Das könnte Ihnen auch gefallen
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesVon EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesBewertung: 5 von 5 Sternen5/5 (1)
- Crankshaft Construction DesignDokument10 SeitenCrankshaft Construction DesignChockalingam AthilingamNoch keine Bewertungen
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsVon EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsBewertung: 4 von 5 Sternen4/5 (1)
- Overall Arrangement: Description of The Salient PartsDokument6 SeitenOverall Arrangement: Description of The Salient PartsJitendra KumarNoch keine Bewertungen
- Cranshaft, Crosshead and BearingDokument47 SeitenCranshaft, Crosshead and BearingMeghanath Adkonkar0% (1)
- A Guide to Motor-Cycle Design - A Collection of Vintage Articles on Motor Cycle ConstructionVon EverandA Guide to Motor-Cycle Design - A Collection of Vintage Articles on Motor Cycle ConstructionNoch keine Bewertungen
- 2 Stroke Diesel Engine Components-1Dokument72 Seiten2 Stroke Diesel Engine Components-1EdemNoch keine Bewertungen
- Minor ProjectDokument7 SeitenMinor ProjectNeeraj Tiwari100% (1)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceVon EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNoch keine Bewertungen
- Design of Connecting RodDokument26 SeitenDesign of Connecting RodAbijit GudaNoch keine Bewertungen
- Farm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsVon EverandFarm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsNoch keine Bewertungen
- Engine Construction 2Dokument30 SeitenEngine Construction 2collins arogoNoch keine Bewertungen
- Connecting RodDokument8 SeitenConnecting RodSubham Badhyal50% (2)
- Analysis of Crank ShaftDokument10 SeitenAnalysis of Crank Shaftvenkatesh konigapoguNoch keine Bewertungen
- Connecting RodDokument36 SeitenConnecting Rodpramo_dass0% (1)
- Diesel Engine ConstructionDokument53 SeitenDiesel Engine ConstructionLasse HansenNoch keine Bewertungen
- ShaftingDokument3 SeitenShafting41vaibhavNoch keine Bewertungen
- Engine ConstructionDokument89 SeitenEngine ConstructionVinod Cf Cruz100% (2)
- CrankshaftDokument9 SeitenCrankshaftmuchamad luthfi aliNoch keine Bewertungen
- CRANKSHAFTDokument26 SeitenCRANKSHAFTMohammed SaleemNoch keine Bewertungen
- Connecting RodDokument10 SeitenConnecting Rodsai venkata phanindra charyNoch keine Bewertungen
- Crankshaft ConstructionDokument24 SeitenCrankshaft ConstructionBharatiyulam100% (2)
- Diesel Engine ConstructionDokument42 SeitenDiesel Engine Constructionanon_322442463100% (1)
- Main Engine Structure & MetallurgyDokument41 SeitenMain Engine Structure & MetallurgyMeghanath AdkonkarNoch keine Bewertungen
- Forging of CrankshaftDokument4 SeitenForging of Crankshaftkhor_yin_1Noch keine Bewertungen
- Design and Analysis of Crankshaft of Single Cylinder 4 Stroke C.I EngineDokument13 SeitenDesign and Analysis of Crankshaft of Single Cylinder 4 Stroke C.I EnginePratyush Pankaj SrivastavaNoch keine Bewertungen
- PPD ReportingDokument46 SeitenPPD ReportingFernando CruzNoch keine Bewertungen
- Answers Class 2 2017 OctDokument21 SeitenAnswers Class 2 2017 OctThusitha DalpathaduNoch keine Bewertungen
- What Is Crankshaf1Dokument9 SeitenWhat Is Crankshaf1Dhananjay NagareNoch keine Bewertungen
- Engine Construction PDFDokument149 SeitenEngine Construction PDFNitin Sharma100% (1)
- MEP 1 Shafting SystemDokument19 SeitenMEP 1 Shafting SystemYohannes DennisNoch keine Bewertungen
- Marine Main Engine ComponentsDokument117 SeitenMarine Main Engine ComponentsNandakishore Pradeep100% (1)
- Basic Part of TurbDokument10 SeitenBasic Part of TurbAashish AggarwalNoch keine Bewertungen
- Chain Drive PDFDokument3 SeitenChain Drive PDFNitin SharmaNoch keine Bewertungen
- Discussion: How To Do The Crankshaft Deflection and Draw The Deflection DiagramDokument11 SeitenDiscussion: How To Do The Crankshaft Deflection and Draw The Deflection DiagramMani RajNoch keine Bewertungen
- Tie Bolts or Tie RodsDokument8 SeitenTie Bolts or Tie RodsAayush AgrawalNoch keine Bewertungen
- Naval ArchitectureDokument36 SeitenNaval ArchitectureAnshuman SharmaNoch keine Bewertungen
- Bed Plate Main Engine BedplateDokument52 SeitenBed Plate Main Engine BedplateSuhas KassaNoch keine Bewertungen
- CrankShaft PDFDokument4 SeitenCrankShaft PDFYASHWARDHAN SAHI0% (1)
- Chain DrivesDokument2 SeitenChain DrivescamalielNoch keine Bewertungen
- World Cement ArticleDokument4 SeitenWorld Cement ArticlemkpqNoch keine Bewertungen
- Holding Down ArrangementsDokument3 SeitenHolding Down ArrangementsJitendra KumarNoch keine Bewertungen
- MCE 4780: Mechanical Engineering Lab 1: Fahim Shahrier, 160011052, MCE 16, Group B 2nd February 2020Dokument19 SeitenMCE 4780: Mechanical Engineering Lab 1: Fahim Shahrier, 160011052, MCE 16, Group B 2nd February 2020Fahim ShahrierNoch keine Bewertungen
- Report of Cam ShaftDokument85 SeitenReport of Cam ShaftkotoyayNoch keine Bewertungen
- Vibrations in Steam TurbinesDokument11 SeitenVibrations in Steam TurbinesAnudeep Chittluri100% (1)
- Crank Shaft: Software Used-Catia V5R20 Submitted To Submitted byDokument47 SeitenCrank Shaft: Software Used-Catia V5R20 Submitted To Submitted byYaman Saluja0% (1)
- Type of CrankshaftsDokument3 SeitenType of Crankshaftsmister_no34Noch keine Bewertungen
- Unit IV Energy Storing Elements and Engine ComponentsDokument55 SeitenUnit IV Energy Storing Elements and Engine ComponentsJayashree rajamuruganNoch keine Bewertungen
- CrankshaftDokument5 SeitenCrankshaftnguyen xuan minhNoch keine Bewertungen
- Camshaft: Chilled Iron Castings: This Is A Good Choice For High Volume Production. A Chilled IronDokument5 SeitenCamshaft: Chilled Iron Castings: This Is A Good Choice For High Volume Production. A Chilled IronAnonymous wC8MmcNoch keine Bewertungen
- Clutch DesignDokument12 SeitenClutch Designmos3ad2006Noch keine Bewertungen
- Literature Review On Connecting RodDokument6 SeitenLiterature Review On Connecting Rodaflspyogf100% (1)
- Wheel Set AssemblyDokument7 SeitenWheel Set AssemblysumantlNoch keine Bewertungen
- 03 Frames & Tie RodsDokument24 Seiten03 Frames & Tie RodsnareshNoch keine Bewertungen
- A Presentation On Connecting-Rod: University of Kirkuk College of Engineering Mech. Dept. - Third StageDokument19 SeitenA Presentation On Connecting-Rod: University of Kirkuk College of Engineering Mech. Dept. - Third StageTara NafihNoch keine Bewertungen
- ClutchDokument5 SeitenClutchyudhisthar0110% (1)
- Coupling Design and SelectionDokument11 SeitenCoupling Design and SelectionVivek RathodNoch keine Bewertungen
- Crankshaft InfoDokument4 SeitenCrankshaft InfoerickNoch keine Bewertungen
- PID TuningDokument4 SeitenPID TuningJitendra Kumar100% (1)
- Pilgrim NutDokument2 SeitenPilgrim NutJitendra KumarNoch keine Bewertungen
- Oxygen AnalysersDokument2 SeitenOxygen AnalysersJitendra KumarNoch keine Bewertungen
- Increasing Propulsive EfficiencyDokument6 SeitenIncreasing Propulsive EfficiencyJitendra KumarNoch keine Bewertungen
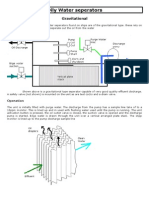
- Oily Water SeperatorsDokument2 SeitenOily Water SeperatorsJitendra KumarNoch keine Bewertungen
- Oil WhirlDokument2 SeitenOil WhirlJitendra KumarNoch keine Bewertungen
- Mechanical GovernorsDokument1 SeiteMechanical GovernorsJitendra KumarNoch keine Bewertungen
- Motor Ship Steam Plan1Dokument3 SeitenMotor Ship Steam Plan1Jitendra KumarNoch keine Bewertungen
- Tooth Design: Forces Acting On Spur GearsDokument77 SeitenTooth Design: Forces Acting On Spur GearsJitendra KumarNoch keine Bewertungen
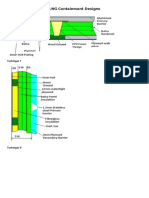
- LNG Containment DesignsDokument3 SeitenLNG Containment DesignsJitendra KumarNoch keine Bewertungen
- Motor Ship Steam Plant ControlDokument1 SeiteMotor Ship Steam Plant ControlJitendra KumarNoch keine Bewertungen
- Navigation LightingDokument1 SeiteNavigation LightingJitendra KumarNoch keine Bewertungen
- Lifting Using Accessories: Calculation of LoadDokument2 SeitenLifting Using Accessories: Calculation of LoadJitendra KumarNoch keine Bewertungen
- Hydraulic SystemsDokument4 SeitenHydraulic SystemsJitendra KumarNoch keine Bewertungen
- LiftingDokument5 SeitenLiftingJitendra KumarNoch keine Bewertungen
- Jacket Water SystemDokument2 SeitenJacket Water SystemJitendra KumarNoch keine Bewertungen
- Liquified Gas CargoesDokument2 SeitenLiquified Gas CargoesJitendra KumarNoch keine Bewertungen
- Halon 1301 Bromotrichlhoromethane CF3BrDokument2 SeitenHalon 1301 Bromotrichlhoromethane CF3BrJitendra Kumar0% (1)
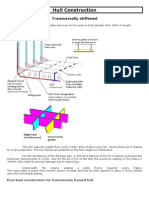
- Hull ConstructionDokument4 SeitenHull ConstructionJitendra KumarNoch keine Bewertungen
- Hydraulic GovernorsDokument6 SeitenHydraulic GovernorsJitendra KumarNoch keine Bewertungen
- Holding Down ArrangementsDokument3 SeitenHolding Down ArrangementsJitendra KumarNoch keine Bewertungen
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisVon EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisBewertung: 5 von 5 Sternen5/5 (1)
- Redefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesVon EverandRedefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesNoch keine Bewertungen
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemVon EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNoch keine Bewertungen
- Healthy Buildings: How Indoor Spaces Drive Performance and ProductivityVon EverandHealthy Buildings: How Indoor Spaces Drive Performance and ProductivityBewertung: 5 von 5 Sternen5/5 (2)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsVon EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNoch keine Bewertungen
- A Complete Guide to Safety Officer Interview Questions and AnswersVon EverandA Complete Guide to Safety Officer Interview Questions and AnswersBewertung: 4 von 5 Sternen4/5 (1)
- Introduction to Petroleum Process SafetyVon EverandIntroduction to Petroleum Process SafetyBewertung: 3 von 5 Sternen3/5 (2)
- Fire Fighting Pumping Systems at Industrial FacilitiesVon EverandFire Fighting Pumping Systems at Industrial FacilitiesBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Rules of Thumb for Maintenance and Reliability EngineersVon EverandRules of Thumb for Maintenance and Reliability EngineersBewertung: 4.5 von 5 Sternen4.5/5 (12)
- Electrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EVon EverandElectrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EBewertung: 3 von 5 Sternen3/5 (6)
- Epidemiology and Demography in Public HealthVon EverandEpidemiology and Demography in Public HealthJaphet KillewoBewertung: 5 von 5 Sternen5/5 (1)
- Fundamentals of Risk Management for Process Industry EngineersVon EverandFundamentals of Risk Management for Process Industry EngineersNoch keine Bewertungen
- Fire Protection Engineering in Building DesignVon EverandFire Protection Engineering in Building DesignBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Culture, Health and Illness: An Introduction for Health ProfessionalsVon EverandCulture, Health and Illness: An Introduction for Health ProfessionalsNoch keine Bewertungen
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsVon EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsBewertung: 4 von 5 Sternen4/5 (11)
- The Invisible Rainbow: A History of Electricity and LifeVon EverandThe Invisible Rainbow: A History of Electricity and LifeBewertung: 4.5 von 5 Sternen4.5/5 (21)
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeVon EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeNoch keine Bewertungen
- Plutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersVon EverandPlutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersBewertung: 4 von 5 Sternen4/5 (32)
- Workbook to Accompany Maintenance & Reliability Best PracticesVon EverandWorkbook to Accompany Maintenance & Reliability Best PracticesBewertung: 3.5 von 5 Sternen3.5/5 (3)
- What Went Wrong?: Case Histories of Process Plant Disasters and How They Could Have Been AvoidedVon EverandWhat Went Wrong?: Case Histories of Process Plant Disasters and How They Could Have Been AvoidedBewertung: 5 von 5 Sternen5/5 (2)
- Guidelines for Auditing Process Safety Management SystemsVon EverandGuidelines for Auditing Process Safety Management SystemsNoch keine Bewertungen