Das könnte Ihnen auch gefallen
- 87 Long Y. (2008) PHD - WEAR-FcDokument179 Seiten87 Long Y. (2008) PHD - WEAR-FcNexhat QehajaNoch keine Bewertungen
- 27 Sivalingam-2020 MachinabilityDokument9 Seiten27 Sivalingam-2020 MachinabilityNexhat QehajaNoch keine Bewertungen
- 40 Kim-2014 - Cutting Force InconelDokument11 Seiten40 Kim-2014 - Cutting Force InconelNexhat QehajaNoch keine Bewertungen
- 1.5. Billatos1991Dokument12 Seiten1.5. Billatos1991Nexhat QehajaNoch keine Bewertungen
- l2.104 Ecture-02-Part-2-Tool Wear and Tool LifeDokument24 Seitenl2.104 Ecture-02-Part-2-Tool Wear and Tool LifeNexhat QehajaNoch keine Bewertungen
- Instron 3367 Frerichs GuideDokument9 SeitenInstron 3367 Frerichs GuideNexhat QehajaNoch keine Bewertungen
- First Call For TMT 2013 ConferenceDokument3 SeitenFirst Call For TMT 2013 ConferenceNexhat QehajaNoch keine Bewertungen
- TMT 2011, Prague, Czech Republic, 12-18 September 2011Dokument4 SeitenTMT 2011, Prague, Czech Republic, 12-18 September 2011Nexhat QehajaNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Trapezoidal Screws Type KQX Lead Accuracy 200 - Steel C15 1.1141Dokument1 SeiteTrapezoidal Screws Type KQX Lead Accuracy 200 - Steel C15 1.1141scooba84Noch keine Bewertungen
- Summer Internship ReportDokument28 SeitenSummer Internship ReportNischay Arora100% (1)
- Advanced Welding TechologyDokument6 SeitenAdvanced Welding TechologydearsaswatNoch keine Bewertungen
- Grooving ToolsDokument8 SeitenGrooving ToolsAngad BankarNoch keine Bewertungen
- Buffing and Polishing1Dokument11 SeitenBuffing and Polishing1Manjunath ShettarNoch keine Bewertungen
- Rivet ID and NAS523 CodeDokument4 SeitenRivet ID and NAS523 Codeslam12125100% (1)
- Accessories To Egypt WHDokument1 SeiteAccessories To Egypt WHrezo615Noch keine Bewertungen
- Fastec Fastener Catalog PDFDokument24 SeitenFastec Fastener Catalog PDFYsabella May Sarthou CervantesNoch keine Bewertungen
- KMP RHSP Instructions Pg2Dokument1 SeiteKMP RHSP Instructions Pg2blazerman3Noch keine Bewertungen
- Fineblanking GuideDokument106 SeitenFineblanking GuideVíctor Manuel VázquezNoch keine Bewertungen
- Aa 036322 001 PDFDokument1 SeiteAa 036322 001 PDFErin JohnsonNoch keine Bewertungen
- Clarification On FastenersDokument3 SeitenClarification On FastenersHershit GargNoch keine Bewertungen
- JNTU Old Question Papers 2007Dokument4 SeitenJNTU Old Question Papers 2007Srinivasa Rao G100% (1)
- 3.0 MEM564 SylibusDokument8 Seiten3.0 MEM564 SylibusPutera AshrafNoch keine Bewertungen
- BS Flange Tables EDokument3 SeitenBS Flange Tables ERashedul HasanNoch keine Bewertungen
- Homework 2Dokument2 SeitenHomework 2asp9924Noch keine Bewertungen
- 2012 Merchandising CatalogDokument84 Seiten2012 Merchandising CatalogTh NattapongNoch keine Bewertungen
- CH 23Dokument61 SeitenCH 23Anonymous 9yhXGZVNoch keine Bewertungen
- Inspection Test Plan (Itp) Rev.00: DOC - NO. OPR08-01 REV. No: 00Dokument7 SeitenInspection Test Plan (Itp) Rev.00: DOC - NO. OPR08-01 REV. No: 00Akhilesh KumarNoch keine Bewertungen
- IACS Wear of Chains - Guide For Anchoring Equipment in ServiceDokument10 SeitenIACS Wear of Chains - Guide For Anchoring Equipment in ServicegabelendaNoch keine Bewertungen
- Samputensili Tools en v007Dokument24 SeitenSamputensili Tools en v007M.NatarajanNoch keine Bewertungen
- ACList 20180808Dokument3 SeitenACList 20180808mahmood750Noch keine Bewertungen
- Common Electrical ToolsDokument40 SeitenCommon Electrical ToolsMang GregyNoch keine Bewertungen
- ME6005-Process Planning and Cost Estimation AVSECDokument22 SeitenME6005-Process Planning and Cost Estimation AVSECSanthosh MuruganNoch keine Bewertungen
- Optimization of GrindingDokument5 SeitenOptimization of Grindingmulkia11Noch keine Bewertungen
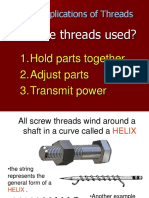
- ThreadsDokument62 SeitenThreadsAyush SinghNoch keine Bewertungen
- Theory of Cutting ToolsDokument36 SeitenTheory of Cutting ToolsimranNoch keine Bewertungen
- Accordion Fold Bracelet: by Laura ScottDokument3 SeitenAccordion Fold Bracelet: by Laura Scottjudyjunk1952Noch keine Bewertungen
- Materials: Building Gropocket TowersDokument5 SeitenMaterials: Building Gropocket Towerstekstep7Noch keine Bewertungen