Das könnte Ihnen auch gefallen
- ISO Documentation Implementation & Operation of Projects: Data Needed Level 1 Mobilisation Security & SurveillanceDokument23 SeitenISO Documentation Implementation & Operation of Projects: Data Needed Level 1 Mobilisation Security & Surveillancegirish1311Noch keine Bewertungen
- Exhibit B. List of Building Specifications and Tenant Improvements - CLEANDokument28 SeitenExhibit B. List of Building Specifications and Tenant Improvements - CLEANjose Carlos Franco ReyesNoch keine Bewertungen
- Brief Scope of WorksDokument7 SeitenBrief Scope of WorksLeroyNoch keine Bewertungen
- Site Installation Technical SpecificationsDokument7 SeitenSite Installation Technical SpecificationsMuhammad hussainNoch keine Bewertungen
- Tensile Test, Torsion Test: Conceptual EngineeringDokument7 SeitenTensile Test, Torsion Test: Conceptual EngineeringMeryL AngNoch keine Bewertungen
- Technical Specifications For Peb For Pune Ware House 17.10.11Dokument21 SeitenTechnical Specifications For Peb For Pune Ware House 17.10.11chepurthiNoch keine Bewertungen
- Standard and Specs RE & Gen Final-Electrical PDFDokument31 SeitenStandard and Specs RE & Gen Final-Electrical PDFAlok Kumar GuptaNoch keine Bewertungen
- 02 MSS Final ElectricalDokument31 Seiten02 MSS Final ElectricalNima MahmoudpourNoch keine Bewertungen
- TA-143-D00-G-TD005 - 0 - Employer's Requirements PDFDokument78 SeitenTA-143-D00-G-TD005 - 0 - Employer's Requirements PDFshareyhouNoch keine Bewertungen
- DNITPART2Dokument820 SeitenDNITPART2sbt.abhishekNoch keine Bewertungen
- 03 Specifications 01-05-2014 FinalDokument43 Seiten03 Specifications 01-05-2014 Finalravindrarao_mNoch keine Bewertungen
- DPWH Standard Specifications 2004Dokument443 SeitenDPWH Standard Specifications 2004'Julius OrpiaNoch keine Bewertungen
- CCTP Centrales enDokument41 SeitenCCTP Centrales enGarba MaizoumbouNoch keine Bewertungen
- Process Plant Eng Activity ModelDokument43 SeitenProcess Plant Eng Activity Modelمحمد يازيد هوساينNoch keine Bewertungen
- Scope of WorkDokument5 SeitenScope of WorkKausik DewanNoch keine Bewertungen
- 3.plotplan and Equipment LayoutDokument12 Seiten3.plotplan and Equipment LayoutAmarKumarNoch keine Bewertungen
- DPWH Bluebook (Coverpage To Part A & B)Dokument13 SeitenDPWH Bluebook (Coverpage To Part A & B)mmabeeNoch keine Bewertungen
- Engineering Execution PlanDokument23 SeitenEngineering Execution Planari zeinNoch keine Bewertungen
- 3.5.1 EngineeringDokument29 Seiten3.5.1 EngineeringashrafkamilNoch keine Bewertungen
- Installation of Air Ducting: Standard Method StatementDokument18 SeitenInstallation of Air Ducting: Standard Method StatementPhuNguyenHoangNoch keine Bewertungen
- OCC 132/33kV Grid Station Scope of ServicesDokument10 SeitenOCC 132/33kV Grid Station Scope of ServicesParag Lalit SoniNoch keine Bewertungen
- Scope of Work For Tanks 3000 BBL Maintenance and Repair1Dokument15 SeitenScope of Work For Tanks 3000 BBL Maintenance and Repair1MechanicalEngineNoch keine Bewertungen
- Kakatiya TPP I - Wet Ash Handling System, Rev 3 (09.10.2012)Dokument259 SeitenKakatiya TPP I - Wet Ash Handling System, Rev 3 (09.10.2012)rukmagoudNoch keine Bewertungen
- 6engineer ActivityDokument43 Seiten6engineer ActivitymkrasanNoch keine Bewertungen
- Technical AnalysisDokument6 SeitenTechnical AnalysisMayank TrivediNoch keine Bewertungen
- Manufacturers Data Report SummaryDokument13 SeitenManufacturers Data Report SummarySaut Maruli Tua Samosir100% (4)
- Role of Piping EngineerDokument3 SeitenRole of Piping EngineerjkNoch keine Bewertungen
- Abbreviations & Definitions:: 2. General InformationDokument7 SeitenAbbreviations & Definitions:: 2. General InformationHamza ShujaNoch keine Bewertungen
- Engineering and Project Management Consultancy for Subtransmission PipelineDokument17 SeitenEngineering and Project Management Consultancy for Subtransmission Pipelinedeyanshu7Noch keine Bewertungen
- EducationDokument3 SeitenEducationSalah Abd ElomnsefNoch keine Bewertungen
- C 2004 12 0 1Dokument21 SeitenC 2004 12 0 1obbiedm917Noch keine Bewertungen
- Technical Specification For Sea Water Intake SystemDokument52 SeitenTechnical Specification For Sea Water Intake Systemsaswati01Noch keine Bewertungen
- 300 kW EB Melting Furnace Design and TestingDokument14 Seiten300 kW EB Melting Furnace Design and Testingjkhgvdj mnhsnjkhgNoch keine Bewertungen
- Architectural Specifications - C0Dokument198 SeitenArchitectural Specifications - C0DavidLuckadoo100% (1)
- BOI Guidelines For Factory Building PDFDokument16 SeitenBOI Guidelines For Factory Building PDFRuwan PiyarathnaNoch keine Bewertungen
- PWCS Technical Specifications - PN C11 - C15Dokument56 SeitenPWCS Technical Specifications - PN C11 - C15Bharat MaddulaNoch keine Bewertungen
- Construction MethodDokument12 SeitenConstruction MethodKahlua ShuzenNoch keine Bewertungen
- CV: Mohamed Hashim El-Tantawi OmarDokument5 SeitenCV: Mohamed Hashim El-Tantawi OmarMohammed HashimNoch keine Bewertungen
- General Project Specifications and Requirements 40-0000520 - C - 003 PDFDokument29 SeitenGeneral Project Specifications and Requirements 40-0000520 - C - 003 PDFsvnaik14Noch keine Bewertungen
- Architectural Design Criteria IntroductionDokument6 SeitenArchitectural Design Criteria IntroductionkaistengineerNoch keine Bewertungen
- 01-Proposal Engineering - Instrumentation-Final - SHJ PDFDokument29 Seiten01-Proposal Engineering - Instrumentation-Final - SHJ PDFganesh_iyerg100% (6)
- Construction Method 080319Dokument24 SeitenConstruction Method 080319Abiyoga RadhityaNoch keine Bewertungen
- 009-Method Statement - Main Erection Sequence For Acc PDFDokument68 Seiten009-Method Statement - Main Erection Sequence For Acc PDFKöksal Patan100% (6)
- DU Building Infrastructure Guideline V 5Dokument71 SeitenDU Building Infrastructure Guideline V 5Ru PertoNoch keine Bewertungen
- MGB-MS-003-ST-003 Formwork InstallationDokument8 SeitenMGB-MS-003-ST-003 Formwork InstallationImho Tep100% (1)
- Project Close-Out Plan for Pipeline ConstructionDokument4 SeitenProject Close-Out Plan for Pipeline ConstructionaswarNoch keine Bewertungen
- Design and Fabrication Technology of A PAU and PARDokument7 SeitenDesign and Fabrication Technology of A PAU and PAR1988praveen.mpNoch keine Bewertungen
- Tech Specs of EOT CraneDokument42 SeitenTech Specs of EOT CraneVicky GautamNoch keine Bewertungen
- A307 T-1057 1001 TN Rev0Dokument2.089 SeitenA307 T-1057 1001 TN Rev0VenkatRaghavendar100% (1)
- Toledo Power Company: Terms of ReferenceDokument8 SeitenToledo Power Company: Terms of Referencejet toledo100% (1)
- RGP S 1 PDFDokument20 SeitenRGP S 1 PDFJoshy John100% (1)
- SSS - Volume 1 of 2 (Part 3 of 3)Dokument244 SeitenSSS - Volume 1 of 2 (Part 3 of 3)kokuei100% (1)
- MS 9 Pile CapsDokument6 SeitenMS 9 Pile CapsMarwa FaroukNoch keine Bewertungen
- Minimum Technical Requirements (Indice Delle Norme Da Applicare in KSA)Dokument183 SeitenMinimum Technical Requirements (Indice Delle Norme Da Applicare in KSA)senkum279342100% (1)
- 1665 03-Vol-Iib Ts HoistDokument15 Seiten1665 03-Vol-Iib Ts Hoistrvkumar3619690Noch keine Bewertungen
- MS Exploratory ExcavationDokument6 SeitenMS Exploratory ExcavationKelly BatesNoch keine Bewertungen
- Engineering Applications: A Project Resource BookVon EverandEngineering Applications: A Project Resource BookBewertung: 2.5 von 5 Sternen2.5/5 (1)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successVon EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Machines, Tools and Methods of Automobile ManufactureVon EverandMachines, Tools and Methods of Automobile ManufactureBewertung: 4 von 5 Sternen4/5 (1)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsVon Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsBewertung: 4 von 5 Sternen4/5 (1)
- Egyptian Co Chemica Edile - TIGER - Expansive Mortar For Fracturing Rocks and ConcreteDokument4 SeitenEgyptian Co Chemica Edile - TIGER - Expansive Mortar For Fracturing Rocks and ConcretesutanuprojectsNoch keine Bewertungen
- Paharpur Cooling Towers Ltd. Plot Plan For Ct-04: Main RoadDokument1 SeitePaharpur Cooling Towers Ltd. Plot Plan For Ct-04: Main RoadsutanuprojectsNoch keine Bewertungen
- Coverage Calculator Pipeline CoatingsDokument2 SeitenCoverage Calculator Pipeline CoatingssutanuprojectsNoch keine Bewertungen
- Shuttering Design and Cost ComparisonsDokument5 SeitenShuttering Design and Cost ComparisonsBala SubramanianNoch keine Bewertungen
- Cover Letter Administrative Sample: Julie Zhang, B.A 2 Bloor Street St. E, Toronto, Ontario M2S 3G3Dokument1 SeiteCover Letter Administrative Sample: Julie Zhang, B.A 2 Bloor Street St. E, Toronto, Ontario M2S 3G3sutanuprojectsNoch keine Bewertungen
- Book 1Dokument5 SeitenBook 1sutanuprojectsNoch keine Bewertungen
- PlanningDokument9 SeitenPlanningsutanuprojectsNoch keine Bewertungen
- Salary Negotiations - The Initial Offer and Your Response - Business InsiderDokument2 SeitenSalary Negotiations - The Initial Offer and Your Response - Business InsidersutanuprojectsNoch keine Bewertungen
- Safe Stacking and Storage: Tips for Organizing GoodsDokument24 SeitenSafe Stacking and Storage: Tips for Organizing GoodscoolfireNoch keine Bewertungen
- 2013 - NPH - Book - Preview, Man Hour Programme PDFDokument54 Seiten2013 - NPH - Book - Preview, Man Hour Programme PDFBilal Hussein SousNoch keine Bewertungen
- Gantt Chart Project ProgressDokument17 SeitenGantt Chart Project ProgressQazi KamalNoch keine Bewertungen
- Barbending ScheduleDokument7 SeitenBarbending ScheduleSureshKumarNoch keine Bewertungen
- Global Logistics Partner: US/Metric Conversion TablesDokument1 SeiteGlobal Logistics Partner: US/Metric Conversion TableslakshmiescribdNoch keine Bewertungen
- Plummer BlockDokument66 SeitenPlummer BlockmmkattaNoch keine Bewertungen
- Data SheetDokument7 SeitenData SheetsutanuprojectsNoch keine Bewertungen
- Transformer Sizing CalculationDokument6 SeitenTransformer Sizing CalculationAvijnan Mitra100% (3)
- Hand BookDokument79 SeitenHand BookumeshnihalaniNoch keine Bewertungen
- Fenaflex Tyre CouplingsDokument12 SeitenFenaflex Tyre CouplingsGUZMANNoch keine Bewertungen
- Kolon Ayağı Ve Ankraj Bulonu Hesabı 1Dokument14 SeitenKolon Ayağı Ve Ankraj Bulonu Hesabı 1magxstone100% (2)
- FORMULA: General-Purpose Mineral Analysis Recalculation: IntroDokument2 SeitenFORMULA: General-Purpose Mineral Analysis Recalculation: IntroAriz Joelee ArthaNoch keine Bewertungen
- One Way Slab Steel QuantityDokument1 SeiteOne Way Slab Steel QuantityNicusor-constructNoch keine Bewertungen
- SKF Seize Resistant Bearing: Design AdvantagesDokument2 SeitenSKF Seize Resistant Bearing: Design AdvantagessutanuprojectsNoch keine Bewertungen
- WoodDokument13 SeitenWoodsutanuprojectsNoch keine Bewertungen
- Conveyor CalculationDokument32 SeitenConveyor CalculationsutanuprojectsNoch keine Bewertungen
- Density Values and Measurements for Common Building MaterialsDokument26 SeitenDensity Values and Measurements for Common Building MaterialssutanuprojectsNoch keine Bewertungen
- CPCBDokument77 SeitenCPCBSreedhar Patnaik.MNoch keine Bewertungen
- "Density = mass/volume (ρ=m/V) - So V=m/ρ and has units (kilograms) / (kilograms per cubic meter) =cubic meterDokument1 Seite"Density = mass/volume (ρ=m/V) - So V=m/ρ and has units (kilograms) / (kilograms per cubic meter) =cubic metersutanuprojectsNoch keine Bewertungen
- Spectro ReportDokument2 SeitenSpectro ReportsutanuprojectsNoch keine Bewertungen
- Check If Dissemination Should Be at RTD Rate or 100% and Choose at C18Dokument8 SeitenCheck If Dissemination Should Be at RTD Rate or 100% and Choose at C18sutanuprojectsNoch keine Bewertungen
- Piping Design PresentationDokument40 SeitenPiping Design PresentationArun Zac100% (2)
- I. Fittings Input: Spreadsheet Calculation of Pressure Drop in Open or Single-Loop Hydraulic SystemsDokument5 SeitenI. Fittings Input: Spreadsheet Calculation of Pressure Drop in Open or Single-Loop Hydraulic SystemskakoullisgNoch keine Bewertungen
- Macdonald's Pakistan Supply ChainDokument35 SeitenMacdonald's Pakistan Supply ChainTaha Durrani0% (1)
- ACI 301 FormworksDokument2 SeitenACI 301 FormworksAlvin D. Alonzo0% (1)
- Production FunctionDokument35 SeitenProduction Functionrinky_trivedi100% (1)
- UK TextilesDokument84 SeitenUK Textilesacca_kaplanNoch keine Bewertungen
- CH 0175Dokument8 SeitenCH 0175NoGamesForMeNoch keine Bewertungen
- Grating CatalogDokument54 SeitenGrating CatalogrekstromNoch keine Bewertungen
- A Presentation On Inventory ManagementDokument24 SeitenA Presentation On Inventory ManagementHari RittiNoch keine Bewertungen
- Hoist Yale 360Dokument10 SeitenHoist Yale 360Vitor OlivettiNoch keine Bewertungen
- Material Planning and BudgetingDokument17 SeitenMaterial Planning and Budgetingedupurpose486375% (4)
- Rockwool 159Dokument37 SeitenRockwool 159ashish2783Noch keine Bewertungen
- Coal Handling ManualDokument107 SeitenCoal Handling ManualSrinivasaraju Kolanuvada100% (1)
- Green Processes Manufacturer of Paints and CoatingsDokument5 SeitenGreen Processes Manufacturer of Paints and CoatingsRai JeanNoch keine Bewertungen
- Lathe MachineDokument34 SeitenLathe MachineVaibhav Vithoba Naik100% (1)
- PlacementsDokument7 SeitenPlacementsChandrakant BhogleNoch keine Bewertungen
- Commercial notes on raw materials for plastics SBUDokument3 SeitenCommercial notes on raw materials for plastics SBUGanesh V (Kota-Plastic)Noch keine Bewertungen
- Fea Services - Equipment AnalysisDokument5 SeitenFea Services - Equipment AnalysisMiguel A. GarciaNoch keine Bewertungen
- EOQ Inventory Model ExplainedDokument44 SeitenEOQ Inventory Model ExplainedDileep SinghNoch keine Bewertungen
- Rust Mill Scale and Other Surface Contaminants - ETN-M-5-14 CRSIDokument8 SeitenRust Mill Scale and Other Surface Contaminants - ETN-M-5-14 CRSISayed Diab AlsayedNoch keine Bewertungen
- Lorbrand Composite RollsDokument6 SeitenLorbrand Composite RollsIgor San Martín PeñalozaNoch keine Bewertungen
- Cost Control & Cost ReductionDokument12 SeitenCost Control & Cost ReductionTasmeer Un Nazir100% (1)
- CPM3V DSDokument2 SeitenCPM3V DSuighuigNoch keine Bewertungen
- Formwork:: Requirements of A Good Formwork SystemDokument8 SeitenFormwork:: Requirements of A Good Formwork SystemJonah ScottNoch keine Bewertungen
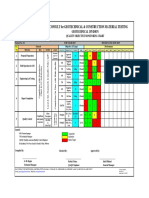
- 00-Quality Objective Monitoring Chart Fof Geotech Div-2Dokument1 Seite00-Quality Objective Monitoring Chart Fof Geotech Div-2Adly Al-SaafinNoch keine Bewertungen
- BT 1 Paint - RevisedDokument44 SeitenBT 1 Paint - RevisedcrimsonbunnieNoch keine Bewertungen
- MRP (Mrp-I and Mrp-Ii)Dokument5 SeitenMRP (Mrp-I and Mrp-Ii)vvns4519888Noch keine Bewertungen
- Lesson 2 Unit II International Trade Theories 2 PDFDokument39 SeitenLesson 2 Unit II International Trade Theories 2 PDFsmileNoch keine Bewertungen
- PEST Analysis Ceramics Industry in PakistanDokument2 SeitenPEST Analysis Ceramics Industry in PakistanabubakarNoch keine Bewertungen
- Expansion, Conctraction and Construction Joint On Concrete For Civil Works PDFDokument10 SeitenExpansion, Conctraction and Construction Joint On Concrete For Civil Works PDFSushil DhunganaNoch keine Bewertungen
- Seminar On " ": Pre Engineered BuildingsDokument27 SeitenSeminar On " ": Pre Engineered BuildingsPrasad NbNoch keine Bewertungen