrol exotrmico bajo
las condiciones de la planta, y el margen de seguridad entre esta temperatura y la
temperatura de operacin normal. Por otro lado, una disminucin de la
temperatura puede provocar la acumulacin de material no reaccionado. Para
evitar esta acumulacin de material, tambin debern definirse las temperaturas
mnimas y/o mximas a las cuales ocurre la reaccin deseada.
Aunque ms adelante se hablar del control y regulacin de la temperatura,
mencionamos a continuacin algunas de las situaciones de riesgo con las que nos
podemos encontrar durante un proceso, que ocasionan desviaciones de la
temperatura y que, en consecuencia, habr que evitar:
sistema de refrigeracin mal diseado
prdida del suministro del refrigerante
prdida de la capacidad refrigerante por obstrucciones o recubrimientos
aislantes
ajuste incorrecto de la temperatura deseada
fallo del sistema de control de la temperatura
fallo de energa elctrica
avera de la bomba de suministro del refrigerante
otros fallos mecnicos (por ejemplo, vlvulas)
Algunas de las medidas preventivas que pueden aplicarse son: utilizar un
disolvente con punto de ebullicin por debajo de la temperatura a la cual la mezcla
de reaccin puede descomponerse exotrmicamente; en el caso de necesitar un
aporte de calor para iniciar la reaccin, el medio calefactor puede ser tal que su
temperatura mxima est por debajo de la temperatura a la cual la mezcla de
reaccin puede descomponerse exotrmicamente; un sistema de refrigeracin por
encamisado de circuito cerrado permite mantener mejor la transferencia de calor;
realizar una simulacin por ordenador, antes de la operacin, tanto de la reaccin
como del sistema de refrigeracin, etc.
Adiciones
Puede ser peligroso aadir un reactivo errneo, la cantidad equivocada de un
reactivo correcto (demasiado o poco) o el producto qumico correcto en el
momento equivocado. Las consecuencias sern cambios en la velocidad de la
reaccin o la aparicin de reacciones secundarias inesperadas.
Asegurar que los materiales son aadidos de modo correcto puede depender
mucho del sistema de dosificacin y, especialmente, del personal de operacin en
adiciones manuales, mucho ms inseguro que las automatizadas. Es conveniente
minimizar las adiciones manuales.
A menudo el proceso puede transcurrir de modo seguro controlando el
almacenamiento de los productos qumicos, lo cual significa que estn
adecuadamente etiquetados y almacenados segn sus propiedades
19
fisicoqumicas, minimizando el inventario de productos qumicos peligrosos.
Cuando esto no es posible, o los materiales pueden estar contaminados (un
contaminante puede ser cualquier sustancia qumica utilizada en la planta que no
pertenezca al sistema de reaccin; esto incluye al refrigerante, el oxgeno del aire,
solvente, lubricante, xido, etc.) o las consecuencias de un error pueden ser
graves, es necesario analizar cada material antes de adicionarlo al reactor, o
analizar la masa de reaccin despus de la adicin para asegurar que se ha
aadido la cantidad correcta. Debera identificarse la velocidad mxima de adicin
que el sistema de refrigeracin del reactor puede manejar, y tomar precauciones
para asegurar que no se superan los lmites. Un modo de hacer esto es instalar un
orificio reductor en la lnea de alimentacin, para restringir la velocidad de flujo si
una vlvula de control falla, o calibrar la alimentacin del reactor de modo que la
cantidad de reactivo que puede ser aadido de una vez est limitada a una
cantidad segura.
Agitacin
El control de la agitacin es vital. Puede ocurrir que el diseo del agitador resulte
inadecuado para el proceso o que tenga lugar un fallo del agitador, debido a una
avera mecnica o causada por un fallo de la energa elctrica.
Una prdida de la agitacin tiene dos efectos inmediatos: una mezcla pobre de los
reactivos y una mala transferencia de calor. Una mezcla pobre implica una
acumulacin de reactivos y, si la mezcla de reaccin contiene ms de una fase,
puede separarse en capas, las cuales reaccionarn rpida y peligrosamente,
particularmente si se restablece la agitacin. El efecto de una mala transferencia
de calor, que se simula fcilmente en un calormetro de reaccin, puede conducir
a una reaccin fuera de control debido al aumento de la temperatura, por una
inadecuada refrigeracin.
Deben tomarse medidas para detectar prdidas de agitacin, ya sea mediante
medidas de la velocidad de giro o medidas del consumo de potencia. Tambin, se
han de desarrollar procedimientos de emergencia para fallos del sistema de
agitacin. Debera existir una interconexin de la vlvula de cierre de reactivos con
el agitador, con el fin de detener la adicin de reactivos cuando ocurra un fallo en
el mismo.
Sistemas de extraccin y ventilacin
Se debera determinar la velocidad de desprendimiento de los gases bajo
condiciones normales y anormales, con objeto de asegurar que es adecuado el
sistema de extraccin y venteo de los gases. Un aumento de la produccin de gas
supondr un aumento de la presin del sistema, el cual puede provocar una
explosin si no se dispone de suficiente capacidad de alivio.
20
2.2.2 Tiempo de seguridad
Para cada etapa del proceso, hay que determinar el tiempo mximo que la masa
de reaccin puede mantenerse de modo seguro a una temperatura elevada (estar
ms tiempo del preciso a una temperatura elevada, puede significar que material
trmicamente inestable se descomponga). Se debern chequear los
procedimientos del proceso para asegurar que se cumple lo mencionado
anteriormente.
Personal
Los operadores han de ser calificados y estar bien adiestrados en sus actuaciones
tanto normales como ocasionales. Se han de definir claramente sus funciones y
cumplir estrictamente los procedimientos de operacin y las normas de seguridad.
A su vez la capacitacin del personal para operar los nuevos sistemas de control
es fundamental por lo que hay que realizar un programa detallado sobre l.
2.2.3 Medidas de proteccin
Las medidas de proteccin para una operacin segura sirven para mitigar las
consecuencias del descontrol de una reaccin. Incluyen los sistemas de alivio de
presin, la extincin, la inhibicin y la resistencia a las sobrepresiones del propio
recipiente.
Ha de realizarse una evaluacin de riesgos global del proceso que se va a llevar a
cabo, antes de elegir y disear las medidas de proteccin. La identificacin y
definicin del peor caso posible son particularmente importantes puesto que, en
contraste a la prevencin, una medida de proteccin tiene que ser capaz de
responder al peor caso de descontrol de la reaccin. Adems, ha de
caracterizarse de modo completo el curso de la reaccin y evaluarlo.
2.2.4 Procesos discontinuos
Un reactor por lotes es un recipiente agitado en el cual los reactivos son
precargados y que se vaca cuando la reaccin se ha completado.
La ventaja clave es la flexibilidad de este tipo de procesos. Por eso se utilizan
mayoritariamente en la industria qumica, donde es muy importante ofrecer una
gran variedad de productos e introducir otros nuevos muy rpidamente, ya que
estos sectores industriales operan en mercados altamente competitivos. Los
equipos de procesos discontinuos se disean para manejar un rango de
operaciones y productos. La flexibilidad permite manufacturar nuevos productos
sin tener que construir una nueva planta o sin tener que hacer grandes cambios de
equipo. Esta flexibilidad tambin permite producir pequeas cantidades de un
producto sin arriesgar toda la productividad.
En los reactores discontinuos, todos los reactivos son cargados inicialmente en el
reactor y la reaccin contina entonces hasta completarse. Una desviacin
excesiva de la reaccin, suele ser difcil de controlar. Por ello, frecuentemente
para reacciones exotrmicas y para las de dos fases (gas-lquido) se utiliza una
operacin semi-discontinua. En stas slo parte de los reactivos son cargados
21
inicialmente, y el resto de reactivos y catalizador son aadidos de modo
controlado. De este modo, si ocurre una prdida de control es posible detener la
carga de reactivos.
Los reactores discontinuos o por lotes se caracterizan por trabajar en condiciones
no estacionarias; es decir, que durante la operacin la composicin y la
generacin de calor cambian.
2.2.5 Instrumentacin y control
Se requiere instrumentacin y sistemas de control para monitorizar parmetros
clave como la temperatura, la presin, agitacin y refrigeracin, y tomar la accin
correctora cuando se detecta una desviacin de los estndares de operacin
fijados.
El tipo de instrumentacin y su complejidad dependen del diseo de la planta, de
las condiciones de operacin y de las consecuencias del descontrol de una
reaccin. Un rbol de fallos es de mucha utilidad para indicar cul es la secuencia
de fallos crtica que puede provocar situaciones intolerables. En sistemas donde
una prdida de control podra provocar importantes daos en las personas y/o en
la planta, el sistema de control debera satisfacer unos mnimos estndares.
Sensores, vlvulas, sistemas de control de proceso y otros hardware debern ser
adecuadamente fiables. Esto puede implicar la presencia de dos sensores
independientes para monitorizar parmetros clave (por ejemplo, temperatura,
agitacin, etc.). Cuando un sensor detecta un funcionamiento anormal ha de
activarse automticamente la respuesta del sistema de control de desconexin o
seguridad. Se ha de asegurar que el sistema est diseado con objeto de evitar
los fallos ms usuales. Es imprescindible evitar que fallos de causa comn puedan
invalidar diferentes elementos con funciones de seguridad.
Cuando se dispara una alarma, una secuencia automtica de acciones debera
permitir que la planta permaneciese segura sin la intervencin de un operador. La
secuencia es probablemente simple para procesos continuos o semi-discontinuos;
tpicamente implica la interrupcin del flujo de entrada de reactivos, asegurando
as que no se acumulan. Los reactores discontinuos son ms complicados,
particularmente si contienen grandes cantidades de material no reaccionado y
probablemente necesiten la disposicin de medidas de proteccin tales como
venteo de seguridad de emergencia o tanques de vertido por inundacin o ahogo
de la reaccin.
Otro factor a tener en cuenta es el tiempo de respuesta de estos elementos de
regulacin y control, el cual ha de estar acorde con la velocidad de la reaccin.
Los elementos de control han de ser idneos al tipo de proceso.
En principio, los elementos de regulacin y control no son elementos de seguridad,
excepto si actan contra posibles fallos de algn elemento o contra desviaciones
excesivas de las variables clave.
22
2.3 Ventajas obtenidas con el cambio de instrumentacin neumtica Vs
electrnica
El desarrollo de los transmisores neumticos de 3 a 15 PSI permiti la
centralizacin en un cuarto de control, se utilizan como receptores los
instrumentos registradores, controladores neumticos de caja grande que
aparecieron en el ao 1940.
Debido al crecimiento de los procesos y al tamao de los instrumentos
convencionales se desarroll la instrumentacin neumtica miniatura que apareci
en el ao 1947.
Alrededor de los aos 60s aparecieron los instrumentos electrnicos miniatura
que manejaban seales analgicas estndar de 4-20 mA. CD. En los aos 1970s
las computadoras digitales se usaron en conjunto con los sistemas instalados para
medicin y control anlogo lgico.
En los aos 1980s apareci el control distribuido en el que uno o varios
microprocesadores se encuentran repartidos en diferentes puntos de la planta
donde estn conectados a las seales de proceso, correspondiente a una parte
homognea de la planta.
Estos microprocesadores se distribuyen en forma arquitectnica y estn
conectados entre s a travs de vas de comunicaciones la cual las comunica con
el centro de control, donde se tiene acceso a todas las variables de proceso.
La ventaja fundamental del control distribuido y de la instrumentacin electrnica
es brindar mayor seguridad, precisin, funcionalidad y ejecucin de lgicas y
funciones de control complejas brindando menores tiempos de procesamiento y un
mejor diagnstico: obteniendo mayor calidad, productividad y seguridad de los
procesos.
A su vez se tiene un historial de registro de datos de proceso que ayudan para
diagnosticar disturbios en el proceso.
23
CAPITULO 3.- Aplicacin de la Ingeniera
3.1 Alcance de la ingeniera requerida para un proyecto de automatizacin.
La automatizacin en los procesos Industriales, se basa en la capacidad para
controlar la informacin necesaria en el proceso productivo, mediante la ex ancle
de mecanismos de medicin y evaluacin de las normas de produccin. A travs
de diversos instrumentos controlados por la informacin suministrada por la
computadora, se regula el funcionamiento de las mquinas u otros elementos que
operan el proceso productivo.
En concreto, este sistema funciona bsicamente de la siguiente manera: mediante
la utilizacin de captadores o sensores (que son esencialmente instrumentos de
medicin como termmetros o barmetros), se recibe la informacin sobra el
funcionamiento de las variables que deben ser controladas (temperatura, presin,
velocidad, espesor o cualquier otra que pueda cuantificarse), esta informacin se
convierte en una seal, que es comparada por medio de la computadora con la
norma, consigna, o valor deseado para determinada variable. Si esta seal no
concuerda con la norma de Inmediato se genere una seal de control (que es
esencialmente una nueva Instruccin), por la que so acciona un actuador o
ejecutante (que generalmente son vlvulas y motores), el que convierte la seal de
control en una accin sobre el proceso de produccin capaz de alterar la seal
original imprimindole el valor o la direccin deseada.
En la prctica, la automatizacin de la industria alcanza diferentes niveles y grados
ya que la posibilidad concrete de su implementacin en los procesos de
fabricacin industrial vara considerablemente segn se trate de procesos de
produccin continua o en serie. En efecto, en el primer caso, el primer caso, el
conducto es el resultado de una serie de operaciones secuenciales,
predeterminadas en su orden, poco numerosas, y que requieren su integracin en
un flujo continuo de produccin. Los principales aportes de la microelectrnica a
este tipo de automatizacin son los mecanismos de control de las diversas fases o
etapas productivas y la creciente capacidad de control integrado de todo el
proceso productivo. Por su parte, la produccin en serle est formada por diversas
operaciones productivas, generalmente paralelas entre s o realizadas en
diferentes perodos de tiempos o sitios de trabajo, lo que ha dificultado la
integracin de lneas de produccin automatizacin.
El tema que a continuacin vamos a presentar es de mucha importancia para
nosotros mismos y en especial para toda empresa industrial, el cual lleva el
nombre de automatizacin.
As mismo conoceremos de sus actividades la cual est realiza en una empresa
industrial, su perfil ocupacional, su fuente de trabajo y un sin nmero de cosas que
nos ayudara ms a entender este tema
24
El tema de la ingeniera requerida para un proyecto de automatizacin nos dar
una visin muchsimo ms amplia de lo que puede ayudar esto a una empresa ya
que se va a dar en la misma un proceso de mecanizacin de las actividades
industriales para reducir la mano de obra, simplificar el trabajo para que as se de
propiedad a algunas mquinas de realizar las operaciones de manera automtica;
por lo que indica que se va dar un proceso ms rpido y eficiente.
Como se dijo anteriormente al darse una mayor eficiencia en el sector de
maquinaria, lograra que la empresa industrial disminuya la produccin de piezas
defectuosas, y por lo tanto aumente una mayor calidad en los productos que se
logran mediante la exactitud de las maquinas automatizadas; todo esto ayudara a
que la empresa industrial mediante la utilizacin de inversiones tecnolgicas
aumente toda su competitividad en un porcentaje considerable con respecto a
toda su competencia, y si no se hace, la empresa puede sufrir el riesgo de
quedarse rezagado.
As mismo mostraremos un ejemplo de un cuadro muy interesante donde reflejara
todo lo mencionado anteriormente y en donde esperamos quede de una manera
mucho ms clara para entender.
Esperamos que con todo esto se pueda dar una visin ms amplia para cumplir
con todas las expectativas propuestas y logremos alcanzar el objetivo que es
aprender acerca de la automatizacin.
3.2. Consideraciones.
Con base a los puntos arriba mencionados a continuacin se describe la
ingeniera para la ejecucin de un proyecto.
La evaluacin de la ingeniera bsica y de detalle del proceso, as como el
funcionamiento y operacin de la planta.
Esta etapa es recomendable a fin de profundizar en los requerimientos de
automatizacin y control, y as definir las funciones y arquitecturas del sistema
idneo para la aplicacin antes de la implementacin del mismo.
Lo anterior incluye las siguientes actividades:
a) Familiarizacin con la ingeniera del proceso (diagramas de flujo, diagramas
de proceso, condiciones de seguridad, procedimientos de operacin,
materiales que involucran la operacin, diagramas de proceso, etc.)
b) Revisin de las especificaciones de funcionamiento de los principales
equipos
c) Revisin de la instrumentacin de campo y estrategias de control
(diagramas de tuberas e instrumentacin, esquemticos de control,
interlocks, etc.) 25
d) Revisin de las especificaciones y lista de materiales de la instrumentacin
de campo (sensores, actuadores, vlvulas, transmisores, etc.)
e) Revisin en campo de las instalaciones de planta comprendiendo el equipo
e instrumentacin.
f) Evaluacin en campo del funcionamiento de los procesos unitarios y equipo
que lo constituyen.
g) Evaluacin en campo de los procedimientos de operacin (acciones
manuales, automticas, locales, remotas, etc.) En la planta.
h) Interpretacin de las polticas y requerimientos de produccin (niveles de
produccin, calidad del producto, manejo de energticos y materia prima,
etc.)
De esta evaluacin se obtiene un reporte tcnico el cual deber contener los
siguientes puntos:
Diagnstico del desempeo actual de la planta, en el cual se identifican y
santifican las anomalas en su funcionamiento y operacin.
Recomendaciones especficas para la solucin de los problemas arriba
mencionados incluyendo modificaciones y adiciones de equipo e instrumentacin,
cambios en procedimientos de operacin, etc.
Identificacin de las secciones claves de proceso para mejorar su productividad.
Definicin de procedimientos de operacin y el nivel de automatizacin adecuado,
de acuerdo con los requerimientos de produccin.
Recomendacin sobre posibles modificaciones de arquitectura y alcance del
sistema de control de acuerdo con los nuevos requerimientos.
Cuantificacin de los recursos humanos y materiales requeridos para la ejecucin
de los proyectos de automatizacin.
3.3 Implicaciones del sistema de control.
A continuacin se describen las principales actividades requeridas para la
ejecucin de un proyecto.
Administracin del proyecto a travs de la asignacin de coordinadores por parte
del usuario y del proveedor, encargados de la programacin y seguimiento de las
diferentes actividades, as como de la interaccin entre los grupos tcnicos
participantes. 26
Especificacin y suministro de la instrumentacin de campo con base en el reporte
tcnico mencionado en el punto anterior.
Especificacin y suministro del sistema de acuerdo al nmero de seales,
funciones y dems requerimientos que aparecen en las especificaciones y/o
reporte tcnico mencionado en el punto anterior. Las posibles modificaciones y/o
adiciones en la etapa de diseo del proyecto, debido a los requerimientos
adicionales del mismo debern ser cuantificadas oportunamente en tiempo y
costo.
Desarrollo de funciones de control regulatorio, secuencial y lgico, como de
adquisicin de datos y procesamiento de informacin. Estas funciones se basan
en el nivel de automatizacin especificado y/o en el reporte tcnico mencionado.
Adicionalmente algunas funciones son susceptibles, en la etapa e diseo, de
modificaciones y/o adiciones a fin de garantizar el desempeo del sistema. Si
estos sucede, su impacto en el programa de actividades (retraso) y el alcance de
la ingeniera (horas/hombre) deber ser cuantificado.
Desarrollo de clculos de: Produccin, puntos de ajuste, ndices de desempeo,
balances de materia y energa. El alcance se basa en las conclusiones y
recomendaciones emitidas en el transcurso de la etapa de diseo. Una vez que el
sistema se encuentra en operacin y se conoce mejor el desempeo de la planta,
podr aadirse gradualmente ms funciones de este tipo.
Desarrollo de secuencias para condiciones anormales y de emergencia, cuyo
alcance y justificacin se basa en el anlisis de las polticas y procedimientos de
operacin de la planta que forman parte del reporte tcnico mencionado.
Configuracin, pruebas revalidacin e instalacin del hardware y software del
sistema, tanto en fabrica como en planta. El nmero de horas hombre
consideradas supone contar con las facilidades y recursos en planta (cuarto de
control, suministro de energa, seales de campo) mnimas necesarias. De no ser
as, el alcance de estas actividades y su reprogramacin se ver fuertemente
afectado. Las pruebas de hardware y software del sistema en fbrica y en planta,
se deben de llevar a cabo de acuerdo a las especificaciones definidas entre el
usuario y el proveedor.
Instalacin de la instrumentacin de campo, que incluye la revisin de su
localizacin y proteccin, preparacin de soportara, montaje y entubado. La
supervisin se realiza una vez que el usuario haya terminado en su totalidad la
instalacin de la instrumentacin de campo. Los resultados de esta tarea sern
presentados en un reporte tcnico que muestre las desviaciones y
recomendaciones pertinentes. Normalmente esta actividad es la ms susceptible
de retrasos, por lo que se requiere una programacin detallada y un seguimiento
estrecho.
27
Calibracin y conexionado de la instrumentacin de campo, cuyo alcance incluye
la calibracin de cada instrumento, el alambrado de campo al sistema, las pruebas
de continuidad y validacin de seales.
Sintonizacin y puesta en marcha el servicio del sistema, cuyo alcance incluye la
seleccin de los parmetros (ganancias, tiempo de integral y derivativa, rangos
etc.) e implantacin de los modos (manual, semiautomtico, automtico, etc.) de
control, as como la integracin y ejecucin de todas las funciones del sistema.
Como resultado de esta etapa se obtienen los siguientes documentos de
ingeniera:
Reportes mensuales del estado del avance del proyecto, incluyendo la ruta crtica,
diagrama de barras y desviaciones
Descripcin funcional del sistema, basado en formatos y documentos que
especifican los requerimientos de automatizacin y control del usuario, as como
las funciones para satisfacer dichos requerimientos.
Documentos de ingeniera (formulaciones, diagramas, pseudo cdigos y otros)
que representan y describen las unciones de control, adquisicin y procesamiento
de datos, clculos, secuencias, reportes, etc.
Reportes tcnicos de las actividades de supervisin, instalacin, sintonizacin y
puesta en operacin del sistema.
En el apartado de servicios de ingeniera se presenta una descripcin completa de
los documentos de ingeniera.
3.4 Smbolos de instrumentacin
Smbolos y nmeros de instrumentacin
La indicacin de los smbolos de varios instrumentos o funciones ha sido aplicada
en las tpicas formas. El uso no implica que la designacin o aplicaciones de los
instrumentos o funciones estn restringidas en ninguna manera. Donde los
smbolos alternativos son mostrados sin una preferencia, la secuencia relativa de
los nmeros no implica una preferencia.
La burbuja puede ser usada para etiquetar smbolos distintivos, tal como aquellos
para vlvulas de control. En estos casos la lnea que est conectando a la burbuja
con el smbolo del instrumento esta dibujado muy cerca de l, pero no llega a
tocarlo. En otras situaciones la burbuja sirve para representar las propiedades del
instrumento.
Un smbolo distintivo cuya relacin con el lazo es simplemente aparentar que un
diagrama no necesita ser etiquetado individualmente. Por ejemplo una placa con
28
orificio o una vlvula de control que es parte de un sistema ms largo no necesita
ser mostrado con un nmero de etiqueta en un diagrama. Tambin, donde hay un
elemento primario conectado a otro instrumento en un diagrama, hace uso de un
smbolo para representar que el elemento primario en un diagrama puede ser
opcional.
Los tamaos de las etiquetas de las burbujas y de los smbolos de los
miscelneos son los tamaos generalmente recomendados. Los tamaos ptimos
pueden variar dependiendo en donde o no es reducido el diagrama y
dependiendo el nmero de caracteres seleccionados apropiadamente
acompaados de otros smbolos de otros equipos en un diagrama.
Las lneas de seales pueden ser dibujadas en un diagrama enteramente o
dejando la parte apropiada de un smbolo en cualquier ngulo. La funcin de los
designadores de bloque y los nmeros de las etiquetas podran ser siempre
mostrados con una orientacin horizontal. Flechas direccionales podran ser
agregadas a las lneas de las seales cuando se necesite aclarar la direccin del
flujo para informacin. La aplicacin de flechas direccionales facilita el
entendimiento de un sistema dado.
Elctrico, neumtico o cualquier otro suministro de energa para un instrumento no
se espera que sea mostrado, pero es esencial para el entendimiento de las
operaciones de los instrumentos en un lazo de control.
En general, una lnea de una seal representara la interconexin entre dos
instrumentos en un diagrama de flujo siempre a travs de ellos. Pueden ser
conectados fsicamente por ms de una lnea.
La secuencia en cada uno de los instrumentos o funciones de un lazo estn
conectados en un diagrama y pueden reflejar el funcionamiento lgico o
informacin acerca del flujo, algunos de estos arreglos no necesariamente
correspondern a la secuencia de la seal de conexin. Un lazo electrnico
usando una seal analgica de voltaje requiere de un cableado paralelo, mientras
un lazo que usa seales de corriente analgica requiere de series de
interconexin. El diagrama en ambos casos podra ser dibujado a travs de todo
el cableado, para mostrar la interrelacin funcional claramente mientras se
mantiene la presentacin independiente del tipo de instrumentacin finalmente
instalado.
El grado de los detalles para ser aplicado a cada documento o seccin del mismo
est enteramente en la discrecin del usuario de la conexin. Los smbolos y
designaciones en esta conexin pueden disearse para la aplicacin en un
hardware o en una funcin en especfico. Los sketches y documentos tcnicos
usualmente contienen simbolismo simplificado e identificacin. Los diagramas de
flujo de un proceso usualmente son menos detallados que un diagrama de flujo
de ingeniera. Los diagramas de ingeniera pueden mostrar todos los
29
componentes en lnea, pero pueden diferir de usuario a usuario en relacin a los
detalles mostrados. En ningn caso, la consistencia puede ser establecida para
una aplicacin. Los trminos simplificado, conceptual, y detallado aplicado a los
diagramas donde se escoge la representacin a travs de la seccin de un uso
tpico. Cada usuario debe establecer el grado de detalle de los propsitos del
documento especfico o del documento generado.
Es comn en la prctica para los diagramas de flujo de ingeniera omitir los
smbolos de interconexin y los componentes de hardware que son realmente
necesarios para un sistema de trabajo, particularmente cuando la simbolizacin
elctrica interconecta sistemas.
Un globo o crculo simboliza a un instrumento aislado o instrumento discreto, pare
el caso donde el crculo est dentro de un cuadrado, simboliza un instrumento que
comparte un display o un control. Los hexgonos se usan para designar funciones
de computadora. Para terminar en los controles lgicos programables PLC's se
simbolizan con un rombo dentro de un cuadrado. Ver Figura No 7
Instrumento
Discreto
Display
Compartido,
Control
Compartido
Funcin de
computadora
Control Lgico
Programable
Figura No 7 control lgico
Descripcin de cmo los crculos indican la posicin de los instrumentos.
Los smbolos tambin indican la posicin en que estn montados los instrumentos.
Los smbolos con o sin lneas nos indican esta informacin. Las lneas son
variadas como son: una sola lnea, doble lnea o lneas punteadas. Figura No 8
30
Montado en
Tablero
Normalmente
accesible al
operador
Montado en
Campo
Ubicacin
Auxiliar.
Normalmente
accesible al
operador.
Instrumento
Discreto o Aislado
Display
compartido,
Control
compartido.
Funcin de
Computadora
Control Lgico
Programable
Figura No 8 posicin de los instrumento
Las lneas punteadas indican que el instrumento esta mondado en la parte
posterior del panel el cual no es accesible al operador. Figura No 9
Instrumento
Discreto
Funcin de
Computadora
Control Lgico
Programable
Figura No 9 colocacin del instrumento
Nmero de identificacin de los instrumentos o nmeros TAG
Cada instrumento o funcin para ser designada est diseada por un cdigo
alfanumrico o etiquetas con nmeros.
La parte de identificacin del lazo del nmero de etiqueta generalmente es comn
a todos los instrumentos o funciones del lazo. Un sufijo o prefijo puede ser
agregado para completar la identificacin. Figura No 10
31
NUMERO DE IDENTIFICACION TIPICO ( NUMERO TAG)
TIC
103
T 103
103
TIC
T
IC
Identificacin del instrumento o nmero de etiqueta
Identificacin de lazo
Nmero de lazo
Identificacin de funciones
Primera letra
Letras Sucesivas
NUMERO DE IDENTIFICACION EXPANDIDO
10-PAH-5A
10
A
Nmero de etiqueta
Prefijo opcional
Sufijo opcional
Nota: Los guiones son optativos como separadores.
Figura No 10 nmero de identificacin
El nmero de lazo del instrumento puede incluir informacin codificada, tal como la
designacin del rea de la planta que lo designe. Esto tambin es posible para
series especficas de nmeros para designar funciones especiales.
Cada instrumento puede ser representado en diagramas por un smbolo. El
smbolo puede ser acompaado por un nmero de etiqueta.
3.5 Identificacin funcional.
La identificacin funcional de un instrumento o su equivalente funcional consiste
de letras, las cuales se muestran en la tabla 1 e incluyen una primera letra
(designacin de la medida o variable inicial) y una o ms letras sucesivas
(identificacin de funciones).
La identificacin funcional de un instrumento est hecha de acuerdo a su funcin y
no a su construccin. Un registrador de diferencia de presin usado para medir
flujo se identifica como FR; un indicador de presin y un switch actuado a presin
conectado a la salida de un transmisor de nivel neumtico estn identificados por
LI y LS, respectivamente.
En un lazo de instrumentos, la primera letra de una identificacin funcional es
seleccionada de acuerdo a la medida y a la variable inicial y no de acuerdo a la
variable manipulada. Una vlvula de control vara el flujo de acuerdo a lo
dictaminado por un controlador de nivel, esto es una LV.
32
La sucesin de letras en la identificacin funcional designa una o ms funciones
pasivas y/o salidas de funcin. Una modificacin de las letras puede ser usada, si
se requiere, en adicin a una o ms letras sucesivas. Por ejemplo, TDAL contiene
dos modificadores. La variable medida D cambia a una nueva variable T, como
diferencia de temperatura. La letra L restringe la lectura de la funcin A, alarma,
para representar solamente una alarma baja.
La secuencia de identificacin de las letras llega a ser con una primera letra
seleccionada de acuerdo a la tabla 1. Las letras de funciones pasivas o activas
siguen cualquier orden, y las letras de la salida funcional siguen a sta en
cualquier frecuencia, excepto que la salida de la letra C (control) precede la salida
de la letra V (valve), por ejemplo: PCV (vlvula controladora de presin).
Un dispositivo de funcin mltiple puede ser simbolizado en un diagrama por
muchas burbujas como haya variables medidas, salidas y/o funciones. Un
controlador de temperatura con un switch puede ser identificado por dos burbujas
una con la inscripcin TIC-3 y una con la inscripcin TSH-3. El instrumento podra
estar designado como TIC-3/TSH-3 para todos los usos y sus referencias.
El nmero para las letras funcionales agrupadas en un instrumento pueden
mantenerse con un mnimo de acuerdo al ajuste del usuario. El nmero total de
letras contenidas en un grupo no pueden exceder de cuatro.
3.6. Identificacin del lazo.
La identificacin del lazo consiste en la primera letra y un nmero. Cada
instrumento en un lazo tiene asignado a l el mismo nmero de lazo y, en caso de
una numeracin paralela, la misma primera letra. Cada lazo de instrumentos tiene
un nico nmero de identificacin de lazo. Un instrumento comn a dos o ms
lazos podra cargar la identificacin del lazo al cual se le considere predominante.
La numeracin de los lazos puede ser paralela o serial. La numeracin paralela
involucra el inicio de una secuencia numrica para cada primera letra nueva, por
ejemplo: TIC-100, FRC-100, LIC-100, AL-100, etc. La numeracin serial involucra
el uso de secuencias simples de nmeros para proyectar amplias secciones. Una
secuencia de numeracin de un lazo puede realizarse con uno o cualquier otro
nmero conveniente, tal como 001, 301 o 1201. El nmero puede incorporarse al
cdigo de operacin; de cualquier manera su uso es recomendado.
Si un lazo dado tiene ms de un instrumento con el mismo identificador funcional,
un sufijo puede ser aadido al nmero del lazo, por ejemplo: FV-2A, FV-2B, FV-
2C, etc., o TE-25-1, TE-25-2, etc. Esto puede ser ms conveniente o lgico en un
instante dado para designar un par de transmisores de flujo, por ejemplo, como
FT-2 y FT-3 en vez de FT-2A y FT-2B. Los sufijos pueden ser asignados de
acuerdo a los siguientes puntos:
33
1) Se pueden usar sufijos tales como A, B, C, etc.
2) Para un instrumento tal como un multipunto que registra los nmeros por
puntos de identificacin, el elemento primario puede ser numerado TE-25-1,
TE-25-2, TE-25-3, etc., correspondiendo al punto de identificacin del
nmero.
3) Las subdivisiones de un lazo pueden ser designadas serialmente
alternadas con letras como sufijos y nmeros.
Un instrumento que desempea dos o ms funciones puede ser designado por
todas sus funciones, por ejemplo un registrador de flujo FR-2 con una presin PR-
4 puede ser designada FR-2/PR-4. Y dos registradores de presin pueden ser PR-
7/8, y una ventana como anunciador comn para alarmas de altas y bajas
temperaturas puede ser TAHL-21.
Los accesorios de instrumentacin tales como medidores de presin, equipo de
aire, etc., que no estn explcitamente mostrados en un diagrama, pero que
necesitan una designacin para otros propsitos pueden ser etiquetados
individualmente de acuerdo a sus funciones y podra usarse la misma
identificacin del lazo como estos sirven directamente al lazo. La aplicacin de una
designacin no implica que el accesorio deba ser mostrado en el diagrama.
Alternativamente los instrumentos pueden ser usados con el mismo nmero de
etiqueta con el cual ha sido asociado el instrumento, pero aclarando las palabras
agregadas.
Las reglas para la identificacin del lazo no necesitan ser aplicados a los
instrumentos y accesorios. Un usuario u operador puede identificar a estos por
otros medios.
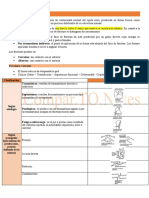
3.7. Nomenclatura de Instrumentos
La siguiente tabla muestra las diferentes letras que se utilizan para clasificar los
diferentes tipos de instrumentos. Figura No 11
34
1 Letra 2 Letra
Variable
medida(3)
Letra de
Modificacin
Funcin de
lectura pasiva
Funcin de
Salida
Letra de
Modificacin
A. Anlisis (4) Alarma
B. Llama
(quemador)
Libre (1) Libre (1) Libre (1)
C.
Conductividad
Control
D. Densidad o
Peso especifico
Diferencial (3)
E. Tensin
(Fem.)
Elemento
Primario
F. Caudal Relacin (3)
G. Calibre Vidrio (8)
H. Manual Alto (6)(13)(14)
I. Corriente
Elctrica
Indicacin o
indicador (9)
J. Potencia Exploracin (6)
K. Tiempo Estacin de
Control
L. Nivel Luz Piloto (10) Bajo (6)(13)(14)
M. Humedad Medio o
intermedio
(6)(13)
N. Libre(1) Libre Libre Libre
O. Libre(1) Orificio
P. Presin o
vaco
Punto de prueba
Q. Cantidad Integracin (3)
R. Radiactividad Registro
S. Velocidad o
frecuencia
Seguridad (7) Interruptor
T. Temperatura Transmisin o
transmisor
U. Multivariable
(5)
Multifuncin (11) Multifuncin
(11)
Multifuncin (11)
V. Viscosidad Vlvula
W. Peso o
Fuerza
Vaina
X. Sin clasificar
(2)
Sin clasificar Sin clasificar Sin clasificar
Y. Libre(1) Rel o
compensador
(12)
Sin clasificar
Z. Posicin Elemento final
de control sin
clasificar
Figura No 11 Nomenclatura de Instrumentos
35
1. Para cubrir las designaciones no normalizadas que pueden emplearse
repetidamente en un proyecto se han previsto letras libres. Estas letras pueden
tener un significado como primera letra y otro como letra sucesiva. Por
ejemplo, la letra N puede representar como primera letra el modelo de
elasticidad y como sucesiva un osciloscopio.
2. La letra sin clasificar X, puede emplearse en las designaciones no indicadas
que se utilizan solo una vez o un nmero limitado de veces. Se recomienda
que su significado figura en el exterior del crculo de identificacin del
instrumento. Ejemplo XR-3 Registrador de Vibracin.
3. Cualquier letra primera se utiliza con las letras de modificacin D (diferencial),
F (relacin) o Q (interpretacin) o cualquier combinacin de las mismas cambia
su significado para representar una nueva variable medida. Por ejemplo, los
instrumentos TDI y TI miden dos variables distintas, la temperatura diferencial y
la temperatura, respectivamente.
4. La letra A para anlisis, abarca todos los anlisis no indicados en la tabla
anterior que no estn cubiertos por una letra libre. Es conveniente definir el tipo
de anlisis al lado del smbolo en el diagrama de proceso.
5. El empleo de la letra U como multivariable en lugar de una combinacin de
primera letra, es opcional.
6. El empleo de los trminos de modificaciones alto, medio, bajo, medio o
intermedio y exploracin, es preferible pero opcional.
7. El termino seguridad, debe aplicarse solo a elementos primarios y a elementos
finales de control que protejan contra condiciones de emergencia (peligrosas
para el equipo o el personal). Por este motivo, una vlvula autorreguladora de
presin que regula la presin de salida de un sistema mediante el alivio o
escape de fluido al exterior, debe ser PCV, pero si esta misma vlvula se
emplea contra condiciones de emergencia, se designa PSV. La designacin
PSV se aplica a todas las vlvulas proyectadas para proteger contra
condiciones de emergencia de presin sin tener en cuenta las caractersticas
de la vlvula y la forma de trabajo la colocan en la categora de vlvula de
seguridad, vlvula de alivio o vlvula de seguridad de alivio.
8. La letra de funcin pasiva vidrio, se aplica a los instrumentos que proporciona
una visin directa no calibrada del proceso.
9. La letra indicacin se refiere a la lectura de una medida real de proceso, No se
aplica a la escala de ajuste manual de la variable si no hay indicacin de sta.
10. Una luz piloto que es parte de un bucle de control debe designarse por una
primera letra seguida de la letra sucesiva I. Por ejemplo, una luz piloto que
indica un periodo de tiempo terminado se designara KI. Sin embargo, si se
36
desea identificar una luz piloto fuera del bucle de control, la luz piloto puede
designarse en la misma forma o bien alternativamente por una letra nica I. Por
ejemplo, una luz piloto de marcha de un motor elctrico puede identificarse. EL,
suponiendo que la variable medida adecuada es la tensin, o bien XL.
Suponiendo que la luz es excitada por los contactos elctricos auxiliares del
arrancador del motor, o bien simplemente L.
11. El empleo de la letra U como multifuncin en lugar de una combinacin de
otras letras es opcional.
12. Se supone que las funciones asociadas con el uso de la letra sucesiva Y se
definirn en el exterior del smbolo del instrumento cuando sea conveniente
hacerlo as.
13. Los trminos alto, bajo y medio o intermedio deben corresponder a valores de
la variable medida, no a los de la seal a menos que se indique de otro modo.
Por ejemplo, una alarma de nivel alto derivada de una seal de un transmisor
de nivel de accin inversa debe designarse LAH incluso aunque la alarma sea
actuada cuando la seal cae a un valor bajo.
14. Los trminos alto y bajo, cuando se aplican a vlvulas, o a otros dispositivos de
cierre apertura, se definen como sigue:
Alto: indica que la vlvula esta, o se aproxima a la posicin de apertura
completa.
Bajo: Denota que se acerca o est en la posicin completamente cerrada.
3.8. Smbolos de lneas.
La sismologa de lneas representa la informacin nica y critica de los diagramas
de instrumentacin y tuberas. Las lneas indican la forma en que se interconectan
los diferentes instrumentos as como las tuberas dentro de un lazo de control.
Las lneas pueden indicar diferentes tipos de seales como son neumticas,
elctricas, pticas, seales digitales, ondas de radio etc. Figura No12
37
Conexin a proceso, enlace mecnico, o
alimentacin de instrumentos.
Seal indefinida
Seal Elctrica
Seal Hidrulica
Seal Neumtica
Seal electromagntica o snica
(guiada)
Seal electromagntica o snica (no
guiada)
Seal neumtica binaria
Seal elctrica binaria
Tubo capilar
Enlace de sistema interno (software o
enlace de informacin)
Enlace mecnico
Figura No12 tipos de lnea
Se sugieren las siguientes abreviaturas para representar el tipo de alimentacin (o
bien de purga de fluidos):
AS Alimentacin de aire.
ES Alimentacin elctrica.
GS Alimentacin de gas.
HS Alimentacin hidrulica.
NS Alimentacin de nitrgeno.
SS Alimentacin de vapor.
WS Alimentacin de agua.
38
3.9 Smbolos de vlvulas y actuadores.
Vlvulas
Smbolos para vlvulas de control
Globo, compuerta
u otra
ngulo
Mariposa
Obturador rotativo
o vlvula de bola
Tres vas
Cuatro vas
Globo
Diafragma
Actuadores.
Smbolos para actuadores.
Diafragma con muelle, posicionador y
vlvula piloto y vlvula que presuriza el
diafragma al
Actuar.
Preferido Opcional
MOTOR ROTATIVO
Cilindro sin posicionador u otro piloto
Simple accin Doble accin
Preferido para cualquier
cilindro
Actuador manual
Electrohidrulico
Solenoide
Para Vlvula de alivio
o de seguridad
Accin del actuador en caso de fallo de aire (o de potencia)
Abre en fallo
Cierra en fallo
Abre en fallo a va A-C
Abre en fallo a vas A-C y
D-B
Se bloquea en fallo
Posicin indeterminada
en fallo
3.10. Lectura de un Lazo Simple
Es posible obtener gran informacin con solo observar el Diagrama de
instrumentacin y tuberas (P&ID's). Para este ejemplo tenemos por ejemplo, para
el lazo que se presenta tenemos un nmero de identificacin (TAG) 301. Con este
nmero y la primera letra identificadora T para temperatura puede determinarse
que el propsito primario para este lazo es la medicin y control de temperatura de
un intercambiador de calor. Los instrumentos en el lazo incluyen un transmisor de
temperatura, un controlador y una vlvula. Cada una de estas funciones son
designadas por la segunda o tercer letra en la identificacin. Figura No 13
Al observar el smbolo del transmisor nos revela que esta mondado en campo,
esto se asume debido a que no tiene una lnea dentro del crculo. La lnea que
contiene las X's nos indica que el transmisor est conectado al proceso por medio
de un tubo capilar. La lnea punteada indica que la seal del transmisor hacia el
controlador es de tipo elctrica. La lnea dentro del crculo del controlador indica
que este instrumento est situado en un tablero.
La seal elctrica desde el controlador es recibida por un transductor que
convierte la seal. Este a su vez manda una seal al elemento final que es una
vlvula, que al observar la posicin de la flecha nos indica que si la vlvula pierde
la seal automticamente se cerrara la vlvula.
40
Figura No 13 lectura de lazo simple
3.11 Diagramas de lazos de instrumentacin
Los diagramas de instrumentacin del proceso o diagramas de instrumentacin y
tuberas (P&ID's) son una buena fuente de informacin incluyendo todas las
variables del proceso en el sistema como tambin la informacin de cada uno de
los instrumentos en los lazos.
Cuando se necesita una ms informacin especfica y detallada es necesario
utilizar otros tipos de diagramas como es un diagrama de lazo de instrumentacin.
El diagrama de lazo nos permite una mejor comprensin de cmo opera el lazo.
Esta informacin nos permite identificar las conexiones entre los dispositivos, la
accin de los componentes y las rutas de comunicacin.
El contenido del diagrama de lazo est compuesto por la representacin de la
informacin del lazo de instrumentacin. Este contiene toda la informacin de las
conexiones elctricas y de tuberas asociadas. Todas las interconexiones de punto
a punto estn identificadas por medio de nmeros o cdigos de colores para
identificar los conductores, multitubos neumticos, y los tubos neumticos e
hidrulicos. Sumado a esto el diagrama nos puede indicar informacin de gran
ayuda para identificar informacin especial como caractersticas especiales,
funciones de apagado de seguridad y circuitos de seguridad. Suministros de
energa, fuentes de energa, suministro de aire, suministro de fluido hidrulico,
tensin, presin o cualquier parmetro aplicable.
Para el caso del proyecto de la automatizacin de reactor T-203C se ha definido el
siguiente DTI Figura No 14
41
Figura No 14 proyecto de automatizacin
En la cual se definen los equipos de control se muestran algunos ejemplos:
(Figura No 15)
Figura No 15 equipos de control
LOOP de control adicin de xidos a reactor T.-203C
En este se muestra el control para adicionar oxido en el cual se tiene un loop de
control FT -203C-03 Corresponde al msico (Transmisor de flujo msico) el cual
est controlando por medio del FIC-203C-03 por medio de una vlvula de control
FV-203C-03 a su vez est totalizando el flujo por medio del FQI-203C-03.
En esta lnea se puede visualizar que se tiene medicin de presin redundante a
travs de los PT-203C-11 y PT-203c-1 y un transmisor de temperatura a travs de
TI-203C-09. Estas seales son de 4-20 mA.
42
Se cuenta con vlvulas de bloqueo (Pistones) los cuales son las vlvula XV203C-
19 y XV203C-20 las cuales son actuadas con seales de 24 VDC (seales digital
de salida del PLC) por medio de solenoides y cuenta con micros que cierran y son
detectadas con seales digitales de entrada 24 VDC. (Figura No 16)
Aqu podemos visualizar algunos componentes que se tiene para censar:
Temperatura (Figura No 16)
43
Otros instrumentos que podemos observar en la figura No 17 y 18 siguiente:
44
Es un switch de nivel
colocado en el fondo del
reactor LSL-203C-01 el
cual activara una alarma
LAL-203C-01 indicndonos
que hay bajo nivel en el
reactor.
Se observan una vlvula
neumtica motorizada la
cual es actuada por medio
de dos solenoides
XV203C-11 A la cual activa
la apertura y la XV203C-
11B la cual activa el cierre
y se est censando los
movimientos por medio de
micros de posicin ZZSC
posicin cerrada ZZSO
posicin abierta
Se cuenta con dos transmisores de
temperatura TT 203 C-05 y el
TT203C-02 el primero solamente
tiene indicacin en el sistema de
control distribuido por medio de TI-
203C-05 y el segundo est asignado
a un controlador TIC-203C-02
efectuando el control de vlvula de
vapor y vlvula de agua de
enfriamiento
3.12. Secciones de rea de proceso de campo.
rea de proceso de campo (Field Process rea)
La seccin de rea de proceso de campo, muestra los instrumentos montados en
campo. Si se compara el Diagrama de instrumentacin y tuberas (P&IDs) de un
sistema con el diagrama de lazo de instrumentacin, se podr interpretar el lugar
en que estn ubicados los instrumentos ya que aparecen los mismos smbolos.
Empalmes o Conexiones de campo (Field Junction)
La seccin de empalme de campo nos muestra las cajas de empalme o conexin
para el lazo. Las cajas de conexin son los puntos intermedios de conexin entre
las lneas de seal. Por lo regular estos no son mostrados en los P&ID's
Panel Frontal (Panel Front)
La seccin del panel frontal muestra la ubicacin de los instrumentos montados en
el tablero.
Se indican diagramas de conexiones realizadas en el proyecto Figura No 19
En el cual se puede observar el diagramado del conexionado desde el
instrumento, caja de conexiona miento en campo gabinete de clemas y
conexionado en sistema de control distribuido y PLC de seguridad, en este caso
corresponde al transmisor de presin PT-203C-07 el cual esta sensando la presin
en el reactor. Figura No 20
45
Figura No 20
Aqu se representa el conexionado de una seal de flujo FT-203C-02 de 4- 20 mA.
En el diagrama se indica que este est conectado al sistema de control distribuido
en el cual se cre un controlador llamado FIC 203C-02 el cual realiza el control de
adicin de xido por medio de una vlvula de control FV-203C-02 de 4-20 mA.. Se
indica que se tiene indicacin de la posicin de la vlvula por medio de seales
digitales por medio de micros de posicin ZSC203C-02 correspondiente al cierre y
ZSO 203C-02 correspondiente a la apertura manejando seales de 24 VDC.
En esta seccin de diagrama de lazo se representan las conexiones o puertos del
instrumento. El tipo de seal de lnea nos indica que es un lazo neumtico. En
este tipo de lazos el smbolo para la conexin del instrumento es un grupo de
cuadrados unidos verticalmente pegados a un crculo de instrumentacin.
El smbolo del puerto del instrumento indica cmo est conectado el dispositivo
hacia la lnea de seal o la fuente de suministro. Es esencial el poder localizar este
tipo de conexiones para poder rastrear posibles problemas en el lazo. Las letras
en los cuadrados indican el tipo de conexiones.
Los controladores electrnicos contienen una conexin positiva y negativa y la
polaridad debe tomarse en cuenta al conectarlos. Las letras de identificacin sin
definidas por el fabricante o por la facilidad.
3.13. Descripcin de las cajas de conexin y su identificacin
Las cajas de conexin de campo son los puntos auxiliares de conexin para las
lneas de seal. En un diagrama de lazo estas se encuentran usualmente en la
seccin de la caja de conexin de campo y en la seccin del panel trasero.
Tabla No 1
46
Se muestra un diagrama esquemtico de caja de conexionado que se us en el
proyecto la cual nos facilita la identificacin de seales en campo.
El smbolo para la caja de conexin de campo se compone por un grupo de
cuadrados conectados verticalmente que indican los puntos de conexin. Los
nmeros que aparecen en las cajas son idnticos a los nmeros de los
instrumentos. El nmero de cuadros nos indica las conexiones disponibles en la
caja, si algn cuadro no tuviera numero esto indicara que esta sin usar ese punto
de conexin.
3.14. Identificacin e Interpretacin del smbolo de accin de control.
Otra importante informacin en el saber cmo responden los instrumentos. La
accin de control es mostrada por medio de una flecha apuntando hacia a arriba o
hacia abajo. La flecha est localizada cerca del smbolo del instrumento o abajo
del rectngulo que contiene la informacin sobre el rango de operacin del
instrumento.
La flecha indicando hacia arriba indica que el al incrementarse el valor de la
seal de entrada aumenta el valor de la salida tambin aumenta. Cuando la flecha
apunta hacia abajo funciona de forma contraria, el valor de la salida disminuye
mientras el valor de entrada aumenta.
47
En la tabla No 2 se muestra la base de datos de la actualizacin del reactor T-
203C
3.15 Tendido y Conexionado de los Cables
Todos los instrumentos y actuadores debern conectarse segn mandan sus
respectivos manuales de instalacin, proporcionados por los fabricantes. En la
sala de control, y por ende en toda la planta, los cables irn soportados en
charolas, fijado correctamente.
3.16 Lazos Electrnicos. Interpretacin de los lazos electrnicos por medio
de los smbolos de instrumentacin
Una de las ventajas de los diagramas de lazo es el poder hacer un seguimiento
lgico a travs del lazo. Por lo regular el punto de inicio para leer un diagrama es
por el lado izquierdo, el propsito es poder encontrar el elemento primario. Por
ejemplo el siguiente ejemplo se refiere a un lazo diseado para la medicin del
flujo por medio de una placa de orificio. Figura No 21
48
Figura No 21 Lazo electrnico
El transmisor etiquetado como FT-101 censa y mide la diferencia de presin
causada por la restriccin de la placa de orificio. El transmisor tambin produce
una seal que representa esta cada, la cual es proporcional al flujo promedio.
Los puntos de conexin del transmisor son terminales elctricas. Los signos
positivo y negativo indican la polaridad de las terminales. Este transmisor
transmite una seal de 4 a 20 mA. La flecha apuntando hacia arriba nos indica que
es un instrumento que acta directamente. El ovalo alrededor de las lneas de
seal indica que est blindada la seal para evitar interferencia elctrica que
pueda ocasionar una lectura errnea en los indicadores. Figura 22
Figura 22
49
La seal del transmisor pasa a travs de 3 cajas de conexin. Estas estn
ubicadas en el rea del campo de proceso, en el rea de campo de conexin y en
la seccin del panel trasero.
Las cajas de conexin estn mostradas en grupos de cuadros conectados
verticalmente, etiquetadas con JB y con un nmero de identificacin en la parte
superior. EN este lazo las etiquetas de las cajas son JB300, JB400 y JB500. Los
nmeros dentro de los cuadros corresponden a los puntos de conexin. Las notas
en el diagrama indican informacin especfica el nmero de cable. Por ejemplo el
cable 10 entra en JB400 y el cable 30 sale desde JB400.
3.2 Requisitos de Diseo
Para la automatizacin de la planta anteriormente descrita, los elementos
necesarios para dicho cometido deben seguir una serie de directrices y requisitos
de diseo para un ptimo funcionamiento.
1. Vlvulas
2. Sensores
3. PLC
4. Tendido de cable
3.2.1 Vlvulas
Una vlvula se puede definir como un aparato mecnico con el cual se puede
iniciar, detener o regular la circulacin (paso) de lquidos o gases mediante una
pieza movible que abre, cierra u obstruye en forma parcial uno o ms orificios o
conductos. Las vlvulas son unos de los instrumentos de control ms esenciales
en la industria. Debido a su diseo y materiales, las vlvulas pueden abrir y cerrar,
conectar y desconectar, regular, modular o aislar una enorme serie de lquidos y
gases, desde los ms simples hasta los ms corrosivos o txicos. En algunas
instalaciones se requiere un sellado absoluto; en otras, las fugas o escurrimientos
no tienen importancia.
Para una correcta funcionalidad de la planta a automatizar, es preciso resaltar que
es necesaria la colocacin de vlvulas manuales de corte antes y despus de las
vlvulas automticas
Las vlvulas las vamos a clasificar en dos categoras:
Esto se debe a que en diversidad de ocasiones ser necesario operar dichas
vlvulas en lugar de las automticas. Por ejemplo:
- Por obstruccin en la tubera
- Necesidad de desmontar algn instrumento para su reparacin o limpieza.
- Necesidad de detener de forma imprevista la produccin.
50
- Malfuncionamiento de la vlvula automtica en cuestin.
Segn las especificaciones de la propiedad, dichas vlvulas se encuentran ya
instaladas y no son objeto de este proyecto.
Para el proyecto en cuestin se definieron las siguientes vlvulas
3.2.2 Vlvulas segn su Funcin Vlvulas de Control
Estas vlvulas tienen la caracterstica de poder la posicin del obturador en
multitud de posiciones, pudiendo as regular el caudal que pasa por ellas de
manera muy exacta. Esto hace que sean las indicadas cuando deseamos
controlar una variable de manera continua, por ejemplo, la temperatura de un
reactor. Controlamos el aumento o disminucin de la temperatura con variaciones
en la apertura de la vlvula de control (tambin llamada de regulacin) del sistema
de refrigeracin o calefaccin del reactor. En nuestro proceso esta es la aplicacin
para la cual se desean implantar vlvulas de control. Son las siguientes:
En reactor, en la lnea de agua de refrigeracin de la camisa del reactor. Este
reactor cuenta con una termorresistencia, que nos da un valor continuo de la
temperatura del reactor; en funcin de sta el sistema dar salida al posicionador
de la vlvula de control.
En reactor, en la lnea de calefaccin de la camisa del reactor. En este caso, la
reaccin que se produce en el reactor requiere la aportacin de calor. Mediante
una termorresistencia, medimos el valor en el interior del equipo y damos una
apertura al paso de caudal de vapor a la camisa del reactor.
En este caso, los posicionadores deben tambin ser de seguridad intrnseca, y
poder ser alimentados a 24 V DC. Los actuadores neumticos recibirn aire de
instrumentacin a 6 bares, para rebajar esa presin, en caso de ser necesario
debern instalarse reductores.
La vlvula automtica de control generalmente constituye el ltimo elemento en un
lazo de control instalado en la lnea de proceso y se comporta como un orificio
cuya seccin de paso varia continuamente con la finalidad de controlar un caudal
en una forma determinada.
Partes de la vlvula de control
Las vlvulas de control constan bsicamente de dos partes que son: la parte
motriz o actuador y el cuerpo. 1. Cuerpo de la vlvula Es la parte externa de la
vlvula y est provisto de un obturador o tapn, los asientos del mismo, la
empaquetadura y una serie de accesorios. La unin entre la vlvula y la tubera
puede hacerse por medio de bridas soldadas o roscadas directamente a la misma.
Debe resistir temperatura y presin y estar calculada con el tamao del caudal
51
que debe pasar por ella y adems, deber ser compatible con el fluido de manera
que no ocurran fenmenos de corrosin.
Obturador
Junto con el asiento es la parte ms importante de la vlvula. El obturador es la
pieza mvil de la vlvula que, variando su posicin relativa respecto al asiento,
regula el caudal del fluido que pasa a travs de ella. ste puede actuar en la
direccin de su propio eje mediante un movimiento angular o bien tener un
movimiento rotativo. Esta unido por medio de un vstago al actuador. ste vstago
pasa a travs de la tapa del cuerpo y es accionado por el actuador (servomotor).
El asiento y el obturador fijarn tambin cunto ser el caudal mximo que pueda
pasar por una vlvula, variando el rea de paso del caudal cuando cambia la
apertura de la sta.
Asiento
Es una de las partes ms sensibles de la vlvula. Es donde se apoya el
obturador cerrando el paso del flujo. Debe tener un acabado de calidad y es muy
importante que se haya elegido un material adecuado resistente a la corrosin y la
erosin del producto que pase por el mismo. Comnmente se utiliza acero al
carbono o acero inoxidable. Dentro de estos dos grupos de materiales existe una
gran variedad de subgrupos con sus respectivas particularidades y aplicaciones. -
Empaquetadura El obturador de la vlvula se prolonga mediante un eje hasta el
exterior de la vlvula para poder conectarse con el actuador. Sin embargo, el
asiento est en contacto con el fluido de manera que si no se le pone ningn
impedimento, este fluido saldr hacia fuera. Por este motivo se precisa de una
empaquetadura que es quien realiza el cierre de la vlvula en el eje del obturador.
La empaquetadura ideal debe ser elstica, tener un bajo coeficiente de
rozamiento, ser qumicamente inerte y ser un aislante elctrico, con el fin de no
formar un puente galvnico con el vstago que d lugar a una corrosin de partes
de la vlvula. La empaquetadura que se utiliza normalmente es de tefln cuya
temperatura mxima de servicio es de 220 C. - Accesorios Las vlvulas de
control pueden ir equipadas con varios accesorios. Estos equipos sirven por
ejemplo para comandar el accionamiento y sealizar la carrera.
Posicionador
Es el elemento que posiciona la vlvula a la apertura deseada. Su misin consiste
en conseguir que la posicin del obturador sea, en todo momento, la
correspondiente a la seal recibida del controlador. Es decir, aseguran una
relacin preestablecida entre la posicin de la vlvula (magnitud regulada) y la
magnitud de gua (punto de consigna). Es un instrumento de equilibrio de fuerzas
que permite la entrada o salida de aire al actuador (servomotor) de la vlvula hasta
conseguir el equilibrio entre la fuerza generada por la seal de control y la
generada por un muelle que est acoplado mecnicamente al vstago de la
vlvula y que, segn la posicin de ste, se tensa ms o menos. De acuerdo con
52
la seal de entrada se distingue entre posicionadores neumticos y
electroneumticos. La magnitud de entrada en los aparatos neumticos es una
seal normalizada de 0,2 a 1 bar y la seal de salida una presin de mando de
hasta 6 bar. En los posicionadores electroneumticos, la seal de entrada es una
seal analgica de corriente continua de 4 a20 mA, o de 1 a 5 mA. La seal de
salida es una presin de mando de hasta 6 Bar.
Finales de carrera
Los finales de carrera estn equipados con dos contactos inductivos, elctricos o
neumticos, que envan una seal al sobrepasar por arriba o por abajo un valor
lmite ajustado. En caso de no alcanzarse o superarse los valores lmite ajustado
se enva la correspondiente seal. c) Electrovlvula Su funcin es cortar el
suministro de aire a la vlvula y ventear el contenido del actuador para poder
cerrar o abrir rpidamente la vlvula. Las electrovlvulas convierten seales
binarias procedentes de dispositivos elctricos en seales neumticas de mando.
Las seales elctricas binarias de una estacin de mando se convierten en
seales de mando binarias neumticas y seguidamente la vlvula se conduce
rpidamente a su posicin final. Se montan en vlvulas todo-nada y en vlvulas de
control con posicin de seguridad. 2. Actuador o servomotor Es el elemento que
mueve la vlvula. Se trata de una campana con una membrana interior y unos
muelles internos que presionan dicha membrana y sta mueve el vstago que
finalmente abrir o cerrar el obturador. Lo que se busca en un actuador de tipo
neumtico es que cada valor de la presin recibida por la vlvula corresponda una
posicin determinada del vstago. El accionamiento puede ser neumtico,
elctrico o hidrulico. Generalmente suele estar accionada por un actuador
neumtico que funciona por presin de aire. Se suelen utilizar estos a causa de su
sencillez y la rpida actuacin que tienen. Vlvulas de Todo/Nada Estas vlvulas
son utilizadas para bloquear o dejar pasar el producto por completo. Es decir, no
permiten apertura parcial. Los componentes de sta bsicamente son los mismos
que para las vlvulas de control. La nica diferencia est a la hora de elegir los
accesorios ya que en este caso no se utilizarn posicionadores, pero s finales de
carrera y electrovlvulas. 1.7.1.2 Vlvulas segn su Construccin Debido a las
diferentes variables, no puede haber una vlvula universal; por tanto, para
satisfacer los cambiantes requisitos de la industria se han creado innumerables
diseos y variantes con el paso de los aos, conforme se han desarrollado nuevos
materiales. A continuacin se citan algunos de los tipos de vlvulas ms comunes
que se suelen utilizar: 1. Vlvulas de compuerta La vlvula de compuerta es de
vueltas mltiples, en la cual se cierra el orificio con un disco vertical de cara plana
que se desliza en ngulos rectos sobre el asiento.
La pieza de cierre de la vlvula es una placa o una cua que se desplaza
transversalmente a la direccin del flujo. Al mover el husillo hacia abajo mediante
la rueda de maniobra, la pieza de cierre se desplaza tambin hacia abajo y cierra
la tubera.
53
Para el proyecto se consideraron las siguientes vlvulas de control.
3.2.3 Vlvulas de Todo/Nada
A continuacin se detalla el listado de vlvulas automticas a instalar, junto con
su situacin:
Todas estas vlvulas automticas constarn de finales de carrera, para asegurar
la apertura o cierre de las mismas. Estos indicadores sern para las posiciones de
vlvula abierta (GO+) como de vlvula cerrada (GO-). A su vez, constarn de
electrovlvula para su operacin automatizada, de trabajo a 24V DC y certificacin
ATEX para su instalacin en zona clasificada tipo 1. El aire de mando tiene una
presin de 6 bar relativos; en caso de que los actuadores neumticos trabajen a
una presin menor, ser necesario un reductor. La apertura o cierre de las
vlvulas se har por pantalla en sala de control o por secuencia en caso de
trabajar en modo automtico.
3.3. Sensores
3.3.1 Medicin de Presin
Por caractersticas del proceso y razones de seguridad, es necesario instalar
manmetros con contactos en el lado de impulsin de cada una de las bombas
instaladas en la planta. De esta manera se imposibilita una sobrepresin generada
por un mal funcionamiento de la bomba, ya los contactos que stos deben
incorporar nos darn una seal que entrar en el sistema de control, y por lgica
implementada en el PLC se parar dicha bomba. A continuacin se listan todos los
54
manmetros con contactos a instalar. Dichos aparatos tendrn contactos
inductivos, certificados para zona clasificada tipo 1.
Ejemplo de identificacin de dispositivos
3.3.2 Medicin de Nivel
En todos nuestros equipos deben instalarse instrumentos que midan el nivel
existente, y nos enven una seal que el sistema de control pueda tratar. Esta
medicin de nivel se puede realizar con diversos principios de medida, pero el
resultado que obtendremos a nivel de automatizar y controlar dicha variable ser
una entrada en el en controlador lgico.
Los depsitos existentes debern dotarse de niveles que nos den el tanto por
ciento de llenado del tanque (llamados niveles analgicos por la seal que
envan al PLC), y de niveles de sobrellenado (y en el caso de los tanques de
producto acabado tambin de vaciado). Este segundo tipo de niveles son los
considerados interruptores de nivel, puesto que nicamente envan una seal al
sistema de control cuando se alcanza su punto de disparo. Es por eso que se
utilizan para detectar sobrellenados y vaciados de los depsitos. Actan como
elementos de seguridad redundante, nos aseguramos una duplicidad en la
seguridad de dichos equipos. Por la criticidad en la seguridad de la instalacin, o
en su posicin en el proceso, esos niveles redundantes se instalan en la posicin
que se considera ms perjudicial para la instalacin en caso de fallo del
instrumento principal. Este precepto hace que instalemos interruptores de nivel
para proteger contra sobrellenado en los tanques de materia prima, y contra
sobrellenado vaciado en los producto acabado. Para el caso de proyecto no se
contempl medicin de nivel
En el caso de los reactores, se hace igualmente necesario controlar el llenado y
vaciado de los mismos, para evitar cualquier tipo de incidente por falta de control
de dichas operaciones. Por tratarse de equipos en los que hay elementos mviles
(agitadores), los principios de medida deben ser capaces de obviar dicha
distorsin y dar una seal de nivel fiable. Debido a eso, y a las especificaciones de
la propiedad, se utiliza en un caso una bscula, y en el otro un transmisor de
presin diferencial. Por otra parte, y por especificaciones realizadas expresamente
por la propiedad, se deben utilizar 2 tipos de control de nivel en estos equipos:
Otro caso de control del nivel reactor equipo se realizar mediante un transmisor
de presin diferencial. Se conectar el transmisor a una brida en la parte inferior
55
del reactor, y mediante un tubo se proceder a conectar dicho equipo a la parte
superior. De esta manera el transmisor percibir la presin en el fondo y parte
superior del reactor, y se podr determinar el porcentaje de llenado del mismo.
Como seguridad adicional, se instalar un interruptor de nivel para la proteccin
contra sobrellenado.
Para el proyecto solamente se consideraron interruptores de nivel para alto y bajo
con el fin de cerciorarse cuando el reactor se encuentre vaci y prever que se
sobrellene
3.3.3 Medicin de Caudal
En nuestra instalacin existen 4 lneas en las que es preciso controlar el caudal
de paso a travs de ellas. Se trata de las lneas de adicin a los reactores, y de la
lnea de descarga a cisternas. En los 4 casos debemos instalar un instrumento
capaz de dosificar la cantidad deseado, tanto de producto como de materia prima,
y darnos una seal que el sistema de control pueda tratar para su implementacin
en la lgica de control del proceso.
En el caso de reactor se colocaron medidores de flujo msico debido a que se
debe medir el peso del material a adicionar.
Se anexa tabla No 3
3.3.4 Medicin de Temperatura
En esta instalacin es imperativo el control de la temperatura de los reactores en
el transcurso de la reaccin que se produce en su interior. Es por ello que el
sistema de control debe contar con dos sensores, situados en cada uno de los
reactores presentes en la planta, para asegurar dicho cometido. Una vez
conozcamos el valor de la temperatura, el sistema dar una salida a las vlvulas
de control situadas en los circuitos de refrigeracin/calefaccin de las camisas de
los reactores.
Se anexa tabla No 4 de transmisores colocados
56
3.4 PLC Hardware
Se precisa un sistema de control, constituido por un PLC con sus respectivos
componentes:
CPU (Central process unit, unidad central de procesamiento)
PS (Power supply, fuente de alimentacin)
SM ( Signal Modules, mdulos de seales), del tipo:
DI (Digital Input, entradas digitales) DO (Digital Output, salidas digitales) AI
(Analog Input, entradas analgicas) AO (Analog Output, salidas analgicas)
3.5 Software
El sistema de control deber ser capaz de gestionar todas las seales
procedentes de la instrumentacin presente en el proceso, dar las salidas a los
actuadores para un correcto funcionamiento, y hacer todo esto en condiciones de
seguridad, tanto estructural, como de las personas. El programa que gestionar el
proceso industrial se cargar en la memoria de la CPU del PLC; a poder ser se
implementar en el lenguaje de programacin ms fcilmente inteligible, y se
documentar debidamente para facilitar posibles revisiones y/o mejores
posteriores.
3.6. Componentes de PLC.
Un PLC consiste en las siguientes partes:
CPU o Unidad de Proceso Lgico, que el en caso del PLC reside en un circuito
integrado denominado Microprocesador o Microcontrolador, es el director de las
operaciones del mismo.
Por extensin, todo el "cerebro" del PLC se denomina CPU.
El CPU se especifica mediante el tiempo que requiere en procesar 1 K de
instrucciones, y por el nmero de operaciones diferentes que puede procesar.
Normalmente el primer valor va desde menos de un milisegundo a unas decenas
de milisegundos, y el segundo de 40 a ms de 200 operaciones diferentes.
MEMORIA. Es el lugar de residencia tanto del programa como de los datos que se
van obteniendo durante la ejecucin del programa. Existe dos tipos de memoria
segn su ubicacin: la residente, que est junto o en el CPU y, la memoria
exterior, que puede ser retirada por el usuario para su modificacin o copia. De
este ltimo tipo existen borrables (RAM, EEPROM) y, no borrables (EPROM),
segn la aplicacin.
Las memorias empleadas en los programas van de 1 K a unos 465 K.
57
PROCESADOR DE COMUNICACIONES. Las comunicaciones del CPU son
llevadas a cabo por un circuito especializado con protocolos de los tipos RS-232C,
TTY o HPIB (IEEE-485) segn el fabricante y la sofisticacin del PLC.
ENTRADAS Y SALIDAS. Para llevar a cabo la comparacin necesaria en un
control automtico, es preciso que el PLC tenga comunicacin al exterior. Esto se
logra mediante una interface llamada de entradas y salidas, de acuerdo a la
direccin de los datos vistos desde el PLC.
El nmero de entradas y salidas va desde 6 en los PLCs de "caja de zapatos" tipo
micro, a varios miles en PLCs modulares.
El tipo preciso de entradas y salidas depende de la seal elctrica a utilizar:
CORRIENTE ALTERNA 24, 48, 120, 220 V. Salidas: Triac, Relevador.
CORRIENTE DIRECTA (DIGITAL) 24, 120 V. Entradas: Sink, Source. Salidas:
Transistor PNP, Transistor NPN, Relevador.
CORRIENTE DIRECTA (ANALOGICA) 0 - 5, 0 - 10 V, 0 - 20, 4 - 20 mA. Entradas
y Salidas Analgicas.
TARJETAS MODULARES INTELIGENTES. Existen para los PLCs modulares,
tarjetas con funciones especficas que relevan al microprocesador de las tareas
que requieren de gran velocidad o de gran exactitud.
Estas tarjetas se denominan inteligentes por contener un microprocesador dentro
de ellas para su funcionamiento propio. El enlace al PLC se efecta mediante el
cable (bus) o tarjeta de respaldo y a la velocidad del CPU principal.
Las funciones que se encuentran en este tipo de tarjetas son de:
Posicionamiento de Servomecanismos
Contadores de Alta Velocidad.
Transmisores de Temperatura.
Puerto de Comunicacin BASIC.
BUS. Los sistemas modulares requieren una conexin entre los distintos
elementos del sistema y, esto se logra mediante un bastidor que a la vez es
soporte mecnico de los mismos.
Este bastidor contiene la conexin a la fuente de voltaje, as como el "bus" de
direcciones y de datos con el que se comunican las tarjetas y el CPU.
En el caso de tener muchas tarjetas de entradas/salidas, o de requerirse stas en
otra parte de la mquina, a cierta distancia de la CPU, es necesario adaptar un
bastidor adicional que sea continuacin del original, con una conexin entre
bastidores para la comunicacin. Esta conexin si es cercana puede lograrse con
un simple cable paralelo y, en otros casos, se requiere de un procesador de
comunicaciones para emplear fibra ptica o, una red con protocolo establecida.
58
FUENTE DE PODER. Por ltimo, se requiere una fuente de voltaje para la
operacin de todos los componentes mencionados anteriormente. Y sta, puede
ser externa en los sistemas de PLC modulares o, interna en los PLC compactos.
Adems, en el caso de una interrupcin del suministro elctrico, para mantener la
informacin en la memoria borrable de tipo RAM, como es la hora y fecha, y los
registros de contadores, etc. se requiere de una fuente auxiliar. En los PLCs
compactos un "supercapacitor" ya integrado en el sistema es suficiente, pero en
los modulares, es preciso adicionar una batera externa.
3.7 Computadoras y el control distribuido.
Las siguientes definiciones se escribieron desde el punto de vista del control de
procesos.
La definicin del Control Distribuido no est muy bien definida porque diferentes
compaas han usado el concepto de muchas maneras. Pero, el control distribuido
bsicamente es la distribucin de elementos o funciones en diferentes partes del
sistema.
Existen tres aspectos del Control Distribuido La primera es la distribucin fsica, la
segunda la distribucin funcional y la tercera, la distribucin de riesgos.
Una distribucin fsica es donde los elementos y/o funciones de control se
encuentran ubicados en diferentes localidades fsicas. En su forma ms pura, el
control del sistema est colocado tan cerca cmo es posible del equipo a
controlar. Inherente a esto, existe una infraestructura de comunicaciones que
permite a las diferentes partes comunicarse, mostrar datos, compartir recursos y
datos, etc.
Funcionalmente distribuido es el caso donde algunas funciones de control estn
concentradas en lugares diferentes. Esto es, la funcin de control est en una
caja, la parte de comunicacin hombre-mquina en otra, los datos histricos en
otra, las funciones de control en otra y as sucesivamente. Inherente a esto, existe
una separacin fsica entre cajas del orden de unos cuantos centmetros a algunos
metros.
La distribucin de riesgos es donde el riesgo del sistema de control se ha repartido
en diferentes cajas. Esta distribucin de riesgos se compara generalmente con el
uso de una computadora para hacer una sola funcin. Es comn, sin embargo, en
sistemas de control de procesos distribuidos que mltiples lazos de control estn
concentrados en una sola caja, por lo que comparados con un simple lazo de
control, en estos casos el riesgo est concentrado.
59
Un sistema de control distribuido (DCS por sus siglas en ingls), es un nombre
genrico a un tipo de control de procesos. Este sistema consiste tpicamente de
varios componentes integrados por un bus de datos comn. Estos componentes
consisten en controladores bsicos que manejan pequeo nmero de lazos de
control, controladores multifuncin que manejan de 30 a 50 lazos, consolas de
operacin y de ingeniera, mdulos de manejo de datos histricos, mdulos de
control avanzado, multiplexado res de entrada, comunicaciones con otras
computadoras y otros componentes especializados.
A continuacin se muestra la arquitectura del sistema utilizado para la
actualizacin del sistema de control y la descripcin de sus componentes.
Figura No 23
Figura No 23 Arquitectura del sistema de control
Descripcin de sus componentes:
El High-Performance Process Manager est diseado para proporcionar escaneo
proceso flexible y de gran alcance y capacidades de control. Figura No 24
60
Figura No 24
Para ello, utiliza una potente arquitectura de multiprocesador con
microprocesadores independientes dedicados a realizar tareas especficas.
El HPM ofrece una variedad de herramientas de control que se pueden
personalizar para abordar una amplia gama de necesidades de automatizacin de
procesos.
Funciones de escaneo de E / S, a travs de regulacin y control de la lgica de
control ms avanzado puede ser fcilmente implementado a travs del HPM.
High Performance Manager (HPM, Administrador de Proceso de Alto
funcionamiento) recibe la seal de las variables (nivel, flujo, temperatura, etc.)
donde el operador de control maneja desde la consola de la estacin de trabajo
del DCS (modelo que est disponible en la planta) y enva una respuesta hacia los
controladores. ste conjunto de actividades se realizan en una comunicacin
individual entre el operador y la estacin de trabajo el cual es independiente de
otra estacin, por lo tanto si existe una falla en el sistema, solo afectar aquella
estacin involucrada, no implicar la cada de la planta, a diferencia de lo que
ocurre en el sistema SCADA. Se considera tambin:
Software del DCS. El programa de la estacin con operador permite que los
datos malos de los controladores sean anulados slo con operaciones del
operador en el teclado La recepcin de datos emitidos desde cualquier
controlador puede ser detenida tambin con una instruccin del operador en el
teclado.
Hardware del DCS. La estacin manual de cada controlador no necesita ser
una pieza separada del equipo (hardware), pero sera conveniente que pudiera
manipularse por medios independientes del microprocesador.
61
De igual forma se conectan las seales de los equipos (transmisores, vlvulas,
pistones, micros, bombas etc.) en mdulos de entrada y salida llamadas FTAs los
cuales se muestran a continuacin Figura No 25
Figura No 25 y 26 mdulo de entradas y salidas
Figura No 26
Controlador Fail Safe Control (FSC)
Como parte del alcance del proyecto se incluye el suministro de controladores de
seguridad basados en la tecnologa QMR (Cudruple Modular Redundante 2oo4D)
con certificacin TV para aplicaciones SIL-3 / AK6 en todas sus configuraciones
de Hardware sin restricciones de tiempo para reparacin despus de ocurrida la
62
primer degradacin. En esta configuracin las dos partes centrales accedan al
sistema de entradas y salidas, el resultado es un sistema con alta tolerancia a falla
(fault-tolerant) y alta disponibilidad. En todos los ciclos de procesamiento, cada
parte central lee el sistema de entradas, despus de comparar las entradas,
ambos procesadores ejecutan el programa de control, compara la salida calcula
para asegurar una operacin idntica, revisan el funcionamiento correcto del
Hardware a travs del matchdog y finalmente actualizan los mdulos de salidas
de acuerdo a los resultados.
Esta arquitectura cumple con los estndar IEC-615111 y NFPA-72, que a su vez
se basan en el ANSI/ISA S84.01, en l se alcanza un alto nivel de seguridad y
disponibilidad dado el sistema de voteo y el nivel de autodiagnstico alcanzado.
En caso de encontrarse una falla de hardware, el controlador la asla de manera
que no afecte la operacin continua del proceso, a esa caracterstica se le da el
nombre de fault-safety
La comunicacin de las funciones de seguridad SCP se realizan a travs del
mdulo 10018/E/1, este mdulo es redundante y est instalado en cada uno de los
racks de procesadores del FSC propuesto. La comunicacin permite el monitoreo
de los sistemas de seguridad desde todas las estaciones de operacin del
sistema, siendo el FSC, en todo momento un sistema autnomo.
El sistema FSC prueba que se encuentra en situacin segura por medio de
procedimientos de pruebas extensivos, de esta manera prueba su funcionalidad
una vez durante cada ciclo de seguridad del proceso. (Safety Time). El ciclo de
seguridad de un proceso es el tiempo en que una situacin insegura puede
persistir antes de que se provoquen consecuencias indeseables. Este periodo se
denomina el ciclo de seguridad del proceso. Durante este periodo definido, el
sistema hace un autodiagnstico completo y al menos realiza dos veces el
programa de aplicacin. En el mismo periodo se realizan acciones correctivas de
ser necesarias. Como este autodiagnstico cubre cualquier posible falla interna del
Hardware, este sistema se denomina un Sistema de Falla Segura (Fail Safe
System) de acuerdo a los lineamientos de la TV.
El modelo Fail Safe Control (FSC), este equipo proviene de la divisin Safety
Manager Systems de Honeywell y es parte integral de los diferentes sistemas de
control distribuidos de Honeywell.
Algunos detalles de autodiagnstico son:
Autodiagnstico dentro del ciclo de seguridad del proceso (Process safety
time)
Monitoreo del tiempo de ejecucin usando una funcin tipo wachdog
totalmente integrado, este monitorea el tiempo de ejecucin de fallas de
memoria y de alimentacin de fuentes de poder a los procesadores y de
fuentes de poder externas. 63
Medios secundarios e independientes de desenergizacin
Pruebas independientes en todas sus entradas y salidas
Control en forma separada del programa y los datos de memoria
Prueba del bus interno del sistema
Prueba del sistema de comunicaciones
Prueba de los procesadores centrales
Prueba y monitoreo de las fuentes de poder para extender el lazo de
seguridad
Todas las salidas son a prueba de corto circuito eliminando la necesidad de
fusibles externos
Todas las funciones de seguridad estn incluidas en el software, no
requirindose hardware, alambrado o software adicional para implementar
las funciones de seguridad en aplicaciones AK clase 4, 5 o 6 a sus
equivalentes SIL 2 y SIL 3
Comunicacin optima entre diferentes FSCs usando la red local de
seguridad (Safety LAN) aprobada por la TV.
Modificacin de programacin en lnea
Safty Management Systems es la primera compaa en lograr la aprobacin
TV del desarrollo de un sistema de seguridad basado en
microprocesadores modificables en lnea en configuraciones redundantes
Programacin sencilla basada en un mtodo grfico llamado Functional
Logia Diagram (FLD). Los FLD utilizan smbolos estandarizados
(Cumpliendo con la Norma IEC 1131-3) para las entradas, salidas y
funciones que conducen a la programacin libre de errores.
Autodocumentable
Capacidad de manejar simulacin
Tiempo ilimitado para acciones correctivas una vez que el sistema sufri la
primer degradacin, certificado por TV.
Figura No 27
64
Mdulo de interfaz de red (NIM)
El mdulo de interfaz de red que enlaza la red de control universal con el LCN.
Pasa la informacin de eventos y alarmas en los mdulos LCN y responde a las
peticiones de los mdulos de informacin sobre el proceso.
El mdulo de interfaz de red valida la existencia de los puntos solicitados,
comprueba el estado del dispositivo y comprueba si hay error en el dispositivo y el
parmetro o condiciones.
Figura No 28
La conexin LCN es a travs del mdulo de interfaz de red. Basado en estndares
de comunicacin definidos por las Normas Internacionales de Organizacin, la
UCN funciona a la misma velocidad de datos como el LCN-5 megabits por
segundo. Peer-to-peer entre PMs, medidas de proteccin correspondiente.
La UCN redundantes utiliza cables coaxiales. Si los controladores se distribuyen
sobre un rea amplia, de seguridad adicional se puede lograr mediante la
ejecucin de cada UCN cable a travs de una ruta diferente. La longitud mxima
es una funcin del tipo de cable y el nmero de dispositivos conectados
Figura No29
65
Usuario de la estacin Global (GUS) es el potente y fcil de usar interfaz humana
a la TotalPlant
Solucin (TPS) del sistema. GUS hace que toda la informacin de toda la planta
sea fcilmente accesible, operadores pueden visualizar el proceso directamente
en pantallas pre-configuradas a travs, y les permite acceder a la informacin.
Interfaces hombre mquina, se comunica con todos los TPS conectadas procesos
controladores y LCN
Figura No 30 HIM
Mdulo Historia (HM)
El mdulo de Historia (HM) es una masa inteligente dispositivo de almacenamiento
de datos. Consiste en un chasis electrnico y una o ms unidades de disco duro
sellados
El mdulo de Historial almacena las imgenes del programa de sistema, todo el
sistema, base de datos configurados por el ingeniero de procesos, informacin de
diagnstico y datos histricos segn lo especificado. Adems, puede contener
grfico personalizado exhibiciones, programas de usuario escritos en lenguaje de
control y la lgica de escalera programas cargados desde un administrador de
Logic
Mdulo de Aplicacin (AM)
Aqu realiza los clculos de alto nivel y estrategias avanzadas de control. Se
permite que la lgica de control para acceder a datos desde en cualquier parte de
la Red de Control Local.
Las estrategias de control en el mdulo de aplicacin puede ser implementada con
algoritmos estndar y el procesamiento estndar de puntos de datos, o con la
costumbre algoritmos y / o rutinas de procesamiento personalizados. Adems de
las caractersticas en el mdulo de aplicacin, la Aplicacin
66
Total Plant Batch (TPB)
Provee la direccin del lote avanzada, flexible y segura a la actuacin de la planta
creciente La aplicacin automticamente las sucesiones el lote y controla la
ejecucin del proceso para reducir las latencias y mejorar la repetibilidad que a su
vez, mejora la eficacia de la produccin.
Apoya los sistemas de TotalPlant Solucin (TPS) de Honeywell. Unificndose a la
arquitectura, basado en Instrumentacin, Sistemas y Sociedad de Automatizacin
de Amrica (ISA) S88 aplicando la automatizacin del lote modular para asegurar
receta flexible que construye eso minimiza el tiempo para mantener las recetas as
como crearlas para nuevos productos. Pueden reducirse modificaciones de la
receta, aumentando la capacidad y el anlisis de procesos.
Mejorando la calidad y la consistencia, Lote de TotalPlant asegura que se
ejecuten los procedimientos de acuerdo con las especificaciones y procesos de
trabajo. Adicionalmente proporciona un ambiente de seguridad asegurando que el
operador realice solamente las acciones autorizadas. La solucin es
favorablemente scaleable (sistemas de tren de multi-producto) estos sistemas en
comparacin con los de una sola unidad son menos complejos
Siendo modular, un proceso del lote es definido por una sucesin de mdulos
pequeos en lugar de por un programa monoltico embarazoso grande. El paso
inicial llevando a cabo MBA es separar el proceso del lote en dos modelos: Equipo
y procesal. Esta separacin sostiene un medio ms eficaz de desarrollar y
modificar un proceso automatizado del lote.
Total Plant Batch incorpora la Automatizacin del Lote Modular. La Automatizacin
del Lote modular (MBA) es basado en definir los aspectos procesales de procesos
de lotes con una jerarqua bien-definida. Proporciona los medios para configurar
los componentes de la jerarqua de MBA y congregarlos en cualquier combinacin
deseada para crear las recetas. Lleva a cabo MBA modelos del mando y
terminologa basaron en el ISA S88.01 el Mando del Lote Internacional
Process Data History (PHD)
Procesamiento inteligente de datos que permite al usuario convertir grandes
volmenes de datos de proceso en bruto en informacin significativa. PHD ofrece
inteligentes extensibles conversiones de unidades de ingeniera para exponer los
datos de produccin a los usuarios de las unidades que necesitan. Adems,
mediante el uso de etiquetas virtuales, los usuarios pueden aplicar los
conocimientos de ingeniera para construir especficas del sitio clculos, y
compartir la salida con otros usuarios.
Los clculos sofisticados, como el acceso a fuentes de datos no-historia, estn
disponibles a travs del Administrador de Frmula avanzada y gerente BizCalc.
67
Uniformance PHD Desktop - Permite a los usuarios crear tendencias, informes y
grficos en funcin de sus propias responsabilidades en el trabajo. El escritorio
popular aprovecha las tecnologas de Microsoft como Excel y Internet. Permitir a
los usuarios a ser productivos rpidamente.
Figura No 31
3.8. Equipo (Hardware) para el proyecto de automatizacin y control.
En este apartado se describe el alcance del equipo (arquitectura y componentes)
que constituye el sistema de automatizacin y control. Siendo el objetivo que el
equipo (hardware) propuesto persiga y garantice los requerimientos de
automatizacin y control, con base en la ingeniera conceptual y los
requerimientos funcionales y operacionales.
Las consideraciones
En secciones subsecuentes se mencionara el alcance de la ingeniera,
programacin (software) y capacitacin requeridos para la ejecucin del proyecto,
los cuales son parte esencial y complementaria de la arquitectura y componentes
del sistema.
Esta arquitectura y componentes del sistema, se basa en tecnologa digital y su
alcance considera una serie de aspectos tcnicos, econmicos y humanos que
son decisivos para el xito del mismo.
El alcance del hardware.
Con base a lo anteriormente expuesto, a continuacin se describe la arquitectura y
componentes del sistema.
68
Arquitectura.
Siendo esta la estructura del sistema. En la cual hacemos referencia de
controladores, estaciones de operacin, impresoras, redes, interfaces de redes,
equipos de respaldo etc.
Ejemplos de arquitecturas:
3.9. Programacin (Software) para el proyecto de automatizacin y control.
La programacin (Software) propuesta persigue garantizar los requerimientos de
automatizacin y control. Con base en ingeniera conceptual y los requerimientos
funcionales y operacionales.
La ingeniera, Equipo (hardware) y capacitacin son la base para la ejecucin del
proyecto, los cuales son parte esencial y complementaria de la programacin
(software) del sistema. Esta programacin se basa en las bibliotecas de funciones
(firmware), y en los lenguajes de alto niveles especficos para control en el caso
del sistema en cuestin se usa lenguaje propietario CL de Honeywell para el
controlador HPM y para el plc de seguridad se utiliza un lenguaje de escalera
Por otro lado, debido a la capacidad de programacin con que cuenta el sistema,
se considera la implementacin de nuevas funciones y la modificacin y/o
actualizacin de las ya existentes en una forma sencilla y sin la necesidad de
incrementar la capacidad del equipo (hardware).
Ente las configuradas se encuentran las siguientes funciones:
Funciones de control regulatorio y de adquisicin de datos.
Funciones configurables:
Configuracin de lazos de control y adquisicin de datos. (Puntos regulatorios,
Entradas y salidas analgicas, digitales y de comunicacin).
Funciones programables CL
Programacin de estrategias de control, residentes en el controlador multifuncin
y/o en el mdulo de aplicacin.
Programacin de puntos de clculo.
A su vez se programaron los siguientes despliegues para la supervisin y
operacin.
Despliegues configurables:
Vista general.
Grupos de tendencias
Grupos operativos
Grupos de alarmas.
69
Figura No 32 proceso
Grupos operativos programados
Despliegues programables:
Grficos dinmicos
Configuracin de botoneras
70
Figura No 33 Proceso
Configuracin de grfico dinmico
Reportes:
Alarmas de proceso
Cambios en el proceso
Mensajes al operador
Cambios del estado del sistema
Mensajes de error del sistema
Mensajes de mantenimiento al sistema
Reportes de operacin:
Reportes existentes en el sistema.
Reportes especiales:
Reportes que requieren clculos.
Registro de eventos.
Registro de manipulaciones del sistema en forma secuencial.
71
3.10 Actualizacin del sistema de control.
Una vez que el sistema se encuentra en servicio y el personal de la planta se
familiarice con su operacin, se presentarn nuevos requerimientos tendientes a
mejorar su desempeo. Como resultado se prev la realizacin de actividades
tales como:
Desarrollo e implementacin de funciones adicionales de automatizacin.
Ampliacin o modificacin de las funciones existentes
Ampliacin y modificacin de las arquitecturas ya existentes
Mantenimiento y actualizacin de los mdulos o componentes del sistema
Capacitacin del personal de nuevo ingreso o aquel que requiera de actualizacin
en alguna rea.
3.11. Forma de capacitacin para el proyecto de automatizacin y control.
Se pretende describir el alcance de un programa de capacitacin para el personal
de ingeniera, operacin y mantenimiento involucrado en el proyecto.
Este programa persigue la formacin eficaz del personal del usuario en sus
diferentes niveles de aplicacin del sistema.
La capacitacin consiste en cursos tericos-prcticos orientados a cubrir los
requerimientos de operacin, mantenimiento, programacin y configuracin del
sistema.
Con el fin de garantizar el buen aprovechamiento de los cursos, se efecta una
evaluacin de los futuros participantes a fin de conocer su nivel de preparacin,
tipo de formacin, nivel actual y expectativas. Con base en la informacin
recabada, el instructor tiene una perspectiva clara del grupo y puede tomar las
acciones pertinentes a fin de ser eficaz en la capacitacin.
La evaluacin es multidisciplinaria y mide los siguientes aspectos:
Instrumentacin, Control, Hardware, Software, Matemticas (Bsicas).
Para la definicin adecuada del programa de capacitacin es fundamental conocer
el nivel de involucramiento del usuario en el desarrollo del proyecto, a partir de
esto cuantificar sus necesidades, ya que son ellas las que marcan la orientacin
de los esfuerzos en el entrenamiento deseado.
72
CAPITULO 4.- Anlisis de resultados
4.1. El sistema de control distribuido
Un Sistema de Control Distribuido (SCD) es una tecnologa computarizada usada
por industrias de procesamiento continuo y por lotes para supervisar y controlar el
proceso de produccin. Otras funciones del SCD son: administrar el sistema de
alarmas de seguridad en la planta, recuperar y grabar datos, mostrar datos en
pantalla, suministrar reportes histricos del proceso, etc. En un SCD la capacidad
de la computadora es compartida por varios microprocesadores que se
encuentran fsicamente distribuidos a lo largo y ancho de la planta industrial. Datos
provenientes de sta se leen y procesan usando programas de computadora. Las
grandes ventajas de los SCD son flexibilidad y capacidad de procesamiento. La
capacidad de la computadora de realizar clculos complejos se puede utilizar para
hacer simulaciones y para alcanzar la optimizacin del proceso.
4.2. Mejoras tcnicas
En los ltimos aos el concepto de automatizacin ha ido evolucionando
rpidamente debido a que con ella se puede mejorar las operaciones de un
proceso productivo, adems de la calidad de los bienes producidos, garantizando
a las empresas lograr sus objetivos con un desempeo ptimo.
En el proyecto se colocaron una serie de lazos de control, los cuales debido a su
dificultad (procesos con mltiples variables que interaccionan, no linealidades,
retardos, dinmica compleja, etc.) Nos permitieron mejorar el control de la
reaccin (Temperatura y presin).
Se dise y configuraron tcnicas de control. Las cuales nos ayudaron a
optimizar una serie de factores:
Permitindonos adaptarnos a las exigencias crecientes de calidad.
Obteniendo ahorro considerables de energa.
Aumentando la seguridad del proceso.
Y permitindonos la obtencin de flexibilidad en la produccin.
La automatizacin del reactor en la seccin 200C nos permiti poder mejorar el
proceso, teniendo como resultado mejor uniformidad en el producto y mayor
flexibilidad en las variaciones de recetas, de esta manera se mejora el producto
final, obteniendo uniformidad en la realizacin de polioles en esta seccin.
73
El sistema se disea y configura para verifica su propio funcionamiento,
efectuando mediciones y correcciones sin la interferencia del ser humano.
En el sistema en la seccin 200C se logr conjuntar equipos, sistemas de
informacin, y procedimientos que van a permitir asegurar un desempeo
independiente del proceso, a travs de operaciones de control y supervisin.
Tambin nos permiti obtener una mayor produccin, es decir se redujeron
prdidas de tiempo durante el proceso.
Permitindonos el acceso y manejo de base de datos. Facilitando la supervisin
y control mediante una interface grfica y animada, con el usuario.
Se consider prioritario que el sistema estuviese preparado para afrontar los
diversos procesos, para ello en la programacin se consider prever que hacer
frente a posibles problemas, a fin de reducir el tiempo de parada al mximo y
permitir un proceso de re-arranque simple.
Mejora en seguridad, ya que se cuenta con un punto de control donde se puede
monitorear constantemente los parmetros de seguridad del proceso de y
controlar todo el proceso, reduciendo el factor humano y los fallos inesperados del
equipo de control obteniendo una estabilidad en el proceso.
Este tipo de proyecto hace mucho hincapi en el cumplimiento de la normativa de
seguridad, sobre todo en lo referente a atmosferas explosivas (ATEX) y APQ
4.3. Mejoras econmicas
Se obtuvieron menores costes de produccin o mayor capacidad de produccin
con similares instalaciones debido a:
Mayor repetitividad en las recetas de los productos
Se dosifican componentes en forma simultnea (realizacin de procesos en
paralelo en forma simultanea) con la utilizacin de medidores de flujo msico.
Se Elimina los tiempos muertos entre dos procesos consecutivos.
Se obtienen menores costos laborales
Disminucin de los errores humanos
Menor necesidad de personal al eliminarse muchas tareas manuales
Menor necesidad de personal altamente especializado en el proceso especifico de
la fbrica.
74
Ms fcil sustitucin de personal cuando se produzcan bajas por:
Vacaciones
Enfermedad
Disminucin del nmero de accidentes al eliminar muchas tareas manuales.
Trazabilidad de la fabricacin de productos, con la consiguiente reduccin de
costes de gestin y errores humanos.
Con lo anteriormente descrito se mejora en la produccin de poliol en la seccin
200C aumentando en un 35% lo cual repercute en un aumento de 20, 155 Ton
ao a 27,209 Toneladas, (No se tienen lotes fuera de especificacin) manteniendo
una calidad constante de los productos que se fabrican.
En la grfica se puede observar el antes y despus de la implementacin del
sistema automtico en rector de seccin 200C especficamente en la produccin
del material VP-9345 en la cual podemos observar una disminucin en promedio
del 24% en los tiempos de reactor.
Grfica correspondiente a produccin del VP-9345 antes y despus de la
automatizacin.
Con el incremento de capacidad se asegura la permanencia en el mercado debido
a que estas mejoras impactan el precio del producto disminuyndolo, e
incrementando las ganancias.
75
Conclusiones:
Como consecuencia de la globalizacin de los mercados internacionales, se ha
orillado a los pases del tercer mundo a competir en el mercado con productos de
calidad, precio y tiempos de entrega oportunos.
Para lograr lo anterior es importante, que los industriales de nuestro pas,
implementen la instrumentacin y la automatizacin de sus procesos con el
avance tecnolgico requerido para mantenerse en el mercado nacional e
internacional si es posible.
La apertura ha mostrado que, a pesar de existir en el pas, un elevado nmero de
industrias en todos los campos de la produccin la gran mayora no est en
capacidad de competir en los mercados internacionales, tanto en cantidad como
en calidad. La explicacin salta a la vista cuando se observa y analiza el parque
de mquina y equipo empleados. Este est formado por una amplia gama de
tecnologas, la mayora de ellas con una alta participacin manual en sus
procesos. Como resultado, su rendimiento es mnimo y no hay homogeneidad en
los bienes producidos. El pretender reponer el parque industrial por alta tecnologa
de punta, es una tarea que raya en lo imposible para la casi totalidad de las
empresas debido a los altos costos que ello representa. Se puede contar con los
dedos de las manos las actuales empresas nacionales que podran hacerlo. Sin
embargo, lo anterior no debe ser una razn para permanecer en el actual estado
de atraso. Existen soluciones viables para que cada uno de los grupos o niveles
tecnolgicos y aprovechando sus propias mquinas y equipos, Implanten una
automatizacin acorde a sus condiciones.
El grado de automatizacin, Segn la importancia de la automatizacin, se
distinguen los siguientes grados:
Aplicaciones en pequea escala como mejorar el funcionamiento de una
maquina en orden a: Mayor utilizacin de una mquina, mejorando el
sistema de alimentacin.
Posibilidad de que un hombre trabaje con ms de una mquina.
Coordinar o controlar una serie de operaciones y una serie de magnitudes
simultneamente.
Realizar procesos totalmente continuos por medio de secuencias
programadas
Procesos automticos en cadena errada con posibilidad de autocontrol y
autocorreccin de desviaciones.
Fuentes De Trabajo
76
Debido a que la formacin recibida durante su etapa de estudios no est limitada a
una determinada lnea de mquinas y equipos, sino que se concientiza en que la
funcin de Automatizacin cuenta con una amplia gama de aplicaciones, el
egresado encuentra como fuente de trabajo a todo tipo de empresas dedicada a la
produccin de bienes o de transformacin de materias primas, empleando
procesos industriales.
77
ndice de Figuras
Figura Pagina
F1Secuencia de produccin del proceso a automatizar 2
F2 Esfera de almacenamiento de xidos 4
F3 Reactor tipo Batch 5
F4 Arreglo de agitador 6
F 0.1 Tanque de agua y lazo de control de temperatura 10
F 0.2 Diagrama de bloques del lazo de control de un tanque de agua 10
F0.3 lazo de control retro alimentado 12
F5 Diseo de un proceso qumico seguro 14
F6 vlvula de seguridad 17
F7 control lgico 30
F 8 posicin de los instrumento 31
F 9 colocacin del instrumento 31
F 10 nmero de identificacin 32
F11 Nomenclatura de Instrumentos 33
F12 tipos de lnea 38
F 13 lectura de lazo simple 41
F14 proyecto de automatizacin 42
F15 equipos de control 42
F 16 sensado de Temperatura 43
F 17 y F18 44
F19 Se indican diagramas de conexiones realizadas en el proyecto 45
F20 sin titulo 46
F21 Lazo electrnico 49
F 22 sin nombre 49
F23 Arquitectura del sistema de control 60
F24 sin niombre 61
F 25 y 26 mdulo de entradas y salidas 62
F27 sin nombre 63
F 28 y F 29 sin nombre 65
F 30 HIM 66
F 31 proceso 68
F32 proceso 70
F33 proceso 71
78
Bibliografa
Titulo Safety Process in the industries
Autor Ralph King
Titulo Batch Control Systems Design, Application, and implementation
Autor Thomas G. Fisher, P.E.
Editorial ISA
Titulo Instrumentation for Process Mesurement and Control
Autor Norman A. Anderson
Titulo Instrumentation Symbols and Identificaction
Autor ANSI/ISA-S5.1-1984
Editorial Instrument society of America
Titulo Automated Process Control Systems
Autor Ronald P. Humter P.E.
Titulo Instrumentacin Industrial
Autor Antonio Creus Sol
Editorila alfaomega
Titulo Modelo Gerencial de Mantenimiento del Sistema de Control Distribuido
(DCS)
Autor Jos Luis Melendz Moreno
Editorial Marca Honeywell
Websites:
www.peocites.com/automatizacion industrial
www.mamma.com (automatizacin)
80
Das könnte Ihnen auch gefallen
- Plazola Volumen 1 PDFDokument538 SeitenPlazola Volumen 1 PDFEngelberth Chow Morales86% (80)
- Proyecto Modular 2-TerminadoDokument20 SeitenProyecto Modular 2-TerminadoMariana EsquivelNoch keine Bewertungen
- 619-Albores MicotoxinasDokument7 Seiten619-Albores MicotoxinasJulio Cesar EpiclesisNoch keine Bewertungen
- Bombas - Guia de ProblemasDokument15 SeitenBombas - Guia de ProblemasMariana EsquivelNoch keine Bewertungen
- Alicia Ortiz Ramirez - Tesis de Maestria PDFDokument98 SeitenAlicia Ortiz Ramirez - Tesis de Maestria PDFjc_herreraNoch keine Bewertungen
- Alimentos TransgenicosDokument25 SeitenAlimentos TransgenicosMariana EsquivelNoch keine Bewertungen
- Informacion Sobre Alimentos. Una Clave para Elegir Alimentos SaludablesDokument2 SeitenInformacion Sobre Alimentos. Una Clave para Elegir Alimentos SaludablesGabriel AlessioNoch keine Bewertungen
- MANUALTECNICODEMUESTREODEPRODUCTOSAGRICOLASYFUENTESDEAGUAPARALADETECCIONDEORGANISMOSPATÓGENOS1Dokument29 SeitenMANUALTECNICODEMUESTREODEPRODUCTOSAGRICOLASYFUENTESDEAGUAPARALADETECCIONDEORGANISMOSPATÓGENOS1Mariana EsquivelNoch keine Bewertungen
- T Espe 026706Dokument141 SeitenT Espe 026706vegazelaNoch keine Bewertungen
- Bioquimica Irwin H Segel CAPITULO 08 Enzimas Cinetica e InhibicionDokument34 SeitenBioquimica Irwin H Segel CAPITULO 08 Enzimas Cinetica e InhibicionMariana EsquivelNoch keine Bewertungen
- Biotecnologia VegetalDokument10 SeitenBiotecnologia VegetalMariana EsquivelNoch keine Bewertungen
- Biotecnología en El Sector AlimentarioDokument81 SeitenBiotecnología en El Sector AlimentarioMariana Esquivel100% (1)
- Lengua CastellanaDokument5 SeitenLengua CastellanaGloria GuerreroNoch keine Bewertungen
- Mercados Mayoristas ColombiaDokument2 SeitenMercados Mayoristas ColombiaArguello DianapNoch keine Bewertungen
- HomeotermiaDokument5 SeitenHomeotermiaMARISELANoch keine Bewertungen
- Educación EmocionalDokument120 SeitenEducación EmocionalSeguimiento VAENoch keine Bewertungen
- Expo 3.6 CiriloDokument9 SeitenExpo 3.6 CiriloAlondra JimenezNoch keine Bewertungen
- PEN1 Problemas01 23Dokument4 SeitenPEN1 Problemas01 23Jesús Samir AraujoNoch keine Bewertungen
- Diseño de Canales de Tierra y PastoDokument6 SeitenDiseño de Canales de Tierra y PastoJonathan FrancoNoch keine Bewertungen
- No Pude Quitarte Las EspinasDokument1 SeiteNo Pude Quitarte Las EspinasHuber RomeroNoch keine Bewertungen
- INCOTERMSDokument31 SeitenINCOTERMSRobert Miranda AntezanaNoch keine Bewertungen
- Fichas de Regulación EmocionalDokument11 SeitenFichas de Regulación EmocionalCs ChiaraNoch keine Bewertungen
- SentenciaAccidente de Tránsito CONTENEDOR Culpas Concurrentes ACOSTA C BustosDokument66 SeitenSentenciaAccidente de Tránsito CONTENEDOR Culpas Concurrentes ACOSTA C Bustosgomezpalavecino100% (1)
- Capítulo 8 Momento LinealDokument6 SeitenCapítulo 8 Momento LinealMiguel MartinezNoch keine Bewertungen
- Civilizacion MesopotámicaDokument14 SeitenCivilizacion Mesopotámicabillieshears04Noch keine Bewertungen
- Compendio de La Doctrina Social de La Iglesia, Numerales Del 160 Al 208Dokument17 SeitenCompendio de La Doctrina Social de La Iglesia, Numerales Del 160 Al 208marianela1995Noch keine Bewertungen
- Arte Del FauvismoDokument9 SeitenArte Del FauvismoAgustín HuberNoch keine Bewertungen
- Lab Previo 11Dokument6 SeitenLab Previo 11Omar ChávezNoch keine Bewertungen
- Funcionamiento Del Mecanismo de Un PistonDokument3 SeitenFuncionamiento Del Mecanismo de Un PistonStalin LeonNoch keine Bewertungen
- Ap3 TransporteDokument12 SeitenAp3 Transportediego_xpNoch keine Bewertungen
- Calzones RotosDokument5 SeitenCalzones RotosvalcerdalegriaNoch keine Bewertungen
- La Filosofía Posmoderna - Equipo 1 (Autoguardado)Dokument17 SeitenLa Filosofía Posmoderna - Equipo 1 (Autoguardado)Maria QuevedoNoch keine Bewertungen
- TallerDokument6 SeitenTallerWilmer DelgadoNoch keine Bewertungen
- Guia Observacion 1Dokument1 SeiteGuia Observacion 1Anthony Mathias Moreno Correa100% (1)
- Tratamientos AntiarrugasDokument17 SeitenTratamientos AntiarrugasLizet Coria ArceNoch keine Bewertungen
- Usos Del Suelo en ParaguayDokument5 SeitenUsos Del Suelo en ParaguayBenjamin AvalosNoch keine Bewertungen
- Garrido, Traducción Anotada de La Risalat de Ibn Masarra-10-26Dokument17 SeitenGarrido, Traducción Anotada de La Risalat de Ibn Masarra-10-26Vale PepinoNoch keine Bewertungen
- Clase II - ResumenDokument5 SeitenClase II - ResumenJuliana AgueroNoch keine Bewertungen
- Etn 640 Chipana Mamani Marisol Prac 2Dokument3 SeitenEtn 640 Chipana Mamani Marisol Prac 2Mari MamaniNoch keine Bewertungen
- CunsaroDokument78 SeitenCunsaroSergio Arevalo100% (1)
- Aplicando El PucDokument4 SeitenAplicando El PucAriadna QuinteroNoch keine Bewertungen
- Taller OctavoDokument5 SeitenTaller OctavoLiyiPaterninaNoch keine Bewertungen