Beruflich Dokumente
Kultur Dokumente
Livro Budinski
Hochgeladen von
Ramon AraujoCopyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Livro Budinski
Hochgeladen von
Ramon AraujoCopyright:
Verfügbare Formate
__ .. "Hfli$fHt!
C'
__.......iioio. 1Iiiiiiii................................,
""""4 ". n '" ...w - .._li'.'
. .
;'i. c
_..:..-......-..,.,""';'... .. ..,..'f,t,... ................ _ .._____..,.._________
. .
_--.;..._____'---___.-\\"
"
.
::Slirfc
__-_",', . , .
:r Wer Resistanc
A\
\
,. ,
li""
_...
I . .. ,.":
Prentice Hall, Englewood Cllffs, New Jersey
. . 'I ;. - ',"
....-.,.i
"' ;!,
(
.
C
CJ(.
}tJ
,
( ,
(
..
j;\
(
( .-
.
( .
C
( j(
(:l
( )
( .
l
(. .
( .(
( . .
( 1,
(
(
L
( '.
(
( ..
( .-k.
'..
h.
r
c
(A
f
C
( ,
(,li
(,i
(A
C
( '.
.
( -.
!-'."
C,(
',> '
( .
A
(
( A'
( .....
( .
ri"'-
{
'".,
( .
""'
,......,
1F,
J .
Contents
PREFACE
}ti
. 1 INTRODUCTIOJlJ
of Surface Bnslneering 3
Toois for Dellling wlh Wear .. 5
Current Status Bngineerllll II
Summary 13
':iII
''''''neferences 14
2 WARMODES 15
Definilon of Wenr IS
.......'
Cntegories OI'),vCllf 16
17
. Abrosion 19
...."...1.. ; ....:." .
Oouging 20
Polishing Wcnr 21
. ',....
Solid Pnrticlc h\l[lhlgcment 22
. '".."
,.;.
v
''''''''"
..._.. .... .
" 1
,,-
(
v
eonlenls ( .
(
,
ElcttronJ3cam J/llrdening 166
SummnTy 241
Lllscr Hardcning 176
( Itcfcrences 241
1011 Imnhlllflllioo I R2
IR<)
10 HARDFACING CONSUMABLES
( ,
1119
( .
III;rdfucint: Mclallllrgy .244
ti.
rusion Ailoys 2M
(';'tIl.
8 SPECIALSURFACINGPROC'ESSr;s
Nonfusloll Mntcrillls 279
($lit
Hcouilding anel Surfacillg 19 f Sununllry 2il6
WCIII' 'riles 195 Refcrenccs 287
;l.
198
(
11 HARDFACING APPLlCAT/ON GUlDELlNES
FlIscd Carhidc CIOIII 200
(
ThcI'Illl11/Chemicul Dcposilcd Ccmmc Conlings 202
Hnrdfllcing In New Designs 288
(
CcnrrifIlJ:aJ-C!l$1 Wenr Confing,) 203
Hardfacing forRepairs 289
( WCIlI' 205
Hardfncing wilh FlIsion 290
( \V1:a!' 206
Nonfuslon Deposils 292
(
:l SIJllllllary 2()i!
. Weltlability Considerafons 297
.20R
Fillishing Consicleralions 299
(
Sul'llnnry 302
( .
.9 IIAnDFACI/\fGPROCESSES
12 SELECTING A WEAR-RESISTANT SURFACE (
Shielded Mel,,1 Are Welding 212
( '(lIIH TUllllslcn rc Wclding 213 Melhodology orMnterial Sclection 303
( "
(JIIR MClnl Are WCldirtg 214 Estnblishlng nMUlerinl Pm(j(e :304
Il.. ,
( Flllx Corcd /\te Wdding 215 Idenllfylng 8 Wenr Mode 308
SlIllIi'("W'd n' Wclding 21( Trcnlmenl v('rslIs 310
... .l
'l'lilsma /\te 211 When 10 Use Plalings 3t4
( '.'
Oxyacclylcllc Wcldilu! 21H Whcn lO Use Difrllsilln 31(\
Furnacc Fushll! 218 When to Use Sclective 317
Thcrrnal 219 When lo Use Thin-Film Coatings 3f8
uf'l'hcrrnllI
When 10 Use llIc:h-Elcrgy Surfllce Modificaliolls J19
(
..l "",,.
,
(
",\,.",
..". $ .tUA.......
('
/;1:
("'t
-.
(l
'I(
( .
( , ..
(
.
(
(
(
(
\i
,
(
(
]l.
(
(
(
"
(
(
.:l
(
(
.
.
!L
( .
(
(
.
(
i,
.i:...
(
,l.
(". ,
(
xii
Prataca
'fhe IIse of lhe originnlllle, "Guidc to /Jarl/facing," no longer was r.nce lhe
cxp:lIIsion rc.slllred in Inclrc noOUI olher processes Ihnn abour hllldfacng, 0ne reviewer '
. slIggcsled lhe U$C of lhe IcmJ surfacccnginecl'ing in lhe lrle, II seemed approprale
slIl;e, there is a .<lurfuce Engincering Sociely in lhe Uniled Kingdom and this sociely
<lCII/,1 wilhlll/ lhe Ihings 'Ihlll jJeople do 10 modify lhe properties of surfaces. Hence lhe
lilk h('CIIIIIO .ll/r:flu'c lillllilll!('rilll1 flu' W('{/f Rf.f;,\'I{/ncr..
f rce/ Ihlll lhe c.'J)allsinn (lI'lhe original hllrdfucing gndelo includc nwide vnrlcly
nf slIrfaer. IrClllmenls IIntlcOlllings Olllkcs i, nmeh more valuable Ihnn lhe wor".
Thi.1 is a lirsl allemp! 111 1I ver)' hroad field , And ,mueh of whal is slIidaboul Ihese
smf'llc IlI'occ$ses is hase'd (1n 25 yCllrs o( pcrsonlll experiencc io deuling wilh wear
problcms in a vcry large piam, I do nOI (cly on hllrdfacillg for solving'
wenr pl'Oblcms, hUl mlher I hflve use\! cnch .of lhe 20 OI so processes covercd in Ihis
well riS some processes lhal nre beSI lere anonymous, Tnis work is inlended
to serve as fi reference lor designeIS, pople, mainlenance personnel,
anti sludellls, in scleclinfl processes 10 make surfaces more wear resiSlunt. 11 ean be
lIscd for courses on welding, mCla/Jurgy, wear, or 111ll1crial selection: it cun be PU! in
fr.ferem:c ccnlers in arcos ond it is hored lha! ilwill bc adoplcd hy some
some professors (O slar! cOUJ'scs on slIrfllce cngineering, Ali lhe imponanl slIrface-trearing
processes Me dsorhed iu simplc IcmlN: il is shnwn how IheycIIII be npplied 10 various
Wt:IIJ' SilU:lfions, llnd infOl'lllal.ion isprcsenled on soltelion anel specifiealitll1, Ar. appcnelill
li':ls Irade nllllles an composlions of over 800 consumahlcs Ihll! nre used
weM.
in hanlfucillg. 'l'lie overall wml of 111is is lo supply lhe render wilh isufficient
111 sell:r.1 lhe mosl npproprillle anel cost-effeclivc surfare lO resist li pl1rliculnr
A W()!'!; Of,lhis IlHIIIf'C <IDes nol Come frem (lnc pcrson. I acknowle<lgc lhe cOlllribu-
lons 01' l1ly assncinlcs in lhe WRC, disClIssioll5 wilh rny coworkers. 111](.1 suggeslions
frum /1))' fricmls Hud llSsncillles in lhe wear commllnily, I cspecinlly Ihllnk Dr. Ruben
Tllckcr:chainllllll (lfIhl) WRC WClar anel Hardfaeing Silheommiuee., for his suppon in
!his elTorl fiml in kccl'ing lhe WltC hardfllclng oClvity progressillg,
Krnnelh c, lIudillski
_1,.... ....
:'1
"..'IJlli..DOnk is "MP! 'llilXS to make surfaces \Vcar resislHnt,
....
.nklw:a:...
..mak.surfnceuvellr . ..rcsi$llInl. The
1I<Jlll...I:ur;f.aCUI.U:ilW'r.iag..wIIS...lluLinuUlu:..1 ...sc.opc. Sllrfncc "_.
engineering is a relatively new (erro Ihal hM come /nto use in lhe luSI decllde or so lo
dcserbe multidiscipline aelivitles aimcd ai talorlng lhe propcrlies of surfllees of engner-
ing mnler/als lo improve Iheir (nnel/on arserviccnbililY,' Thcre are pmbably n\l engincers
IhulllclUlIJ/yelllJ Ihemsclvessurfacc enginccl'll, bUllllere IIre mllnyphyslclslS.
ehemisls, and mechanleal enginccrs 11101 do work lhaI can be callcd surl'ncc engineerillg.
They work ,!n cOlllings lo protct slIrfaccs from deleriorntinn in Iheir
. IInd Ihey work on ways lo aflcr lhe funcrlonal properlies ofslIrfaces,'Ibs:m isn S\ld'l\Ce..
Un il!W K --.:.
wil.h.. . .'.
lIuslon
Wcld ciluMing
ExploSive cla4d,ing
Spuller coalng
Chemical vllpor deposition (CVD)
I'hysical vllpor dcposillol1 (PVD)
. IlIn plllr ing
PIl\$mn-onsislcd CV[)
..J,,(rr'b",( .
Introduction \"
'
.
L
\
""""
( :...
( ,'.'
( :'
A.
(
( "
A
(,
{ ;
;/lt,.
( ,5.""
(
(
( '
( ,
( "",
C,
{t,
(
t
(,...;,
":\
('
"
A.
4
Arr.m(1
E)ec:ldc
urivon
I 'nUHnttl
I
cornhmtron
Sp,.cn "'lunt
yuhlclus Mallllncl Anlm.1
Inlrodllcol1 Chap. 1
. noumrUlr. RomDn ,Stooe
1
"yuf.ulle drlvo" IOIIchi".' ,
Selno W.ler b.1I ."d bo.'I"gs
,(Irlv.n driYell roUor I
r:h,c;ronI
1
cs , mncll1lJle, h"'t
ln9
'
, bcarlngs
l.!lJ.! ,!!!!.! ,!!lI.. J],lli '. t
-10 -)'0' r -10" v "
!+I-H-+.+--f--I---HH-H-H-!----i-tH I I , 1 )11 I 1 I I I I
!iIUll enJov 11 ct 1Tt 1, , Ari.L,
""raa Slooll Min.raloU Amontons .nd ",hi,aooUI bo.rifI!J'
tuullments di,cc>verod andolhlra onimal olls
lan
Impt;,nrl'flnn
Vacuum
cOlltll)O
I
Orylilm
Uordl..iog "modem" .1udV 't
by waldlr'n '"brio.nu 'detlon
,Modero t Modem ISloneInse",
rolling $lrioh in woad ro..,h:
eletneol
bUlring$ C:aso DraUi
t
h.rdonlng bOllrlng,
Throlloh
hllrcionttd
.
st.ols
noll Elflctroplniil\fl
Clilddlnu
Can
hardolling
ollroo
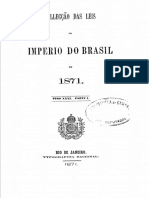
I_I Chmlluln,!y oi muJ tn L;;.i whh wcnr(.I(lcr J)owsnn).
case hllrdcning, An carly form of Iwrdfllcing WlIS prllctiecd .hy Vikings;h,ml sfones
,,"erc cmbcddcd inlo lhe lending cdges nr plows 10 resiM s()B nbrnson_
Npl much 11IIppcnlld it1lhcllcvelopmcnlofwcarrcsistantmateriaismuillheIndustrial
Hcvol"rion, Tllc invntionoI'lhe stcarn nnllinc ncceSSilal{)(1 lhetfcvelopmenl()f lubricanls
ilntl cHlI:icnt hcnrings. Eleclricdrivcn rC{jllircd c,ven bC'Her Irihosysrems. "n
finally lhe in/emal c()inhusliull Cllllili<.; fcquirctl.tho fypcs of bcnrings Ilnd luhricants Ihal
an: in CHlll'Cpl In lhe nnsIh"llIreIIsctllot!uy,SlIrfitcc cngineerinllll1l1dcconsidcr-
(Ibl<: slridcs in lhe ellrlYJlal1 of this cenllu)' wilh' lhe dcvclopment or hrird welding
1!;lIl1c JtlIrtlening. l'lIrhllrir.nl:. nilrdll,l.clcctrophllillg
nr
hi/rel depnsits;
1'IlII di/dding. cllill ClIslirl/:l. IIlId Ill1l11y, :M(lsl of lhe lillllsl1vnihible lo
'in 1987 f(lI' Ircalnicnt oI' surrl1ccs have becll'clcveloped since 1900_
This revi!)w in lhe chronnlogy ,(Ir Ircatmcnls is inlcnded to iJlllslrale Ihal
und coulllt!s hnvcbcen amllnd for nvcry Jong liinc. 111\<1 each new
t!1:vdOjllHenl in nwchanisms 1I (lf Iriboillgic:t1 prohlcllls. Impfoving fhe
I'r,'pcfft'S <,f snrl'm;cs is Ihc Cllrt',"lI Ircml (li' loday's wCllr prohlcllls. ralher
I,
.,
I
Tools for DAalll1g wllh Wear
Iha!l lhe dcvelopmcnl ofnew wenr-rcsislanl bulkmnfi=rila;<lnlhc gCl\crllfion,,_
rribosyslems, we wlll probab/y re/yalmoslenlirely 011 imp'ovemcnlslo surfuces. Wcpi'
. plllce8.1 Ihc surfacc nd lhe nenr-surfacCI, and l mnlces$cll$e In concenlfllle a._
lhe surface mlherIhan lo mnke new bulkmateriaIs lo realsl \venr.
.I.Q.Q , ,j Y" lt'.f, , ..,',
, !S FOR DEAltNQ . WITHWEAR_
,;"."
Wear is delineilas damage lo asolid surfnce,mosloflhe lime in lhe form (lf
removal from 11 bylhe m:lon (If reinlive mOlion wilh li
subsllllcc or suhslancea. TIlerc nre rlllloy Iypcs of wear, mui w'e' will describc Ihem
delaU in Chnpler2. bul Ihere IIfe on/y four nlainlYPQS ofIribosystClIIs Ihjt! proc!lIce--
wear nnd abmtl six bnsic Ihingg Ihul are done lo Ollllerinls lo lhe Cffecls o'
wcnr. Thc four basic tribosyslems are 8S follow3:
1. Rellllive/y srnoolh soJids s/Jing 00 olhersmoolhsolid$
.", ..
2. Hnrd, shnrp subslanccs slidlng on sofler surraces
3. Fatigue ofslirfaces by repealed slressing (Ilsully cOlnpreasivc)
4. Fluids wilh Orwilhoul suspcndel sollds in molion wilh rCllpccl ICl.1I Ilolld surfnce
We will give nnmes lo Ihese IribosYlllems lIud disclIss Ihem in more dClllil, butauhis
painl II con be Sllid Ihal nloSi wellr da;nllge'9CCUfS in' Iribosyslems Ihl11 conlllinonti
more ofIhcse rrihocvenls. ' .
TIle Imditional lechniques applied lo mlllerals lo deul wilh WCllrpl'!ldllCed .n
lhe prcceding Irihosyslellls IIre as f()lIows: '
'I. Sepnrme cnnfol'll.liog surfnces wifh 11 luhricming film
2. Mnke lhe wcnring surrace hard
3. Mnke lhe wCllring surfnce reilslalll lo frllClure
4. MakiherOdiig s'rfac''si$lnl lo ctrrosioll
':'. .'
6. Mllke lhe wellriog SU"fICe faligue..re.,istnnl
I j, ,
lubricants...
" .".,...., " i " ,.
.. A diseusslon of Ihc..vnrlouschurnclcrlsi)cs,1If./ubrlelluls 18 oUlslde IhS,C()jlcof
.. book...bul lhe role of,nll IO,lIcp:ll'llle surfncllS $() Ihat
,,Ihcy: do nolllluch during relulive sliding.,If.lhcy:do,JlOI louch. Ihey. wiJI nol dlllllllgC.
e8ch OlheI'. Anylluid Ihut wets.:l surface.. will probllbly Iubricllle it, mrcclive lOllg-ienn
prevendon of wenr by lubricanls rcquires a 8cparaling flIm. Tltis is Ihc hard
polt of.Iubrcnlcd lribosyslcms-arnvng uI a rubricanl Ihal will SlIslain n scplll'lliing'
IlIm linderl,hescrviceconditloos. Solid Illrlllu[1riclIIlIs worklhesninc ns IIllid luhriC'alUs,
.Thcy scpamle cOl\fonning surfllcc$ lUtl lhe secrel lo Iheir successful perfOl'lllfince is lo
(
(
; ",
(
(
"),
--,
"
(
, }ll,
" >.
(
(A
(
(A
( )J
(
{"l
(A
.
(A
(
( ;\
(
,"-,
( ""',
( ,,'-,
r'-..
r ,-....
., ,""\
'/1
B
' . .
um c<'lJifinunll)' heingdcvelopcd, Thus. and resislanccplayasignificanl,
"'"._,,,i',. I. ","'hIO Ih, r""", .r,
role lu wcnr-rcsiSIIIIII Sl/fruces. lIud lhe
CUI! lcnd lo fmetl/fI! rroblems Ihal ovcrwhehn lhe benefitsofihe hard surface, Material
",'; .' . . j'
Inusl lIlso bc considerccf in malerial $eleclon.. ,:,'
\ ,", -
J
_ '
Rasjstancl! ,
I
'
SO!l;C \Vllllr processes ret.;lc In lhe rcsisla/lcc of ama/crinl lo rcac'tlan with jls uSC'
cnv;ronmcnls, U'luid like /hlll which Occllrs in pipes cllnying Iluids IIt high
veJOcily. is rC.$!sltld hy sIIrfllces wi/h Icnacious pllssive IiIms: Frelllng corrosion occurs .
IVI/en O$Cilllllory motion belween modng sl/rfaces causes lhe fpyhg sl/rfaces lo reae!
lhe mechanl;ms, of.Ihis Iype .af wear iri:..1
w!h ar (lI' anolher, enl'ironmenl. I
olher way CtlU ressl lhis form ()f Wcur. Iheoretic:al to prcdlctthe severlty ur adhesioll"'!
ex'lrelllcly tCOllciOllS proleclivc IiIms. This 15 lhe way Ihat lhe corrosion resislance of
jnlcrf<lces\I,Iith wearpr.oeesses. A par!ofmalerialremovalcanbefrom meehanicaJ
aCII('I/I of lhe substllnce ori lhe surfllce,nnd purl oflhe malerial removal
disso!illio/l oflhe surface from chemical effects. ne oesoountec,aco 10 run agllms',
The coball-hase Imdfl/clng alloys havc corrosion characlcrslics Ihal are superior
fO Ihose ('If Illally 30(J sedes slanlcssslecls. 'rhey have signlkllnt ulilityin resis!ing
liquid Cl'osioll. cllvilalinn. slurry erosion, and some'of lhe olher orrosvc forms of ..t1o.. .. .simil
ar
types.' I
IIIcar. The nluminum hronze sirfiicinji'ilhJys'are li'onririii 'ptbpellers lo prevenr ..... 't:.-.
r
lo' repail: Pj.;IPS ihal iuive livuiUh (Jmngc. The nlckel- I
bnsc anel eolmll-hase hnrdfllciJlg -i'c' wlifJy 'usc(i"loresislchemCIlI'athickand
'nbrason.from plaslic il ilni:iion'syslcms.'Thllk:Sbme Iiardfdeing alloyshave '1
$ignlknnl corwsion reslstanee lllld are daplllble lei lIie corrosivc fOflllS' oi'wenr,
The cOI1/pcflive surfacc IrClllmllts 1'01' resisling ih-corroslve types of. wear are
rclllfvcl,Y. fcw, Selcclive hurilening processes slIch I
dn /lnthing 101' corrosion msiSlnnce. Dirrllsioii lreulmenls fali inlo lhe same '.
!!OIy. Thin-fillll cOl\lngs lllldpllllings hav some ufillfy.bul Ihese confings IIre seldom The competitors to hardfaclng alloys in the area of adhesive wC:lr are I
cOl1lillUUUS OI' pinhole frcc. 'flley do nOI complelely prolCCI 11 1
111e slrongcsr cOOlperilo(S lo hnrdfneillr, in resisting the corrosive farms oi wear . .
HI'<' slainlcss sleels tlnd olher corrosion-resistan! melais. They have lhe Ilisadvanlag the hardraeing alloys. In boundllry
CO/llpnrcd 10 hnrdfncing; ofheng expensivc.'allil the slniclurc Oi lhe component
mu)' !lave lo be made (rom these lhe surfaces :
Ihal likely In tie aUackcd need lohe trentcd,'Ceramic types of welli tiles can superior lo Ihc"1
lised lo pflwenl currnsive weur. in IIUllhrm 01' slllrrycrosion, bid.thcse "
:lI'() dime,ill 10 Ilppiy lo complei sl/rraces. i 'i ,;!"''':i!1,'Yi:,t''Un'1 !I;,
Finally. n:hili!cling Ccmenls 01' th /incei ef!o"f 'bc used :10
cxnmplc. sllirry erosinn in pumps. Thcy canbe quite. whli-hardr
mUI1}' ilppliell!ions. bul Ihey IUlVe lhe diSlldvantage;.;ton{pare1toha'rdfricing. <'.,.",<
.. ...., .......................... "".0<.
tlrC nol properly applied:Ihey.may nOI adhere:!hsryic:i.iThkrsnmei
: J ... >" ... . . ''P' .. ... ,......>
risk Clm apply to sOflle hardfaci!lgs, butIhere are,leohniqueslodetArmlll.boild
It nOI be possible lO deleel bonel problcms
I'la1:('" in/o scrvice. . .", .'iJj .:
'1
":;"1 '
"
't
Introducllon
Chap.:1
use of hllrd materiais 10 solve wear problcms
.
A malerial Ihal does nol oxidize OI' reaelln some
Cnvitalion resislnnce requiresSIIi'faces with
can be from
IIS 'indl/ctioEl and 'Ilni
n
ehardening
surface. .
e
l
Tools for OeatlngwllhWear
. .,.;.mm,,,,.;""",.,
wearlhatinvolvec:orroslon"malerialremoval bylheciiiijolnlac:Uon ofwearnnll rendioril
flhe: wom surfa';e with ils'cnvironmenl. "
if" \ 'A,'''o I : 1I fi f 'h .. 1 .
Alislstance to Adheslve Interactlons
X I;;, 1::;[11,;;1:;' 11 in cl;lIIimU\!. friclio,"1
bclwccn:suifllces In relullve 01011011. Thc J'nctol'll Ihllt cauRed rrictioll cU/lllibutc
wear bet\ycen c:onfanning saljds. Whcn.two,soUds are.hi conlacl rehitivc motim'll
OCCUfs, Ihcrc: 18R lendency (arJocnlized solid-slllle bonding'in lhe relllarea afconlllClc
Wc will.dlscuss lhe prevalhng .Iheories on
Chapter2, but Ihcre,are no malerlal combinatlons that .re free,(rom Ildlii:sion types 0.
rcoclions. Thcre ia no agreed on
tendencies bctween surfacos in relalive mOlion. AUempts have becn mlll.le.to relllte
melting. polnt, a. afOlher I
... ..m
wellc tes.15, "(Ir example, I "an l\rpl ollllon
... iJ1. bud
.. ai, comparabl'..,.j
..tq !!w:
. .. !t>: .. ........\.1".."'..."......
\..... . .. tha! som
h!l'!r. .. exccllenr1
.. hurdfacin,.
.. .. . {<;lJ.m. .. (q,,,IIp'p'.I,i..l!t!9.'.!S, wcar.-
.. T.hRY.. Cl!!l,. . !\s.. .. More .. 1
aslgnlficant volume fracHon ofcllrbidell nre useil for
. hardcnld 1001 aleels, dlffusion-hardened seleclivc-hllrdened alio)''aleels,.anit....
slcels will probablyperfonn as well as
applicatiolls involving acombinarion ofmelal:to-mclnland abrasive wenr.
some platings. If amelai-lo-melai cOllple Is lldequn!ely Jubric:aled in lhe hardene:
.... ando in.unhibricaled.wear, the hardfaclngalloys,often showsuperiorwear
In additlon.-thcc:obali-base,alloys havecorrosionharaclcristicsthal are nsunllysupcrior
lo,.any oi ihc hurdened steeis r surfllce Ircotmen!s. They IIro even
hor<lenllble 81111nlcS8 slcels in most corrosivc envlronmcnts. Thus, whcn Il
," i 'liiiili'el-"iiniilhtriciig.nUoys C:llli'-
provide thal jjrc hai-d through.hardenedmalerialand
trelltments. I '." '1 '
'p,,: ,.', .'
. Fatigue Aeslstance.
oU .,.r'''I''-1' V!' : .1.... I .t / "'f"........ 1 ........
bca!ng;',birs; canis; iind similar power.inmsmissioll deviees
mcc:hanism l?f 8urfllcc fatigue. Repented puinl or line conlaOI slresscscan--
Icad losubllurfac cracks Ihat eventullily grow la'produc:e sur'fllcc pils and cvcnlull"
d
,
I
. 12
Inlroduclion
'i
.The bllSic ealcgurics nf materiais thot cun !lo IIpplied by jUlrClfaejng
illllstrulcd in Tnble I-I. Ther are I1 of lhesc c:atcgories, and many p.roprietary consum-
. iiblcSt!(j'nl"tltinlo Ihese caiegorics,Oneprohlem io be,:addressed.jn uslng __
"
o' hC:lIscd bUllhe ace
.f.9r ,r;p/,\SlJmablcs .. are. still.,wldcly used,
Sincc rhCfC be expecle<
lo bc familiar \Vi/h very many of !hem. The prablem af spccifying s consumable ean
be solved by,hccnming fniniliRI' with one or Iwo consumobles in each consumable clllegory
Ihal is Ilkcl)' lo Fllr ,cnres of matcrials can bc npplicd by plasma 'o.
sprny tcchniqucs, !lUI ir n very hard surfucc (!esred lo Inw-Slrlss abrasJon. one :.
material, chr(lmilllll oxido. works in abOli.' 90 percen! af lhe applicutions. Similarly,:'
the nUJllbcr'.nf cllndidlllcs for olhcr appliculiol1s can be reouced. The situalion is realiy'
ll(l dffcrcnt Ihan ir is with some melais and plaslics. TIlere are hundreds of coppe,r .
fOllllllcrcially. uYlIlablc. 'lU(, fumiliarity .with"aboul 10 rillnys will suftice for 95 :
pereco!.of applicutions. ,There .are Ihousands .of polymers on lhe market. bul sOOul .
pereenl oflhe usnge is madeup ofpolyne.rs from time families. polycilltins, polyvinylchlo-)
\, fi:>j' ;
.,
"
TABlEl':' j TYPES DF HAROFACINGS AVAllABlE FOR CONTROl OF SURFACE
CHAAACTEA(STICS .
IllIfllfllcillg ,011 :l'Il
'J'ool .
Murh:,&shh.: nllJlo.'l"
whitc inlllit
AUSfenllic IrtlllS
. MnulPUlCSC :;Icclll
WC
CIII'(k'" ullny,
Nickcl olltlv'
Ccr(,lnic.\
Cnhall
"\.;, ....... ", "u....
,j
compAmhle In Cf\ll\mnn AISl
".,1
FIlHn IHntlcrulc lutrdncs,ll hlliltJup uUoyt!
In hyh h.rdnc
Murtcn!"ilic mnuix wiih ilJ,
Iny cllrhideA
U$lOllilic malrix \Vilh wearrc,imol 01
loy curhidc. .
"Iof!" alio)' lha! work hard
, cns In 11$0 ':':
Slcol mOlrll parUdes of
varyill" .1,.,
lUlII
wllh
. ,.. j"' '.
oa)' I)'"" tlf Jxid. uri
. ,cer.llule COllljlOUlld
CubnlllWC " .
C;"CrIW ",illI\lgh
hurd
"rid
I.
;;Ui i: iIAi'" Ifi.......'
l/511QI
Ippllcalltlft
Are wcldi.,
llre wcldillJ
llre ...rldlne
Are
,
i
!
i
:l
Chp. 1 ' Summary
" polyslyrene. Thus understandlrig hrirdrllclrig consumablcsispproachw-:'
.. ' . lhe Ilonsumableli to li realslic repcrtoire."
I' .. -:-tI" ia !The 'pl'pertres 'f'lIi1tHflIt:irig- C:onsumilbles or 'very 'sofllln ar
" ' ,',.i .. '1b fiHHI!kr"cel/iTilei; lurdboor Ilny dcsiredmcchnnlcnl or physical propc'
, bc'applied by, hardfllcing proce,....
'I ... wa'wul' 'th'c W'i!llr'cHUtiltcrlsticsofthcsc 'riltenals in Ialct discussl,>
.'1,\ hecilrne fllmillar wllh lhe dlOcrcnt
!" afwerand sclcci h!lrdfacing or Olhei' process Ihal 15 compnlible wiih lhis for'
. wear. PIIl d nol just wear; lhey wear by aplU'tlcular war A
. .other surfllce Irealmcnl Is nOI wear 'resistant; h may heresislant t9 certllin
I but.ccrtainly nOI 10 ali tyVC$ or wear.
'::"Slep iri dosigning to minimize wear;
, :.": .'iThe dcslgn teq,iremeriis for hardfaclng are not mllllY, bUI lhe
. "I Che process' requircsihat ,11 he kn()wn' how 10 allow for hardfcing deposits
" diJj1eniOis. Ono' of lhe Ilrst 'requlremenls Is loknow lhe lhickncss Iimilllliol}s' (
,.' . ':vH<llis pii:csses: po,iISitilPld;'jjltllckness 'of 0.1ln;;(25.00 ""111) on1I ,plasma in
": deposit li omplelely (Ofllil'e;'U due, 'buI rewaompanies,_.
:.'llffordlh cost. Nrmallbiqknesscs are betwecn 3 nnd 10 mils(75and250 .
.. ihc olher hand, li fusion wcld ileposit of 0.010 In. (250 woiild he oul r
Ihinnes! 4eposit lhal could bcmaele by gos wclding II:lY be 0.060jn; (ISOO II"
:.deposilsorc not.unifonn. t Isalso lIecessary 10 knowl!owtoundcrCul11 pnrtto'C
:; li deposlt; and 011 largcearthmovlng inllchlneryal1d Iike.tmIlYbenccess.:..,
I specifyevcn lhe arrarigemenl,of weld bcads.
.<.The IlIst.Jiel1i in our IIst or.esscnlials. where logel hllrdfllcingdone. pcr1II._
'1:,lhe iilual mci.::hnism Sf dono oncell hllrdfilcing hU':I becil prr
.' specliled. Any wcldlng IIhap ca'; applylhe cOllSumllblcs Ihlll areavnllnble for IItl.;":
.. gas wcldlng. Mosl faclrics 1!1v.ea weldlng funcl'lIl;}t may bc 11
lixes brolccn el:Juipmenl; This weldcr can applyhardfadng evcn.lh()ugh hc of..sl1e
nc;ver. ,of lhe lqn. A' propcr spedficlllion will leU che weldor whal COOSI...."
lo use.. and where toapply 11. Iflhennal spray equlpmcni Is' nolavailuble iR ,,"
.) hai-draclng pr9cesJC are rellily vl1able In In facl,chere .IU'e
'.. !lough job shops In.a given locatian may be lO
on :aparticular job. ;Thl,ls .. ny .place sOffiC'welding can do some,hardhlll
!ind lhe more sophistlcaled lechniques are rr.a"ily.lIvailable in specinlty welding'
I 't),' , '
" .. .. II, 11;... ')
".u,
11: h'
.' "',. :'1 ;,: ....,. "....
lri Ihls we have defiped surface engineeringand thal'
I , ."' ,.
mllny proceSRe. some old. some new.. The.common Ihread 1$
.. , wllhservicc. c\mraclcr!stle$ ,Ihlll are lolllp 10 .qur ,exIlCC!Sllonk
. beuer use properties uslng a more expensive subslrl\le. In Ihia
dealng wilh how surroces can bc improved by slIrface engineering
{
(
(
(
(
(
(
(
c
{
(
(
(
C;e
(
( ...
( .1,'
I,
1: r
, ).""
( "
I
A
' : .\., " ..,' . >.;..'
Undcrslllndlng wnr processes is:al<1
. ,
..'.' . '. ,. .' '.
single '.
t..
. . , ). :"i,,'i
,,,"'''' .... . I .,l i'
...
,.j, .. ". ",,Vi
:
.... ...
.,' i, J
lhal Ihey are
,
,
t "'.
(
( 16
Abraslon
11
be Ihey nmyconlninsolids.Whnlhen.idsurecupublcufehcmicully'
rClletlng wilh ihe soUd slrface.In lhe,wear syslem, malerial removal Inuy hc due lo lhe.
.concurrenl processes ofmechanicnl ncllon anti corrosion. . , ,
f.Ji'iihl. .:.i.,. i ; , ' , . . .
Ad,til,ilve lpilaofmalerlnl frllm solid in 1'Clulivc fI10lun
" Ir
y
, lI]cw,s'!rfuccs. Iwo
.. ,:se.)IIIJf;, ..I/lO' rrlcll.9!,\.f.orc.e .Ihlll. leqds lo
.oceur$jdqelci.adhcslonbelween lhe Iwo In udhesive wcar, bUllulng helwccn
,d
conloclilg.slirface fcalures evenlually reslIlIs In fracluring ofmalerial from one OI' bOlh
!:..lI.bclIsi.ofl,.. oflhe intenii:lirill surfllCes. Ir lhe bond lo one.sorface is slronger tllIIn Ihe'bondlo lhe
nloUI:
Olher. lransferofmalerial mayoecur. IC sllrfacereuluresare frnClurtd twmbolhIUrrllCeS,
wear debrs Is formed. The problem wilh usinglhe leno lldhes:ive wcnr Is Ihlll, afler
lhe inilinon SICp, lhe surfnces are osually scpurnled hy wear prticlcs; IIntl adhesion
{
produce 11 helween IhemeOlbers oflhe sliding caople may no longer occur. In mnnyinslullces.
( lhe wear debris is ubrasive'Ilnd lhe me.chanism afmalerial. remvlIl becomcs IIbrasion.
For.Ihis reasoo, Icnns soch aS' bc mOfe IlppCllprilllethan ih
(
lerm IIdhesive wenr.
( .'
Surl8!i8 Fatlgu8 Fraclure of malerial Crom a solid slIrrace cansed by lhe
t '
(
( ,
(
.
(
(
i,
.
.
( ... :
(
.ik
'
,
1
!'.
t, .'
I :1
.t:
H
WearModas
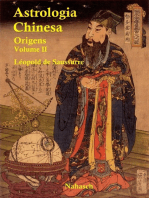
Thcre lIre lilcrnlly hundrccls citIcnns tise;'fio'dCscdbe 'vIrIOUS wear erfeels. The 10086
Use ofIheso Icnns Icods Ilnderslailding bf wear anti lhe 60lulion101
Figure2-1 is IIn hltinpli/) reducenU weui' pr?cesseS inlo fOtir calegorle
comniorliiiiry tlr Tlicre 'are li.llmlid n'irmber modes in
caril C:ilcgmy. IInd spccHicmudes will lide/Il/I ih Nt'1tls(luenl seclons;
AI Ihis !'ninl. wc will !li:scrhe lhe rimr calegories.
,1 ,.
Wearpmdllccdoy harcl parliclcsurl?fOluhcranccs forced ngainsland moving
n sCJlid slIrtill'e. The )cnn harcl rcully menns Ihal lhe subsluncc produing lhe
nbmsion is Imrclcr IhaJl Ihd Ihol is rccelving lhe weor damage. An IIdditional
'1\1l1lilicr lornbrasion is Ihlll lhe nbradal)l ustlolly ilas shurp angular edges la
cuUng orshenring Helioll on lhe solid lhaIIs being subjeclcd to damage. '
ProgressiveInss(lforiginal maierial from lisolidsurfllceduelO lhemechanicai
nlcrnc!iof! bClween Ihal slIrfllce anel aflllid or impinging fluir! stream. The Iluids mj
,.. :' .. 1:"'].-
.. ..d""" .... ...."
".rp'YHI;/) ...: , .... R .,;,.ii"" ',',. ....
bn ,,,"""..... .. 1
,
fltcrncllon :
hetwe.n
'''conrormino
.urfaces
I1lquit.
c::0
repetitivo
cCHnpri$jJvv
I'rO$sOS
l-f Uasic cnlcUHt'ic!; nf weur muI mudes tlf WC:Ir,
IIlresses proouced by repealed,rolling(IrslidingonnSllrface. ThemoslCOI1l1\lon eXlnlflle
ofa syslem Ihnl would be prone lo Ihls.fonn of:wear 11 tmele Ihnl is sohjected
repealed Iravel ofa tinll OI' rller. In Ihiil Inslance,"mlllbrhll.-removal would'oceur
sbsrface crncking. Apll \Viii be produceci when Ih\ snbsurfce'C'ack progresses lo
lhe IIlil'fllt:c. . I
In lhe remninderorIhis seclion we will define lhe spcciliemudes oI'wellr
inlo Ihese falir basie clllegories:Bxamplcs wlll bc ofsylilems Ihlllllrc
lolhescmodes.Tlle Ihatareused lopCllulIce wcur-resil\lanl hardf;lcing
Dnd oll\cr slIrfllCC Irenlmcnls cjJvcred in Ihis book, cxiailo conihat Ihem: Iypes or wenr.
of. wenr modc:& Is essenliai lo solectlng asurface lrealment lo
wear. Tle purposc oflhischnpler Is lo jlllrodoce lhe "enemy,".: .'.
. .,' \ '
s;omhi;g Agure2-2 .;:-,urrace u;;
'<:If woar
(ISCO. Al'rAIIHA
j'l.6w. "'Q(
:o111,;tvr OC{"""" r""""""JIi,r", .
e.....-t o .
',.,
...,..
'l
. 20
I ,
I I'
Appllcable Hardlaclngs:
sfeels, composires.
'i, L A,;. '" \ ... 1"" li,
.Appllcable, Surlace J Jleavy.,carhtlM7.l;r\
Iiles. heavy tlome hardnlng, casi whitc Imri,
i .
Wear Mod99
!i';
! .
'",* Q' . '"
:' 'IJGING ABRASIQN l-
i"
Ooscrlptlon:, Gougingabrasion is material removni by lhe aClion of
compressive lOllding of hard malcrials such as rocks againsl a soflerliUrfllce;
me.lal. This form (Ir abrasionis Iikely lo be conjolitP high-stre
c
:
nbrasion. The mosl severe damage is caused by lhe gouging aelion: bui ir minerais
bclng handlcd, smnller jlariicles wiltbe presenl in Ihewear.syslem lha! $crlchlng
abrnsion, and lhe loadingon some of lhe flne. abrasive may be hlgh enough
lo cnuse h/gh-stress abras/on. '. ,:.' ; I
111e mechanism of goug/ng abrasion is deformalon coupled with
rClnov'al. Doth lhe deformalion Ilnd. chip remova!. are; usually m3croscopic in
Patigue undoubtedly plllyS a role in Ihis wear proCess, Asingle h'l1p8CI of a large
"'ira inclnl sliffacc removal, onl)': p/aslie defllrm"
inn
,;,
" TU( rePctillv'all(\jfofffishillll rocksand thelike jlroduces malerinl'rinQval by
aeljon Oll denled snrfllces; overlapping gouges car.prodllcll"fracIUref:.mDlerial in
....._web arca between gonges, Figure 2-4 shows gong/ng dllmllge on one of ihe
. shown in Figure 2-3.
(li)
(a) Schenl.Uc "f gouging nb,aslnn. (b)
(,l.. _ t,,4UIlCO ,
,
,.
>,,;..
" '.
pollshlng
, . ' " ,.WI'lIIt I , .. '., '. . ;
'. '; I=xamp.les:' .. Hamrncl1nill hammerSi gyralory cirilsher pllrlS. boll rnill rurls;jnw crushor.
movrl in rocky lmll equlpment in rocky soiL
, ..... , .. ' ,,) ;J... ,,'I.;i ... ,I.(l ,U.\.' :\,.' i,"11 't i .::....''''''.;.. ;. UI'I'''' ,"':,' :..r" .)': " ..
. , ' ", .. ,., '.1>' li\">J I: ' '. I
ti . "! 'h gs: .J HI nuingancse sleels; c.
(".ildJOI!' ':ti. fl ." s' i: N'.' .. ...,.;i.'" .;: '.: ; .. i: ; ;', ,i') :,', ' .
I
,' ..... : 1 ,'fI. ti" >\'ot .,. (,t \ ,'v',,11 ,I, 1, .' .. ' . l-'" I
i\...j,1 I, ,it[:i: W'''I'i; ... . ;'. ,,' '.",". ,,).1./1,"'"
. ,'i; . ,\",./ I 'f'.,; " .' r.l1 n' .. r'llil..n'!' .. ";', tU\:' ", .'1''':' .""1"'[\"
;1'.';;' i Appllcab ,e, $rlace Trea n{riti) HIIi, oy . Qoel
::1' .' :.>!. ,1"1" ;'\': ;,,' 'i':"\i""'::'::'T
.', ; I. fI'
fQUsHjNG WEAB
.: : .. , . '.
'., "'PolIshlng wear Is uninlenllonal progrcissive removul (Ir nlulcriul fr6i
'
::; . 11 surfact by' lIelion' of.rubl)ing fram Olhet solidsunder conditiOlis Ihallllate.
i scralchlng; fracture.,or, plastlc .dcronnalion of lhe surrar
The dictionlY of poHshlng Is lo Ihal have b\-.
subjecled 10 pollshing wear. are USllally smoolhed or brighlened. hut Ihis (moall)inp
brighlening requires malerlal removal and it ean cause a loss of servicebility in sn
plU1s,.. Dimensions can be,changed enQugh lo malie a pal1 unuslble.. Figure 2-5 /ih'.
an example of 11 pal1wom by poJishing. ", I" .. '-
, The mechanism f polishing wear'is nol agreed on;but it was pUl in lhe
of IIDrlslvc wear inve:stlgalors have documentOiI Ihal polishing prodll'"
itlierochip' temovll (lik.lhal when a surfaceis 'lIcled on by hw.
pal1icles Ihalare larger Ihan abotll 3 fJ.m (0.00012 In.kWhen,(UI1'lIces IIrcsllbJeclct'.
$mallcr rarliclcs; .8cmlchcs IIn.d microchips nolonger o,bscrvoJ. ln
tllcchanisll1 of mOlerial rClllovnl under IhiNlllltu conlilon Is lhe 1
11111
of polhhing <_
"
(h)
I,' . . .
FIa""' 2.,5 (a) Plllilhlna removal,lIIlIh u !>..mng whcl. Fillc.pal1iclts ate
UlTicd l1y Ilie bulT and .....-!i/wllclo.n:mov05 I lIli"."'lIuPIlIIIYO( materi.1. (bll'umpalccvc
I"'llshcd by lhe nclion nf inllfganlc nbcn In pucklnlllh., bn ICnlll"l lhe "ceve. . .' . . J.; .
.1
.
(
L
"';
Wear'Modes
: .... \, " , ,
8. lIanl in 11 Inrgcl material Ivilh amelai motrlt !lave Jiule cireel.
, , . .\
.9. Hard cemlllics jilld cermels Ilre quite rcsiNlnnl to:repeaed ;mpact.erosion If th .
cCrlIllIic is hurder Ihan'lhe impingllg particles and irlhe IlIiplilging pnrtlcles are'
srnnll enough nOI lo Clluse spullil}g. '. .'. . . ;J
: < ,< ; ;". "'. ," '.'.,{"
EllIslo/llcrs /lro vcryrcs!slnnt to soBI! purl/clc erosjon CXCCpl ai .lIor/lml inedance
F/ll)sin dlnyenvlfllnmenls.abrnsivcb"lsliog.convcyanceofsolidparticles
in '/l,uidrlrdms,/lircm(1opcfIIling slli1d dirt,cyclonescpnrlllor
s
,lIir-,bIIlSI comminlltion
exhllusl systC/llS cnn-:"lIIg PIlt1lculnICS. ,1......
11
;,.,,",
High-carhon!fOn/chromiliii'lf')'s;'llighspdsleels, Iher. :
malSpl'uycdccrnmics(only forfine pnrticles;50ILm (0,0002in)and low-nngleincidence).
Cnrbidc;and ceramic wear liles,
ClIvilnlion croslon is ioss of fro'jl nsoUd due io
lhe ncloll ofhubbics illu iiquidcOlla,;sing ncarlile so!J<! slIr(ucc. When collllpso"
n lquid, lhe 11 T!is acHo/) can:
crcnlelny li111lki jCIs Ihlll can hllve lIlechllnicrii c;i,lseiiiii'erinlremoval
;lfHJior,pllll;ticdcforll\lilionofsurfnccs, In IlllllcrllllsIh:u rclyonpassive IlIms fofcorroson .
I\'.sislanct\,.Ihe nicchllllisllI (lI' IIIll1crilll ro11l1lY1l1 llIuy he rcpculcd ron](lVlIl (lI'Ihese
cllupk'(1 wilh cmrosinn oI'lhe slIrfacll Ihul hlls hccolllC AClIve by removlll ofils'prolccilvc,;'
lilm, /In CXill1lple (l(Cilvlatioll eroson is ,hown in Figure 2-7, .
.','
(n) SchclIl.lic ar clvllalion, ,(b)
crOSlon, wlllle olhcrslunies clln exponenlllll mcrcasos 10 Wllh 11 dou
,\
,I
'I'.
/:
{
t.. :...... ;
24
Slurry Erosion 4,,]
, .Cavilnlion In Iiquids Is governed by-vurious lnws(Ir!Iu!d IllcclIlOic.... but cavlnlt)
on rcducing crosioll iS'possible In;!lny pump.r propellerdevice. Forcavlalon to alise eroslon damagc'
.IS,rieea$ary ihal hc bubbles aI Of neur lhe surfoce'orlhe salid. Cavilllliol
IIn,incubatipn pcrod IIsuliUyexl6ls.The rale. 01' dnmngc Ihi
. lisleildy-sllIlc erosion mie is achieved. .. .
(t:J
hllvQII t\igh,cnsllclilrcnglh anti 11 very lellucious paAAive I
111.
'
IOCllvllllliol\;JlIIIHlics IlIl1Jcenull!cs 111111 do nul rcly (lll pUlIsvc IiIIIIS r
,i':bbiTosilrliisistancc in Ihis fono oferls!on;: '
unglcs.
J ".' '.. ,.:, ;," ",\. '. . . ' .
\,Ij.1,1,,1. : ',"/'/!"',! ') . '.: '. . .'.
Exnmples:
:,",Exampai::Shippropellcr.i, pinups. nllxlng IIghalor'
("
A
( ... I. '.. " depush
Appllcllbl,e hl1rdfaclngs:
... 1: JW;Jrwlijhnrdpir1y/Aio!S !PP!Ii . . . .
t cN:; 'ih .. ........
.. AppllcableSurllleTrqatments: .' Jilatings. lon-imphlnled S\1
Applicable SI/rfaca Trelltments: faeesofsome ineial, ceramic liIes, tilled epoxy rebulding eemenls, "-
.
CAYI!8I10t>./ ..\" ..... .". . ']1
" ( .. SlllRByEBOSION .,,
1 . " .
(
, ' .'.
'.' l1li Description:
:' Slurry ei'osion is progressive of mnlcfial rroma solid slIrfllce
-)..
ihc 1II;Iion of 11 mixlurc of ,in 1\ Iiquid in mofion with respecl
(Al
in
lhe surfacc. Ir lhe solld liurfllce 111 cllpol;'c ofeorrding in lhe Ouid portloll on.
( .,Ii
'Slllrry, lhe slllrry erasion will onlliln 11 eorrosion componenl. Por a sa'j'
. ti( Inaslccl.plpe con. clllise dam.. ng.e by'lhe abraSjo.nofprolccllve 1i.'.llls:ih.
In turnnll(lwa lhe sleel lobe comx.Je<J by lhe wlllcr: wtllt tlle' in lhe
.....
lhe Wlller would producc negligihle dllmnge. Cnnverscly, nsand/nU slurry in lhe.sm'
pipowould Ix: suhjcct ollly lo dmnl!ge frum lhe abrasivo, The i;i nOI corn.
(:r.
lhe flcel.. Flgure 2-8.showl!nn example orslurry erosion. . . .'.,
. . Aslllny !ly definillons li.phYllieal mixlllre of soJid pnrliclespnd a
... "
J ,' "mulliphnsc nuid (glls IInd liquld), The mllsl be in 'sl1sponsioll In lhe, )jljl
Ihus n rnlxlure af cMllIher rllII in wlllcr would nol be consldcred 10
(;:?:j
slurry; nor.wlluld IIverllge drinklnll Wlllcr. which may conlnin.minutc llolid
, ..... are lo CIIusing lilurry erosioll IIsually com;,!n par1ic!es
hie ninge ()t.1I11.i.iili,,ilcvlrlil milllnelcrs (0.0004,10 0.1 in.), bUI f'U1ieles cllnJ"
'4
Inrl\cdr,dit.Jhild pl'llllcrll\Js.. wUI.nllllw Ihc llllllklc:s IlIlitllyin '
f'A 'I . ," ,\, ... :dCpClldll (}Il lhe volullIe frllcllulI uf IhlHUlid plllll:c.
slzenngulnrUY. particle.,Ihnl cOIllJlrlseIhis phnsc, lhe I
8i1d 111' iingleuf IlllplOgemcnl or lhe slurry 011 a sunllcc or Ih Jlllld.Ihlll 15 lI,scd
imposo'u siurry 011 iisurfnce.,'1110 volume fraClion of solid plll1icles Nqllircd lofom",
.AI
,: I'
gllvcrnd by lny rigljl lIumbers, bUI 1110$1, pumpQhlc slnrries cunlhin
(a)
(Ji
leaRI .10 percenl sulds. 111e efl'cel ofparticle concenlfUliqn on
2-7 sh(lw 11 'direcl belween. r
"gilarion <I.vice "'as aU"chei! lo lhe olher side
,.4,.
(4
( ,{
( ,
i
{
..... .
...
(w
(w
(-
r"l
''''{
..
::j
\
!;
'!
.l
1
','
!
"-
(
(
(
(
(
(
I.,
(","I
. ' " ,. (
-<'l\1 I
..
("'4. !
,,' \ I.
\
(I.. 1. i
(
")
,X
I:
.
26
Waar Modas
li
; 1':
Exemplos: Hnin mpinging on aircraft, fans.exhal.lsting liquid droplels, lankInlel
IilJlIiu sp/"ly dcrlectors, bypersonlcdcvcescDrrylngliquidsjslcamlurbinc vImes.
, ,l', ::':' :: '. ". 'i;.,
.Appficablo I-fardfacings: Cohall-hase aJloys, Ihermal spraycd eernmlcs..
; I -;h{.'ll' <j" ,:,'..;.:., ,'llil.1
Appllcl.lbJe Surface Treatment,:, liles,
plnstic.c1ud lillcd rcpllircemenls, corroslonreslstunt plullngs..
"fJ
>t,'
/ .' .'!
Doscrlption: .rrellingJis delhied aSOsclllaloryomovemel1t of'sroall ainplitude belwecry
two solid surfuces.tl in uSllallylangenllnUnnatllfe,"lud'Iypically it ia unlnlended
mOlion. It mos! oflen occurs belween prts that are nol slpposed lo experience
mOlion. Fretting mOlion cnn lead lo fretting war to frettng eorrosion, Fretting wear
initillles by Joenl adhesion of'Ibe madng surfaces,.111e ndhesion is ilsually in lhe form
01'11 microscopicjunelion. and snrfacedamage occurs whenjune/ionsgrow and(faclure
from one oflhe mnting surfllces, Dnce lhe surface./inish oflno mating solds ls altered
by these microscopic evcnts, Ibere is 11 progressive pitting of the rrating i'
.Tho rate of nlnterial removal is usually low, and freUing 'wc:ar Is Ignored In .
many mating material 8ystcm5, f/relting damage reaches a srole"of Importance wlth ;:
mainlcnunce per:;onne! when lhe plning lhaI ls.a partaflhe surface d.amnge
stress coneenlrlllions thal oflen leml lafatigue failure. Frettlng damage is llIustraled
Figuro 2-10.
.1
fbl i
-1-'
Figure2-10 (o) Schemalic or asperity
on"splincd sb.n rrm relaliv. moti,," "rumoting p"t1.
I
I
,.\
FrettlngWear
; Ifamadng couple cxperiences Creulng moUon in an enviromnelll Ihal Is clipi
rreaeling witb lhe rreUc surfaeCII, fretting CQrrosion Is Ihecorrecl iei-mfor lhe in
pf Mos!{reltJng ofindugtrial impQrtance is oflhisna_lurc. The adh
.junctions fraeluredby.lhcfatlgue Iypeoof mollon,reacl wlth ibe amb!cnt onvironn
, IOlproduceI-m-oxldeor Olhcf cUll1pound.-Thc jnli'Cduciiollor nll OXIde !Ir
olhpr.reaclionproducl blween lhe ftl)!ing sUrfncti usuolly increaseslhe mnteriul feni
rllle- unJihnllillln-componcnt- lu ihc'wCllr.TIlu9 freUing corrOliioll 18 lhe h
commoo,lype,,Ofdamugdo4:systein,Ihal is 5ubjecl lo'freUing molinn. "I
""1" Thc factora thal arreei freiilrigdamage ean b summnrl7.ed as follows:
.; 0\ '"'t
- . ,
;;<1111,1 are subjecicd lo freulng In ai r, lhe oxiullliun
I li \\l\JIIP'caniveiron oxide (alpha) with " (lf. IIh
',' 500 J-IV. ,. . . '. o :,; 0_ - .
!" I .
2. frel.tins dnmbge can highrloads.nrid the cffcct of increu
tond depends'on lhe sysiem, lri 'some syslems. the damasc rllle is increR'scdj
\ .olhers, II 1$ rcduced. "';'I' .o,;;'
. 3. Preldng amplillldesarc In the range of [O lo 300 ,""m, (0.0004 lo0,012 in,).
"O ......., "":'''crilicalamplitude for acceleraled dllinageis Ihoughllobe ahoul 30 ILm (00
i/I.). DalllQgin general hcreues
o
wilhampitudej aI slip.aOlpliiudes in excCII!
; 300 flm. roclprocatlng wenr ralher lhun freuing weilr is-sai<lloexisto -,
4. Freuiiig damnge oculSwitlieq;,al propenilitylI low'and highfrequencictl-
,', osllllllon.'A_ in ali wear processcs,the damage lhe lotlll.slid
l
dislance.,.F(CquencyalTeeIs lhe wearrale'lnIhllt lhe t(llal sidinll dislance is Jui-
o in- a.syslcm Wllh.hlgh frequency Ihan In Ih sllme syslem with low freq\ler
I:The lotai slldlngdlslnne slulclllcnl also appllesloamplltude.'
5;Thesyslemenvlrlmenidetermines iffrelllngweararfrelllngcorrosionwill
6. F'elling damage in. ali mllterial.systems-meutls, p/aslies,
" even NO'iUllterhd 15 Immune.
;;
As 18 hnplicd by the iisl of f"dorR Ihataffeet frcllingdullmgc,
can occur with-maly .and uilder.Inany condilions; lhe hesl way lo
ihlliuge is in preveni mclvemeni lhal lsemising lhe r["(IHing moton,
..... ',' _.1. 1'iI." "\;" '.
\ I ,.. .. : . ", ;,';
PCllnI"lmd held' dfshlifls
O
wilh seI 8erews, t;lllmping ..o'
'Injec!ion-l\lldinB thns'Wlthlilousclit,drive-coupllngemponor"j
.illellll vlmitlng In InlCk. pr"fai tninsit,',. - :i\":I,--I
_ plasmll anel d:gun sprayed
.nd some cerumcs. - .
;j
AppllcableSJrfaceTroatments: Sofl (r.o1d,.silver. olco), -
f!lm coalings, bonded soiid-liIm lubricanl coatings. .
.' IJ
(
(\
(,,)
r."'t
<'"\
ri
\j
(,.
J-o
1,-\
" '
33
;1t
\.
( '<"
(
(
, ,', I
" j
(Hi
( "",
HI'
(
(
(
,
(
\
(
(. :
A,
(
(
AI'
,
(
( ,
('1:
( ,
(,
';;
I ;.."
(ri
(
!,
(
'-
( -(
32
WeprMdes,
TAlllE2-1 WEAR COEFFIC!ENTS FOR SOME SUONG SYSTEMS
UnU"'.
UoJubricnlcd. mclul to metal 'L#*.'q-r i.1 x10-'
lubrieu!ed. melai In melai 1.<- !o,.'
AYllraJic melllllo IIlClnl 3.3 XlO' . x to-'
HlCCUClI1 tuhrlclIlll1l1.tIIOIUllil melai ,; X' !ti-? U X,
For 11 oomol.1 011. nleM:,1.1)( 10-'103.3)( 10-.1
After nllhinuwic7 ..
"r .i:" <".
SOllle gudclincs reluli11
1
(tothevllrlous wcnrlrc iii
i:" :.' !,
METAi.',To-METAL WEA,R ,,: ,: ',/:;: , ','
'" ' , :",', ,t ':'i'll' .:. I ' '
to'
:l
I. AvoieJ puro Incllll couples aod caupleso.f l;'Iork hardeniog single-phnse alloys.
2. lIard melaI cOllples produce Icss SYSIC,,/l} asoftlhard mell Y"Y:',
J, AI! melai-lo-melaI couples will be io wenr w!ten lol Jubricnted;:':
lubricnte whereverpossible. ;, , '''' i, ',I...
4. Only use Jl hnnllsoft couple In luhreated systerns where il is
80ft forconronnnbiltyorf'orelT!beddabilty. Hard/hurileouplcsproou.ce
lhe lowest Welll', Soft hahhiU and bronze bllshilI! IIre IIseel for confonnability'and
embeddability. ' ,.
CEAAMICTOCERAMIC WEAA
1. Avoid sclf-matng.
2. Lubricale or run .in liquido
TCSI for compatibility ofmixed weafcouples.
CERAMIC-TO-METAl WEAR
I ' '
I. Use low slIrfllce rollghness 011 lhe cerami,member to
melnl. "
2. Lubricnle whcre possible.
3. Use !lnre! melais' (lhe melai
j'l
PLASTIC-TO-METAL WEAA
I' 'i
'I. Luhricule Ir possihl
are aITccled by ()lIs),
2. Avo!!! plnslies wilh hurel
lhe metal mcmber. '\ r'i. ; :.'
"
. :'
,'11
preveni nhrasiol
In '.i '".11"
Ir possiblc. fully hurdened orcermnics as
4. In lInlllhricaled syslcms. use 11 Rclf-illbricnilng h'TFE fillcd.'or
.fI ... ,.......
" .j:
\;
" ; !
r
,
,",<' , ' ' : '
, .' T ."1 ' I' " .,. I 'L :";I , .:. ;' .'
1'."1:!f Orlng b; sildes. ways;' screws
bush!ngs#,dt ,l';'l; ." !:H , . , "
'- ,;_i;: ;:!':,.' :,' '" '.
r
F
":"fIH . alloys.thennal
, I., I I': Inm/chromium allo)'s.
.,lU 1\ ,> ,Ij I'\ \ ,l,I': I;,: li' ..1" " . ' ,"
IAppll,cable Hard metal plalinp,casebardeniNdall types),
Iclccdvo.liarderilng, diffuslan trcalments ihllt prcJuce hard surfnces.
camide.sbrfaes;j' ,.l'llhi',h'"PlI \
r,' f'" ", ;. ,
, .. ::. : .;. \'i:l!, .
' '11) "/lrl,"''''\'; t:', '., ' . ,o,," " '
. . ,', 'f
I;; . , qfC\r,; ,jl!;,r'" .', ' ..'..
,
, .'.
Descrlptlon;i sclzure;ls Ihe"stopp)ng,ofrelatlve motion as,lhe resull or loterrucinl
frlctio'ri\ Ti'!y, a partofthe mcchanlsm This
,doc;s nccessa.HJY progresslveHoss of.m,atenlll. Selzure can'
occllr wiqi.oo damalle surfIlCc.!As an eXllmple;an aulO engrne lha! hlls 10SI
its t.:ysteju can,overhe*. eausing seizureby !hennal expansion,aflhe piSIOn! in
lhecylll}derspWhennllowedtocoQI; the-englnecouldsliIl bcservlceablc. Unfortunlllely.
seizlII'C usually'Involves Ibcal;welcJing'and slgnlfican! damuge to'the 'mllling surfuces.
Pigurc2.... 12 shows, ,prolubcrance on 11 splille. Thls protubcrnnce produced seizurc
with!lhe maUng'partillJ'he matlng part would nol move even wilh 50 tons (45.000 kg)
afencouragemenl. The protulierance was cnused by' ,
, The mosLcommon nuse ofselz.ure ls los8,ofrunning cleamncc ina,
slldlngsyslcm/J'heobvloussolullonto lossofrunningclearancc.lslocalcullleIllllicipatcd
,Ihennleffcctson runningclearnncesand lo allow for.lhem In lhesclcctionof11 nlllning
A,tsecond scizure.in Ihese SlIme '''oos.of,s'lislems.Is
I:, ' ofrunnlngclcarancedue tobullduporwcardebns.Thisclln bc
l;.!'",tlr'l'l,}fh :'h'!tL. ..d-Il ':. \">'1'J ..... ..
I, " f !,' ,ji '.:1 ,
? 'I":".,'
';' ';;li:' ;.;.
!; 'fv :,
."! '.;
L, !,Ih
:1.'
',I
'\il 'I
, . i \ :(bl '
JJ';: L " : :', . 'J.,y.':' " '.. '. .
. ,. .'llU'. 2--11 (lI Scbei,,"llc IIf ]uncllon 1".Mlnl! In Icizuro, (b) Ilf l.ls
. ''hVa.lli#dby cnlling excl'Clccm:c (I(lX), '''i .
tm lU)Qlr.mU
"."...,-
:.,1
37
\
i
\. 'V
".,J
li:
(
. -""\ ::
( ,"i
(,,'l
{
(.
(
,
(
(
(
:H
( ,
( .
r-"
"A'
(,
(?>
<,M
A
{,
',.,:...."
{ "'\
<. .:
l" ,:..'
( F\
. 36
OXIOATIVE WEAR
Descriptlon: Oxk!lllive wear is 11
iher environmcnl lo form oxide tilms lha! $epara!e lhe keep lhe
low, Tllis form of wellr ex/sls in lightly laaded and liis sometimes
lo IIS mlld \Vear. Ir tnlubr/Clllcd Rlcol! are
!lo/h slIrfuccs \\I/li devclop whul oppcllrs lo be 11
Ihal ul.ouppears lo no fine rusl wllll>e found lo accumuhlre bclween lhe fnying surfaces, ';
This iR oxidativc \\Icar. Figure 2-14 shows aehan lnk Ihut oxldatlve weai-
,whcrc it conneelcd (() llnorhcr link, The wear rate'wns
WilS covercd wirh rcd debris, '.
Oxidal/Oo ofslidinllsurfacesinilialeswhen lhemicrs(:QPicasperiliesandadhesioh
jllnctions are fractllred frum Ihesurfaces. Thf! plnt fron\wilicil an asperily is frricttred
oxidizcs,.ascloos lhe partiele Ihal has fraelured. from lhe surfaee. TIle energy for lhe
,oxidaton is supplied by lhe mechilnlcal forces Ihal are producng Iherelalive molioq
oflhe sllrlllces. Oxidative wear slarts wilh adheslon; and lhe rale afmalerilll removal'.1'
---<-
la)
.....
Jilgure 2-14 (a) af wcar. (bl wenr from low.:
movl!\g wllh a. m.,llIg chalo Illlk (dafk are.),.
Wear Modas
i:; , i'J . .
',k;'J '1 '. "
"j . 'I I' ,I '. ti,', '1
, I' 1{1,)I : I:' 1 11 ','
wear hwhich, iiiding SUrfaces reaet,
eXpriencing relatlve mOlioo ,lInd
rusiy RllrJ'nce; 11 powder Owv...
"
vcry low unel lhe wellr surfac
";;'" , . "
'. '
;!I
I j
:1 1
'1'1
'>,''[L' "
. I . i I,: I
...
..
PitrlngWear
is relnllvely,high.'As oxidelilllls formo lhe wcnr nUe and evelilunlly RSlendy-
stlte. wear raie ls established.".TIlcoxide debris tha!.has accurnulaied in the.siidlnc:
interfaceesscntlally illbricatcs lhes)'slem and kceps lhe wearrale low. '
i :. ';,11115 'torm of,wear Is .ofleu lolernted because the malerial removlIl rates are small.
,,bl ullrlliori ,ind servlcbabiiiywill,eventunlly,be', leis/: Prol)lIbly lhefnos!
iil,thc plllinIlhousebolddour. MoslhomeoWnets'
, il!lJnrc 1>Cl'lllliic lihricillOl !.Ir lIIlfl,IlS uml, thehllldg speds !Ire IHiv.
lhe hnge'anil hinge pio,lIre pril'\le;cllndldnles.for,oxidativewear.l'termllybe live
years. lhe friction mil)' J'! ,he,polnl where yOIl are (orcedlotake,some Iletion
mui flUt in 11. few dmps (IroU, lri induslrial sySll1lS, lhe slgnl/lcnnccof this form af
wc:mr 18 I(lSs nfdlmellsiono, ,'.:,
ali. 10 this form o( lo
o.xidllllve weur cannol bedancI \Iordlhanl matlflg "
hllvc the besl resistnncc. ''';'''!,,',' .. .. !(>, " "." "
t ' > .,: \
Examplas: Dryslidingsystemsongagesand/ixlures. hitige
slidillll parts on machinctools:siiding' (umaces' hard lo lubricate
components on fnrm implemedts, Indarth-niving mncilinery. . '
,.< ' ,':"l, , . , Vr :." ','lf!.\ "' i ',' ".>, '
Cobnli..bse.aloys; alloys.lhermal
sprayed ccfalTics IInd cennels, alloys, too/ slecls.
i "".1 : \
ApplicableSurfaeaTreatmants:." Softmelaiplutings,lubriclltllglhln-filmconllngs. '
case-,or<ieid seJcclive-hnrdencd ,urfaces. ", "
PITIING WEAR
... .. .. '4.:" .
Doscrlptlon:,.Pillng cun, oceur In a nurpb,f processcs. We have,nlready
hlent!cnc(/ Ihal Jliltlnil nn ClCCllr in cavllutlon'unel (relllor.. Puillg IIS ncldl'csxed here
lheremoval ardisplllceOlenl (Ir1I1111erlaf byarnliguCl IIction I( l<mll cuvlllex inIIl1l1rfucc.'
l!illing !IR upart ofsurfllce f"tigue freq\lently occurs In rolling elemenl bearincs;
wonn whcels. andellm paUIs. 11 is the prime ofsurfacc faligue. Repeared
strc.ses due lo'slidingar 'rollingcause craeks Ihal grow toprodllce11 (rllclure
ofalocnlllron otIJe aurfuce. oflhe frclurcd fragmont rroducc.sll ril. Figure'
2" U SltllwK 1\1\ lUIlIlIIIc.illf Jlittlng .. .
,. 'iUillg: cnu,bc byI II)wcr!ng lho !llud. \Vith
hgh 8hellrlll1<1 IInd by using hOIlJOIl?OCOUS mllleri:tls tlmt do /lO!
Imve S\ress conc.cntra/ions. Materiais Ulitd in rolling c.lelllcnt.bcarings
,lIsually hlive h!ghhurdncss, blghcomprcsSlye,Slrength,.\Ind,astruelurcdevoidofmassive
Inlcroons!llicnlH (cnrbiJca)"AISI 52100 81ccl is lhe slllulllrd for Im)st rollins
bellringidn lhe United 'ri is hardencd to aboui 60'lo62 IlRC, nnd il
.lias li, of lempered marlcnsite with a fine dispersion af
carbides. Many hardfneing alloys cunlain massivc carbides for reSislancc 1.0 IIbrasion;
(R
"'bl .
, "." ,,',j
Schci,...lIc arbrinclling. (b) IIrinelllng ufabc.rin;racc by .Ialic "verlalld, ,
. :1 i!'
:ij :
t
(
(
tA
"""',
f .;tl\. ..
\;-,:i' ,
( .i/fi
.<
(
'."11,"'.'
;':"1'\
( -:-i
"..,..
....'.1
.,
\
{ :Ih,'.
(
( J$i;l
('li.
()\
(i
( "
( ",'.'
",
'"'" ,I
)."
( .,'
I
l >-:
!
"",
.
,
i .,'
, >-';
),
).c
li 1',
,'
,
Ibl
(n) SchemMc orinlpncl wcar, (b) Impacl wear 00 lhe slrikin ra.ce baUc,lng
"
hmnmcr sulfc!'''; mnlcFnl altnlion lhaI evenlually necessitares its rcplncemeot. Figure
2-17 shows mild impncl wcar on lhe head ofbnllenng 1001. I :1+
Thc mechnnism 01' dllmagc lha! occurs in wenrsyslcms somewhat depend$
O!! lhe n/llore oflhe impnclillll surfaces. For eXllmplc, the damagc 00 lhe cn ofai:old
chiscl,frmll hammer Is IIsllally plaslic deformation. The slrikilg
end of lhe cvc,nlllnllr. n shnpe. When hnrlmrd comblnalions
are subjcclcd to repetilivc impltels, lhe damullc wlll be chherfi surfnee faligue fracture;
sueh as piitlilg O( spalling, i'ffelting damage;TheInnge:ntinl motionrequlred for frelling
clamagc from'ctaslie ar deformnlion oflhesolid surfaccs fmm lhe imposed
impilO! stresses: Surfaccdamage ftom impllct weardependson lheshapeoflheimpaeting
surfnees. lhe energy oflhe impact, and lhe abilily ofthe Impactcd slrfaeeHo
lhe ab50rbcd energy. TIle melais Ihal 'lhis formor wear hve high h:udness and
gootl toughness. Surfacehardcning is atten used 10 aehieve thls combinnlion'ofhardness
nnd 1\ good cllrPenler's hntnmcr will probably bc mude Crom a nediirm
enrhon Imd will be lmlucllon hurdcned Ip IIhnrdness or:boul52HRC IQ
11 dcplh of nbnul 0..1 In. (2.5 mm). On lhe olhcrcnd bflhe speclmm, Impaet'.wearcan
!lc millimizcd by omkiog one of lhe impaeling an elllSlomer'
dcfonns Wil\l lhe im'pael. TIle material removal is essentially!eliminated oh Ile
mcmbcr oflhe system; and lhe rlilrnage is 00 lhe elasIOll\er. I
!'I' <'. ;'l:j, ,:,
Ilammerheads.rivetinglools, pne\lnticdrils, mechansmstops,'
, !; ;
40
':'
la)
Figuro 2-11
10<'1.
. !
nllvils.
" ......
!' 1.';" t ",' q ;1; ;
'f!' IL.I. ,'"
" ,;,/; ',:!I" .' li"" " '. . ..,'
":.1 : 'J\ppilcableHllrdfaclngs;I',1:iilgh-eurbonIronlehromlumalloys(501055 I'IRC),
.
,'r:,:(),:', ':resistan! II '1"1 ,/ ":n""
'1 {,:i": ;'11.'\ 'n,11J! i,". '. \:r,'
','.!; . '-1"''('''' f.t "r1f' 1', ", "
.' .. heavy carbu. rI:r.lng,
'ro 'I'! . i,.',',,' .. , .
f"'" I.,i:.:.',"1,,"";.'.i'I.\'.' ..,'.', ""'fiJ;',;"\::/ ' '
(,1::1-.: ': I' I." ':'
,\li''I:!lIntn!.1;,:ti: I :1 '\h : 1'.:'1 I.. '' :;'- ,i,
:BRINELlING ; .i "i" ;,,;
i". I', ,.
De,crlptlon: Drloelllng is lhe tenn IIsed lo deseribe surfllcc dnmngc ofsolids
, or by slalic orlgin of tida term is prohnhly:
similarlly of forol of i1amage to a hardness .lndentation produccd in a
brinell haronels'leal,.A"ery ppmmon examplfi ofthis form 01' surfuce dlllllngc is loclIl'1
"deformalion (brinelling) lhe,faces j
inadvertently'closed on'.8 pnrl. Bven if hardcned sl.eels.are uscd for thClllOld .11' I
softplastlc pari can producelhedentlng damage Ihat Is Iypical ofbrineJling. The
slarls lo exlrudc under lhe exlreme clamping prcssurcs: wheniIrCllches alhicklfellS of I
a few mils (100 p.m), lhe frietion belween Iheplaslle nnd lhe sleel becomesso high',
Ihul IIhnnotexlnlde any'further, and lhe riastic bchaves as IIn incQ\llpreS8iblc .1
l1uld Ihatdevelops'pressllreBslIfficienlloyield lhe hllrdcnedsleelmoldfaces inCOfOrres ,.\
slon.11igure2-18 is an exmple ofbrinelllng arabuli race bySllllicoverload. .1
.Br;nelllng clln be produced by astnlic overload,ln,rolling eJemclllbcarings. Ai
clen' ia. p'O<llIced 111 .co..nlllct.point ball
. unpacl eali occurin ti'cahl P.4lh wllere lhe follower motuin is erraUc: lhe fullower may l
,'; hor 'lmln! 00 lhe palh to'producc brinclllng ohinting in !lu.t lrc!I. -j'hUR-!
; , ,. .. t I
, :,I.,.,"::;,,:.l:,Y.:I,il!,,,, ' '_ ..... j
,'I'
Figure:1.-18
'
....... ___o
.1
" t r
.1'
!
f "11 . 1I il!1 I:'{'!;'I:;
Fundamentais of 45
, . I
passing le cleclrolyte.. The usuallllalerinis are
and usual ,?leclrolylCII are waler. solUlions Ihal.contldn ons of the material
\o eleclrode. The Ihjll cao.be plated are lose thalcan be
pUI inl\,;salul,qn In 100, in an eleelrolylej lhe .subslralCII lal cun be plaled
tboscl'lhat.malce a suiUlble electrode (lheY:l!Il1st be capablc'of cllrTyillg curront).The
. !1lle ai, CM Is funelion <;If lho qualltity ofelech'icily.
pllssed through lhe oleclrolyle. Thls la Fllratlay's law: .!
'
. . .' .
wherc lf" weigbl or material depos/letl '. ). , ";, .
k ... eleclrochemlcal equivalenl of the deposlled malerial
I = currenl Oowing'ln lhe ceU
i'"' ime lhul lhe process is cllrrled on
The equivalent. ar a mUlerial is lho alomie weighl or Il1e elemenl
lo be deposiled dlvided by ls nonnal valence. The FatlIdlly's law lo
poteltial user of eleelrodeposited callngs ia several fold. Flrst, alloys 9f metais. cannol
be plalcd unless lhe elemenlal melllls Ihal comprise lhe alloy have lhe same elcctroeliemical
equlvalents; lroo has an alomlc welghl of SS and valence Clf210 yield an electroehemical
equivalenl or lboul 27. Chromium hoa an alomic weight (SS, bul will v
3 (trivJenl chromium) lhe electrochemieal eqivalenl la only aboul 18. Thill iswhY
. ,talnless steels alloys of iron anti chramium cannol untler nonnal bc eleclrode-
Posiled as an ailoy, A seeond'resull ar thcse differing eleclrochemlcal equivalenls islbal
tliffereni melais may have dilTerenl deposilionrates at the. same cumnl density, Sineo
lhe of. lhe melais are llilTernt, W. lhe welghlof melaI
deposite<! in a glven lime, wauld bc lower forchromiumihBn it would. be for imn.
This is li signiflcant factor lha! alTeeIs lhe use of eleclrodeposltion for w.elr-resislant
contings; some tncIDls deposl fasler Ihan olhers, IInd lhese dcpositioo rales are controlled
by le nalure of lhe element lo be plated and on .ihe efficienc)' or Iheplaling bath.
Typieally, chromlum 18 deposited ai a rale or ubouI 0.3 lTlil (7.5 ,...m) per hllur, and.
there are formldable problems lo be <leall whh in trylng '10 speed upths tleposilioll
role. Bicessive curreot flow cun cause lIrcing and part damnge OI 'Ihe parllcondllclor
conlact. Sometimes plllllng rales ore IImltetl by lhe Idlletlcs nr lhe bllth. There cnn be .
an inadequateeonccntralon or lhe oos reuucetl from lhe elcclrolyle ai lhe part surfllce
(eoncenlralion polarizallon). Sometimcs excessive plallng rates cause exccnsivcgns evolu-
tion ai lhe surfuccs lo be r1ated, and lhe eleclrolyte cllntnct is inte.rruplcd; Il essencc,
lhe lime rcslruinlsln rllles IU'C lifllcull overconlC, untlnormal'elcclro
deposhlon prt:ces$cu havc dcposlllon mIes Ihal are uinnUy 111 the muge of I lo sevel'lll .
mila (2!i to 7S ,...m). per hOUf. t.
Hydrogen' Embrlttlerrient
li
. .'. . 'lI
Analher aspect of lhe eleetrochemislry or plaling Ihal can arreei the user is hY<lrogen
evalulion aI lhe eleclrodes. The nelual mechunism ar cleelrodeposilion is a reduclion
or lhe ions of the speeies lo be deposiled from ion form 10 elemcnlnl form
i
" Using ihe..
, . . " I' . '.'
i li li li
, I .'
i I1
, .
I ,
li
{ .. .. (
fu.(
3
( J
(
( p.:1
(AI.
r
f
'(
,21-ting
{).:l
,
( A'
(
i-l
( ...
;-
Plating is lhe generic lenn Ihal is widely used lO describe melallic Ihal are
Cf-, npplied by eleclroplaling and electroless plating processes. Present-day shops an9 campa-
nies Ihal apply "plalings" usualJy' offer a wide variely of coaling services; lhe Isi
(f- llsually' conluins lhe fallowing; ,
<"
<;
(
mcctrochemical
( )-"
( ....
;:
Wc \Viii describe nll Ihese processes, bUI lhe processes Ihal are mosl compelitive
wilh hanlfllcing and olher wcar coalings are lhe melallc. coalings Ihal are applied by
f .
clcctrolYlic und plaling processes. Wc will descrihe' how these. processes
... ,.,..
CUIl hc tisc lo COUI machinc COl1lpnncnls lo rcduce wcar and whcn Ihcsc coalings may
I' bc lhe mos! "I'Propriale In use.
"
{
",..,. FUNDAMENTALSOF ELECTRODEPOSITION
( I>
. . I ,
( . The fundulTlcntal aspccIs of lhe cleclrndcposilion process impose some reSlrictins on
I-: lhe use af Ihis process for applicalion of wear"rcsiSlllnl coatings. Bleclrodcposition is
lhe oI' a 00 an eleclrode immersed in an eleclrolyle by
'.
I
?--,
\ .' 44
I '.
k
( ..
, 1':"
(
..JIf_C7 . . . ."d
h': . :: . i w r:2.?!P? '!E. t 2
/'-.. '"'''' ,, ...
f.
49
, J
'..
"
(
( ll.-t
(./
(
( )1
f
/
,"- l'
'- <
1 l.'
ti
(
((
(
<. ",
{
('\
( "
( ".
t.
"
l
{
I
(
48
Plating Processes Chap. ;
011 wilJ lum afler,silling TOOm air for 8[ew hours. The c?8ting lha; ia
[ormeel li oXIde, and lhe COllllng was fOrriled,by reaollon oflhe, COpper with
oxygen In lhe lur. n ',.' In"" ,',"'" "'j r, I, r" ,I, "";j
Themost common electrocheniiclllconversioncaaUngin uselaalodizlngaralumi-
num. When aluminum ;s inadelhe anodein an eleclrocherrilcalceUcontalninga5ultable
electro/Yle(usuallychromiearsulfuricacieI), thesurfacconhcIlluminumwilleleclrochem-
renet with lhe elcclrolyre la forro an II/umilium oxide coaling. Thecoalillg ia nOI
plalcdon;ilComesfromlhereaclonandpartialdissolutionoflhesurfacebylheeleclrolyte;
Anodizing has a role in wear prevenlion, and we will discuas Ihis in subsequent
sCCljon on hnrdconting, .
Chemical Convorsion Coatings,
Wc havc already defined what achemicalconversion coaling is; thechemica/
cOlllings lha! are avaiJab/e in mOSI pladng shops are (1) chromale, (2) phosphale, and
'(3) oxide.
Chromale chemicu/ conversion coatings are mosl common/y applied lO nonfelTOUs
metaIs lo enhance Iheir olmospheric corrosion res;slsncc. These coalings are usually .,"
npplicd from proprietary solulions by dipping, spray, arbrusl applicalon. The coaling,}
Ihickl1essnd properties varyconsiderably. bUI ali arevery Ihin, usually /ess than 0.0001 ')
io. (2.5 jJ.m), and Ihey are nol meaotlo be wear resistanl, , ',' , ,
chemicul conversion coalings are usual/y applled to,stccls. and '/here
are n number,of 'ypcs for specific upplicntions. Zinc phosphn/e ch:mical cooversion
coaliogs are used lo !lssisl painl adhesion 00 aleel surfaces la provde a moelicum of,
alrnosphenc corrosion resislance. The blnck surfaces ao SOme aula dashboards are black
zioc phosphale convcrsion coatings. Iron phosphale coalings are usd for lhe same
Iypes cf P!:osph::tc (;oll\'crsion contings are usually black, and ,they
tcm lo OI! fhe Ihickest nflhe r.nnVl'rsion Their IIse in mnhine parts;s quite
widespreael. These coalings are soft anel porous, When they are immerseelin oH,'il. is
obsorbcelOlo lhecoaling,and lheoiJ-lmpregnatedcoatingis usedlominimize '
rusting. An IIddilonal anel more important benefil oflhe manganese phosphale coaling "
is Ihal il asslsls breakin wear on parts Ihal lIre used.il)slidingsYSlems., 'i;,
Oxide chemical cOllversion coatings cnn beapplied to,masllilelals; most ofIhese
coalings are black anel lhe major purpose for using them ISlo obtain colar)
'1110 "bluing" on guu barreis is usuully n black oxidecherrcal:convel'8ion COalinl1i
Thcy o nol olfcr lhe corrosion rmlcclion oflhe, olher convcrsloncoalings;
have essentiul/y no ulilily in weur syslcms, Their,Usc ls
Ikcorulive applic8tions. 1.1' ",IIi' """ I'i',
In general, chelllicnl conversion cOlllings are nOI' competitive,in proI*.nies
plalcd coa/ingB for wear app/ications. None orIhem Ihan aboul 0,
i (2,5 jJ.m) and none of Ihem are. hard. The Il1lnganese
uscful for reducing part damnge dring breakjn.Thesec03lingS'Shou/d be
, forcllroon and low-alloys/eel wellrcomponenls Ihat:co,uld benoutfrom addedjm)tectiori':
during break-in. They simulei he afler lhe pa,arehardened, anel Ihey'
__-'iW't"!W''*1ttsa'';; ,: to;,. ti
;1
'I !
.1
ElectrodePos/tlonfrom PlaUng Balhs
, i . .
steels h!alerialsmaybe subj'ect
dimensiqna(1088 the,coatingopcritionl' , . " ,',! " ,
,. H- ' r '",
'eictrpiistiing :'" .,.'" , ,': '- "
,pJri, ,H'l' i',";!li'l' !"", .
;'1;. , Is111<: processof!o.wei'i!lglhes!lrfuceroughlessof aparibyelcclrochaml-
" l', clly:dlsso!vlrlg,8,0lllll ortbowrt's; Js;usulIlly dane by tnaking lhe r"r!lo
bepolishcdIhl',anodeinanelectrochemlculccllcontain;ngapeeial,somelirucspropriclllry
The.ca/hode usually some nonreactlng material sch as tltanium, and
,lhe currenl and cell voltage areadjusled such Ihal surface removal isunifarni. This is
adifficullproeeiS:to conlrol,Ifalicooditionsarenolperfecl,pittingralherthun pollshing
can ccur.!AnadditlonaJ riskisexcesslvedimensionloss. However, wlenali cQnclUons'
are perfecI, prace"can be use<! lo polish SurraCei tio parts Ihal are100complex in'
shape to poilsh by con,ventlonal lechliques. 11 lI! one of lhe: few processes lha! are
economicallO use on the insidediamelers ofpipes and smaU deep vessels.
I E1ectropolishing hes IitUe use in the Mea ofwearprevenlion. Occasiona!ly,his
used lo, poilsh threadcd,paris,where,poor surface finillh on one',ar bOI h mcmbers is
producing unacceptable wear,,:' :,: ',,"" ' ! ,
, ,
i "., b,
ElectroformIng
1 H I I'
This i1l lhe process ofeleetrodepositing a material on removal:Jie mandrcl tomake a
parto For,example, a'thln nicleelsleeve can be eleclroforroed byeleclropllltlng'nickel
on an aluminum cylinder. The piating wiU nol adhere becauseof lhe passive Burface
on lhe alumlnum; and tho'plalep sleevecan be,renio.ve,dby,hrlnkingthe aluminum
mlmdrel wilh acold trelltment. This plating procesa norroal1y no ulility in lhe arca
ofwear-resislant coatings.
j. li. I '.' ;i ..
SummorY',
.t,! :>;
In this discussion, we have descrlbed'some oflhe basics ofvarious plaHng Processes.
The processes that are useM in solvlngwear prob/ems will bedscussed runher;we
wilj try to show where platings are more,cost effectve than lhe lurface coalinss IInd
presenl sufficienldetllils 50 thatlheycan be used in desisn. , ,
ELECTRODEPOSITION FROM PLATING BATHS
Anumboro(.faclors musl be wclghe,d when btalh plllting is considcrcd for a
surfaco.:Bylhetennbat/l ,1,ctrtlepo$/tion, we1I1ean conventionlllp\nting
where lhe part to be plaled ia made an elcctrode In allelectrochemiclll cell andlhepart
will bc_immersed in lhe plaling ceil ar balh.. The firsl queslion tha!a prospectiye user
arIbis process might 8&1e ls irthe part will'filln available tanks. ,Iroulside vendors !Ire"
used, anecn assume Ihat tanles are avallable Ihal ore aI least2 ft (0.6 m) cubed. Patts
'. "... ,. ,-
,
' Ai< ... l..'.';
1 .. ,
.
( Ap,(
y,Kj'f
\ ..
( .-;d
,g)',
( .. ,
(. lj(
I
(
( AJI'I
(
( --91
(4
1
Z .A\)I
( h:)r
,4f
\ .:
c
AII
'A)
( l,'
(
-f) ,I'
,.:'.
c.".
r """,,/
):::).
,t'j,.. 11
l.'l
..
l.
I,
t
..
I
52 I
Plating Processes
c:tIi 60
sn.ft
Sh"v,
RolI
rtSJ
I<nife Cutter
010
Punoll
i
Figure 3--4 TYI,icul ",rt. Ihal CUn be mmcrson clcClroplotcd ror Olcar resisloncc.
ELECTROLESS PLATING
HlcctrnlcKS Jllllling hslhs IUlve hecn dcvelorcd for correr. Milver, nickcl, anil li numher
oI' olheI' IHlllel'nls, hUI lhe HyKICII1 wilh lhe illlportllllcc fur WCllr IIppliCllliulshi
lhe nickc!/phllsphorus sySIClll. COlling is accomplished by immci'Sing lhe partin !'l;
IIqueous Solulion conlaining melaI 53115, arcducing agenl,and olher chemicals Ihl
contr9r pH and reaclion rales; !Whcn asulable subslrate is,puldn lhe b8lh; ,ir acls asa
calalysl or aid to caU$e lhe nickel ions in Solulion 10 he reduced by, lhe reducing
.; Ttl)! ons IIre nOI picking up eleclrons from lhecalht,lde as in eleelT()plalng. The reducing
. agent is eausing lhe melai ion reduclion. and toe nickel. coaling on lhe. part .eontinu
lo sei as lhe catalysl as lhe plaling process procecds. This is why Ihis plaling
Electroless Plallng
is cllllcd P!lloelllalylic plating., Toe .plnling does nul slnp. when lhe elllulylic surfm:cj
covered"tJu: lhe proces." 1[
m' a ulckelslllfat;: balh wilh a.sodium hypophl'lSphile rcduclng ugenl is I
!! '\i:1' .,.. ... I
V'.H",:i'' LI :.. f. !t h ! ',' .881 .' ,lO, ...r. I
;:"'. +\'11
8H
'2
P0
2 t.. l:h9 .. 'In' + NaHPOl + H2S04 : i
':t" ["t.N:.\ ': 'I ',.) , I
iron, COblllt, und p<tUadilllll. J
mosi, aUI>. wllJ nd,IO .ele. nh;1(el plndng w. i.lh lhO, ClccPI.'un
1
.
Illud. Im. cadmtu'.Il, ZInC, anlullony, and .blsmulh. Oood bond hllvc been dClJlq
slraleci cvon n IIhilninum.;The ?eill. sliown in' lhe rcalion cqualinn cOllles frotn '\
BICClroless nickel i?alhll uSlllllly run .al a lemperalure nCllr lhe bom"g POi]
ofwaleJ':'The finisbed nickel C9.ating 18 nol puRl, nlckel, bul conlains pbosphOlllS incluslol
Tlie phosphoril3 Cl!n be as .hlgh as 13 j>ercenl. Depnsited cleclroless n\ckel h
aboul.43 HRC, and iho hardne.ss canbe increased by age hllrdening
IrealUienls In ihe rangeof 550
Q
10 750"F (288 lo 4ooC). A Iypicl
heal trealmenl of 2 hOjlr8 111 6OOF (3lsC) will incrcase lhe coaling hardness to
60 Hlte. . I
. ,Elcctroless nickei lIeposition rales lIre relalvcly slow compured to electrodcposit
i
Plllting rales are lypically allOul 0.0004 in: (10 fIom) per hour. The nnT01111 Ihickne
limit sed,is 0.002 in. (50 fIom).Somc plating compllnies will pUI nn coalings IIS ihi
as 0.006 in. (150 f.Ul1). 001 c081ings thlslhlck muy beprohibilively
biggcSl advanlage af eleclrolcss nldel overeleclmdcposiled coatngs is Ihallhcl'e l
nlllhrowing powcr and comer bulldupproblemlllikc Ihose Ihal oecur in cleclfodepositio
Allweued surfnces are unifonnly 'plnl,ed. 'I'tle phillrig goes de(:p holes. kcywuy
and reenlmnt comm. Declluse oC lhe slow plullns spccds anduniform dcpositioll l".lt
ir Is possible lo plnle up to 0.002 in. (50 fIom) af coaling on precision pllrlS wilho
grindhig .after plalng.
, " Anolher advnnlnge of eleclroless nickel plaling Is Ihal il is possiblc lo make compos!
plalloss., 1(-. particles 'ofan iriert substance (a substunci: .Ihlil willnqt re:lc wilh t
cllemiculs In Lhe bath) uro pul inlo suspeoslon In lhe pluling bulh. ihe
become part ar lhe depsito figure 3-5 18 a pholomierograph of n diamond-fillcd electro\(,l!
nclccl deposil.'COmposile coalings are available wilh many.lillers, bUI somcoflh]
more common fillers besides damond are f>TPB (fefion.") and sUcon carodc. Up 10 51
volume pcrccnl' of lhe couling cun bo one af Inr.lulIinn of lhe l)iuIllI?n\
!lnl! lIi11c(ln ClIl'hidclH dune li! f.lI!hllIlCC IIhl11N101\ rCNisIIIIICC. lUul lhe IIdtlitiUli I1
mude IO'llrIlducc li Nell'-lulirlelllinll 8I1rl'lI<:lI. Thc' I'!'PH tire IINUlllly in the
af iubmiC'llmeICr-si1,c plu1iclcs. bUI lhe diurnond and SiC plll1iclcK can be 10 fIom
lurger,in dinrhclcr. ;. ..
,IL< . Elcclruiess nickel coalings are widely used Cor wear reducllon, wilh Ilnd
lhc'purilcle Ildditiomi: Almosl nli)' plllting .Nhop can apply lhe convcnllonal eltel
nickcl; ihe compONle coalings are m0511y proprietary IInd C/lO only he done in c
shops. .
\
f.
rv......J
,tq'(
( fiI'(
{,qf
(
(
( Pirr
(
(,
(
f!.i)
.
( )I
f. 0'[:
,......-.). "
( k)'"
( ,
( .'
\A)
<J.9
()
I
\.A
( )".
( .
{ ...
'..
( Pv'
o
56 Plaling Processes
SELECT!VE PLATING
For probllbly as long as electropJaling has: been used, plalers have praeliced melhoos
oI' thcir OWIl devfsinglo repair smalldefccls jn, plaled .partl,' Many parts, sueh as rall,
used to llIunufaclurc pholographic, paper and, IWn proolicls,'requirc perreel' surfuces:
Whcn 11 largc roll ls Ilnish plalcd IIntl il sm,olli pitopens up. in lirindlng, (here are Iwo
Hlm1 Clvcr tlr Iry lo rcpulr, Nickcl.plilied aOlllclimcR rcpuircd by
drilling out lhe defoel in lhe nickel Illld Ilulng u nickcl plug jnlo lhe driUed hole;
This docs nol work 00 chromium rols sinee lhe nickel would poJish in rollef and
sho\V. RCl'uirs to chromiulll and olheI' rolls Ihal could not bc repuired by p.iugglng
\Vere allelllpled by building a plalng solulion darri',around lhe defecl and plaling wlh a
smull power supply in an improviscd n-place plallog Innk, The results or IMs lechnique
were fuilures moreoften Ihan .nOI, bUI Ihis was lhe slart of whal is now known s
stlcctive plating. Present-day seleclive pla!ng is lhe foealized eleetrodeposilion of melais
by lhe use of an anode saluraled in special plating soJutions. A rectified ac (de) power
Rupply is connccled lo lhe work IInd 10 lhe plaling anode; and plaling is aecomplished
by motioll oI' lhe soluliol1-bearing on lhe w(1rk or by movement of lhe work
wilh respecl lo lhe nnoue.
The earliesl version of seleclive plating of Ihis Iype came into use in lhe early
I950s, 11 was called brush plaling; lhe crudest versions of Ihis used a brush
and a car baltcry as lhe power supply. Lnler versions used cloth-covered graphite elee-
trodes. Thc cleclrodc (:!Oode) was dunked in a series of solulions, and lhe area lo be
plaled wns swubbed with lhe wClled eleelrode. Plnting limes wtIJ ellrly sleclive plaling
unils were very slow, Ir was nOI uncommon lo lakc an hour 10 deposit li pluling of
O,DOOI in. (2.5 Jl.m) ovcr an arca of only 4 In.
2
(25 em
2
).1 .:
Modem Selective Plating
The scleclive plating in use loday is slill similar in principie lo brush plling. wilh lhe .. '
exctplioll lhal loday's cquipmenl, solulions, and lechniqucs allow lhe proeess lo work:
(lS orginally conceived. Pla!ing rales can be os high as 2 mils (50 Jl.1ll) per minute; ,:i
o\"er 75 melaIs and alloys can be and lhe dep<)siIS ican have .1Idhesion and use:r
properties lha! are comparable lo Ihose of bulh eleclroderosits. lhe biggesl IIdvantagcq .
of !his Iype of paling is Ihal lhe pari lo bc plaled does not have lO beimmersed in jd
lank. Solulions Ilnd anodeconlacl are loealized. Massive muehirie parts eari: "
locnlly plalcd for wenr or restoring of mismachining. Ports lhaI cannol be
fr,(uu t!ownlime be rebull, in place:,Large plated .,
can have nlcks and dmgs rcpalred, Conversely. vory Sllllll1purts can hav.e smnll eanlrolled
amounts of metal, 10callYllpplied,' . I! ti ';:1t' ! "'! 1;1:
1
;'
Thc changes in scleetive plaling Ihal have mademodem lechniques successful
are several:
I. Platiug have hecu developed with high metal ion
fllS! plaling speeds).
SelectlV8 Plating
. ' 1 " i . j .' " '
2. Speeiul cleaneu aJongwith exacting proeedures
J .. m. . mn seICC'ivepiah.n.
g
,
,!: 'i- ... ltl<f .' , ", ,
Mosl of Ihese 'l"ntNro: ft: nUfnhcr of'eompanies selll
cmnplclc systClIlll, A schemlllicully,
In ll
gure
Pigun;: J!..8 ld, is mude .frllll!
graphite. Ordinary cun h:lrm Ih?
1I(\lullon5. Condl/elOr handlcs IIre (uslIlllly wlth/1U,ICk
conneelons). Thc gmphhe is un malcrinl. Th
r--__--___ ...
I"" Worl\ tUbot,.,,
,I.
3-7 Schcl1\utic or sclcClivc plQtillll
4-
r.b,l.
-.I.mp
:[2]
Q
m
I' . CUrt.M
@]
'Ampt>our
mer, i
Il..tlfled
dCpOWftf
sUpplV
I,
'I
:;"i
/,.. /.
t,';!
Plaling Processes Chap. Selectlve
:,1 ,' [q"
60
Ihal Illlow lhe plulcr lo calculale,the PQwcr required lo plale 11 particl,llar Iypc ofplating
, ''rabe is a.Iist ofsollc ofthe metal sollltions Ihal are available from
,.;;f'l
lo aspecified Ihickness. This clculated poweneung is sei on lhe power supply,and
one,inanufacture,rofsolutions.,Theie are thl' sume Iypcsofplatings ihal can be applicd
{i6
lhe uni! \lliIl sound an alarm when lhe desred plalin8 Ihickness is Pladng,
by immc,rslon pladng. Asia in immersion pladng, there ean bc as man)' as
(
-i'( vohagesare usually in lhe ran8eof8lo 20V. PowcrsuppliesareaVllilable with varyll,
illtTei'erit;sqlutions for pl,lui
ll
, on lhe lame q1elatSome aolutions may produee
H
cu{rem capabililies; lhe smallest units usual/y have acurrenl cllpacly oflOA, and lJie
lower slress; some may. be hriler;some may be loss cOlTosivo lo lhe,substrale
largesl units in use have a currenl capacily of 500 A. Pluting currenl denslties are ,
(lcld versus idkaline). Thciolutions inarlcCdwith,lhe aslerislui nre some ofltie more
IIll1'lIIufly In lho rungoofSOU lO 5000 Alfll, Inuch hlghcr Ihon for hlllh elcctroplatins;
malnlenllnesolu/lons:Chromocup111 uscdas11 finish ploteonchrumiulllrepuira.
'OIC nmlion for lhe plllting operalion cun he oblaned by OIunually moving lhe f'{lelcellXHB.is used for heavy bulldups, andthecobalt tungsten and nickel lungsleo
elcclrodc over lhe arca lo bc plaled, lhe part clln bc pUI in a rolaling device such as a platinlls are used for wear surfacesoverbuildup plates.,
( ",' IUlhe or a fIllnry !urnlahle, or the e/cctrodc can be driven by a /lei' shuft for pladnS ,
( h)1, inlernal dillOlelers. Roools have becn adapted to aUlomatic scleClive platings. lo lhe
TABLE S-1 SOME SELECTlVe PLATINGS
latler case, any desired mOlion ofthe e/ectrodo to lhe work clln bc obtaincd. An orbital
(kI'l,
or circulareleetrode is mninl;jined on fiaI work, and circularshapesare rOluled lo achieve Depusll hardness Thlcknwllmil
(In.)' Appliealon commcnlS
lhe desred mOlion, TraveI spceds of lhe cleelrode, over lhe work are usualJy in lhe Pllling 8OIuilon ("B)
.( . range of 15 lo 120 surface feel per minute (4.5 lO 37 m/minute).
<0:010 For bcarinll$
Babbiil, hcavy build 10
'
<0.010 FIll" bc.finS'
( ,< Babblu .... 10
Suitable Substrates andTypes Df Plating
CadlnlUII (iowilydlOllcn) 26 <0.010 Luw.hydrollcn "mbrluli:mclIl
<0;020 For conusion ",'''tance
(_i Cldmi!lm, aeid ' 17
<0.020 For ,olTOsion /""1'1110$)
SelccUve platingcan be applied lo ali lhe metnJa lhaIrespond lo conventional immersion Cad"llum, alkallnc 22
<0.0002 For ofCr plale
cleclrodeposition, in addtion 10 some melais such as ai uminum Ihal diflicull lO
'Chtomc, cal' m
<0.0002 Wear coatlng
Quome,ReU/ral 55'
pla!e. Most subslrales require abonding layerorpreplale (usuully nkkel) before pUltlng NOllc For hc.v)' buildup
CobalI. madll/lablc 37S
00 lhe desired deposi!. Slllinless s/eels. oickellchrolOium alloys. chromium, and SOme 600 Nane
Heavy pil rcpair
Caba",scn>lbrighl
<0,0002 Wcur co'lillg
nonferrous mela/s (tin, 7.inc, babbitt) usualJy require abond coat, bUI this nol usUally 'cobali IUII8IICII
745
( . Nono Rcbllildlng
325
11 concem orthc USCI'. The, pUder has delailed inslructlons for ench Iype of bnsis melai Copper (hlSh .pecd ucld)
None
( )", Coppcr Im,:avy bullil ilka.l
nnd wil! apply lhe nppropri'lle preplrilc when i! lsnecded. Thc material lO be plated
125 Nono UI. ror eorrtlSlon
musl he clcal! 01' 1111 rusl nnd in(Jrgltnic maleriuls such s oils and gl'cases. On rebuilding
Oold
147 Nono liarllIding wear
Oold Ihard)
opcrl1liollS, it is usul1l1y advisable to undercut wcar sears so Ihat aunifonn Ihickness of 2 ,None ni:l.ring com)&ion
Indlum
' <0.0005 For 101' coai ovr:r buildup
plaling can be applieu. The same Ihing ls true forpits and scralches; Ihey should bc 11011 ,
471
( (porous) <0.001 Iiard bl.ck IlIn_
ground or machned Ihlll Illeyare open cnough lo allow contact wilh the plating 1100 (bl""k)
<0.010 Ouskt ,un,c.9 ,
8
Lead
(
;;4"
,I
cleelrode. If yOl! wsh lo plalc 11 defect Ihat looks lilce aprick pUl1ch mark, 11 should
<0,005
'Nlekol (acld. hlgh bulld) 55'.
be opencd by grinding or olher mesns unIU it resembles aball indcntlltion. In general; <0.010 Mold
555
small defccls should be opened IIp such Ihat lhe width oflhe area lo be plated is Iwice 530 Nou. Duild"plWClIf
, Niekcl. '
( ',' NI*t.IIlgb.pccd
None 'Blllldll[>fwcar
lhe deplh to bc plateu. Plaling involvcs lhe following sleps: '
'Niekol.XHB
530
Rlacrfc.
(porous) <0.0002
Nick.l. blllCk
('
<0.0005 W..reuafins
, 1. Clenn the surrace ofoils anel (solvents. vapor degrease.clc,). 'Nlckcl, t,inll'lcn
745
600 <0.010 eUlIlli.g
Nlekol eball" '
2. POSil()n Inbc plaleel toI\J!OW forelectrodemoUon nnddrainingcfsoluiions
555 None Dulhlup
NidtcllunSltOll D
to 11 drip tray,
3<10 <O.lXlj l'rep'.lc ror Aa.
faUadlum
444 <0.0002 EI..trlc.1 /'IIns'.
J. AClivlllC lhe su/'fllcc (wlh SpeCilll solutions), I'latlnum
563 <0,0002 Wcpril:luetrlcal pana
{ ;4,' Rhodlum
4. Flhocl lhe surl'ace wlh lhe plllting solution
105 <0.005 Slidillll WCllr
SlIvr:r
, ;l\' lo producc lhe deposi!.
6 <0,020 ,80ftbuildlll'
Tio alblloo li
40 <0.010 Curroaio" prutccll.n '
!'l. Rinse nnd dry lhe pRrt, Zinc alkaline D
54
f'Rlm S,I,ellonProctlsInSlrucl;on M(!nlml. Sclctions. Ltd. ",ilhrermi",ion,
Preplnles requirelhe sametypeofprocedure, Somemetais requiresophisticaledaClivatioii
Thomtll'lpopular malnlcnanc soluliOll$,
sleps. hut lhe neccssaryprocedures for mos! metais are well documented.
I0,001 lou:b., - 25.4 ....n
)1;.,
.',
',I
"
".-' I :'
_
I
64
Ro.atlng
lllhani,m
Plating Processes
F1Rure 3-11 Schemalic "r _,lool;"O platins of roll
pJatlngs. howcvcr, IIrc uiflcrcnl than Ihosc oI' lhe wroughl ctlunterpurts. Melais slIcH as
chmmium are soft in their wruughl form, bUI immershm-pluleu huru chromium ls: lhe
hardcsl Deposil stresscs are (me or lhe causes forlhis phenomenon. As of 1985;
l1arel chromium dcp,,,,t;; are Jlal aVlIll"u!t: uy s"iective piutng. Chromium solutions are
nvuilabJc., bul lhe dcpost hllrdness is only aboul 53 compllred with 60 10;70
HRC from hUlh-elcctroplaled chromium. Some oflhe mosl weur-rsistunl seleClive pladngs
are lhe cobal! and nickelllungslen' alloys. Figures 3-12 and :3-13 presenl teSI dala from
une hlboralory compnring lhe abrasion and melai-lo-metal. wear characleristics ofsomc
seleclive pllltings to bl1th-plated chromium. These data show thitl lhe nickelllungslen
alloy has abrllsion rcsisrance approllching Ihal of conventional hatel chro.mum. AgainJL
80ft slecl cotllllerface. lhe sysiem weur wus Inwesi Wlhu /lClecrve phiiing dcpasit; or:
11 hurd counlcrl'ucc, cohnltltungslcn had wearcomparabl,
Selective Platlng
lo halh-pllltcd ehwmillnl, ir is possihlc lo selcclive: plalil1gs for wCllr IIpplieatlons,.
lIIHt achicvc rcsuJlIl Ihal are comparnhlc lO convel1lonul plullrig Icchniques.
Specfication
'fhe lo sclectivc pllltingrnr eoating li part, he It 11 repair oron .a,
shlluld hc madc Imscd ou ',he I11cnlioncd. previllllsJy. Some {lf lhe'
SI'M (0.5 mil), nomIaI fOICe 2 Ib (90S gl. no lubrilll\\.
,'ril"I'b\ :11\'
Hard hromlum
111ft" pI.hd) .
. . !'.'"
,,'I.
. (
CobIltJW I..,
'i
Nlclcol/Co ""'"
Chromo/C I ....,",.. '.0' "', , ,
I I I
o . 10 20 30." 401.;, 50
Welllltl!cm'/mln)
'1'
. - ,
..
,
l
( ,
VS 1020 ' . .' .
500 41,9",,,,,,;
.
300
...- Plollng_.r
11
. ,
f : I
'
(J/;A
,ih!r.:
(Q
"
(li)
'h
(6
(
FIKure l-Il Abruion rcsl51anee ,,(
SOUlO selelivc compuwd wilh
.n lillm<lrtionplutcd "ard chromium;
I! !Calcd wth 1 moditicd vcrsion of .. ' 11
(/Q-
60 70 X10< ASTM a 6S procedure: Slb (2.3 tg)
( .
nonnal (011:0, .sono AI'S silica.
(t:)
100
100
( li"
(
,
...
.p:.::tOrf_
",.h
.. ,
.'.: :":"::.;".:;;" .
( .... '
(i;)'
1 . 11
1 .)_.. IUO
" 1'
Q'"
(, - .. ' Figure MCIllI.\u.melul w.mr cMruclCri.llc& or IUlnlO
Iil ,I wilh Imme..on.pl'lcd hard chmmlul'II: block-on-rins .pparullli, te,' r!n!\ll wcre-
blockl wcre 440 C Sllinlm .I S7.HRC 100 fiRO 90 1020 slcel, IcSllpeed lO\>;
. '::"'; '.'
i:
68
69
f ."J
(
\"N
C,
Plallng Processes
Ihey IClld lo cruek when hardness is measured by indenluion teehniques. fi is
more difficult to gel an accurale rcading on lhe hardness ofclear anodze bccause of
(.-0-'
( ....
N lhe porosl)'. Thc hardness of.aluminum oxide as a bulk Inalcrial s aboUI 2100 HK.
( ;.]1
Thus anodi: coatings in general may be Ihis hard jfIhey do nOI conlain vods.Iha!
Olcrlcre wlth indcrllIlion hllrdness readings. The maill poinl.lo be made ls lha! bot!1
clcr nnd hurd anodi:r.e coalings IIre very hurdbeclluse Ihey are osscntially aluminum
( .LO'"
oxide, 11 vcry hurd ccrnlllic. .
Use of Hard Anodiza Coatings
. I
(
Some" wenli parts.mus! he mad from lllllminum for various rensons,'and Ihere
limitations lo hardfacing ali?,pla!ing of IIluminum. None of the fusion
( ..:QI
welding proc,esses are applicable, and lhe on/y applicable hurd plalings 8re e/ectroless
nickcl and son'IC propriclary chromium processes. The thennal spray processes are very
( ..0)1
applicable, pul Ihey have lhe disadvanlage of a.mechanical bond lo lhe aluminum.
Ilard unodizing is a wuy lO produce li very hurd surface on aluminum wilh an exce/lenl
( """1'
R
bond. The contings are essentially fonned from lhe surface ofaluminum; they IIre nO(
( -" /leposiled on lhe surfacc. The surface s converted into lhe coaling. There is a volume
-
in the process, so there is anet growlh oC lhe surface. shown 'in Figure
( 3-14. when p 2-mil (50'f-L111) .coalinf:l is formed, I mil (25 f-Lm) or,lhe coaling will be
bclow lhe original part surfllce IInd I mil (25 f-Lm) will be a. (conventional
\F)
nnodi7.ingj,s Iwo-Ihirdsiulothcsurfaeeund one'lhirdgrowth). p"Om lhedesignslandpoint;
this vcry limportant. If li user Npcci{icSll 2-mil (50jl.m) hard anodize coaling, he
nlU$f llJlOW for 11 growfh of I mil (25 j.l.m) per silrfuce for coaliog growlh. Ailodizing
<fFJ) is li rela!ively slow opcmtion; Ihus il is possible to control coating Ihickness (and part
growthl quile llccunllcly. A 2-mi/ (SO-f-LI11) hard anodize coaling mny require 8,0 min:
Tlle coating growth rllte is relatively constan!; if li user I coatiog Ihickness of
I '. 1.5 mils (38 f-L1Il); lhe plalersimply IcavcsII in lhe oalh for 60 min. ,
(i;,
Anolhcr fllelor lha. s quite importanllCollceming lhe use ofhard nodize coatioss
011gln.1
par)"'''100
(
..
t ._
.
'I
(A
A
I
A
Co,,"ng .'Igure ),,14 Penclrallon ofhard coaling'
i I ,
-I Ilhleknell, (
1010 an alunllnum ',ub$ltlII.; .t
IA
"i
,:i
(;,4
cven .
are
'11,
:I!
Hard An6dl;zing
somei these should be.avoided. ;"":' ,I!:
.
"Hflf '>i; '" t,' ;.;" '.
Appllcatlon lor Wesr Problems
" I .,./. "f': !
spray.eoalJngs. r hard IhinfiIm coatings would bc
; lo. ;1
,
TABLE)..2
I'n:ferrc'
rol' h.rd unlldlzinll
S050
6061
6U6l
3003
1100
is Ihat ull alumillum alloys do nolaccopl hard Inodize coatings equlllly Hard
anodize coitings on aUoys wh high eoppetlor silieon conlent lend lo be porous and
nolNei)' Table 3-21iSlssome'oflhe IIluminulll alloys Ihal are rurtcuhlrly
" ."
;,,' faelor "-'sera slould bellwareofIs,the elTecl ofsharp corners.
anodlze solutions have,vcry:goo(Hhrowlng power;'lhreaded fastener holes. keywII)'s.
IInd Jemale.'comora will.coatIwithoul lhe use,ar lhe spedal teehniques thul,would be
fequlred ineleclrodeposltlonofmelllls, BulslncethecOllllngscemR10 growporpendicular
!osurfaees,.lhecoadng oli sharp male eomera lends to be lirittle and prone lospalling.
The solution 10 dils problem Is easy: ali malecomers should hllVCII gcnemus radius.
The tenn-"radlils" ls emphaslzed. A.ehamfer does.nol solve lhe comer problem; iI
generous lhe radius,'the,better: buta praclieal Iimit for tho
sharPesiedge,lha willnolcause aweak coatiog Is 11 0.030-ln. (0.7Smm) radius.
,j,
Hard anodizing is oflen lhe lowesl-cosl wear-resistant coalinglhat.can bc applied lo
is probabJy the coaling lhal olher cOllling eandldalcs'muSI compele wlh.
lf a dc.sign silualion requires lha! an aluminum pari be subjeel 10,low-slress IlbrasiQn,
bard anodizing should definirely be Qucslions shoul be Ilske4 such as lhe
followingl Ia a 2-mil (SO-jl.m) lhickness adequare Cor Ihis pnrt1 Iflhe syslef!\ in mind
cano 'olente.10 mlls j.l.m) of wear berore lhe pllrtmuslbe replaced, it mlly be
efTcclivc,IO use alhermul spray coating lha! can be applicd 10 or mure
'(2S0j,i.m) Ihiclc. Iflherartrequiresaconductlvesurface,eleetroplating.metlliclhennlll
more appropriale wcar coalings.
Hllrdanodizecoatingaaredieleclrica.Theycanbcmadeeondllelivebysi!vcrilnprcgnlltion;
but:lhla procesa 18 not wdely available. In general, "lO lowslress abrllsion
IJt hard anodize callngson nluminum is comparable to most oflhe hard platings wilh
lhe exeeption ofhard ehromum. thelaller has: bcUer low-slress abrasion resistance. ,
wearsys!ems, liardanodizecoatingalend lowearOUi conlacting,
molals hard melais). Aliard andized bUllhlngwould wellraslcol shnft. Similarly; .
SUITASILlTY OF VARIOUS
ALUMINUM ALLOYS FOR HAROCOATING
I mmL'U1t ulloys '
2011
2017
2024 .
707S
Call un wmug,ti aUoyl wilh
Cu>4".or
Si>7%
73 , "_..
( I.. '.,
( ..".......'.'. 'I'j
('-(
('.'...0) ... (
f.
(4"
(:)1
(
i'
.:ir
,
( .-='ii
. f" "f'
(
(
(,.ll
i
"
r'
'ii ...
,..','
(
( "'
(,
(
, "
72
PlallngProcesses
Some ball benring manufaclurcrs make bearings wth thin chromium plnUng on ihe
balls. Thesemay work tine if used withn theie raled !oad capacily. lhe poii1l'Io be
made is lha! there is riskoffailure of ihe. plating/subslralebond, and patings
only be used for hertzun loaded parts if lhe hertzan stresses have been ealculated and
de/crmined lo be low enough 10 minimi:r:e Ih risk of spariing. '. ,.'.
. AnO/hcr mcchllnicnf pmpcrly faclne lho/ should be cO/lNldercd in uslng pla/ing la
hydrugen embrilllclllcllf. We previHusly Il1cntiohcd Ihat some elcctrodcpollited. coatlnga
produce mnimal cmbrilllemenl effccI. Uut ull electrodcposils nn hnrdened
some embriUling cfrecls, IInd Ibese efl'ects are no! total/y removed by ihe heat lrea/ments
used III reducc hydrogcn ell'pcts. They reduce hydrogen el'fec/s; they do nol eliminale
them. 11 is bcSI nol lO usebleclrodeposits on hardened stcels Ih"t wil! sce high tcnsi/e
SfrcsseS in use.
The machinllbility of platings is 11 mechaniclIl properly 01 sorls. There are a few
thngs lhat a plating user should keep in mind about machining platings. The comer
nodules Ihat form with heuvy eJeclrodeposilsshould be removed by processes thal minimize
stressing or lhc dcposit bond. If nodules are presen!, it is recommended Ihal Ihey be
rcduced in size wjth hand grnding before the part is pUI in a lalhe or gtinder 10
gcomelry. The inlermilrenl cul from a falhe 1001 is likely lo rip off nodules and lracture
picces frem the deposit away from lhe nodules. In general, platings tha(have lihardness
lower Ihan 40 l-me oan be finished by cutting operalons. Plntings harder Ihan Ihis
should !le grollnd, Nodules (if Ihey are presen!) should be removed by selective grinding
from any plnlllg bcfore machining.
Corrosion Reslstance ofPlatings
,1
.' , 'I
Justas Ihecc are many typcs of wear. Ihere are many Iypes of corrosion, 80 iiis difficul!
lo mllke blanket 8talemenlson thecOI;rosion reslslnnce Of platings. However, platings
are seldom if ever 100 perccn! free ofpits and defccts th!!1 go .through lhe plaling
lhe substrnte. 1I is advisable 10 avoid lhe useof platings for appliealions Ihl involve
conllluous irnmersion of the plateC! surrace In a substance Ihat ili capable of colTodlng.
'lhe subslrale. Forexllmple, ehromium plaling la very resistanl lO many oxidizing chemicllls
bUI il is highly likely thuI lhe chromium will conlain tlirough-thlclffiesscracks. U
are to be used on a part ihal wiJI bei immersed in a oorrodent, lhe substnlle should alsd
be capable of resising nllaek bYlhe corrodent.. '. ! 'I:
Afort of plnling Is resislanee lo cnviroril)1cntal cOrTosion-rusl or oxidarion
!lInce In rtlOIll uir tlI' nulJnnr cnvimnlllcnls. rt iSj .beyml lhe. ,cnpe. f this.
discuss Ihis subjecl in dCliliI. bul pioslllllltings, used., fqr wear imJ rebl!ilding
nlso "rrer ntmospberic'corrosion proteelion, lioble plulings such IIS hrom
l
,.i1\
.\ anti nlckelhavc bel/er chemical resistance, but Ihey prOducea galvanie. touple
,
Icads ,Iopitting at defects. Table, 3-3 prosenlS of 'holY . lorig:'
will preveni rusting in a .nonindustrial oUldorenvironmenL
, I" .' ' r,'.;. . . 1
rC/ative humidilY is Icss Ihal 50 perecnl; a O"L;mi! (2,5-1+111) plating ,of ia
type wll preveni rusting. Ir lhe relalive humidityin. ao' indoor applicalillls.
Applicablllty o(PltingsforWearAssis/ance
), I" i: ! .,
.
TABLE 3-3 'ESTIMATEO ATMOSPHERIC CORROSION
PROTEcnON'Of: \lARldUS PLATINGS tNNORMAL
OUTOOOR INQNMARINE, INDUSTRIAL
ENVIRONMENTI,;'i'\' :':' ., ,
DCBrcoof rull ptOICeilon
Pilei". ." a! earbon 11001 (yem)
I
.i Qdmlum
2
I ' elldlnlum
9,j chromlum ovcr O.),mll nk:kcl
5
I fine
5 :dne
0,1 nickcl
I p;lel
3
20
3
S
'ImU" /un'
percent, it may be necessary 10 use plaling Iike Ih$e Iislcd for oUldQor
condilions In Tablc 3-3.' "
PlatingsforWalr Applicatlons
The plallng processes and types of plaling thnl Ilnd ";"ide use inwear upplications IIre
suttimarized in Figure 3-15. There are $O many dilferenl Iypes of plnlingsthllf $elccting
lhe proper plllting 10 use for a prticular appliclI!ion may scem like 11 very complicaied
lask, The <;lf figure 3-15 is 10 showlhat for wear be
as simple.'as\ li fl:W processesandafew platlng types. The lisled.probably
accounl for 90 percent of.lhe plallngsused for weur applieatIQlls .. Figllre 3-16 sh()ws
laboralory dala on lhe relatlveaprasion resislance of Bomepllltlng
s
Hard chr!->mium
Iradltionlllly has lhe bOsl abrasion reslslance in Ihls Iype of wcar tesl, The 'coatlng Is
applled lo anal slcel sample and ground. The plaled surface ls heid agalnst li rotaling
rubber wheel and 50- 10 70.mesh slica sand is /lowed ai 11 conlroilcd. filie Il1rough lhe
wheellsainplc Interface, This is consiilered lo be low-slress abrasiori; FiglJI'C,3-17 sh(lwS
resultson lhe melal-Io-melal wear reslslance rplatings aguinsl a hardened stee!: SUvcr
and gold oflem show lhe lowesl syslem wear in Ihesc Iypes or tests'; Under unlubricnted
condi/ions, ali hani-melal eouples wear nOliceably, Silver and gold plalings pll\stica\ly
defomi and bebave like a so11d film lubriconl. 'Ooldand rhOdium pllltings aT comillonly .
used on clectrlcl oril>onents that requii'c reslstaricc:: to wcar when 1Iliding againsl olher
lIle/llls. . ,I. . .
i , Dne ddUionll1 type of plating Ih:,! finds'widc IIpplication in wear s)'slenlS ls /hin,
proj,rlelary. hard cliromium pladnga.' Anumber of these plotings aff.l cOl1l1nercially avalia-
ble .Ilnd are oflen .Idendlled by lrade names. Most of these are c1cctmdeposltcd; ('lInd
essentially thcy may lhe aame s .. flasli" chromlum pila/c In Ihickness and hardness:
bu Ihese coatings Cltn be dilferenlfrom flash plalings (rom ordinury platlng shops)n
Ihal lhe luppliers'of thesethiri cOllbigs have developed Icchniques 10 prodCe unifon'll
. . I ':1'''11''\.\ ";
f'
j"
'.1 .1",. ::.
!
i
cy
,1
(6{
f
!'
l
l'
l '""
,
i
; (14-
(
,1
-:"'t!'
h)"li
(
(
(
(
(Ali
(Q.r
(
( .. "
FiI'
(
t4
, ,
(A
(
( ,
Pleting Processes
"
I!':
i
Figure3-18 Ilardcnromiumcoaling on
I knire edge (800X);Tip radius 0.511m
(0.00002 in) bcforc plaling; 211m
(O.OOOOR In) afler platlog;pl.ting Inlet.
ocU 211m (0.00008 in).
Use ofPlatingsto Alter Dimensions
Wehnvcalreadydiscusscdlhinill'somedetail in precedirigscclions, bul wecansummarize
hy restllling lhat rebuilding i8 done wirh lhe Iwo elcctrodcposition procllsses, lank
platins or selective plal!\g, 1'hcrc s no lcchnicnl limit lo lhe,Ihickness of a deposil,
oUl lhe user shollld keep in mind Ihal elcclrodeposilion rat,cs are slow cOIopared to lhe
rales possible wlh welding hardfacing In !Iddilion, Jllatng labor
rales aro Iradilionally very high. Part masking cal\ make rebuilding by electrodeposlion
quile expensive. l! is 11 hand operution. When consdoring plaling for rebuilding, it is
n:commemJcd Ihal lhe pOlenliul user wcigh lhe costs hy prieing 1111
in candidate processes. Rebuilding by electrodeposilion is usually 10051 COSI
effective when lhe required buildup is less Ihan 10 mils (250 or when lhe part lo
be rebuilt is modo from some material with Imiled weldability.
SUMMARY
!'Ialing processes are vcry dcllnitcly qompctitive wi1h welding hardfllcing, hard
couti\lgs, and some olher processes Ihul, we will.disusS'. Thcy eanofferowerdiftortion,
loss macbining, and somelmes.speeial properties lhal,are no! avUable from
hardfllcing dc,posils and other Ir'ealrncntfi.'i'hcy,shouldbll considercd fOf!
applicntion lha! might benefit,from lhe;application,ofa wear-reSislanI.Coating, but
dccision 011 Iheir use should be based on considerallon,oflhe selecllon faclors thal .,'
have ollllined in Ihis chapter.
'
lhe steps Ihalarc
Chap. 3 References
REFERENtES
,
DUIII'IBV,I... J. Eleclropllltlng Engineerlng Hantlbook. 4thed.:New York: Vnn
.
i Co., 1984. I i,i
PtlI.DsTalN, N. "Compmltt! Ma/erialS Engilluring. July 1981, pp. 3l\-4J.
I . " .
MAfri.AND, D. W., und M. Dvr$CI1. "Sclcclive J>Jllling," Mtlals Handbouk" Vol. 5,.9lh
Melols j1urk. Ohil).: Alllerlcun for Mlllula, 19112, pr, 292-Z99,
RUIUI'IS11III'I, M. "SelectivePlaling," Me/ai Finlshll1/1, July 1981, pp. 21-24.
5tltciroll Process In.</rue/lolI Mllnual."Wterbury. Conn.: Seleclnms Ltd.
SI'III'ICIlR. C. p, "Elcctrolcss Nickel Plallng: ARcvcw," Metal finlJI!/l/l. Jan.
,
TAPIl"N, A .. B. A. BAIIM, and B, C, JACKSOI'I. "Bvalu4tion arWear !'ropertics ar
Nickel," Pla/illg and Sur/(/ce Flllshillg, Ocl. 1976, pp. 30-37.
!
I
I
I
!'!
.i'
i
\..
......... .. J'
...
>W(
C@.
{ ... '
. '-4/
(
.
eL:)1
(
(
(
(
(..
(.
("
(
cC::;
(
(
. .
{:
{
-
(-,,-
(.i
(
!Dl.
Ihal needSlo be hard; ir Is also posa/ble to
lhe basls for lhe cleeislon on lhe most
one of lhe oldesl harde:ning
salisfy lhe afIhis di/fusioni
be delrimenlal and it may nol
lIPplicable 10 carburizing are
li l
.. '-
( .
..
80
Oirtuslon Processes
dislancc 01' 0,25 in, (10 Illm) on one end. rI would be possible lomake Ihis part from
low-carbon sleel und hardface'Ihe arca
rmlke lhe piece irom lowocarbon sleel andcarburize the whole /lart; The to use
is lhe one Ihal is mosl cosI etTeelive, We are discussing dilfusion hardetiing proceSses
to.,presenl{nfomlatlonlhal cn serve as
cfTcclve processo .
CARBURIZING
Metallurgical Reactions
Carburizing is lhe proecss of dffusing carbon inlo lhe surfnce Df low-caroon sleels io
increase lhe surface curbon eonlem 10 sullicient leveis so lhaIlhe Irealed surface wiIJ
respond lo subsequenl qoench hardening, This process is
processesforImnalloys,Archlleologlslshavefound wroughl-ironloolsfrome:arlyciviliza"
tions Ihalconrained11 Ihin,hardskin, 11 has been deduced Ihallhese100Is we:re harde:nc:d
by henting the lools in bones aI elevalcd temperalures. followc:d by Iiquid quenching.;
Since !Ire orgnnic mluerials, thcy can
process; Ihey are carbonaceous and Ihey can supply !In excess ofcarbon aI lhe surface"
!O provide aconcenlration grndient 10 drive lhe dilfusion processe
Modem-daycorburizingia essenliallylhesameas lheaneienlprocesses;the: melhods
for heating lhe pnrt and lhe sourcc ofcarbon have changed. Carbon can oe.supplic:d by
pucking parts in chllrcoul. oy organic guses, or by molten Slllls Ihal conlain carbono
Cal'burizing as used in surface hardoning ls mninly appHcuble lo ferroils malerials. 'Ils
possible to. clIrburze olher melllls, bUI lhe elTeel can
for1l1 11 hurd surface. The steels Ihl!! are
lhe rt"lrJl''olutnn.
I. Low-carbon steels
2. Resulfurizecl lowcnrhOIl slecl
3. Low-clIrbon alloy slceJs
4. [,ow-cnrhon powdcr melaI (rIM) compacls
Table4-1 s uJistingoI' lheArncricanIronandS/eelIns/ilule(AISI)alloydesignadon
nUlIloers of some of lhe specilic sleels Ihal are appllcabJe. 1I is Possib!e lO carburiz
CUSI imllN, hUI CUSI imns clIn nll bc110(:m:h hllnlcncd hy ollcrIcchllllUCS and curhlllizng:
iN 11(/1 nonnally donc. 'rho mc/ullurglcul rClls{m for cilrburizng Is quile simple. As
rc11 <:w, Ihcre ure csscntinlly four common wllys lo h!lrdcn melnls:
1. Solid salution strenglhening
2. Mechanical working
3. Precipitntion hllrtlening
4. Quench hardenirig
Carl:!urlzing
TABLE 4-1. CARBON STEELS SUITABLE fORCARBUFIIZING .
dibonIlcels, nOnnllul(urizcd
f'" . . ,
I .'Chcmkal comJXll'hon
,
A1S/lSAB
p S
'I
MIIX numbcr Mn. Mu
Mansa....1.00 perccnl'nlulmum
0.06 mal 0,35 mal 0,040 0.050
1006
1005
O,Ollmu 0.2.S-.40 0.040 O.OSO .
1008
O.IOrnax . O.30-0.SO 0.040 0.030
1010 0.0&-0.13 0.lo-0.60 0.()40 o.liso
1012 0.10-0.15 . O.3(l-O,60 0.040 0.050
.iOI) 0.11-0.16 0.50-0.80 0.040 O,OSO
iolS 0.13-0,18 0.30-0,60 0.t140 0.050
iOl6 . 0.13-0,18 0.60-0.90 0.040 0,050
.1017 0.15-0.20 0.-0.60 0.050
1018 0.15-0.20 0.60-0,90 0.040 0,050
1019 0.70-1.00 0.040 0.050
0.1&-0,23 0,3().4),60 .0.040 0.050 .
1010
1021 0.i&-O,23 0.60-0.90 0.040 0.050
1022 0.1&-0.23 0.70-1.00 0'<\40 0.050
1023 0.20-0.25 0,30-0.60 0.040 O,OSO.
1025 0.22-0.211 O,30-0.6Ci . 0.040 O,OSO
1026 0.22-0.28 0.60-0.90 0.040 0.050
1029
0.60-0.90 0.040 0,050
1030 0.2&-0.34 0.60-0.90 0.040 O.OSO
0.32-0,38 . .0:6MJ.90 0.040 0.050
10lS
1037 0.32-0,38 0.70-1.00 0.040 0.050
1038 0.60-0.90 0.040 0,050
1039 0,31-0.44 0.70-1.00 o.ti4o 0.050
MongAne"" nmdmum (lVer 1.00 perco,,!
1S13 0.10-0.16 0.040 O.OSO
0.1&-0.24 . 1,10-1.40 0.1)40 0,050
1524 0,19-0.25 1.35-1.65 0.040
1522
. 0.050
0,22-0.29 1.10-1.40 . 0.040 O.OSO
1526
1527 0.22-0.29 1.20-1.S0 0.()4() O.OSO
Curbon .Icels. IC$Ulfurlzcd
OlCmicbl
p
A1SIISAfi
nUlllbcf ,C Mn S
0.01H!,13 0,:Ul-0.l1O 0.1)40 ..
1110
0.14-0;20 1.00-1.311 0:040 O.iI-O.13
1118 0.14-0.20 . I.JO-I,60 . 0.040 0.0&-0.13
li37 0.32-0.39 I.l5-1.6S 0.040 0.08-0.13
1139 1.35-1.65. 0.040 0.13-.0.20
1117
i. I'
J
l
r)'
(""'I
('10-
Ri ( ,
( ..
(,
f J::J. ,i.i
{. ,I
(t:j'l
( i)-I
f l:)ll
(0t
(
..
()l
(t:J:
(.t.:).
,0
(,
'
i
I
(c"
,r-.. ,\,
( ,ht
( P1'
.
lJ:1
('i
( t:).
(C)
l Cf'
.d),
,1,600, 1
I '/- I 71
. /
1,300
80'10111,.
1,394
/2,6411 ___.._"_'
1,200 I'\."I I 1
1,100
_I -.,,,,. I W6
I
i
1,000. ---...
-'I,eoo
Aunenjle + F.
3
e
" 800
i3611,360\
--- --- --- ---
700 -, ::%-r
7
% 7
1
27 11.
341
\)
'''"'-t-- '''" 600
,I !' li I !. I ,! ]1.000 500 ) ______+--:..l
Alpht Iron + FOle
400
1
'l--t I II ,I I I; , I =i I
300 I I I 1, I I I I I I l
21KII-- I \ \ \ \1 I \' \1
100
, o 111 I I 11:1'11 I ;, I
Fo 0,5 1.0 1,5 2,0 2,5 13.0 "-
Carboll, %
Figure 4-3 '",,,.carboll cquilibrium ph.:w dlngram (frem Mtlo!l'rog"ss, C ASM InlClllatlOllal. :
1975).
IM
"
-----------
I'
:,';'ph O, ,i" .. O, , ..... iri ro, ., ,,,h,,. tom"",,,,,.,
alIO showll lhal Iron has dllferent Iypei of crystal stnlclure at various lernperatures. j
,roem temperature. lhe: CI')'Slal lattlcehas 11 BCC SIJ:\Iclure: whul' happenS ai .eleva
lempemture.-varies, wilh, lhe calbon conle"t, bul lhe 'importanl reaclion is theebjlity
lo 1\' PCC Istructure. is called an ,allolropic Iransfomullio"
change, and,it is Ihc rcason why steelsc
un
bc quen
hartlcned. The 50lubililyof carbon loFCC irQO 18 much grealer than il ia in BCq ir'
U a ,stee,1 is healed lo a!>?ve ,lhe crilical Iransfonnalion telOperaturct (auslenile region
lhe IC ,diagram). 101 of carbon will dissolve in lhe FCC irao, much more thau co
go Into solution ai room temperalure. Ir a seee) is qucnched from Ihis tempcralur,
want lo Iransfonn lo Us nonnal BCC struclurc. lf quenching is rapid enough,:1
dissolved carbon Is trapped in lhe )at!ice of lhe struclureand lhe lattice dislortsto'
struclure Ihai is different from' BCC or FCC; 11 fomlS martensite, which has a bodl
cenlered tetrago
nal
slruclure, This means Ihat one eube IIxis is elongllted. Thc latticc
no longer an equlll-sidedeube. 11Ie strenglhening effCCI or this transronnution .Is dramat
A steel with li tensle s,lrenglh of 60 leai (414 MPa) can have 115 81renglh increased
morelhan 200bi (1380 MPa). TIle hardness canincrease from lesslhan 20 HRC
60: HRC, Solld soJudon strenglhenng IIsully results in strenglh increses Ihat may
only lQ or 20 percent. Precipitation hardening and rnechllnical working ean have streng
ening effects lhat are more &ubstanlial thao solid soJution Slrengllieliing, but lhe strellgth,
ing elfect ,of quench hardening or .teels Is by far lhe mosl userul hardcning procc
Ali lhe hardening proce
sse5
Ihal we havc discusRed are shown schematicaUy in Fig
4-4, .
Reluming 10, our discusslon of dUfusion processes. the whycarbutlzi
w8,S developed was Ihat nOl ali ateeis or irons rcspond lO qucnch hurdcning. To 1'0
100 peree
nl
hard tnartcnsite stnlclure in a plain carbon alloy (conlnins only carbon a
imn), lhe carbon conlenl muSI be at Icast 0.6 pcrccnt. 11Ie ancicnls who lcamcd
carburizc had only pure iron (wrougl'\l iron) filled wilh impurities slch as slag. T.
inm conlained very litllc carbono ,11I0y hadto use a diffusion 'process 10 increase
carbon cOntenl 10 a sufllcienl leVe.1lO alJow qUe.nCh hll .. rdcnin
g
.. TIl.e sltuat... ion. iS8111...'.
samC. The ,use of 1I110yaddltions has rcduced lhe levcl of carm\n thal is required
100 percenl martensite, bul lhe purposc of carburizing iR 10 raise the carbon contenl
the surfllCC of slcel 10 a .Ievel lhal wiil llow quench har<lening, With p!lIin CJl("
slcels, di is commOO practice lo raise lhe carbon conlenl or the sudace .10 bout,
perce
nt
Wilh illloy 81eels, lower values may' bc ldet\uatc. "
In SIIIIlOlury. carburlzlng proccsHCll ralso Hurfucc carbun ctlnlCnlS In allnw
torcspund lo quench hardcning. Ali Ihc /lvailablc: processes <lo Ihis, bul wllh drrcr
s.peeds and dirfel'l;nl ways of healng lhe part, TIle rcquirerncnls for qucnch
ferrous metais are as follows:
I
i
1. Sufficicnl carbon contenl
2.. Sufficient heating lo a\low Iransfonnalion (from BCC 10 FCC)
3. Quenching rapi!! enough to prevent ironsronnatlon lo equilibriumstruCIUreS .
. ! i
I
,
!';
i.l. ". J
( ,-'.
(
(
( ,:;:.
(
. '
(
I ,':::)f
( ',ill
r "
(
(AI
(
(
(
( ):t
(
(
(,il:
(,'l\
(
(
( ,
(
(
.h:
, "
,A
,
"
,'"
88
AUllction for mothal"ll:
CIl, +F.... F. +C .. 2H.
o . "
O : :.:: ..:: ............. O
.:::,..,,+:'"..... "...',."::
O ;...... """,: O
...... : .. ':.. '.:'.."'.
O ".0::"",,:.'_. .:: :. O
, .. e" ."':.'. O
(a)
Co, +C .. +2CO
R'ICllon whh
acllVlttd charco.,
/b)
R...",on wlh mfthlna,
CH, +F.... F. +C +2H.
2NoCN ... Na.CN. +C
Molten uh
figure 4-$ Sehc",",;c Q( .0nOU$ c.rhurizing $)'slm" ta) PlIek 'eiuburlzing. (b) Oas
c.rburizng. (e) Sul! curhurzing, (d) Vllcuum carburi1.Jug.
I . .
Pack Crburlzirlg ,
,
1800
,11. 11170
T;O
t!
1400
1200
0.5 1.0 1.5 2.0
.....
Percenl carbon
Flllur , Tempcnll.uIl: ranae$ varlous i,Imlmenll (o. M. lino, and W. E.
fl.I.Jno. WflllNIIS 0//1,,,, New Vork! Inhn Wilcy .!li. 50115. 1I':l19631,'
..
The pin is wi,red 80 Ihat itCIII! be removed (rom the pack whilc t i$ still in lhe furnuce.
11 is quenched to hllrden lhe earburi:r.ed surfae lInd it IR fraclured. 111e deplh ofhllrden,ing
from lhe surfacc is readilydisce.mibJe in the fracture, anil ,licltn bc lIleasured v.ithI
loupe and an; ordinllry maehinisl's,scale, The Ill(}re sophislicaled and
"
more eorrecl
J
WQy
lo incasure case deplh islo use ',li Inicmhllrdness Icst on 1\ metallographic sectlon l\ken,
from lhe carburized part, Figure 4-7 ,iR liph\">lomicrogrllph ar 11 surface hardering showing
I
i
,
(;:J
(,4;_
(Vf
(
( )1f
(Aj.:
(A').
(0:-
(Ala
( AJI
(N
(r::.
(A)
(4
('. " :
(""i1I
".
(
T.--
!12
Diffusion Processes
GAS CAR13URIZING
Oas cllrburizing is really lhe same as pack carburizingonlylhesourceofihc carburizing
is differenl ilnd lhe fumace is pressurizc:d wilh lhecarburizinggas. Any hydrocarbon '
gas cal! lie used in gas carburizing (natural gas, acetylene. melhane, manufaclured88$;;
propane. nnd Ihelikc), Thc simplesIsyslem for gus cllrourizing is illuslraled in Figure,
4-5. 11 parI cuu bc Jlul in 11 relor! f'UfI1I1CC un" hclltcu (o lhe (empemlurc'
wilh an inerl gas such as argon f10winll inlo lhe relor!. AI lhe curburizing lemperature,'
lhe incrt gas flow isdiscontinued and melhane, Cri],is in!roduccd. The melhanedecom-
poses 111 lhe par1surfllce lo alomic (nascen!) and hydrogen, and lhe carbon '
ditTuses i/110 lhe pari 10 produce lhe desired carbunzed case:
CH4 +Fe-+Fe +t +2H
2
TltesimpierewrtIypcoffumaceshown in Figure4-5isseldomusedforcommerdPl
cllrburizing opcralions because il would probably be even more labor inlensive Ihari
pack cllrburizng,lInd il can resull in risks ofexplosions. Ir Ihere s any oxygen in ,a
red-hol fumacc when aeombuslble gas sueh as melhane or propane s inlroouced, lhe
ingredienls of an e:>lflJosive mixlure are prcsenl. Almosl ali gas carburizing is don6
with a eurrier 15115 inlo which li controlJed amounl of cArburi:.:ing gas is inlroduced.
Carrier gases !Ire lIsulllly fonned frem natural gas, lhe same gas lhaIhomeowners buy
from IItlity comJllll1es. Tlie composition of naluTll1 15us varies with lhe source,. bUI
mosl nalural gases lIre aboul 85, pcrcenl mellinnc, \\li/h lhe rcmainder consisling of
such /hingsase/hnne,carbondioxide, nirrogen, nndoxygen. Nulunl!gusean beconvel1ed
inlO nearburizing carrir.r gas/or imo 11 gns lhaI is suilable as an inCri heuf.lrealing
nlmosphere by trenling it in adevcc cnlled agas generalor. 'I1
Ali01(:101 !:lIrfuccsshouldbc prntectedfrumundcsirablcrCllcliollS \\li/h theprcvgiling ,.::; ,
allTlosphcre dudng hcal-lrea/iJlg operalions. Bealing melllls 10 e1evaled lempellllures in'/
lIir (Clvcr IOOOF) (538C) can cause significanl oxidadon, decarbur:i:alion, or olher
re:lc!ions lhaI degradesurfacepropel1ies. Gas-fired heat-Irealing can be djusled
50 lha! lhe combuslion produclS of lhe gllS liames produce an Ihalprolects
lhe surfuce ofmel/tis from surfaee degradadon, bul lhe more prevalenl lechnique il; lo
use 1111 emJolhermic Bits nlmosphere. Theoperation ofancndolhennic gas generalorJs
illumaled in Figure4-S.Nalumlgus is mixed wilh airin whul isessentiallyacarburelor.
This gaslair mixlure is heuled in aehamber lhal, is Ilred by aseparale gas supply or by
olhcr eXlernnl source of !leul. The healed gas is passed Ihrough a ca!alysl bed
Ihil! lhe inpul inlo 11 gns Ihlll Cllll bc inert, curburizing, ar decarburizing.
Tlrcre ure busicnlly fWIl Iypcs (lfgusgcncflllorsfor illnc!"'Jling hellf.tre\lling.lIllllosphcres.
cndo!\lcrmic !lnd exothermic. As lhe nlllne implics!'willi.Ihe endolgeneralOf, lhe hea,!
lo convcrl lhe gas is exlenlllUy supplied; lhe exolhermicgasgeneralorpartlallycmb.usI&
lhe inpulgas lodcvelop lhe heal needed forealolyicconversion. &0genel'lllors produce
gases lhnl lend lo be decarburizing (lhey produce CO in lhe range:of J,5.10
rercenl), This makes Ihem less.suilable f?r heal (j'ealing high-carbon sleels
lesssuitableforcarburizingoperalions.EndogasalmosphereslypicaUYhavecompositlor(
Ihal consist of nbou! 20 percenl carhon (CO),.aboul 40 percenl nilrlJiie
GasCarburizing
(}Sf-
()$'
Alr.
(rG'
()::J r----- ------------,
I
I I
(JO'
I
I
I
I
I I
I I
I I
I I
I
I
!
I
I
I
I
I
I
I
I
I
I
gen.fltor I
I
Gil I
I.
I 1
I
I
I
I
I
I
I
I
I
I
I.
f
J I
I I
I 1
I I
I I
I I
I I
I I
r I
_________________J
I
L_
.. '
\
Flllure4-8 c or an endc!lIu:nnic,ll
al
"'. I
\
C. . .....".".;'; - !
96
( f?j" :
Diffusion Processes
ohtaned by lhe (/i/'fuson of only carbon, Thc presence of nitrogen in the case esn bea
disadv81ltllge when parts are slow cooled, machined, and rehardened, The nitrogen makes
more dlfljcult lo machine, Some Ihjud carburlzing balhs are cyanide free;
are dispcrsed in' li neutral, salto The cllrbon;n Ihcparticle$
reacls' to produco carburizing in; 11 way lhul is (hough! lo be similar lo lhe way that
chareoul cllrburizcs in pnck cllrburlzing. h: ': 'I '
LOW-IClI1pCrllture, hUlhs UI'C ustlully uscd fur pnluclng Ihlll uI' ICS5 Ihan
o.mo in, (0.75 Illm). Thc higlHelllperulurc bath carburizes faster anel is used forheavy
tlp lo 0.12 in. (3 111m). The luwcr-IClllpernlure blllh is heUcr ((Ir dircel q(lenehing.
The lowcr lempemturc reduces distorli()n. Quenching fmm any hent-treating' lialt bath
poses a number of problerr}i, Ir a pari is quench'ed into a 10w.tclll('tralure salt'(5000F)
are problems wilh salt compatability: If the salts are nol compatible;
there ean be contamination or even violenl reactions. If a parI is air cooled, the ,sal!
will harden on Ibe parts and create a removal problem. Quenching in oil creales probably
rhe biggesr problem. Sall gels sruck to lhe partnd in biind holes IInd recesses"The
renetion o/' lhe oi! Ilnd salt can forro a film tha! makes, subsequenl dissolulion of lhe
salls (in waler) difllcull. Water quenchillg is lhe quench from lhe slandpoinl of
salt removal. The salts are soluble in water snd lhe waler quench helps remova!. From
lhe user's standpoint, sult removal is no! 11 significanl factoT. Beal Irealers who use salt
hardcning Il,nd carburizing have developed tcchniques lo effeclively rem()ve sall from
Illosttypes of paris. The uscr needs lo be aware Ihat sall bath heal Ireatments present
lhe risk Ihat small blind holes may presenl salt-removal problems, and salts lefl on
qucnched parts can cause ruslirg ar pilling on tinished part surfaces. ;!r
Ingeneml, liquid icarburizing is best suiled fonjob.shop types of,-ope'llliols ;wiih
limc. Sul! bath carburizing can be automated wilh in.iire 8aft baths rr .
cnrhurizing, rehetltjng, ul\(l quenching, hut such instal/ations
major IIdvanwge !lI' liquidcarburi7.ing eompared lo the other techniques Ihat we
is speed. Por example, 11 O.06O-in. (I ;5-hul).case can be at, 15QOili
a soak lime oI' only aboul 20 mino The case is evenslightly harder
wilh lhe other techniques bcclluSCiQf nilrogen pickup from lhe CN (this does not
. "',
The followlng are some other disodvantages of liquid. heal.trell!ing balm:
,
are poisonous /and can forro poisonous gases; Ihere is a
prohlell1 wiih uRed sllS and dnse SOIUli'l/ls andan operalor handling.
2. hnlhs Ilrc nlllainlclllilll'C pmhlclll! pots 1I/111 hcalng rcqlr
' ;' . i.,,', .
Liquid curburizing ,is a batch processo :';' " '
! ,-.,,,. j
4. Sal! baths requ\re daily checks'
j
5. Sult baths are diflicut loshiJl dwn and l start up;
'V,
In spiteof'lhese ctnsiderations. Iiquid carlurizing salisfies a leed
surface hardening; it is lhe fllstes! cllrburizing equipment rcquirements are
Vacuum Carburizing
(;:5' I
and for ,a job-shoptype openlion it may iH: lhe best wlly tomake
mOre paris Per unii time.,' " "
(bS-i
,I ,'j :1: t ,I I ..
lhe cuse
li. ',: \"'"iI/:,;;';1i ,,",
(Aj'-/
VACUUM CRaURizlNG
fi/P,' 1ti .j;, 'J ,! 1 o,::,. ,:. .. ; > !.
Tho proce88 of heating parts In a vlIcuum fumace aild dilTuslng carhon Inlo lhe
ar the parta by the action of partlal pressuCc or I caoonl1coous gas inlroduced
(
(umace s called vacuum carburizing. 'The mechanism of earburlzation la lhe lame
gas clrburizing, IIlld lhe Same gases ccn bc uscd (naturai gas, melhanc, pnlpane, .
( AJI
( ;0l
A vacilum carburizing syslem Is shown 6chemallca1Jy In Figure 4-10.
(260C), rhere , V cuum furnaces are' usually steel pressure venels with watcr cooling
( I:;i
on the outer vessel. The work chamber Is ,a boi or sheU Iype of stnlture inside
veSseHhal contains the heating elements. The heating elements are usually
healed.The resistance.elemcnts,d nol touch theaUler $hell. Thus Iherc is
( ;01;
( j:JI ofthe,ihell6illco heal tranllmisslon (rom lhe elemenls by convection is minimnl.
would he nll in pelfec:t V8cuum. Thl:l wrk is heated by radiation (rom lhe
(;e:,
Thlslsa very efficient system from the energy-consumplion standpoint, Tho oeal
tilmo'stentirely radianl, and molybdonum refleclors can be uscd lo thul most
(111
tho radiant heal goes lo the work. Heallng Is slower Ihan In convecllan and snll
but more efficient, .
Vac\lum cllrburizing 'fumaces usually conlain an inlegral qucnch. chnmbcr.
( )f.fJ". work can be manipulaled to lhe quench secton by amecbanism built within lhe
To, carburlu, work ia; placed in lhe bot zone of lhe ftimace, in such a manner Ihat
(;:::;
fcw parts ai 11 radiant headng \viii be as uni forro IIS possible (largo parts 10,ward tbe elements,
.. ..:. i .... ':; :<i.\., '.' j t 'j o,'
<t:J
o
( , g.. ,
.)
(8IS"C) in
<k)
, in lhe CN-free ball)s).
( t.::J
]. Cyallide salts
,
"'j
(Ji0
rClllacctllCIlt.
J. f I ; ;,':
PJ' 'I.
( n f ",:
.1
" ! . .1
Vacuum
( foJ ,j
t' j;, \1<1,1
Figure 4-10 of vacuum corburidu8 equlpmenl.
{::)
4-
4
JII'"\
b
ri
--
.
t2J
_ _ _____ _
Oiftusion Processas
on curbon slccl und cas! irons, whieh conluin no 'nUoying clemenls
III enhance.nilrideJormalion.
Nilriding is a.slIbcrrical hnrdeningpmeess. Ir is usuaUy done in lhe
invoJve 8 quench. PllrtR can be
slow cooled from rhe nitriding Icmperalurc and Ihey wiJI be hard wilnOulsubsequenl
nirrided, Ihey are hardencd and Icmpered aI a
Ihul is tlllclIsl SO"F IIbovc lhe nill'idiog ICllIpcrtllurc. This 18 dlme lo pro/llOlo
There is no lechnical Ilmi! lo lhe deplh ofeilse Ihal is oblainuble wlrh'nitridlng.
lempel'llrure of as
60 /laun. Thc longer lhe nilriding lime is lhe.grealer lhe lendenc)' lO fQrm a
nilridc cases
Anolher idios)'ncrllCY 01' nitriacd coses is alendene)' lo experience some sunaee
growth and in lum some dimensional change. Tho formalion ofnilrogen compounds
clIuses avolllme expunsion oflhe nfTected slee!. This resulls in compressive sircsses in
lhe case Ihal nre oflen very desirable. Theseslresses improve faligue resislanee. Faligue
cracks slar! whcn aBurface is subjecI to Icnsile Slresses. Ifnsurface conlaios residual
a fatigue crack will nol start unIU lhe applied slress Overcomes
lhe negalive slress (comprcssive) in lhe surfilce. There may be alendeney for dislortion'
ill niflidng ir lhe pnrt has anonsymlllClrical shape or ifnilriding is seleclive. Arule or
Ihumb used by some heal lrelllers iS'lhal hcavy nilridc cases. 0.020 lo 0.039 In. (0.5
lo 0.750101), cause agrtlwlh (lf'ilbolll 0.0005 in. (12.5 fl.m) perSUfrace on lhedia01elees
orrotlnd ours anel asimilargrowlh ollinsielc diarnelcrs; hmglh ehunges CU!! be us much
occur in inside diamclers ir
Ihere is adequatc exposure lo lhe nilriding media. Li(IUid nitriding media go lnlo most
holes; gns media onl)' go inlo holes iflhe glls iJow is 11 Is IIdvisable lo avold
We will now diseuss lhe vurjous processes Ihal are used lo nilride surfaces. MOSI
have tliscussed /lppl)' lo aI! lhe nitriding
are pul in
haskcl1:ISlcned tolhelop(lf11 scalcdreCOrt. Thewurkis IqnledIII lhenilridinllrcmperulure;.
wifh llllllllllllia (lI' un im:!'t gns sueh urglln llowing In\o lhe relorl. When lhe IS
uI lempemlure. nitriding is iniliuled b)' inlfoducing anrnonia; NH). The ammonia gas
dissociales lu nitmgen and h)'dmgen IIf lhe part surface;. The nilrogen dlffuses'jnto lhe
work in alomie fonu, nnd lhe hydrogen becomesapart oflhe atmospherein lhe fumace.
The liquid bllobler shown in lhe schemulle is used lo ensure li positive pressurein lhe.'
lhe exnauslingguses. Rctol1 fumn<;es are
ttsually I'CSiSIUllce hcnted. out nny form 01' henling could bc used. AfieI' complelion of
"
Gas Nitriding
;
a..
inl.1
2NH, 2N +3H,
.'!Ilure4-11 5ch.,mllic "r'"nilricJing.
t
NH,
lhe nlriding cyele. lhe enlre retort may be removed IInd aircooleo, 01' lhe fumuee
relort may bcallowed lo cool to amtiient lemperalurc. Oflen eooling is done wirh
01' tank:nltrogen nowing inlo lhe retort inslead 01' ammonia. This enos lhe
cyele. The parts ure lealefroe and read)' for use or for finlllgrining. Nilride cases are
usually lhin (IesB Ihlln 0.010 in.) (0.25 0101). Finlll grinding on
.usul1l1y Ihnited lo a Slock removal of 0.002 in. (50 tLm) per surfllec. Ilellvy tinlsh
grlnding will remove lhe CU8e OI' lhe hardesl part oflhe cose.
Anunona wlll dissociule lnlo naseenl nilrogen und hydrogen
Gleel healed lo lhe lempcrnlure range of aboul 90010 IIOOP (480"ro 590C). To
morepreciselycontrolrhenilridingprocess.irs commOI1 praelice10 useexternaidissocia-
toes for lhe ammonia, in-line gas lrealmenl deviceslhol eonvcrl rhe amlllpnia lo
desired degree of dissocilllon, rnlher Ihan rely ou lhe dissocilllon role rhal occurs l)n
lhe'part surtllce. Some processes i.nvol\lc SICppe lemper.llure und'diswcllllion cyclcs.
The Iwo-slep OI' Flue procesl is u$cd 10 minimize lhe formlllion (lfwhile Ill)'er:.
, Mosking ofpuns for selccliw nitridiilg is dOl1c with Icchnil]UeS sinlilar. lolhosc.
uscd for cllmurizing. Copper plllling 18 lhe mos! widel)' used rechni1lue (0.5 to
12.510 25 11-
111
), bUI Ihcre ure a numbcr of lI1u$king painls llull
applied,lO reeommended Ihicknesses. Nilrided cases are hard os lhe)' come oul'or lhe
relort. 1I is nol possiblc lo remove Ihem lo mllchinc 01T lhe nilride layer for.seleclive.
nh.riding as can be done with earburized parts.
.MoslsllIinlesssleels,300serles.400series,und lheprecipitulonhardening
can be gas nilrided. The chromium and sOllle 01' lhe olheI' Illloying
,
;
(A"
(A'
(
(
(
( .1
(;5J
( ..
(
Cf!(
(A
(
(
(
(A
,.,
(,..r
(
(,A
(
(A
(A
(r
(A
(A
<', t
,...)
A
100
flilriding
.
range or 900 lo I100F (430 lo'590C). 11 does 1101
IlCDI Irealmcnls. When alio)' sleels are
alemlc slruclurc anti lu minimize dislortion during lhe nll'iding proeess.
Howtwcr. II clse deplh ur0.030 in. (0.75 111m) may Illkea soak 111
J()ng IIS
white III)'er and lhe Ihicker lhe whitc loyer bocomcs. For [hese rensons.
' Me usualJy shllllower Ihan Cllrburizcd clIses.
cOlllprcssive slresses,
IIS 0.0005 in.!in. (I fl.lIl/mlll) oI' lonulh. Nilriding will
sharp corners 011 nitrided parts. There is risk ofehipping ofrhe h/lrd
01' lhe prcenuliolS and use guidelincs Ihal we
processes.
GAS NITRIDING
1\ simltc s)'slcmis iJluslfllled in Figure 4-12. PlIl'lS
anel fo serve li:; li tlow meter on
nilrided surfuces s
when it eonUlclli
a
,
I mil;
wllrk adequalelyIf
"0 ...
1
I
.
.
105
100 Nitriding
. ".
tONNITRIDING
.: ;F'ti !, ' .,,' .{ I, " :"
,1., '. lonniridinglsllleombln.\ioll of.vlcuum coaUng!echooklgy aml hCllt Ireuling; ir a
./1 '
hish, ia. eslublshcd.bewcen IWO eleclrodes in 11 VllCllumJ\IId asmal! amountol
agasl$ a. plasmaalln.becrealcdbclwecn ilieelectrodes.Tlle plaslnac\lsislS
01. ons arlhe.gls Ihal.woslntrllduced intolhe vacuum and.eleclromi.. 111C ons are
,IlCcc\eratcd b)' tl1o. betWeenlheclcctrodes 1104 lhey strike lhe caihlKle. lniOli
nitriding, lhe,work la fiade lhe cnthode and lhe lileclchlUl
1ber
ofa vacuumfumace ls
lhe llnode ade eleclrlell s)'slem;'The work ia insulatcd fronl lhe ehllmber sueli.thal
'Ihe 001)''wlly Ihat cumnlClln Row.between.Ihe work and lhe chombcr wlIlIs isthrough
lhe lonizedgasIn lhechamber (FigllfC 4-14).
Parti10 be ion ollridcd are cleanedorIIncarbOoaceou$ malerial. They ore fixlured
00 \Varie IIUpport thal 1$ In!lulllted rom ali ather parta ofth\, syslembutia
cooneclcd 10 lhe powersupply. Parts ore 80 .thllt Ih(,\ydo nol touch, and
charge. lstackcd symmctrically, !hechumber s pumped down mabout,IQ-4 loq
(0,01.Pa). The pans may lhen be cleaned by Introduction of hydrogen orsome other
APode 111881
+H --chamberl
o
@1
,11,. e!C.)
Nltrldinll
00I1n1.1
FIgure 4-14Scboll1l1lic ofon IIhrding.
104
'i DffusiooProcesses
TABlE4-2. MATERIALS ANO CASE DEPTHS
(
FOR SHAlLOWCASE SALTNITRIDING
( tTUFFTRIDINGl
DepUlof \. Typlcal
ease (compound) hardncss
(
, Mlllerial In i..:hc.(14m) (HRC)
.. ' "i
;;,
i
jow- IUKlO2..{).ooi '1}-5j
.Uuy..ecl. (5-25)
Tool 0.0001-0.0005 SS-60
(...:s'
(2,$.-12.5)
COlTosion- and 0.0002-0.001 58-6'
CA'
( ,r
neat-re.';s!ing (5-25)
ateei.
( CUSI iron$ 0.OOO2..4J.OOI 50-55
(5-25)
(
slcelsandsteelstha!contaln molybdenum, chromiuln,orOlherelemeritsIhalenhance
nilriding.TheIhin proprielarynllndecasesare wdely usedlolmprovelheWearproperties
(
of carbon stccls and alloy sleels lho! musl be used at low hardnesses for toughness
( ..... . consideraIions.
;iiil The sall nitriding processes lha! we have jusl discussed present environmental
( pmhlems ih lhe disposal of lhe cyanide halh salls.and in disposal af rinse solullon5
IInd is !>cing plwsed ouL Anumbcrofcyanide-frccsal! bathhnrdcningprocesses
havc bcc,'n developcd lO solve this prohlem. Thcsc bllths prodllce cases simil/lr lO lhe
prnprietnry sal! proc('sses (Tumridc. und lhe SIII! dispolllll problem is rcduced b)'
(-"r IIsillgsaltsoI'potassiufllcy:ulllfe(KCN(.sodUIllcYlInafe (NaCNO), pOlusiumcarhonate
(KCO,l.aodsocum clIroonale(NaCO).TheditTusngspeciescomesfrom lhecyunlttes.
(A
Thc nitridingprocess is slighl/y(1ilTerent from lheconvenlionalsnltprocesses.
(A
1';,[\:i "(;IIIdlellic [O lIbOlll IUU"r(370"C) in airhefore going inlo lhesalto This reduees
distor!ioll anc! nllows lIillding 10 procced faster. Afler lhe soak in lhe sall, lhe
parIS are qucnched in anolhcr sall Ihlll is mainlained ai abotll 750F (400"C). This
(
$ccond Nlllt removes some of the sal! from the nilridng bath and it cnds the nitriding
( ... .
..4 ... cyc!c. I'arts are then \IIlllcr quenched 10 room lemperature and they aru'ready for use,
(
The or anancyanide balh arc obvious, bul a" of'l'shoot af(his process is.a
lechnique that involves 11 second trealrnentin an o:ddizingsaltbath.This lallei'lrell/menl
( Xi
/I hhlck.surf'lce,nncllhepartsIUlve /Icompoundlllyerlha!hasenhllllcedc(lrroRinn
/'csisl:UKC frmH lhe pickull oI' uX),l::cn t'f()1\I lhe truulmCnLJTho complete
( A: involvcs li polsh trcullllcnl bClween.lhe nitridc Ircahrenl and the second slIlt
bath lrelllmen!. The temperalure aflhe lasl oxidi:Zing salt:balh is IlOOul 750"F (400"C);
(
anel parts llre water quenched rram Ihis temperalure. Thefinished.parts have shiny
blacksurfaces. Thls latlcrtrenlmenl (QPQl!I reportedly signiliclInl\y.improveslhe corro-
( ,;li;!
sion rcsstance ofthe surfllce. 11 is widel)' known thalnitridingimparts,6 modcum of
(
tllOsphcric rust resislance lo cllrbon 'n1e double Slll! lmd polish proccss enharices
(his atmospheric CO!Toson resstance. In gel}el"dl, nitride<l surfacesare not more
\ to.chcmicalcO!Tosion; in Cact. nitridingof steelsreucesIheirchemiCalresistancd.
. ',:I
( ,.;l.
'
A
,_._.-'"'' ", '-0:--'
108
(
109
DiffuslonProcesses Chp. 4 SpadalDiffusionProcassas
( ',' "
Wilb lhe neulrol gas enriched with mClhanc O,r lhe Iike.lIlld ammonia. The use orlower
me!hane.or:some .O!!lQt curbonaccolls gus). The rclaliv.e mixture nr Ihese two. gases
tcmperatures in earbonitridiog favors lhe diffusipn pr.,itrogeo (carboo.diffuses slpwly
varieil wilh lhe procellH, 001 Ihoy cuo 00. cqual parts. The mcchanislI1 rorlhe carbur;ing
('1
aI lhis !emperalurc). Cases produced aI low temperafUre may'ppntaio acpmpouod layer
Fe N an thenitrldingia lhebOleas previouslyforgascarburizingand gas
( 3 ) as is rnund iu nilrided cllses. Howcvcr"lhe Use ofa Ipw tcmpcralure iocreascs
(A,
.',' I ,.!ll '" Thecatbonfor diffusioo comes.from,'lo. from lhe mellllne.(pr nther gas), and the
lhecyclctime; alemperalureorabpUI (BI5C) is morecommpn. Allhislempera-'
'':111'1 .,j !lirogen,rcomcs. frum Iheammo'nia (NH). There aro very 011 lhe'
ture,'the cuse wnuld prohllhlycontaioahnosle1lual conccolrntonsorcarbonand oitrogen.
gases lo prevenI exploslvecondidpos., :".<' ;' . : '
Atypcllll case pn W21l slecl IIner 4 hr or Ireulmeol 111 ISSO"P (840.C) uml un oU
:.";, ,'nleiIalure afthe.. cIIse 111 li eom(Klund laycr Ihal ahout 0.001 In. tlliek (25 14m)
( 'I queneh wpul huvc a case ofaboul 60 HRC un Il dC)llh (grcaler Ihun 50
und consists mostly or epHilon imn,nitride.lhesume Iypc o{'compound 11rouced
HRC) prabolll 0.010 in. (0.25 mOI). Carbonilrided parta requirc li li'l"i queoch frpm
in olhcr.types'oC nitrlding. Dlffuslon or carbon Is sluggigh aI lhe low telOllcratures
( 'I
lhe iflitsinq IClllpenltUrc. This is anolhct' clisnvulllngc Co,"parcd with gas nitriding.
used in this The han:l skin aod lhe dill'usion ZUne do not show usignificam
Ulluid.qucnching always increases the risk ofdistprtion. Carbonitried cases lend 10
( I iOCTCaSC or coroon cpntent at lhe surface, but lhe carburizing gns ia slill to
bchnrdcrIImn cnrbur!zedcascs,becauscofthcirnitrogencontentoThisis nnothcrudvuntage
gel the case. A3-hr trealmenl pn a 1010 ateei will produce a compound layer Ihat is
oI' the processo .
( 1
ab?ul 0.0005 In. (12.5 jJ.m) decp .wilh a hardness ofabout45 to 50 HRC.
,Dl
CarbonitriOcpllrts cun be tempered, but the nitrogen in lhe case makcs lhe case
effcctseanbeseen ui deplhs\lfseverallhousandthsofaillnoh from the surracc. Nltrogen
(,,\1 resistant to tcmpcring. For this reaspn, carbonitrided parts are ollen used as-queoched.
cpmpounil.needles (Fe,jN) can be seeo in lhe renile grainsl underlying lhe case. It is
,.,.,..,
(,
CarbnnUridingpossessesspmeo'flheadvantagesandislldvanlagesorbpthnitriding Ihoughl lhal lhe'presence ofIh nitride compouod in.lhe dllfusion zone'under the case
A
and carburi7.ing, and it may appear Ihm itii acomprpmise between IheSc two processes; slrenglhens lhe subslraleand improves the faliguestrenglh ortrealed parts.
intJccd it is.
As is lhe caSe.wlth olher nilride lrealmenlS. lhenilrided 8urrUce has Blmosphcric
corrosionresistanceIhalis farsuperiorto' unlrealedmalerial.Spmererrilieolrocarburizing
Ferrit;c Nltrocarburlzing
(,Ai,' processe.,eOlplpy subl!Cqueot oxidzng trcllllOCll1S andiOlpregnalions lo furlher eohancc
cnrrdsion,r:esistance. This process.hlls been successrully .uscd treplace sluinlcllS stecl
(ftitt FClritit: nilrocarburizing is subcriticnl hcnt-treating proccss to iffuse bOlh carhon and parts rurrcsilllancc10 almosphericnls!ing, IIndlhetiCrviceabilily hus boclI illlprvcd
nitragen inlo lhe surface ofsteel rram agas almpsphere. The fcmtiR prellx is applied 9ver lhe slalnles, .purta ,bqcIlUNC,of the wellr rcsigtaocc IIlforded by lhe'nhride
(j
hecuuse lhe process is done in lhe teOlperature range ofabout 1050 to 1250F (565" Thls.is avery c,oOlp,c;liilve process rorproduing Ihin
In 67SC). Altheselemperalures, the low-cllrboosteels normally treatd wilh thisprocess ... .. ' '
(A
have11 I'crrilicstruclun.i. l"hemos!cpmmnnlyuseproccsstemperatureis Hl60P(570.C).
I l",', I t
(;\ AlIo,v irons. and some stainless slecls cnn be treated, hut lhe process is
SPECIAL DIFFUSION PROCESSES
intendc 10 produce athin, Imrd skio o(usr"y less lhan 0.001 in. (25,y.m) on Ipw-.
(;t carbon s!ecls. 11 s a way oI' impal1ing snme WCIII' resislal1ce to fprmed sheet-metal
In Chapler 3. we discussed Ibe OIelalliding proceu, which is IIn eleclrodeposition on a
parts, pnwder metal pal1S, NlOall screw muchlncdparts, smal! 8prockets. shcaves. highlemperature sal! elcclrolyte. '('\115 process la R spccinl dilTusion wheo.Ihe
\,
and the Iike. 11 is suhablc ror lrealing lurge'qUl\Illities o'f parts.io balch'furnnces orin coadngI.dilTused Into lhe /lubstrllle. thl.procCS5 IH capllbleof Il1l1fly dilTercnl
conlinuous r\lrnuces. The in Figure 4-15 for gas carbonitriding could elelJlClnts Into lhe,8urface of many dilferenl subslrales., In Ihls seclion. wc will iscuss.
(,l
bc IIsed; only the gases I1l1d 50ak lempel1llurcswould be different.
somear lheothcrdllfusionprocesseslhala.re Ilsed10changelhesurfaceandusecharactens-
(
,!lei;of,engioecring. materiais, These processes are nol widely but Ihey can be
The rerriticcarbonitriding process includes the following Sleps:
i
uscd when other Iypea oC coatlng do no'l auffice.
I. lhe paris !Ire uNlmlly IIdcllIIlIlO, lul mny rClluirc'
( ]$:1 ."r: : {::\" ;: J \
llbrasivc hluslillll) i,
, Alumlnlllng
(
2. lhe furnncc hcal lhe pans lo the lemperaturc (abpu IOso.F)
"'" '1.
" .
The processofcouling malerials witlt.a Ihin layer pfaJuminum is c!llled tlluminizlng.
( ).'
J. Sfak at tcmperalure for. lhe desired lenglh ortimc (rrom I10 6hr). Metais'are aluminum Coaled usuallyfo'roneoftworeasons:'(I) atmospheric cprroslon
(;t 4. Imnlcdiatcly quench (usulllly nil). resistance,.and (Z) elevaled oxidal!oo and envirollmeollll resisl,ancc. AlUlhinOl cO,a\irig
foratmospherlccorroslonreaislllnce(aIumbil1nllemperalures) iscompclitive.wilhgalva-
(j
The process !las Isa mixture of ncarburizing gas nnd ammooa. The carburizing nized ziJic.coalings.When applied over $Ieel, bplh pf these materiais are anodiclo lhe
( ':I
g,IS can bc lhe S!\me as used!n gas carburizing (epdo carrier gas wilh an addltio'o or and scralched arcasorlhecoatlng will beprolccled(lhesleel.willbelhecalhode).
"'"
(,il !
\ ..
)"
.'1
)..
(
113
\ct-,
Spelal.Olftuslon Processes
D!ffusionProcesses Chap. 4
(t,
112
i,
pllrts wilh essentinlly 11 slainlcss.steel surfuce. One appliclItion bf Ihis Iype afmalerial
(
is for lruck rnfficrs. The disadvunlage of lhe:process lfi lhe,bare,edge produced lri
sliUing. RuSI in servicc on lhe edges musl be lolera!ed or eUminated by deslgns lha! ;
( "'. I
coverIhis exposed edge. I.. ," ",' i '\
,.
"( I ,
Ifli high.carbon'sreel (e.g 1080) Is chromized, lhe diffusedchromlum can form
.. ;1 ( 1;'
chromium and lhe I lo 2-nJI(2.'i. lo 50-'1.1l1) surface can have 11 ,hardnesa in
-,lJ
.', f'
( exccss of60 j-IRC.Shecl muteriul und processed lo produce Ihis Iype ofsurfllce
A
are used for applicaliolls nvalving weur and corrosion.
(
"., :
A
Titanium Carbide
( AI
!
I,
loeli",.pecl.tI Avariatlan oflhe CVD process'for ehromizing Is lo Ireal parts in agas almosphere of
(
!"f .j.-: litanium lelrachloride, hydrogen. and a hydrocarbon gas. AI,a proeess lemperalure in
lhe range of 1650 lo .1850P (900 10 10lOC), Ilanium and carbon will dlffuse Inlo
(
"\1.
lhe surfaee of lhe pari and fonn a Ilanium carbide dlffused case. The deplh of lhe
( .!'
,.. clIse is usually less Ihan 0.5 mil (10 J.Lm). but lhe surface is essenlially TiC wilh,a
hnrdness ofabout 2200'IIK, hardetIhan any melaI. This eoaling is most commonly
( ),1
npplied lo tool sleels und hardenable stainless slee!. Since lhe treatmen! is pcrformed rich ai lhe pllrt NUrfuce. 111e pllek. can be.performed.aI l000P (S40C)
(A
abovelheaustenilizinglemperatureforIhesesleels.lhecoremustbehardened:,byquench- when proce.&ising hllrdcned high sjlOOd tllol Ihal were prevlouslyquench hllrdened.
ing from lhediffuslon temperalurearby rehealing and quenching. TIlisprocess produces orilan bedoneaI olherlemperalurelup10 aboul2000"F(I090C). Highcrlemperlllures
nn eltremely wear reSiSla"1 case. bul the dlslortion Ihal oceurs in lhe process often enhance lhe dlffusion,rale and reduce'lhe prO(:ess' time, Toal sleels eao be, trealed aI
("'"
limils its npplieution, The case is 100 thin lo allow grinding afler trealmenl, and It is theirlIuslenltizlnglemperalure.-:t:'hey i:an Ihen bequenched from lhecoatingIlImperalure'
C likely Ihal lhe pnrt will have afew Ihousandlhs ofdislortion. Tllis process Is excellenl lo.hllrden Ih substrate. The boron case does nol nec4 to be quenehed to.oblaln high
lor purts ihat'eun tolenUe a.small, amount of dlstortion. For.eltample, razor blades
hardness" ""',:";' il ' .,.. ,,',,'"'" .
(,.:
.'i ofa bororized case dependa on the sut"tr
ale
;hai Usually,
hard boride.t are formed. These,compounds can havea hardness.in. lhe range from,
Irealed with Ihis processJasleq in sliuingoperalionlen limes as.]ongas lnlrealed blndes.
Afew Ihousandths ofan Inch (0.1 mm) ofdislortion in lhe razor blades.did not affeel
(""
ISO to2000HV. Thehardcompound layercan have adcplh inlhe range from0.0005
io0.002in. (1210 50 j!.m). Many metaisaresultablesubslrales for boronizng: tilunium.
their usability_
("'"
Boronizing
, nickel-baseallo)'lI,nitridingsleeis.cobalt-basealloys.100\Nleelsi,andcemenledeurbides. ,
("'" Some.successhasevenbecnobtalnedwilhlow-carbonsteels;bUllhepreviousl)'mcniioned
. l,'
!loron bchavcs much like carbon in strenglhening sleeL 11, has about lhe same alomie tnalerilil s)'stems are lhe'PfCfelTed subslrales. " . ,.
<"... '. Some boronizing Processes are' proprietary. and mOSI UsCfs oNlia proess send
size as carbono Jt di/fuses easily inlo'sleels and many olher melalN. Borollizing is lhe
Iheir parts'10 emiting scrvi
ce
compllnles. Boronzing IIls lnlo Ihespeclnlm (jf- diffusion
(........ process afdirrusing boron into melaI surfllces lO produce a hard surfacc layer Ihal will
coalings In lhe category ofih!n'coalings.'11 is mosl orten applied over 1001 ateeis and
enhancewearresislance.'Thereareanumberofleehniquesforboronizing.ThemClal/iding
Olhei' subSlrales ,Ihn! are lllread)' hardcned b)' heal Ircatment. The Ihlll borde compound
(r process discuRsed in Chapler 3 is one lechnique. Chemieal vapor deposlion and pack
surfucc rurther cnhunces'wear resiNtllllCC. For Ilx:imple, If 1\ trK)! I! mude frm.ti60
eCIl1(!J,1lu!iol\ !Ire olhcr Thc CVf) pruccssis pcrfm'Ulcd ny lixluring runs,
(
rlRC loal'sieel and 11 Is slill wcaring ai an unacceptable nite,.a boron dill'usioncoaii,ng
r- lo 'coaled in aretort lha! ellO be hcaled, und then 11 bOllon conlaining gus i:dnlroiluced
lnlly be pptopriule. The borlde'surfacc cun have n IlIan obtainable
into lhe relort (Figure 4-16). Thc decompose on,bolJlaeling Ihchealed part.,nnd
wilh,ny aleel illlo)', arld Ihis very harei skin mil)' provide aslgnllicunllmprovclllehl,'ir
al(lmic boroll s aVllitablefordill"usion Inlo lhesubslrnte.,Tle gasescun benoron halides;
scrvice IIfe: TlJis process \11 nol widel)' used,'and lhe risks in using boriding include '
(r
:'1
suehas BCI)andBBr" orlhemorecomplex boronhydrides,suehasTi(BH
4
)" 'Diffusion
dlslott. fromlhehig/l.pcocl<ss lemperalureBnd changes'ilsurfacelinishduclochemical
on of boron inlo lhe sunstrale can slart t lemperalures as low as 750F (4{iO"C). 'The
(,...... relelns in pmcessing. Ileeausc I!!ecoadng is thin, Ihere is usulllly insuflicenl $Iock
pack 'jirocess is similarto pack carburzing. The pnrts lo be eoated are packedinboron
on lhe coaling lo take care or significan! distortion by finish griilding. It is besl l
eonlainingcompounds sueh as bomn powder or ferroboron, AClivalors sueh as chlorine
(,-
c(ll1lpounds lllll(Ounrine compounds are addcd lo enhllnee lhe produclion of a boron-
::
"
'I"
.'
'.", 'li. ,: ' '1
," ;'
,j' ,
..
..
..I
o
o
Flgur.4.,16 SchemPlic aC I cl",";jcpl Vlp'" deposillon (C\lD) ,y.tem,
,"
<..
r (' r'
r... Y
QF D!FFUSION TREATMENTS
N.tureaf
case
ternperaturc
inDF("q
case
depth
in mis
Typ<:al
base
meu.15
Carburizing
Pack Oiffused
=ban
1500-2000
(815-1090)
5-l
(1251Lm-L5mm)
Low Cstecls
Lo",C'allay
Ou
1500-1800
1815-980)
3-60
(7S JLI1>-LSmm)
stcels
LowCsted
LowCallay
steeJs
Liqud
OiffusedC3tboa
anelpossibly
nitmgeo.
1500-1800
(815-980)
2-00
(50 mm)
LowC steels
Low C alloy
steeJs
Vacuum
1500-2000
(R15-1(90)
3-60
(75ILm-L5mm)
LowCsIceh
LowCalloy
steels
Nittiding
Gu
oiaogen,
.... ,Nit:fO!en
900-1100
(4110-5.90)
5-30
(1251Lm-O.75mm)
50-70
AIIoystoc:Is
N"nriding
compounds
steels
StlDIess
. Salt
Oitfused
nittogen.
Nitrogen
9.50-1050
(510-565)
0.1-30
(2.5JLI1>-O.75 mm)
50-70
steel.
Mos! fem:>us
rnetm
-<::mnpOWl<fs . iocluding
100
Oilfused
nitrogen.
N"""'I.ltD:
650-1050
(340-565)
3-30
(75fUIH),75mm)
50-70
cas( inms
AlIoysteels
Nilridillg
&Iceis
Stainh:s$
I...ow.<:quipm.ent COSI. dfficult
10 ac<:uratety conrrolcase
depth
Goodcontrotafasedepth.
$tItable forcontinuou<."..
EUcontrols
CID be danJlCTOus
F.ttsterthanpackaad EUpr0-
cesses;CID pose
posaiproblem;saJtbathsft:..
quirem,quen! maintenance
&.:eIlentpro"e'."';o"'rol. .
brigh!parts;fasterthan g,u
camlltZe. highequipmenr
COSIS
NilridingstJcdsgive hardest
east:;qu<:n<:lng DO( re-
quired. lowdistonon. pro-
=isstow,uSWLIlylO b3tch
process
{;"lsuaJly usc:d fi:Irthin bani
QS<s <:: I mil, 110 whice
Iaycr, l11OS! arepropric:tary.
processes.
F..stc:r.thao EUllitriding, 110
whi'teIa)w.bigltequlpment
COSI$. dosecaseCOIlrrol
Sleels
CarboMriding.
-,.
Gu Di.tfused 1400-1600 3-30 .
S0-65" lowCsteeIs.. t:ar-
c:arboa.' (76()-370) (7S ""'-O.7S 111m) 1.owCallay : buriziag(IasdisIonion).
anel lIiImp:n steeIs. s1igbtiy.lwdcrcasellwlcar..
StainIessstcicI burizing;gastooII'OIiscri-
cal
Liqui4. 0ifJusI0d '1400-1600 O.I-S SO-S" LowC,teci. GoodfurlbiacasesoniIoncri-
cathon (2.5-llS.....) batdIproa:$S.
andoittogen
Fmiti"
0ifJusI0d 10000IlSO 0.1-1 40-60' 1.owC5lcels
(S6S-67!1)
caseOI __I.
ItIOUilbalWng cathon (2.5-lS ..... )
anel Ilrrogen
- proc:es$C$areproprie-
1lIIJ' .
Specia1 Processes
..
Alwniaizicg Oitfused 1600-1800 1-40 <20 LowC $Iceis AdifIUscdeoatng,[oroxida- .
(pad) a1uminum (1l70-980) (25,......lmm) !OII' aie1evarcd
tcmpetatures
SlioonlziDg 0ifJusI0d 1700-1900 1-40 30-50 LowCstoc:Is For and:wearnosis-
(CVD) sllioott (925-1040) (25JLI1>-! mm) lance.tmoSpbcrecxmtmIis
aicaI::
0Jr0miz.ing 0ifJusI0d 1800-1000 1-2 t.ow-.:a.bon. Highanel low
ChromiudIow..:atboasteds
(CVD) chromi_ (98()..1(90)
.....) sted<30
C$Ieels
Jiclda loW-<:OSIlIJIess
High-<:arbon' stc:d;bighc:ad>onstedsde-
...,Iopabani."""",,on-rc-
sistutcase
Tilanium' DiftWed 1650-I!I5O 0.1-0.5 >70' AUoysteels PrnduccsaIhin carbidcmo
c-.ubide c:ad>on and (900-1010) (2.5-12.5.....1 '1001 stecls . caseforn::sisw>cetowear;
wum. higb1ClIlpeI2!Un:mayause
TrCcompound
distrtion .
BoroozinC oi/JUS.d 750-2100 0.5-2 40->70 AIIoysteels a baniecmpund
borotl. (400-1150) .....) Toalsteds byer.mosdy applied'QVCl'
bOroacoinpounds Co, Ni alIo,. hardeued tooI iteeIs:high
"
process.temperonne can
cawedistomon
R.q,-,irCsquench
"--
5
\
(
1Z1
(
f
(,
( .'
SLirface
( ':1
P-.,
(
Harqening
(.
by Flame
p...!
(.
:>-) .. and Induction
( ... '
A
(
(
'.
;:..'.
( .
(
i
(
(
.
>::.
"'. I
fi"-.
( .'
)i.
( .'
( .,. '.
proeluce local surface heating for hardening afferrous maleriuls.
( )L,
i-
(,
( .
;:.;.... and II is probably on asimilar fracUon oflOass-prodUClion paris lhaI
IIfe hardcned. /n this chapler, we will iliscuss lhe delllils of Ihcse processes and haw
compete \Vilh welding hardfacing and olhet surfIlCc-h'ardening processes,
II
\ 'I
J-..
( 120
"
;.....
:
'=inrrir'em!5W'l'f a.,i tiICLIfj!Ai;;;la.i.,;
""'.
, .j..
Artifacrs daling lo antiquily indicale Ihal ;;elective hardening offerroLs materiuls \Vas
pracliced for centuries. Whenif wa! Icame<! Ihalcertain ferrous materiaIs \vould.become
hard wllen healed'red hOI and quenched. II Wall al80 leumed Ihal il is nol necessary 10
/leal anil (lllcnch the cnlire shape. Mclalsmilhs lcamed'Ihat lf lhey only harden lhe
surra;;c oflools lhe relll..illcr oflhe IQol wou/d remain ducliJe and less prone
lo brcakugc. ThJs\Vas lhe ofselectve hardening. and Ihis lechnique is.
practiced. Surfaco hardening I>y Ilame and induetion is amodificadon ofIhese anejenl
Icchniqucswhereinon/ylhesurface(tosomedeplh)ishcaled(auslenilized)andqucnched.
Flurne hardening is lhe process ofIIpplying heal from an oxy/fuel lorch lo ahardenable
steel surface and sub.equcnt quenching lo produco ahardened area on lhe surface ofli
parto Incluetion surface hardening ;s lhe process ofusing indueedeleclrical lo
Uoth processes hllvc bccn uscd lhe eurly purt 01' lhs cenlur)', nnU lhe)' IIre
slil! uscd in esscntilllly Ihcir original lorm. Flllfllc-hnrdening larches, fuel und
qucnchnnts have been improved over lhe years.and pOwer supplies
hllve beeume more eflicienl anel sophlsliclltcd. bUllheconceplsofbOlh processes.reman
lhe Flame hardening for an eslimaled5la fO percenloflhe helll ti'eating
Ih:11 is done in lhe Unilcd Slales. Induelion hardening isoloresuitcd lo inass-prodticlion
IiJWPAsua: 4; \.s::i: 1$2 =
Freme Hardening
FLAME HAAbENljlm
ti;, : 'Ij')' :
Equlpment
:' ,;. ," (1"" . '. ',., ':!: :' f'\, ,'; '. . 1 "
Abasle/lill1ic-hrderilng syslem iIIuslrated ln Figure 5-1. The bllsic clemcnls
lIumebnrdenink oro as followft: .
LJXY/fuel torches of
i. sYSlem for rapld quenchlng lhe bealed work
I I ", ,',
3. A laprogresslvely heal the worle (by moving lhe worle ar
ofthe lorch)
, Mosl'ame-hardening syslems use oxygen wilh acelylene as lhe ftiel gas. Other
gases,sueh as nalura/'gas, propane, or synthetic gases, ean be used, The eombinalion
ofoxygen and produces a /lame lemperalure af about 6QO(IP (3JOO"C). This
lemperalureia adequalelo heal thesurfaceofOnY ferrous Olelal lo its hardeniilg lempera-
lure. The tlpofthefiame 18 lhehOltestfXlffjon, and surfoceheatingis done bypnsilinning
lhe/lume tlpaslightdislance(sland-off) from lheSurrace: When lhe liame ripis ililposed.
on lhe v/ork, them 15 an ellipsoidal distribution afhellt.in llie work cenlered abatiIlhe
liame tp. At lhe instant Ihat lhe tlame Is Imposed on the work; the lempernlureprofile
in lhe workwill usual/yresemble lhe pilttem iIIustroted in Figure 5-211: after asecood
ar 80 ofelapsed Ime, lhe tempernlUre profilewill be solllCthirig Ihul ilIuslmted in
Figure Melling has bCcurred at lhe paiOL af Impingemelllaflhe liame tlp.:The
purpose of processls la locally ralse lhe temperalure of hardenllble sleels 10 Iheir
Flpn5-1
c
125
,
( "\'(
r(1
( .1 i
ki "
./
{ "
(
( '.,
'),1
(
(
(
(
( .:'
\
'i
(
(
( s.
(
C
il:
(, iJ
(
(
( .fil
(
.jt
,
.,.{
)L.
(
,,:-
r)...,
\.
( \...
,
I
I
124
Surface Hardening by FlameandInduction
Chap, 5
/7
,
$-
,
.?W'J
I '
IriKllre 5-4 Typicltl nomc hardening deplh prome.,
lo hardcn iOllividuul IceI h on gears and sprockel,, crankshafl throws, hnd similar paris
lhlll !'ClJuire tJ)lll lhe lIulllc cOllform lo u shapc,
Thc sccond imporlnnf pl/rI ofa /lame-hurdening syslem!s lhe quench techniqueo
Thc reclllllgulnr hcad IIuslrnled in Figure 5-1 and lhe 'omidal head iIIuslraleu in Figure
5-3 hnvc inlegml qucnch syslems. Coolanl, usulIl/y walcr or waler with an additive to
slow lhe I/ucnch, is ui lhe w()rk 111 U low llOglc (15 lu 30 ucgrccs)o In>'lhe
IWl'ucning, lhe wnrk is ulIslcnitizeel by the liame implngemcnl; lhe Ileutl or wurk lIloves
to pruducc lhe dsired lemperalurc, und lhe quenchant is direcled OUI lhe tl"<liJing edge
of lhe hcad to proJucc lhe cuoling rale UIlII ii! tequired lo achieve li hardened marlensite
slructureo Thcre IIre nl31ly Iypes of quench systcmso For example. speeinl maehines are
dcsigned for nnme hardcning of gear Icelh. The machine elamp8 lhe gear 10 minimize
lIistortion; lhe gear is Ilustenitized, by names positioned to uchieve lhe proper hardening
lempcrulure and deplh prolile, anti ,ifter lhe auslenitizlng cyele, lhe part is aulomalcal/y
lowcrcd inlo a quench hillho Similar iTmchiiles exsl for othcrhgh-production parts,
paris lIfe usulIJly auslenil!7.ed and quenehed wilh reclRngul:ir or IOroiual
lll'iltls Ihal ('an hc casi/y adapted lo prnducc ,brcd hari/cniug pruliles,
Thus, 'he clfuiJlll1cnt rol' lUIllC hardc/li/lg uI' surf'uccs rClJllircs unly '11 few hllSic
wlllponcnls: lhe ilulIlc hpud or heuds, 11 system for manipulaling thehead',or work,
lItld li91U!uphingsyslclll0 Tcmpcring uf1er hardcning cun bc done in 11 bUlch-IYflC furnllce
nr with rsilnblc HUlnc rchealillg syslenlo Thcse mnimal e(lllpmenl rcquircinnls mcan .
Ih:\", is nol "lIpilal Fhum::-lllIrdcnl'ng hC:lds \'Ull hc IIS chcllp ,as 11
fcw' huntlrcd lIollnrl\; lhe f1amc heads can he run off convenliolwl oxyacetylenc lnks.
which arc relntivi:ly low Ct)SI 10 buy Ilnd torclill;and lhe work mUi1ipulatioll can bc
donc by a sirnplc mOlorized lorch manipulalor or by modificnlion lo lalhes or olher
FlameHardening
machine lools. Wth a Jiule this process ean be I.Iscd lo surracc
on 25-lon (22.680-kg) paris. The work doesnot have lo fil Inlo a chamber or a furnace..
There are no size limitsand iI 25-ian (22.680kg) purt can b flame hardened. with:a
,.,.' ." 1 f \ i" .',. j ,
few hundn:d doJlrs' worih af equipmeni; . . . '. .:.
; >"1'" ,;., ',,' , . i " , ',' '
I .' .,\1,.' f.""':'0;-, (1'0) ' .' :" .
. Material Requlrements
ti j.,:
t.
A basle requircl1lcnl of /lame hllrdcning Is Ihlll ihc lIubstrllle be capuhle \lI' <Iuench
hllrdcningoIn olher words, Ih substrale mUlIt bc: 11 fcrrous ma,erial with IIdcqlllllC caroulI
or carbon 11IId aJloy contenl lo allow eonverslon to marlensite when a'\lsleni!ilcd and
quenched, Wilh convenlional furnaee hardenlng proecdures, earbon steel !lI Icas!'
pcrcent carbon lo fOnTl ,IOOpercent martcnsiteon qucnching. In name harden!ng,
lhe rale Clln bc 50' raplel .Ihal ateeis wilh carbon as low as 0,35 percent may
resporid lo form mllrtensite (or aI Icnsl bainite). Figure 5-S shows lhe rang., or hardness
Ihal clln bcaflalned in nllme hardening carboll slecls. Alloying can incrcnsc lhe hardcnllbil
ily or seels 80 thallt Is possble lo IIchicve a hroness of 55 tiRewilh.carbon conlcnts
signilicllnlly lower Ihlln 0.6 percent, . .
. TabJe 5-llists some commonly sleels and ClISI Irons and lhe hllrdness
rnnges !ire eommonly specificd when Ihesesleels are nllme hardened. is shown
In this tisl. Ihis process app/ies primarliy lo carbon steels. n few nlloy sleels. casl irons
with a pearlitic matrb;, and some 1001 steels. As 15 lhe ense wlth laser IInd eleclron
beam hrdenin!l,the high al/oys are nol usual1yapplied bccause of lhe. sluggishness of
Ihese' ateeis in austenltizing. The carbon in Ihese alloys Is often Iletl up in carbuc
. phaies. In fumaee hardening, Ihis.drbon is pul lnlo Boiudon in lhe malrlx by soaldng
ai Ih USlcHhizing lemperatllre. When in 30lution, lhe .carbonis avaHnble to pnwide
mlltrlx hnrdcnlrig. In nalne hardening,lt is possible lo soak aI Ihc lluHlcnit7.illg Icmperllltirc
60
50
40
':
IX
J
30
20,-
. ,:
10
.,
"
!
I
'o
I
0.2 0.4
'1
Carbot cOlttent
Flcure 5-5 HardncsICs allainablc in qUCIlch banlcning CBl'bon .I.els,
Chap. 5
Pr.forrod
dollgnl
to be processed.itmay
"current induced inlhem
a
"
128
SurfaceHardening byFlame andInduclion
IndJctlon Hardenlng
in Figure,5-7. When cllrrent ftows in a wlro Ihero ia a mllgnclic licld lIroundthc
Fiam.,
( '-1 bardoned
wl.d\ line!! ofIflux orienled;wilh respect.10 lhe direciion ofcurrenl flow (right
Ode).)n 'ilimple clrcuilillustraled in Figure 5-7.-8 coi! ,is made rrom ac,!nduclol
'
ihal currcntjltcold belhesame 60 Hzcuirenl Ihal is in,
household.:1(, a condUClor Work) ia piacedIlnlhe' will,be irtdued
( .'..'I
,Thi. currentt-lwl:.,no place lo!ftowlO"inee Ihe\work is nol cOnnecled
anyllling; Thc currenl dlrecllon Is revcrslng aI lhe mIe oL60 times a second.und
nel erreclls heuling orlhe c,onduelorbyeddycurrenls; irlhe conductoris
Italso,heals by hysleresis. This is IIsllllpleinduclolI beatingsyslem.
( '.1
,To pcrform induction 5urface hurilening, lhe conduclorIn lhe coi!.Is lhe pari
(-'..
is 10 be !lentc. The work musl be an eleclrical conduclor{orlhe syalem lo work;
;\1
Ihis is lhe only roquirement. Heating occurs (rom lhe surface inwariJ. !ll1d 11 15
(,I
toc.ting flllme'hllrdcncd 1.Unc$ .,.,ay(rolOgcomctric Slres. concentralio",'. phenomenon Ihal II\Ikes induclion heallng suilablefor surface hardening..The
P,'
( ., .can besetup 50 Ihat only thq surface hellts lo aconlrolled deplh.,Surrace hardening
1ft-.'
processed one At a time, Ir only one or a few hundred or a few thousands ofparts are
accomplished by conlrolling lhe.healing paramelers. lime. currenl, and frequency
required, it may be advisnble to send them lo a heal treater that specializes in flllme
Ihat Ihesurface reachcs lho,auslenltizing lemperalure,and.Ihe.work .Is rapldly
hardening. If hundrcds of Ihousands or mllons ofparts are
by spriy lechnlques orby releasing lhe work 80 Ihal it falls In10 aIiquid quench.
""'I warranl lhe setup01' an in-house lIutomatic orsemiautomatic lIame-hardenng unl. Parts
i' .. J,,";!, . ;'7" l', ,:', li
( slill need lO be proccssed one at8 time, hut wth suilable handlng automaton CM be
Inductlon.HeatingEquipment
compelitive with batch-hardening processes. One:of lhe largest of flnme
1'\'< 1;,_' .;'
(
i
hardcning is Ihal it is ensil)' adapted to very largc parts. In Ihis aspect it is compelilive
, The simple syslem iIIuslraled in Figure 5-7 can be used for nduclion heuling.
"- wilh wclding hnnlracing.
presen-qay s)'slems are much more sophisiiCllled. There are basically Ihree parts lo an
induction-heating.syslem: '
(> :.J ?', .:! ri: '; ..
INDUCTION HAADENING
1 \ ofaJlernaling current
(?' l. tteav)' busbartypc orcOlduClor 10 hring Ihc'currenl lo the work coil
ThehasicIl\cchnnislllorinductiollhardeninggnesback lo Fnraday'swnl'k wi.th magnclism
3. Work coil or inducior
in lhe mdninctccnlh cenlury. Faraday sludied lhe mies ()f n1agnetsm; he ald olhen;
observed Ihal conduclors placed wllhin ai magnetic /icld have I '
The60-Hz induclionsyslem iIIustralcd in Figure 5-7 cnuses dcep heuling because
an!! (his illduclion causes heating of lhe A simple transformer that has
of lhe rellltively low frequencyof currenl reversal.and l would'nol be suilable for
primar)' coil magnellcllll)' couplcd lo a secondury coi!, bul not eleclrically connected,
Jurface hardening;,There has becn conlinual change In lhedesign ofInduclion-healng
"wducesIleuting. Thishcuting is due10 Iwofaclors: (I)edd)'currents.(2)IInd hysleress.
equipmenl since lhe process was commereializ.ed in lhe 19205., bul lhe'healing
( Eddy currenls are power losses due 10 lhe resislance of aconduclorto Ihcturrenl Ihat
is being induced in the conduc/l>r by tj magnelic field (llR). heating thal occun; is,'
,; l
,
(>-' pn1portional to lhe square of lhe indJced currenl and lhe resistence oflhe c(lIlductor;
Inducod
Nysluesiof in induclion s)'slems is lhe heutiug thal occurs b)' reversals in lhe direclion curr.n! Wo.k Ih..llng 00.10
(
01' lhe lIlil/;\nctizing force. Mugnetic ulign wlh lhe mugllelizing force; when t .ddV n
lhe dircctioll 01' lhe Illugnelizing rorce ls rcversed tHe domains reulign and l!lis cyeU i-i__ IMhVt.ro.I.! ,..-__
\.. ,,'
rel1lignmenl causes hesling. Hystercsis healing only.loccun; in ferromagnelic,malerials , CoII
;A
. . .i , 1
\tp 10 lhe Curie)Joiol (lhe tcmperalUre aI which ferromagnetic materiais ih!!ir
i
!
:'\ magnetism, about 1400F (760"q in slecls).dienting,by eddy,currenls is'by far, 60 Hi ie' !.\,.: . .'Mognl:le
1l"".rotor . !lux
importanl in heating. 11 appliesto a\l cinduclors!lInd induction hardenlng , 'l.
sleis rC<luires heating tu un lluSlenitic structure where steels are nonferrom8gnelic.,;
Flcute5-7
Induclion I;calingis essenliuily accomplished by making lhe work lo
)Q Curr.nt
bealinu .yslcln.
the secondary "coil" in an IIhermuing current Iransformer. This concept is i1Justraled
"
>--.. ,Ii
, . JliUMIIl_;;;;:;:a...:,4U:i. ,
r
"
(>-
133
, Ih, . ' ..
(j,."
132
Induetlon Hardenlng SurlaceHlrdenng by Flame and InducHon
( ',.,.i
Chap.5
In
a
.'
'.
;:
t
'nledcsign 01' acoi! for imJuclion heating iscriticai to lhesuccessoflheoperel/on, nonconducling cnlcible is plaCed in the induclor ebit, and lhe metal charged 1010 lhe
(t
'111C spncing of the COpper coBs, the number oflurns in the indiJctor coB, and the coi!- cruciblc is healed ond melted. Induction heating 15 also uscd for hC81ing for forging,
lo-work spacing determine lhe hardening profile thal can be aehieved WiUl given power brazing; IInd soldering, heating forinlcrference tits, and for Ileal Ireatrncnts olhcr than
nnd frequeneyscUings. Increasing Ihenumberoflumsin Ihecoi!impruveslhe unlfonniiy hardening (anncaling, tempcrlng, etc.).The material reqiremenls for Ihesc IIpplicutions
(}f hebting. Tlle Coif-Io-work normally in lhe renge of Y4 lo'Y.t In. (6.25 lo ar simpl)' Ihal lhe materilll be an electriclIl condiJlor. The malerial requiremenls for ():
12.5 Illm). Thc "skin elTeel" heuling Ihul IlCell1'll in induelion helltng also OCCUI'lI lhe use ?f InducliQn hating for Surrucc are cSllentillU)' lhe SIIIlIC,IIS Ihose
(.'
lhe! mil; mos! uI' lhe CIII'MI! iN ClIl'rictl hy lhe surfllce. 'l'hls IN why induclofS I1rc describcd in ourdlscuasion ofn/lme hardeni/lg, SurfllCC hardening by induclion re<Juircs
mude rmn1 lubiug. The hollow eemer conlribules liule lo lhe induclor impCtlance, and a inulerla wlh enough earbon'and alloy conlent toallow,quench hnrdcning;
muking the induclor from tuoing provides a convenient me:ms of water cooling. In Thepart to be,han:lened musl be placed in Iheinduclor or suilllb/y couplcd with lhe
(".: nddilion, 50ft Ctlppcr luhing is very eusy lo fubricule lnlO cols thul will lil 11 large Induelor, andlhe material must be henlcd lo lhe proper l1ustenltizing lemperalurc muI
varity of work. Some ryplcul induclor onfigurUlions are illustrlllcd in Figure 5-10.
(I
Ihen quenched. '
Thc time reguirod to hcal lhe surlnce Qf 11 workpiece in induclion healing is 11 ,The specific ferrous materiais that are commonly applied io surfllce hardening by
fUtlction ofthccurrentavailublc(kilowattsorjoules)andlhefrequencyofcurrenlreversal. induclon are lhe same as Ihoseshown in Table S-l for namo hardening. If the plain
Induclion-hardening unils are sized so tha! heallng eafl be aecomplished in about 0.1 curbon Iike 1037 IInd 1045 prQ(iuce lowcr Ihan expecled hardnesses, lhe boron-
(li- I !O abou! 5seconds. Irtimes became longer Ihan 11 few seconds, il is usuully bcelluse conlllining lIlonguncsc ulloy:IIleels 15637 r ISU45epn he used, SomcthncSlhe 11
lhe jlower avuliable fTOm lhe uni! is 100 101'1 or because lhe frequeney nvuiluble is ioo grudes of alloy slecls Ihat hllve "guaranlccd" hardeilllbilily are used inste.d of lhe
()- law. Slow hardening will allow conduclinn of hcal lo lhe core, and Ihere will be stndurd grades ofalio)' steels
tcndeney to Ihrough hardcn.
Thefrequenlly usedinduclion-hardeningferrous materiais fI'able !i-I)arenormally
(;>-!
'1'<1 sUllImul'i7.e, slIrflle hllrdcning by induClion-healing,rcquircsasuitablcinduClion waler quenched, A spray ring ean be placed below the induclor eoi!, lind Ibe parI cun
powcrsupplyIInd 11 propcrlydesigned induclor. Convenlionul illdllClion-hurdeningequip- be qucnched b)' dropplng it Ihrough lhe spray ring. The Rumc preedure {'In be used
( ;.k'
men! onc piece III 11 time (usulllly in 11 few seconds), nntl lhe hnrdcning'prol1le 15 wilh a waler-ftllcd quench tan" undcr lhe coil. Ifwaler (1lIenehing produces crncking,'
loIhut oI'llillllC hUl'dclling. hu! IISII!llly shullower,Theellllipmcnlis moreexpensivc lhe queneh clln bc ",lide 10.'8 /lCvere b)' Ildlling aboul5 percenl elllulsHiableoil tn lhe
(ahouI $IOOO/kW) Hum elluipmcnl, hI it fur ICRS cxpcnNivc Ihun woler orb)',usingproprietary qucnchllnls, suchas IlOlyalk)'lene glycols in waler,
(jlh Clelrt>;l bC1l1l1 lI!ul NlIrfllcc-11urdcning elfuipmenl.
Pulseharden;.ng,whiehusesvcryhlghfrequeneyIndl1etlon/lndacllpncilllrdischarlle
loJlroduce&halJowercase., Ihun C(lnvenlionlll induellonharilening, has lhesUlueIlIlllerinl
Applications
requirencinls s laserand electron bellm. AI)'plcal pulse-hllrdcning syiitclll ilIuslrllled,
(;;
in Figure 5-I. The arrnngcmclll illu51rnled will prodllce R hnrdcnNI slripc, and Ihis
Inducrion hcaling is usetl for many appliclltions olher Ihan surfacc hardcning. We have syslem has lhe grealcsl advanlagc over conventional induclion hardclling wbcn fie/r-
ulrcndy mellrioned lhe nl' Ihis process for meting of In Ihis application,'a quenching Is used. As in laserand EB hardening. healing Df lhe surface oflhe
is 50 rapld Ihal lhe hulk orlhe muleriili slays 111 l8 original lempcmlure. Conducliunof
healfmm lhetreuled7.ono eanbefilai en'oughloprovllleI1dClluate forllllrdenoll
ofOlllny malerials. This RUmo Iypc Df Ihing is done In pulse. hardening. '111C very high
(
frequencies useQ (>I Mliz) produce rapid heating oflhe surf/lCe il a deplh belwen
(;l
,-
about 0.004 in. (200 ....m) and0.035 in. (0.875 mm), Ilnd irlhe par1 hlls 11 lhaIis
ui lensl times lhe mass or the induction-heated :tonc, lhe.rllr1 wil! sclf-(Iuench.'
t,
,
Obvi()Ulily, Ihcn: re /ldVlllllugcli ui lhe uge (Ir lhis lyflC (Ir lndueli<ln.hcntJII;.Thc mosl
Suilublc mllterials are lhe slcels in 'J'uble 5-1, Ilnd hlgh.ulloyImil Slcclswill be less
....... , :;.:::::;.:;.; ': ;,
responsive,rs ia lhe case \\11th laserand liB surface hardenirig, , .
""" a
,.' ", ''':::<':,/ ":,::,1",
One final malerialconsideradon wilh regard IO'useofim,luclion,hcaling for,surface .,' t,
hardeningis elee!rical properties. hrdenlng onl)' Ilppllell to ferrous rnalerlls,
l:D
and ihey do nol var)' signilicantly In, Ihelrabllily lO respond l0. heating by IIn oxylfucl
Round nee'o"!!u'o, Pam:.k. Roun nome. Their lhemial do nOI. VIU')' signilicantly. lninduClion hardening,
,,00, 00. fia, lO
lheelectrical"esistlvilyandlhemagncticproperties<ir lhemlllerialcanproducesignlfican!
5-10 TYl'ic1\1 induClnr configuroU'los ror inucl;'" h"rClllog. differences in hcating characlerislcs. This does nol pose li problein, bUI II musl be
(;;...
(iJ-.-
;;
( ,li!
.. w .........
r-
('Ir
e
\
( "*"'11
!I
( ..
1,36
Surface Hardening by Flame and Induction
Chap.5 References
"
, , '
( .;,
137
filslcr IhufI llalllC Thc 01' hCII!ing cpends 011 lhe p:U1 shupc, bu! 011 uscd, induetion heuting wIU probably be eheoper for sOlall paris, Ihal is, purts lha! lil
any shape, Inuc!lon hcaling is probllhly fasler. Po.ssib/Ylhc most signilicam Into your hand. When parts become massive, /lame hardcning i$ lower cosI.
( "I dllterel.lcc belween lhese Iwo processes is, lhe deplh of hardening capabi'lity. Flame Thus bolh processes areas where ellCh Is t,he more cosI effeclve. ,
.iA
hardcumg, li rcquires conduelion of hc/lI fruni lhe surface, is slowerin heating ;, ','; FromlheSlandpint flhe overall field ofsurface hardcning, induetion arid lI111nc'
<,,'
(
;:lI
( .
(.
I;
l;, '"
(
(jtJ;
( ,
( ,
( ;1)"
]i
(
(
(
(
(
C
'"
ilh.
l
);.
)..,
)..,
(
)c
,
c>-
\
.lL<
"
.,
l >-
lhe part, und 1I IS n(ll possible to uustenilize aIhn skin lo produte ashlll/ow case. The
Inwer limil tln depth is ubout 0.050 in. (1.2 mm), while nduction hlirdcning wlil
Ih(! jlulsc tcdullquc clIn flwducc Ihill euscs on Ihin ilurl8. '111C cusc un 00 IIS luw 119
in. (200 /llll) with lhe pulse Icehnique. On lhe olher IUlOd, induetlon hanJening
IS nol nonnal/y lISCel for heavy clIse dCPlhs. It is capab/c ofhenting all,the Wll)' Ihrough'
11 rmrt, olil Is !lul norlllally done bcenusc whh long henting limc$ the port ma)'
since heullng is done in amblen! uh. In liame hardening, lhe oxy/fuel fiame
can bc ndjus!ed lO proucc 11 rwucing atmoophcre around lhe work Rnd oxidllion does
nol occur, Slow heating for he!lvy cases is easy lO do.
A cqlOlOon disilv8ntage of Ilame and induction hardening is thal only one pari
can be done ai a time. 11 Is possible to have muhiplc heads for !lame hardening and
muhiplc imjuclion unils, but neilher process can compete Wilh lhe qunntities ar parts
lha! ean he surfaee tiardcncd with oatch surfacc-hardening processes like c:arburizlng,
nilriding, an lhe olher dil1'usion proccsses. Thousands of parts ean be done ai one
lime,
Temperng afler flame and inuclion hardening is often neglecled, bul Ihis is nOI '
rccollllllended. '!11C HervlccprnpCr1Y enhancelllcnl (hettcr wear IInd flltigue resisuince)
juslHicslhe Telllpcl'ing Clln be done wilh n(Jnnul buteh lechniques in ueOllventiolllil ,
1'1Imut:e, 'The extra cosI con bc minima!. , '
130lh liame an iotluclion hurdening can be automated. Commercinl mRchnes are
nVllilablc. for examplc. lo Ollll1e hurelcn gears for aUlomolivc applicntions. Diul-Iype
in<lm:ton-hanlcnng muehncs wilh ahculing Hnd quench slalion are eomll1only lIpplied
to m:!ss-prdu<:lil\!I par!!:, H()Ih eun bc automated lo lhe poinl where parts
are sim!,l)' IOlldcd inlo II Irunsl'cr Iype ornlllchine IInd Ihey come oul surl'ace hardened
uI lhe cnd oI'lhe Illaehinc. Auloll1utinn (lI' induclion hcatinl): is ellser IImn name hcUling
bccausc (lf lhe nllc:nliol1 rClluired in.nmntaining proper Ilmne conditions. Beellllse of '
lhis!'uclOr, itcanbcsuidthllltherearesOllleadvlInlagestoaUlomalngndllctiollcompared
wilh Ilome henling. The inuction-oellling paramelers remain very constuot onee lhe
Illllchim: is sei ufl. Simihlrly, less skill .is rcquired lo Illuke !In induetion-hcnting selup
than 10 Illuke li fJlllTlc-hurdcning setup. Inrrared theimolllelers cun be used to accurately
seI inuction-hardcning /luslenitizing temperatures. Thesedevices are more Irolblc,som
lo UN{: with /lume lmrdcning bcCIIUSC lhe, rudlml heu! rrorn ,lhe liame compounds lhe:,
dillkully \lI' reading lhe purl lempcmture. Fiamo hnrdening requires morc skilllind_ ,
ment O!l lhe pari 01' lhe opcrulor. Since only the workl, in induction processes;
Ihere is Icss henling 01' lhe ambienl urell lIround an ind,uclionmachiile. They can even
belipur1 orIm assembly tine fllled wilh pcople.Thesami: isnottrue for namehardening,
Thercisstrayheal; ,ld operntorsand pcoplcworkingin thearcamusl wear
In prevenI eyedamage frotn lhe bright oxy/fuel "nme. ., " ,"!i)':'
Whcrecostisusignificonlprocess-seleclioilfnctor, Ilamehardeningismuchchepet
Ihan induelon ir Ihccqllipmenl musl be purchased;ilf heal-Irealing shopsare td be':
\ I
1:
..lt'tW-.. _,----,-_______
'" hardenng,are,compclitiye'processcs; 111ey cannol ucd material lo 11 surfllce; in'\his
i'egard,: Ihey do nol ,;:ompee wilh: welding and cOilling processes. When Ihey cal! be
usoo,'liame anti itiduclion hardenlng'app/y lo the sume Iypes ofmaterllls. hardcnnblc
ferrous allOY5 IInd CIIIII lrons. Flame hardenlng usuully I.'llers lhe hcsl cosllbenelit
on mllSslve partsor small quantities ofparts ofany si:e. IndllClion produces,a
heuerrnlio011 smullpartsandhghproductionparts. Both areellpableurpnldllcng
lhe maximum'recommended working hurdness from lhe IIl10ys Ihalare IIppJicllble, IInd
partserviceabiily will be eomllarable. They are currenl, vi:lble processes for producing
wearresistantsurfaces,andIheyshouldbcconsideredforusewhenwearrcsislilnlsllrf uces
'
i':
REFERENCES
CRI!AL, R. ""1gbInlensiiy Induclion:Ahematc lo Eleclroo DCllm." H.III TTt'lllil'g, Ser!.
; 1982"pp.21-:-28. ,. ,', 'I
l..Iii\TI1IlRMAN, A. P ..and.D. B. ... Dasle Induclion l'riru:iples.".),,1;(/ S/me T/!I,hllo/-
o&,y,OcI.1969,pp. '
OSDOIIN H and olbcrs.' llidl/c/on lJeallns. Melais Park, Ohio: AlI1crican Socicly fc,r MelaIs,
t946., ""'" ' t, , I "
Ruoo. W: C.,and H. N. UDi\U.. Surfaae Hllrdening hy High PrctlllcllcyRcisluncc,"
Hl'ol Trea/ing. Dec. i981, pp. 34-40.
TUnllURY, C. A. Oll.its of I",ll/c/on Hlot/",. New YOlk: Jlio Ridcr, rlle.. 1960.
WALKIIR, E. "Beneficiai Residual Sirene,in lndllclionHardcning,"Meltlll'rQgrnf. Sepl. 1981,
pp.28-35.
"
i
1"\ ., 1,4 '.',
I I
d,'!
I, <.i
d
!
i I,
,',
I"
Chap.6
!
I.
(
'.,
...
140
Thermal Evaporalion
141
Thn-Film Coatlngs . ,
'.'['I'
(
lhe higher lhe kinelc energy oflhe atoms in nsolid and lhe ellsicr il is Ihem lo go k
Coting Applieatlon
( lo I1vl1por slnlc. '
Ai,AQISI, A21SIICo Mo,.llIzlng ofIIIIIlIflted cl,culu
Figure6-3isagraphflheapproximatcpressurcltemperlllurceffecls(lnlhetnlllsfor
TIIPtIAu, TlIPd/Cu. WITI Conllo'lngIVH."..andb..,k.ldomll.lllzatlon'
( j.\t 'CriAu, MINI!Ao .f..micondulOr devle" malion:of variousmetals from Ihe:solid lo lhe vapor'slale. Fromlhe graph; alan
A2, C,IAu, NIIC,IAu, Ta/At Conta0"andInclulcrhybrld cl,cull. Ilmbient pressure:of 10:-.
3
,orr (1.3 Pa)/ zinc WiII vaporize when ir shellled to aboul
(AI
.Cr/Co. NIC'.t/Cu, AilCu Conil.tIlo,"'Iorowov.ol'.ull.,c.p..:Uon,lho,mop"OIh ..d. 600"P (31S"C),Tho zincls no! molten aI temperalure..Therc ure curves in lhe
ToN, T.1M, NI/Cr Rul,tl.o111m. litcrature for materiuls. datll cun bc tlSOO lu dclcrtllinc'lhceusc wlh whiclJ
(A'"
ITO
ContaClleyo" for d,pley .I.mool. 1\ malerial can Iic evaporaled. IInd Ihey siso lell lhe user whalkinds 01' pre8sure and
( '1' 510" At,O" T.,O.,SnO, lemperature are nccdcd lo perform a dcsired vacuum coatingperation. The general .:'li Pa..lvatlon, optlct. waar parIS, Ihormop,lnting
,..,...
At'SIO" SIO,/Cumo, Antlrofloctl,IR ,,'!o.Uon relulionship Ihll!. govems simple evaporadon ill '
( ,1
A
TIN,WC( Woorlng ourra...
Cd/Co/CJ, NI/Fo, N!>JSn, Co dN ='c(2"lTlI/kn-112(p- F)
( Suporconducllog 111m. aoe! film. 'ormllOnell. d...
ndt
Com/FoITiO, DI.po"lonllronglhoood 111m.
( '. Cr, Cu, NIICr; M. alloy.
)t
I' DotO/ativa oOl1log. 00pllltic. whereN=aloms ormolecules slriking asubstrate lo be COllted
I' r 6-2 Some 'hinlUm 0001ln8s and lheir use hflerSchillcr o, .1.),
a= area oflhesubslrate
.
c=constanl for asurface condition (llIrgely afunction ofc1eanliness)
(
m=molecular weighl oflhe evaporont
k=,Boltzmann'sconslanl
,und thcy tind use in Ihcsc syslems Ihal cannol lolerate evcn microscopic wear losse5.
C T .,; absolulo temperalure
'Muny IInd c031ingsforproducingwear-resistllnllhincoatingsareslillxperimen.
p ..equilibrium vapor pressli-e af mercury aI lhe surfllce oflhe
( lal, but lhe IcchlloJogy is becoming malure aI lirapld pace. Bventually, rhinfilm coalings
(
lllay hccome apanoflhe averllge desigoer's repertoireofwearcoalings. In Ihischapter,
p""hamberpressure
wc will 11)' to prosen! infomlalion 00 lhe coalngs Ihal Ilre uscful lodny and show how
Ihcy IH inro lhe spectrum ofwearcoul;ngs.
(
113' Q
{ )l
THERMAL EVAPORATION
113' ,-
(X
lO .-
Mechanisrn
(, 1
Themlnl eyapralion is lhe o/de,t and simplesl process for applying Ihin conlings wlh
!0.\
( v<"Cllum Icchniques. lnIheol)', itisnodilTerenllhnn eondensalionofdewfrom moislure. I!
1
laden lIr. In Ihcrmal evaporalon, lhe Inllleriallo be coaled ir hcaled lIntil il becomes a
I113-
(J(
vapor. The vaporcloud conlaios'11101115 oimoleculcs oflhe evaporant, and ircondenses
J
( ).. as afilm orcoatingoneverysunaceIhalisexposedtoihisvaporcloud,TheIransformalion
113"1. '
ofa solid.10 a vapor is accomplished by,heating lhe malerial untU lhe kinelic ellergy !
f;( oI' lhe UIOIIlS or riJOlcclllcs In lhe mlllerial iil such Ihal 80me f lhe,Oloms wl/l have
lO'
(I sullicienl kinctic cnergy lo break free from lhe surfac\')and form avapor. Irlhe malerial
!p"
is in :11. conlainer, lhe vaporwilh fonuan equillbrium. pressure above lhe solld.,Thf!
113"
( renction'iSlops. Ifaddihonll.l try 10 go lo lhe vaporslale, Ihey collide wilh alom!
Illrcudy'in lhe vapor slate and esscnlinlly they go back lo lhe solid or lquido Molt::cules
,I"1.-I',
( " 500 1000 1500 2000 ,2600
O"F
in thb IIlmosphere anove ali evaporlllll lend lo supprcss Ihis lrnsformalion lo a gas'
" Tomper"ure
i,
Whcn asolid is healed in a vacuum,.ir is Oluch easier for the solid10 go lo a '- .
Figure Ih.l
ppmximalc vapor pn!15UrCl ror variou. malerial. (mulliply by 1333 10 cOflverflo
vupor. Thc beuer lhe vacuum is (lhe lower lhe ambienl.pressure) lhe easierir is for lhe:
pucal.).
soJid lO go lo a vapor. The same is true fof'lemperature. The higher lhe lemperature;:
,l
(
x
,
'(
\..
(
);
,
I...
(
.l-
145
,
(I.'.....
(
<.,:;,
(
(
'"
<
( ::t,
( .
'., (
{] ,.,
(
(
(
<;'i
{
(
lo:
{.
(
{
"
.
..
( ,
(
( .
:to
(
( '.
\
.1.::. l
144
ThnFilm Coatiogs Chap. 8
.'1"11<0 ( ... Hcfru.tnry IIlctlll b\l"frllr UHU
il.'\ a fhcrmlll Yi\IHlrntlulI l..'rU!:ihlc.
Cal' lhe lHosl prcvalcnl syslcms, Ch;101bcrs can be 11$ largc as ao nulolllohilc. Fixtures
and manipulalom can bc used to co;)l many parIs in 11 single pumpdown 11011 coaling
scqllcncc,
Thc mos! c()ml11on way In heal cvaporants in lhe batch-typc couters is to put lhe
evaporant in 11 powder ronn into a rerraclory metal boat, illustralcd in Figure 6-5,
The boat is rcsistam:c healcd lo mel! the eVllpomnt. For lurger confins jobs, lhe boal
can hc conlinuously supplicd whh melai with a wirefccd device, Iike thul used in
GMAW weltling. or by a powder fceder. FlIster heating of lhe evnporant and melting
01' higlHempcrnlure melais can bc done wilh an electron besll melter. As iIIuslrnled in
Figure 6-6. lhe eVllpomnt is plnccd in a eeralllic or refractory melai crncible and is
hClllcd and Il1cllcd by impingemcnl ofali clectron beam. The sourcc orlhe elcclruns is'
fi liIamenl within lhe gun. Tllc cJeclron slrclIln is hent by Illugncls such Ihul ir curves'
nnd illlpingcs on lhe evapomnl in lhe cruciblc. Tllc Im gUn nntl rucihlc are wuler
c(Joled, There are: many delufs pcrlnning !() melling .10 obtain lhe dC$ired coalng flux
UIIl! llux dislrihulion. Iml lhe uscr orlhe does 1101 Ilcec!lo sprcify Ihesc c1clails.
A typicill PVf) n"tlillg fileilil}' is jn Figllre 6-7,
Sbstrates
!'\lD contings will coai any slIrrllCC Ihul is in lhe plllh oI' lhe flux froll1 lhe evaporanl
sourcc,hul m;tkinglhecllalngIldhcl'e10 lisubstratcislmolhcrmaller.Thclmnlevnporalion
coalings will 011 nlly subslratc: mCllll, plasli". ccramic. cermcl. evcn on
Ihings such as Icalher. Adhesion to a is dependent on the c1ennlness or the
suh"tmte surface, lhe slress in lhe coaling, lhe long-lerm stubilily orlhe conting in lhe
use envirOf\Il\Cnl, and lhe chcmical c()rnpOllibility orlhe coaling with lhe suhstrnle.
Thermal Evaporatlon
(,...7 Typlcal VIlCIIU," CO"tine 'yRlom (c... bOi' \15<;11 (!I'III.rmal CV"I","lIilN',
.pullcring. k'lI plalinc.nd plal\lIl.i..c<l CV!.
r
\.
SurrllCCS to be PVD COllhld should bc ntomically ele.," for udhcsioll, Mctnls
should be free ar This eml \lc: m:colllplshed by piddilll! orubrasive
blnstlng. Smo(llh metal surfuces clln bc elc.1lled by vapurdt',greusing wilh StllVellls.lha!
do nol Icave aresklue. Usulllly, severoIsolvenl sysleltls pre used, IInd lhe final solv.ent .'
Olll}' be acelone or isopropyl IIlcollol. Mllny plaslies Jlose conting pwblcn\s by Iheir
very nalure. Plaslicizcd materiais outgas in lhe vacuum, anti the cOllling will esscnlially
bedcposled 00lheplustic7..er.c8using11 darkcOMing wilh po(lrIltlhcsioll, 11 is prcfcl1'cd
Ihal Ihese typs of plllstics be avoided. SOlllctimcs plaslks with Illininml oUI!:lssing
characterislics cun be made coalable'by sealing Ihem with 11 laequer 'Ihat aelS IIS 11
vnpor bnrrir.The longlerm slability ofIhesc bi: before
(his upproch i$ dccmed acceplllble for an applicution. Uomopolymers whh or withoul
in'organic I1l1ers are u5uully npp!icable 10 PVD coating wilhoul lhe use ofsenlers. '
Cerilllllcsund glusses CIIII be solvenl c!ellRcu Iike mel.lls. GlusscslIllll SIll\\olh
'mcHllsurc onen chccked for by R wlller hrCllk Il!st. Wlllcr is 'llIislt:d ullth.:
surfllcc to be ClIlIlcd. Ir the deposiled wuter rCllllllns as 11 unif(lnn ()n lhe slIri'lIec, it
is cleon;irlhefog iOlo druplets.lhesurfllceisconlnminaled.GlnssClI. SOlllclilllCS
require a preooal, bul lhe coaler will know when Ihis'is nccessnry. Sinlcrcd ccnllllies
.of!ell colluin porusily'Ihol cl/n cause oUlgnssillg and cO:ltingndhc.sin ItIllay
be IlCCCsSlIry 10 vacuul1l IInd prensurc impregnllle thcse IlIl1cl'iakllnd IIH1lcrilI$
slIch as powdered metuls.. .
There are no stondard for conting adhesion. MOSI COlllcrs IUlVe cleveloped '
Ihc:ir own lesls. Ooe.oflhe moSI commonly used lesls is lo IIpplyndhcsivc tape llod
\
InwJn
. .I/SPfIcios lO lu;
............., / INnporali!d
/ <.
"h", .
,/,
re
..
, ....
"'"
1'11:\1" Elcclmnh<:atll Incher ror Iher
cvaptlf..llion. (
(
\
(
,).,
>.:::
\.
,
.,
",', ,',' j'
(
( t
1
(
(1(1
<,' :"
( A.
(
,
(
(t!,1
II
(
(
( )'
(
(
";lI ,
, '
(
( iA!,
(
(X
('1
( '1.
(:t.
\ ')2
, ,
)l
( )t,
( 'JL,
')l
li.
\ ,
oh
148
Thin-FlIm Coatings Chap.6,
lIpplicntions. Thcsimplestandstillmos! widcly usedpplicalionofaIhermaJ evaponuiOIl
conling is alurninum for n:llcclors. Mosl 1l00dlamps and headlamps rely on Ihis coadng
(on g!nss).
"Frolll the wear .Iandpoin!. on!y /I rcw Iherms! cvaporalon coaliogs are used. We
mcnlioned sUicoo oxide on plastics. These coalings have been shown lo lmprove lhe
semlch rcs;slancc or plnstic Chrnmium is lhe onJy pUfe metul IhuI ha. Ulllly
1'0" lulll'Oving llhrusioll I'c8i81:1/101:, II Is tlsed 011 lo reduco scrulching
'in handling, Sotne sol'! pun: mcluls sueli us gold. lin, nnd sllvcr lIluy bc tlse'd 10 rctluee
IIllhcsive \Vem renelions in 'slitling sy!;tems, bul Iheir use for Ihis 'np/liclllon is nOI
widcsprcad. Essenlinlly, none of lhe Iher/nal evaporarion cOlltings are used for wellr
lha! involve lhe scratching: abr.rsion lha! one might eneounter in handling hard
particulales, They are usually only uscd nn systerns where microseupe IIUrition frum a
surfuce uO'eetsserviccnbiliIY.
SPUTTER COATING
Spuner eoul1ng s a vncuum coaling process thal invoJves lhe use of ons rrom a gas-.
generpted plasmn to dislod!!e coating 8\()mS or11101ecules from a turgel rnade rrom the
material Ihal is'!o becollle I,he' cllluing. The plasma is eslllblished hetween .Ihe largel
une! !he by lhe ppplicaliof) of 11 dc potcntial OI'ali altr.rnating polenlial (RP)
bcfwccn the syslem elcclnxles (!Urgel' anil Tllc de process is used,when lhe
IIll'gcl'und lhe subslralc are bolh c10ctricul couduclors, The use ofIm RF power souree
alJows a plnsl1lP In he I,!eneral\:d hetwcen a nooconduclor suhs!rate (p!astic OI' crmnic)
;uHI li IlIrgcl Ihul 1Il1ly or /I1uy nol he 11 COII\luclnr. An inerl gus such!lS lrgon is inlnKlllced
inln lhe vaCllUIIl clmmber til form lhe glow discharge plasmn bclweell lhe clcell'odcs.
The spullering Icrm refel's lo lhe proccss ofdislodging alomiespecies frum lhe surface
lI' IIlc largc\. '
Figure 6-8 is an illllstrnl'on of lhe simplesl Iype ofspuner conlng system, The
Inr!!el can be n solid pinte of lhe matcrinl 10 be coaled, and the substrate cnn he a
.sill1ilar-sizt, I'llllC p(lsiliollCd panlllel 111 lhe large!. The U1rgcl nnd Ile are ubout
lhe sumo size. Tlle subslrale lo be conled can be attached to a tieal sink for cooling,
bul lhe subslrale must be connccletl clcclriclIlIy lo lhe heal sink, 'nle mechllnism of
coulillg can be complex bceause of lhe possible interactiolls Ihal can take plllce in lhe
j\!ow,rcgioll. shown in figure 6-9, lhe plllsma region wll contnin larget alllms or
Illnkl:ulcs. lllOkctlles anti ons o!' lhe IIHII is used lu lhe plnsmn. and
primaI)' fl'l\llI lhe Illrgel tlnd sectllldury elcclrllns from lhe Wilh a
dc polcnlial bClwcen lhe largeland lhesuhslrnle. thepllsi!ivclychargedgllS ions
oul oI' lhe plnsm:r loward lhe negaUvc lUrgci malerial. Collislons of lhe plasma lons
wilh lhe largel cause Hlrgel 11IIlIl1S lo bc dislodged from lhe surfaee. Their momenlum
curries them 10 lhe substrate to fOrJn lhe coating, The plasma also conlains eleclrons,
Ihat are emitted from lhe larget during the ion,bol11bardmenlprocesso EJeclron bombard-
mentofthe subsh'ule cnll cause secondury cleclrons lo be emlted from lhe substrate.
The is in lheplasmo or glow regian. 1'hllslhe, substrateis also being bombarded
SputlerCoating. ,149.
GI';fo,m
pI.." ..
l'IIIur.6-a Schcm.Uc or plonudiodo spuller de"""lliOll sy.lclII.
by ions and prim8ry electrooll from the IlIrget.This milkcs lhe eouting rate slowi bul
ihe etrcCl ofIhCliC prtielecollilons 00 lhe subslflIle iSlhoughl lo cnhance lhe c(!uling
dhesion. Bec.use Qf colllslons -I,n lhe gow region. and bcclluse some oflhe coafing
eai! by lhe aedonof lhe plaslll8,O/l lhe subslrule. lhe' depw:ition rale s
alow, jIosllib/y severo1 hundred 'Qngslromll 00;:-10 m) pcrmloule, whlc lhe rule wilh
evapoflltloo processes Cjln be orders ofmgniludc hlgher.
A very useful mOdillcatlonofspulleririg is lhe process ofreuclivc spullerillg, Ifa'
reaclive gas is IIsed in fonning lhe il is possible lo gel reaclion (lI' lhe plasma
gas wilh lhe largel species lo form a coaling Ihat is a compound oflhe IlIrgcland lhe
I'Cllclivo !til!!, flor cXlllnple. if lhe Inrget Inalcriul iN titllnilllll und lhe Illusl1ln gns is
allllllollill (NIl.,), li is 1'Ill$lIlblc III n!llllin 11 cOllling orIhanlumnitrlde (lU lhe
Tilanium nltride is 11 very hnrd compound Ihnl is cornmonly'uscd as II wcar coating 011
lools. Similllr rellctive conlings have becn made from aluminum and nxygen to t'onn
aluminumoxide;tilaniumcanbereuclcdwithoxygcnloformlitanumoxide:the
ties are numl:rous.'Figure6-10shows aTiN coalingonanlolybdenum substrato.
, "Insummary.spuueringdiffers fromevap<>flIlion in'thatlhemcchllnislIllifgenerallon
aflhe coulingspcciclI ls lhe Ilcliao afion bornhllrdlllcnrfrmn 11 plasllUl Ihal is generalcd '
bclwcen lhe work lInd a largcl lhal is made from lhe spccies to he cllatcd, It clln be
.
; ,
11
"I,\,!I
tr i ;
ThloFilni Coalings
ctialings 00 webs. Large magnelrQn devices havebeen uscd ,10 solur
, .I, ,'i';" ,i
thecathode/anodearea,thespacing '.,'
of lhe eleclrodes, lhe plasma ,lhe polentiat beweim the electrodeS',!nd lhe'"
I)'pe nnd pressurc or Ihegas uSed'inforining,the
in lhe ehamber can be conlinuotlsl)' monilored.by.a tesidualgas ,anlllyzer The vacuum '
cquipll1cnr rctluiremcnls ore llcncrolly lhe .in Ihcmllll cvopo'ution\ .
1, ,
f'he Jllugnclron ulso Ilnclllurycljulpmenttocuntrol Ihc, mugnelic lIel
,\
Arecenl dcvclopmenl in sputter coullng equipmenl is,lhe cnthodic" are deposilion
Calhodes cnrrying ,lhe species lo bedeposited en have 'an ar several
square feet, and lhe)' conlain permllnenl magnels lO QOl1trol secondary eleclron ctivity.
as in magnctron sputtering. 'fhe nnique aspecl or!hls,sputlering process.is lhe addilion
ofan arc lo acceleratecoalingraies. Afterlhe is. between the calhode
IInd lhe work. an are is' generaledPl ihe surfaceof- lhe calhodebyanumt>er ofilirrerent
devices. bul lhe lechnique is nol unlike an a1'f:wlth 11 weldlng electrde. Once'
is estblished, it is easUy suslained and lt ','dithers'tacross lhe 5unace.of
100 mJs (20,000 fl/min). Sach lime the are louchcs down
on the coating species, microdroplelsare produced. add lo ihe Iluence oflhecoadng
spcies. This is 11 higher-energy process Ihan conveniional sputtering, and lhe deposilion
10.000 Jmin. This Iype ofequipmelI is cominereially used
raznr bl:lde coatings, coulings OR
archileclural glass. produclionof pholovoltllic devices, and
manyolheteleetronicdevices. Coatingjobshopsalso usc.lliis.lypeofcoallngequipmenl
j 'I
!
i
Spu(tcr contngs can bc deposited on an)' substrate Ihai cao lVilhstnd temperatures
Ihal arisc from lhe process.'These cai be sbstniii!I;;iemperiitres.re ofterilr lhe
range of5oo lo-IOOOF (260" lO Obviously, emperaiures in this range cno
degmdc a nllmber of subslrales. Plaslicsubsirates may nec:d to befastened lo liwaler
c()olcd anpde plate. Mllgnelroo spullering devices,caoreduce;subslraie heating, and
Ihey are orten used forcoaling heat-sensitlvesubstrates8uch as,plastics. From Ihsland.
poilll or,the substrnte, process lempernlure is a prime seJeetion faclor for
'. :,,' ; , .
' , 1 ,
importllnl purt of Ihelhermlll evilJlratlan processo
The impingcmenl orplasma ions can be uscdto clean,subslrates!hut;arc'to be liputter:
coated. Some spuuer devices have, ashutler Ihar can.be:slVung lnlo positioll between
be between,.this,'shutterplaie
anti lhesubstrllte lO sputtereleunIhsurrncepriorlocoating.'Afterihecltia!)ingoperadon,
lhe shutleris positionedoutorlhe plllsmaregon, sputteringcancrin\mence
lhe tllrgc! andthe Sputtering,cln even be psed
llS
processo It is
jXlssble to mask alargel and spulter olT malerial in ,desin!d panem. ;The mterials:
, .
'1"''''
I" 'Ij '!r'II--, ,.1<'"
.f
lon ri; '" I . . ::'.
!hal (1) CO':lpnundN\
and (4) some plymeric mllterials,I; :},..{. ";!!!:11,' . ; ":.'
, ' j- , 'i " .\ ,\ 'i' ' ,( , ,',.',' ,
;' ,reacU,:ci:spullering; it is.possibl,e.to.make coal!ngs Ihllt ,are compounds of
., !'. lU'" gas ta.:gcl big of,sp.utter overIhermal'.
tff.' are. pr;operly. IlIrgel ,atoms .
I.:. w/I\'. i t,Ill.l. and ,he subs!rlIle, .
, Ihq.. lhe In sohd.solullonl
I ..
.ti sput!er lu;higher.e.nergy (1)110 tliermal eVllporation,
lIf1d the i:lepoaitlon lo.wer hundrcd per minute)
unlesa advanced processes 5uch as cathodic are are used. The bond arspufler !:Ouling$
.can bebetter!ban evaporationcoatings. Compoundscan be'applied irai sultllble
.i,: an be,fllbrlcte4.Bccausc fIhehi.ghercnergy in.vulved In !hc
.Ii1,;process;Ysu,bstra.leheating.must ,lheappllcallonst.andpotnl.spUllermg,
: for and
eVllporation techOlques.' "'..',; "!';,' , I : . !
.[. ')';,;.t;d:il;.
ION PLATING .' '.
i, :
1
,I'
;
lon piadng15 process whichaportlolloflhecoallngspecies Imping<:s
on lhe 100 formo Basically, lheprocess.isahybridoflhelhennnlevaporo
procesii,nd;sputttring. Figure 6-11shows a schematic onhesinplesl IYI,eOr lon'-
. syslem.1Thc bolder is lhe calhode of1\ de plasma power supply. The
,anodeIs afilarnenlorreslslanceheated boal.lhe typethalIs used In Ihermal evaporatlon.
The vacubm.yalemI,pumped lo lo-;-610rr(1.3 X 10-3Pa) pressurc. Argon pranother
gas15 hilrodlicedInlolhechamberullilhepressurerisesto10-
2
torr(l3J>I\) ortheseabouts
and lhe bigh.vollage power sllpp/)' I,energlzed. A plasinll Is eslabUshed belween lhe
/ilamenl.Bnd:lbe SlIbstrate holderi Oas ons bombard lhe subslrate, and surface atoms
Ire spuiiered prr:'Thia.ls.the subslrate cleanlngportlon.ofthe process cycle.
cleaning licomplete. lhe powersupply.'to lhe resistance-heated filamenl ill energiz.cd.
lind Ihl! lIJament mat.erial :starts lo evapornlc and'cnterlhe plasma. Some evaporan!
alomspllSs Ihrough Ihc:plasma Inalomic formo
from lhe,substrale.and becornc JOnSi In ion form. lhey impingc on
.:-: partofthe coatln,!, The ions.pick up elcctrons from lhe substrate, and
.. aloOllc wh!n. lhe)' bccnlllc PU"orlhe Thc rale,IM
malillall)cdut,arule Ihu! I.hlgher Ihal1 lhe rute UI whlch,utollls'uro aputlcrcd from Ihl,)
substfa!c;,Deposlllon of.tl!e c;vaporant in lon f9rm.coupled with' sputter .eleaning ar
:Ii
lhesurfaces.results excellentoatirig.ildhesion.
tl!i,.',;':iil.,i-,.,'r'.. ! . ! .. ,,' ".;l; "\'\(;;"" jl
Equipment ':.'
L': :'" .'" 'J ',' .':>, l' , .i;. ,
lon doneinany system has
IIputler coatmg:The requlremepts are aipower supply for
. . .
, :. 1 I.
; 'i
'11 q
11 !
f'
\
(
(
(
-j
<. ""I "
( :'111
{'nlr
\
(All
(
\ . ,
(
(
(
<.{i
,.>(!i
( .;:;;
l ,.LU
(
l,
c...:(
(A'
l,-4
(,..J. .
1"
(
..,4
iJ
" .. ,! ".' t:'
" , :'
152 i' i :li!
coalings (lO large glass panels for bUflding purposes.,;/;).",U:' I:' i
,I: ,:
Theproeessconlrol for
.' \ '.I!: f .",.
i 1l;': .'-:1:
1
I I: .:' I .'
(lJl lhe plasma. 'i:; ih,i'i!; , ,'l';
processo
diffiull to coaI b)' Ihermlll:
".'. ' . : , . . i i
lhe arc
'
calhode aI speeds tiS hlgh as
filIes cnn be:as high as
tion
ror lhe production of oplical mus! mcrnory disks,
,
cUfting lols, coalings on
"
to produce TiN and similar wear-resislanl Ihin-tilm c?ating.
;it
SubstratesandCoatings
1,
"
Some aloms collidewith,electrns
lhe substrate to
suilablc substratos. .'. d .!: 11
I : " . { I
Clcllniug of lhe $urfucc is un
'11
lhe aoode and cathode plnle. Aplasma can ir
\
. I i
, ,.q' I
" i 1 ; (
. '. "';q!
" .
l.
i
the plsm
,."
lisl lhe most'
I
i
!
!
'i':
t,
i:'
tI
i),
\
(
(
l"i
( ,
( ,I
( , '
(
1:
,
(.1:
(
(
"'(
(
(
1L.
1"
(
(
,'l
" .
(i(
((
c"
'('I
'iJ
l.
156
;1 Thin-FilmCoal/ngs
"
;
'I
3. Line-of-sighl deposilion.
:1
4. Deposilionofnlloysrequiresspecialevaporan!composlions(10 maintainslochiome.
try or deposI), '1", ',';!'I,
AOVANTAGES SpumRING
. I'. . " ': , I ;, .
I. Alums tini! IHolr.cules Ilrc Ifllnsfcrred umllercll (Ollo,colII compounds and alloys),
I
2. Spullerclcnnillll (Irthe sllbstfl\IO elUl cnhllnce toninll bom;. ,
3. SliIJ aline.of.sighl process, bul bcUer Ihrowing Power than Ihorroul
4. Cnn dcposit noneoncluClol'8 on nonconductol'8 and conduelivemalerials.,
5. Cun create c081ings 111111 are rellClion or lhe sputler gas and lhe UlTllet
spccles. I
DISADVANTAQES OF SPUTTERING
1. Equipmen! is more complex Ihao Ihermal evaporalion.
2. Subslrate healing can be subslaniial (cooling is aflen reqllired).
3.Spufter largets orcompouods aod uousual materiais are very expensive.
4. Process conrroUs more difficult Ihao io Iherroal evaporalion.
ADVANTAGES OF ION PLATING
I. Besl coal;ng bonu (compared wilh thermal evaporation ond spultcring).
2. Besl coverage (compnred with Ihermal evaporalion and sputrering),
3. liigh deposilion rales (comparable lo evaporation and mllny times the
rale ofconvenlonal sputteriog). '
4, creale coaliogs lha! are reaelion products of lhe evaporam onu
OlSAOVANTAGES OF lON PLATING
l. Complex proeess contrl.
2. Cannol deposit,compounds unllltered.
3, Substrale heating cun be,
4. Di meu/! lo coaI l1onconductors'.
VIIClHUll contlUI! is cxpumling uI SU9iJ 1\ gr,eut !'lllc, there un.:
equipment innovlllions in lhe, (Jrtlng Ihal elln nlter or the abovc"hllemehts, bu(in.',
1986 thcse stntements upply lo mosl COllullcricul eqOip'mcllt. '.
To use ihe preceding process seleetion faelors,,it isncccssary to
;'
imponuOI criteria for an iolenued application. For example, iryou wanl lO apply,PTFE
a metal, lhe only process thm is nilrmaHy usedto do Ihis is spullering. Ifyou wish
ocompouod sueI! as tilanium nitride, several processes can be used:spuUering
wilh a TiN IlIrgel, reuctive spultering wilh a Iitaniuln larget and an ammonia gas (or,;
I!'!'
. pi
II
! I!r ;i
,;,
Thin Filmafor WearAppUcations 157"
," , !i"" ;i;' " "1' " , j 1'"
af ntrogen)/ls th plasmJ species, or ;.eaetive ion plating (with asuitablc
, arulplJsmgas).,Ir. Y911 wishia plastlcrcncctol'8,lhonnalevaporallon
:Sometimeslhe ar lhe nalure of,he
I,: $Ubst'toaetCnninewbichprotess- iaIhe,inosisiitable.,Thusetmust.welgh lhe relative
i pmi:esSU:'BnJ itl8ke a seleclion based on which "roceSs offers the
moai' j 11','" ,hll "j I "
'111 ri lhe $UDstrate, there probbly some vacuum coaling proecss Ihal cn
be mede to.work. Probably the blggeil substrate cOlslderationls substrate hcnting.
There ia, rio aense in putting a hard coadng on'a toollflhe coadng process ..vill annenl
or.ovel1emper lhe subslrale material. Slmilarly; plllSlic;substrales can be deslroyed by
lhe coating In Ihcrmal evaporatiol coallng;' the only substrale henling thol
occurs,ij from radiantbeal from lhe evaporanl,soliree. Thls can be low if lhe coating'
,times ,are: shol1. The: hlghoCnergy processes. sputterins'and lon platng, can produce
substrale temPeralurcs In excess of;lOOO'P (540'C) iradequale coollngis nol used. In
anycase,lhohigh-cnergypro..:euesproduceIcmperaturellthalareIypcally500"P(260C)
or more, Thiil'can n!Teel,lhe usepropcrties of,many subslrales,'The bcst approuch to
substrale for the user orvocuum coating processes'idoselcct lhesubslrate
lhaIolfel'8 the desired Use properties,and Ihen discuss'the e!TecI ofcandida!e coating
processeson lhesubstrate aod,on,coating adhesion. '
'J! .; We have alredy mentioned mariy oflhe cotings that can be Ilpplied by',lhermal
evaporation, aputtenng, and on plating; many are technical coatings, coatings uscdfor
some'phyaicll property, bul the coatings that have importance in tribological systems'
,are,relatively few. Table 6-1 is a,tabulation of some the vacuum coatings Ihulhave
,,becn used ,to enhance theltribological properties of sliding systems.The soft metais
iluch'as goldjimolYb!tenum.:and,silver can be appliedto minimize,frettingdamaseon
,electrical conlacts aras a'Iubricant'coallng on otherwise unlubricnted hrdeoed
'f:
TABLU..1 THINfILM COATINGS fOR
100 plating
,i'l
: i
'!
Cf
i
, ,
,Mo
1i
,'Tie i,
.. 'rIN
Ag
. SI.IN.
APPUCATIONS
.,'
1 I,
Tbormal
ev.poration Spullcring
!j. ' l.' ,
510
Au,", "
; I, AS ') Slo"
IJ MCrAIY'.:, Cr f
k
;,11'
, Cr ij. :' Mil
'I
,fi IMo' Au
!' ,"J. TiC"
!',
:': 1 :I- TiN'
:'1
:,\1 I AlIO)
I'
WS)
MoS)
Si,N.
PTfE
I,
"
"
",
I: f,:i', '"
'I
( , I 'I ..: tI:
161
( . 160
Thin-Film Coatings
Chap.6
..
{
(
( i(
(
(
52100.11
60HAC
AFdlod.
,puIWedTIN
demagoalrOf)
spultored TI N
. CUlhQdle Are
II>UIlUllIlI TI N
RcU"" lo..
plalod TI N
o
"" ..; ::.:
20 40 60
Relativo tOWostren abraskm resinanctt of
TI Nt"atl"gs/ASTM G56 tOSI apparalusl
80 100
l'l"ure 6-14 "ffecl of coutinJi locllnique on the relativo abrasion resista".e ar TiN on
(
h.rdcllcd "pplicd by varinus processes /ufler teo and Buyer).
(
acrion lo lake bcfore uRng Ihese coatngs for'tl1esc Iypes of npplications is 10 conduc!
( compatibilily lesls under condlions lha! simulare lhe inlended application.
'Figure 6-/4 prcsents some /aboralory test data on lhe Jow-slress abrasion resisrance
( \I"
, of TiN coatings ,applied lo /I hurdencd steel substrate, These dala clearly. show lha! lhe
TiN conling increased lhe ubrasion resistancc oI' the hllrdened sleel. bt tlWrc Was a
sgniticunt (Jifforence in lhe effectiveness of diffcrent nppJiculion processes. Tlle higher
/(
"
energy process, rcactivc ion plutng showcd more Ihnn an arder of mngnitude improvcment
over the !tI' diodc spullered coolngs. Unrelaled sludics involving TiN contillgs IIpplied
hy v,lrous processes uml by various coaling houses showcd signi'icllnt dilTercn<.:es in
SUrraC!! roughnesscs. macro levei and microhardness. Frtlm lhe st,tndpoint thc$e
(
rcsults suggcSI that IIpplicntion rechnique sl!ould be malle a cOllting sclection fne[or.
In sc.rvice rcsults frPlll llIany $ourccs sugge.st Ihal 111111 PVD coatings on cemented
(
earuidl) cuUing lools ullow highcr cutling spccd/alld signi/ic3nlly longer over
( IIllcoawd r(lols. In facr. ir is estimateu that over 50 percent oI' the commericnl cemcnteu
cllruillc tool inscrts Ihar urc sold are cOlllcll with 11 rhn-haru couting wilh a thickness of
( /Ihollt J fLUI (120 /-Lin.). COl1llllercill1 calltings includc lilaniunl c:ll'bltle. tilanium nitridc.
'.
\.
tilanium:nlumillllOl nitridc. ulumiulllT) bxidc, and graded compositc coulings nflhe
ing, In machinng melllls, the role of Ihesc coatings IS lo reduce Ilank and edge wear.
Ir s Ihollghl IlIeso cOlllingN pn;venl the chemicul we:tr Ilml comes rrom dirrusion
C
I!lrccts t.elwccJl tlw chips IIIlII the luol uI lhe high lemperutures Ihal are erifounlered in
(( machining opernliolls. l1lUs, Ihere Itrc muny case oI' SlIccess Ihal
,
'
I
suggesl Ihul Ihinhurd are worlh ther exlra cosi on ccmented cllrbde lools
used for mactrinng metais; lhe situatian is nol as clcarcul on other lool-material substrale,s.
PCltenliul aF thesc cOUlin{!s muy wanl lo move caiJtiously in applying Ihem lo
spced slecls and olher SubSlm!cs Ihal are uscd as cultng lools. '
Chap.6 Summary
COATING SPECIFICATION
lo consldering lhe use of atbin-film coaling fora pllrtlcul"r applicatlon, lhe
user. musl weigh lhe merilS of Ibe vacIJum coating prl:CcliSCS comparcd lo olhcr surface .
cQlIling tcch"lques. They. ate thinner than the bulk coalinga (lf fusion wcldiug pnices,..es.
Some coalings, lIuch lhe MCrAIY's, have bcnsucccssfully applied by Ihermnlevnporll-
lion 8$ thlclc as O.S mm (40 ndla), bul this i8 lhe exception. A comll1ercinl couter
wtluldhave to develop li spedal process 10 do Ihis. Vaellull cOlllngs can lIe compared
wilh Ihin eleclrodeposited eoalings. Many eleclrodeposited coatinga are Ilsed in
ar I ar 2 Jl.m (40 10.80 Jl.in.). Tbey also compete wilh thin di/fus/olI trelltmenlS, CVD
eO,3lings, 'and high-energy cOlllings sueh as ion implantalion. The palenlinl user (Ifvacuum
coatings musl compare lhe relative merils of eaeh process, lhe availubility, llnu .Ihe
cconomics. If it appcars Ihat 11 vlleuum coadng is lhe. besl approach lo 80lving ali exisling
or pereeivcd wcar problem, lhe user musl first select a suitable substrllte, Ihen a contlng,
and theo a process, snd finally wrile a proper specificalion.
A proper vacuum coadng spccitlcatlon should include eOlulng nmler:11 (including
purily and stoichiometry if these are importam), coatlng Ihickncss (uSe u range nOI a
single numbcr), and lIrellS to be eoalcd (und nlluwllble varialion in In uddilioll,
lhe eoater will Ileed la know Ibe senRitivity or lhe to heating. What is lhe
maximum lemperature Ihal lhe subslrate can tolera te withoul nITecling use properties?
SUMMARY
By aur delinition, thill-tlIm cOlltings IIre those IIpplied by vucuum processes IInll they
have a Ihlclcness of less Ihan 3 (120 Jl.ill.). They can be opplied by vllrious
processes but most of the eoatings that have ulilily in Iribosyslems are upplied by elhcr
physical vapor deposilion (PVD), or by chmicllJ vapor deposition (CVI). Tlle rormcr
coaling lechnique is aJwuys dane in vacuum equipmcnt; CVD eoatlngs can be IIpplied
by vaeuum teehniques or by lhe nonvlcuum processes thol we discusscd in Chuplcr 4.
In general, CVD coatings requre high appliculi()n lemperaturc (I 750
Q
to 1920"F1950"
to 1050C.
Thcre are many PVD in but lhe cOlllings that Imve lhe most ulilily
in tribosystems are lhe hllrd carbidc:s, Ilitrides, and simllur cOiltings. Titnlliulll nilridc is
the most widely available coating. These coalings are usual!): applied by sputtering ar
inll'plllling Thcre llre jll !cust silt dirfcrent variations or Ihcse hnsic prOCI:I>NCS ,
und Ihey dilTer in the energetics IInd IllCChllnislIl uf lhe Thc IIre rmlCcsscs
produce fast deposition rales; the magnetron. processes use mllgnetlc ticlds lo direct the
palh or depllslting species and the ion plating processes llre Intendcd lo increase the
energy of lhe impingng species. Wear tests on lhe some eoalllgs applicd by diITerenl
processes suggesl Ihal lhe Iype of deposition proccss used mlly hav an effeel on coalirg
serviceability. There may also be an eirccI on the nature of lhe subslrllie on ooaiing
164
165
("li
(\ High-EnergySurface Modifioatlons .... ' Chap. 7
( . 'I' . .nleseprocessesare11 signiflcunldcparturcfrornconvenlionalhardfllcingandsurfacc-
hnrdcning processes, bul Ihey are probably one .of lhe biggesl cornpclllors for "high-
Icth" applicalions, IIppliealions Ihal do nol involve wear rales Hke those Ihal oecur in
lhe mineral-extraclion industry. A valve seal, a knife edgc, 11 cylinder Iincr, Ihese BrC
lhe Iypes ofapplicalions whc:rc: lhe high-energy processes cun be cosI effecllve and lhe
(
more'convcntional.hardfacing processe., suehas GMAWweldlng are /Tol.
(:!(I lo IhiN chuplcr, We wlll iNCUNH cllch of"hcHl procoRses. how work; IllO
nrrlicohle Illlllcrials, UIU! how Ihey cun he used lo produee weur-resislanl surfuees. Ali
IheseprocessesbecomemoreIlpplicablewilhcquipmenlimprovemenl8, bUI lheprincipies
(
oropcmlion Ilnd guidclines for use remoin relolively constunl.
(
ELECTRON-BEAM SURFACE TREATMENTS
(
(
Electron-beam surface lrealments are an outgrowlh of eleclron-beam welding. and
clectronbeam weldcrs hisloricalry wcre an oulgrowlh oflhe elcclron microseope: In
( .'
1950s, thcre was considcrable inleresl indeveloping microscopes Ihm wauld produce
Aill
( 1'(
mllgnificalion Ihlln could he produced by aplicul techniques. lt was lellmed Ihat
snughl-aftcrhillh mngniticationscoul(J beoblllined byimpingingllbeamofelectrons
( ,
on 11 vcry thin smnple; lhe IrRl1smissioll oflhe e/cetron beam Ihrough lhe sample CGuld
( .. bc used to record struclllrul delails by focusing lhe transmiUcd bellOl on photogl1lphic
mOI orplales. Someplacein lhe applicalionofIhis microscopic techniquc, II WIIS lellmed'
(J. thlllrhc faclIsetl benm ofclcctmns could be uscd 10 do work, TIlUS in lhe /950scleclron-
beam \'(eldcrs cllIne lnlo commeriabcalily,
( :]
Thcre are 11 number ar dilrere'll Iypes ofEB weldcrs, bul Ihcy ali hnve lhe basic
elerncn!s Ihal Ilre shawn in lhe welder schemalic in Figure 7-1, The source af lhe
(
elcctrons is a tungslcn filamenl. no! unlike Ihose used in lighl bulbs. 'file filament ls
helllcd liy 1\ liIamem currenl powersuppJy. Some dislnnc:e from lhe filament ia an annde
(
plutc nt grtlund polen!hll, and Ihere is 11 very hlgh potnlinl belween lhe filamenl and
( lhe annde p/ale:When lhe fi/amenl is healed, electrons are emilled and acceleraled
loward lhe anode p/ale by lhe high potenlial belween fhe Iwo. 'fhe anode plale has a
,,t
bole in il, so ralher Ihan slrike lhe anode plale, Ihey pllSS Ihrough [to This assembly
and ts power NlIpply llre ealled lhe elcetron gun. Orice lhe beam leaves lhe anode
(
plate. itcon bcfocused with magnelic lenses, which are eleclromagnels and permancnl,
... ,:. magnets. The rermanenl magnels are used lo align lhe beam; lhe clectromagnets are
(
ilsed lo focus the beam anti for bcum dellcclion, Appropriute elcclrictil inputs 10 lhe
'2:,'
magnel/c Icnscnn produccbcumnscilllllClII orgcncrulionofcircularpllllcrns. The focuscd
bcam can bc uscd 10 perforrn welding, cUlling. orjuslhealing ara workpiece..The
elcclrongun mus! be underhigh vllcuum (10-
6
torr, 1.3 10-
3
Pa) s/ncegas molecules
( ::1". i of nuy Iype will have 11 lendcncy lo attenuale the e/eelrQn beam. Eleclrons have very
..I
\ :1
litlle mass, and colrisinn wilh gas molecules will cause them lo Jose Iheir ve/ocily.
loward the work,
,
: ',,' Thc work ehamber for eleelron beam welders can be under high vacuum like lhe
syslCIll IIuslrated in Figure 7-1. or lhe bea," con exit lhe gun imo aspace Ihal is open
.
''tl,:'\
1;" ;'::lit, S _2
.j( 11M Ifi!!i!!!JJG
(
Eleclron-BeamSurfaceTreatmenls
Ou';
poWIf
IUPply
:;i
Gun
nod.
,dlll
VI.wlng
r mieroscope
Eie"uomegnolic
foculcoll
V.cuum
Work
......lp...I.'lon
lable '
\ Figure1-1 8cbCmatic (Ira_ cicc'n,n-"""m ayalc,. ror wckling;culllns. IInd $urlll4
Irealnlc_l.
lo 11mblenl alrbul Is lIubjcct lo pumping from a mcchllniclll pump. The syslenls.likc
Ihat in Figure 7-1 are called hard ald lhe olher sysletn i$ called a
partial ar10ftvacuummachine. Hardvaeuum machines re:qllirediffusion pump.s.'Partial
yacuum'machineson/yhave dllfusion pumps!n lhe elcetron gun;Inhurd vucuurnunilN,
lhe work Can anywhere in lhe work chamber anel lhe banm can be. rocused
10 any paiol Ihal is in ils Une ofsighl. With a partial vacuum unl, lhe work TllISI bc '
veryc/ose(withil,'sevci'almillimeters)lolheextorlheheamfrom thegun.The....orkpiecc '
hCIIIlii; hy elcclron bellllls C(llll!l$ from lhe cunvcrslon or lhe kinetc en6rgy
tlf lho sireumrelcclroll3 to IhCrll1II1 Cllcrgy whco the clcCU'lll1s slrike the wmk.. Th!!
kinelic energy"of ihe elcetrons.hl ihe partiul VllellUOl unils is fllr less Ihan in lhe
,Yllcuum niui (fron1 gUB moiccule collisians), and lhe hCllling eJTect is greatly reduced:
Fqreump/e. !n hard vacuunl machine cun have II dcplh.10 widlh ra!io of20,
Thc deplhto widlh ratio for partialvllcuum muchincs.cOluy be nnly I ar2. The sllme
I1ltlo exisl$ in for Burrace lreallIents. Hard vacuum mnchincs Me silrlply more
efficienl. A finul uelal aboul lhe nnture of mllchines is inlluipulation oi'the work ,and
lhe beam. Some welders have lhe gun mounted in lhe wOl"k chamber 011 a device Ihat'
169
\
(
( ....
( . f'
(
.
( ..
(
(
(
C
(
(
(
(
(-=r
(
-jo!'
(
(
(
(
(
''::;;1
( q'
. ";.'.
......-
168 High-Energy Surface Modificalons
The mosl suituble malerials for EB hardening are ihe same sleels Ihai are lhe
'mostsuitubleforOamehardenng: .,.,1iw,.,-<[. F 1"'" :;; 11'
1045 lo 1080 carbon ." .
Medium- lo high-carbon ailoyslcels (4i4Q. ,b40;864S; 52100. ele.)
Pearlitic mlltrix Cllsl irons ;!! , .;i ,
I.
WI.W2, ()l.02. L2. L6. SI,S21nul
The common dcnominator for aslecl Ihal is well suited lo EB hardening is afine
pearlilic mlllrix in lhe nnncaled condirion.The high-nlloy 1001 sleels, sleels wlth.more
than 5 pereenl 101111 IIl10y, usually I)ave working slruclures Ihat cansist 01' mnrtensitlc
Ihalconlaln hardcnrbidcs.Thesesteclsweredevelopedtobemorewearresistant
Ihan plain carbonslee!s Ihrough lhe aCI.ion oflhe carbide phases. Unfortllnalely. Ihese
slee!s are usually manufaclured wilh an Ilnnealed slruclure Ihal consisls of pearlite and
spheroidi7.cd earbides. The spheroidizalion is done lo make the steels mOre machinable;
Itdoes this, but II also depleres lhe malnlt ofcacbon; mueh oflhe carbon Ihat should
be available for matrix hardening is lied up in alloy carbides.These steels inay nol
rcspond 10 EB hardening because there is insufficienl lime 10 allow diffuson fcarbon
from earbide phases 10 lhe malflt. Common tool sleels such as D2. A2. and M2 are
very difficurt to harden because of their carbide slruclure. Essenlially, any steel thai
needs asQak ai lhe auslenilizing lempel'arure will be dimcull lo harden withoul melting,
Many high-alloy sleels, 1001 steels.and 400 series sta.inless sleels will beome haid
when lhe surface is melted, bUI surfaec melling is usuallyundesirable. If asurfaceJ.
hnrdening produees surfaee melting, a secondar)' iinishing operalion will be
EB hllrdening willoUI surface Olelting ls lhe prefeiTed technique.
1111<1 il is (his techniquc Ihal essenlinlly only works wilh slecls similar lo (hose. Ihal we
IISle(1.
. 11 hu;; bccn lcarned Itlnl some oflhe EI! hardening problems Ihalaredue10 sluggish
slruclures.can sornelimes be ovcrcome by prehardening and lempeting. For eltample,
in an experimenl. Iype 440C slainlcss'did nOI. respand lo bcam hardening. 11 was Ihen .
hnrdcned nnd lempered lo its maltirnUOl hardness oL58 lo 60'HRC and Ihen it was
benm hardencd. The Irealcd 7.one reliponded. and.lhe hardness oflhe zone increased lo
62 lo 6J HRC.Experimenls(lO 4150 Slcel showed ihut the highesl hardness
case deplh cOllld be obtained on sleel Ihat had been subjecled to an Isotherrnnlguen,ch
nnd lemper aI 700
0
r(370C). The sleel was aUS,lenitized in saltat700F
(J70"C) nnd held Ihere to produce 11 bainilie S,truclu're :wlh.a.hardness of aboul f3.Q
IIRC. Prclrealrne':1ls such as (hese deslroy SOme of,lhe of B,B'
hardening. This'iS un .eltlra operalion; nnd Ihere ean be dislor1ion in lhe
processes. Prehardening lo 251030 HRCis lhe Icast:objeclonableof,the prt;trealments;
lhe purts are slilI softenough lo maehine afler,hacdening,and dislortion in lhe hrdening
is not a fllelor. In nny 'case, whenever passible ir.is 'advisable to :Use sleels
with known ability to horden wilhES:(previollslisl). . 'i;i .!. Ii;.:
, '111e precedinG discussion eoncerns lhe firsl requifcll)enl for beam hardening,
quatc curbon contenl (and suiUlble sl!clure). The insteral requremenl for
Electron-BeamHarderling !
hardeniilg,811melenl isIlehicvcdbyproper,machlnesCllings.TheheatingpOICJ1li al.
of beam, ls.measun)d by I!s.cilergy Therc "re wuys lo mensure lhe encrgy:
densltY,lbul: !1I to.measure to beam diametcr (ln lhe workpicce
lhobedm's is dislribuledoverrhis area. It is nol unifonnly;
n:::-; .. o.f has aOauulan dislrlbul.ion (beclluliCf:
. vaCY,ingi ButJl'Qin:lhe prllCtlcal Slandp()lnt. good upproximulion::
.
.
or::lhe be!m enecgy'Is slmply produci oflhe lUament,currenlllrid.lhe neceleratiilg
voltage. 1'hus,tbe j:IelIm energy denslty can be ili unilS of kilowultsper
unlt ofarca. The spt s.izes ofelectron.beamscanvary from in. (0.25'
mm) In dameter to even reclangular shapes severaI miUimeters on li.side. The power'
ofeletrqn;beain units is delennined as lhe produCI oflhe nladmum availllble mament
curren"ond the maxlmum Aceeleralillg voltages areusllnlly in lhe
tange.of,sO to 100 kV for "Iow welders and in'lhe range of.looto 200 kV
. welders.1he welders have apower of;at1.cast3 kW; the
biggest weli:ler of tbe Iype 1sCd.for may have a rating of 100 kW. The
biggest EB power 80urces are used for meltlng Ingols ofrefraclory melais; Ihese unils
are as large.as 3009 kW. , i
Thus EB units are capable ofproducing enccgy densilies tnalare adequale lo
austenitizc.mysleel. The hellling cate is afunclion oflhe,beam powerseltings(lilamen!
eurrent and aecelemting voltage), lhe apot aiu. Ihespeed oflhe work movemenl under
lhe beam,(or ihe beam moveineni oVer the. work), and.Ihe Iherml properties oflhe
workpiec: Sinee it 15 possble to conlroi lhe Inpul of beam energy. it is possible to
calculalc.ali tbe cbndilionslhat are required lo ocnllhe surface of agiven workpieee
to the;Illsleititiiing andt.o gel proper quenching fcom lhe mass.of lhe
workpiece. TIlis lechnique is done on li computer on advanccd EB hardening unls.
The allemale ia 10 use selup pleee. A beam seuing and workpiece speed are selecled
on experience, and Ihese hardening paramelers are Iried on lhe selup sample. !flhe
part does not respond orlflhe desired widlh'o(hardening is notachicveu. audilional
.lrials are perfOll11ed on the aelup piece. Thll! Imler approaeh is cammonly used in joq
shops anlyafew partsofagivengeometl)'arerequired. PromlheIIser'sslandponl;
lhe mosl'importanieonccmsarethat lhe pa1 havea4equale mllss lO allowself-quenching
and Ila! 11 have agcometl)' Ihai 15 not prone to meltlng. Some parts Ihal t:Ouldeallse
problemsin bClim hardening ani shown in Pigure SmnU pcojections. acuteangle
cutting ldges. very thln sections, nnd tine cmbossed chllfllclers rire lhe Iypes'of ihings
thal can. cause li problem; these geomelries are prone lo meltingand, ifIhey do, nol
mclt. Iherc could be pcoblems on qucriching. Since Iheparts IIre in vucuum,
sml\ :mllJe i
,li'. j,,:I:) ili'
eonvcclion
I:OOling,ls negiglble. The:hcaled arca of,lhe Pllrt 18 quenched by conduclion ofheat t9
lhe bulk or lhe,parto Irlhe conduetion j>alh is smull. is lhe nse of 11
'. prujectlon onapart.1t may noi quenchfqst enougb to ihe desircd iQn i
to hardened strucIUf\\. Apolentlal Bolutlon lo lacle of Inass,for '1uellching"is 10 nesl the
part\lil massivecoppei- cl,tilL; This11ec.pnique sucsessfully aproperdesgn:
for EB hardening shollld provide for adequale quenching by conduclion 10 the bulk of;
lhe work... .." i\. :.. .. j; . ' '.' . "1'
In summar)'. the mosl sulnble sleels for SB lutrdening IIre slcels.with medillm lo.
: .
.1
173
,
( ":'l
I'
,n
HighEnergy SurfaceModificetions Chap.7
<. ,.,.f"
:0'l!. I
(
'"I'
.....
( ."
:,1\
(
(
.)1
( '.'
(
i,
(
ii
, I
.i I
( ..::;,1
( '::::;1
(
Figure7-5 [lB hardcned suire In 4140 steel (4 x slu).
( .
lheIrnnsfonnali6n 10 hardened slruclurecausesavery511gh' increasein
t
bccause lhe lauice parameler oflhe mnrtcnsitic slruclure in lhe harclened zone la larger
(
Ih!!n lhe. laUlce parameler of lhe unhardened malerial. This.vofume expansion causes li
slighl changein lhe surfaceroughnesS. Whaleverlhe cause, lhe visual appearancediffer
cnce oflhe hardened zane has no effecl on lhe function,
.:::4
7-5 show,s a small pinpoinl af where lhe bcalll.was sloppcd on
( .
lhe work, This in lhe Iype af melting Ihlll is loibe avolded. Slarting.lhe beamofflhe
work anil ending lhe beam offlhe work will minimize lhis.condilion. Figure;7-6shows
li Iyplcal profile orsurrace for 5S I)ardening. There is very Iiule gradient in ,'!
( ". hnrdncss 11CroSS lhe widlh oflhe hardened zone,lllnd hardness drops rapidly lo lhe )
(.i:4
core hnrdness. The Irnnsilioll zone from full harct lO 50ft is very srnal!. Inlheexample .
showll in Figure 7-6, the width orlhe hllrdencd zone iS,aboul 0.2 in.. (5 rilln), and lhe
zone wilh a Iransition hardness ls only about 0.020 in. (0.5 mmLwide. The cross
C.
sGcton or a Iypiclll hurdencd stripc is shown in Figure 7-7. There is a.vllrying dcpth
(lf lhe IlIIrdcllcd l.one th,,! correspondN with lhe grlldielll. in ele:clroll ,vclocily in .Ihe
hCUIll. Findly focuscd bcamswillproduccIIlllOfeIrillngulllrhllrdcllcd;lfI11i1e uml ucrocuscd
proiJul;e shllllower ahd wider prollles, ", .1 ," ;: J': :.,'; I I,:
Thcre is no lechncal liniil to lhe size orlhe zone Ihatean bl;\jEB hardened. The
( '.
Umi! is the sizo afthe weldcr. A hnrdcl1cd :ronc,0.25 in. (6 mm) wlde wilh a
A
dcpthol'abou! 0,030 in. (0,75 mm) ean be produced :wlh abemn power ofonly I kW
anel EB units up to 20 kW are nOI uneommon. Hardencd zoneshave beenmade wilh a
widlh of 2 in. (50 mm). Imt it is more common prnclice 10 ,use hardencd:zorie widlhs
(lfllboUl 0,250 in, (6 mln) wilh adepth or about 0.030 in, (0.75 mm). This hardened .
\
....
,i
t
'1
(
Electron.Beam Haroerilng
o 0.25 O.5mm
--,
j
1
40
li! :.
..
I
,
Figure 7..(, Surr.ce hardn...",,,me ror
.Irip 111101'111 in Figure 7-5(4140 slcel, 30
0.100 o 0.100 0.200 In. In,/lIIln (0,013 ml truVerNU kV.
10 mA, beam. Iin.thickt25mml
-DlJunctIro,"",,", ..lIno-
material),
o ; - . ,;' "''''i' I " .
zono widltl nd dcpth indequlllefor mosl 1001 edgcs, urgeareasnreusuul/y hllrderied
by using'p'rasler puuem ofstripes.or SPoIS wilh IIdequllle spllcing belween"Z(lOeS lo
preveni unwanled lempering. In ali SB 'hardening opemllons. 11 ls IIdvisable lO lemper
lhe purt after lhe hardening operation. Unlempered martensilc is so britile Ihat cutting
edges und similar workins Ilurfaces cano failln fallgue.wilhout tempeiing, Tbousual
procedure ia to use the minimum lemperlture recommended ror IhespeclicsleefIhal
was hardened, A lempering Icmperalure of 300
0
P (150C) isudequnte for lhe curbon
sleels nnd alloyslcels Ihat IIre mosl suilable for oollm hnrdcnjnll" " .
.. . The. speed of.RB hardening, liko lho widlh.cupucily; depends un tho si<.e oflhe..
nU', bul Rlosl Rlripo hllrdening operotions'areperformed at'Iravel spceds oraI k:sl 30' '"
In. (t7S m) l>cr.lililiuIC; '\1l1llllrgc;Hir.c IIUlchincH ellllllchicve$J1Ccds nf 120 io.(3 Ill)
per.ldnule,/jurtlcnlng lurge IIfCWI with rusler pllUcrns orfil)Uls ar Hlril>Cs clln bc done
lIi sueh ihal;urcus ar 10 in.
2
(65 cm
2
)cllnbc covcred wilh 11 paHem!n maUer
or11 few. seconds.Prolllcs cun bo rollowod 111 spceds up lo 120 In. (3.01) [ler minulc.
li The equipmenl .for EB hardenhlg. besidcs lhe EIl unit, dpend on
lhe sOJlhislicll!ion arthosysem.Hardclllng,ln l;slrlpc plluem or.ln a circular paliem
I ",Uh beam del1ection can be dane on any ES unit. 'fhe part is mov.ed.under.the ;
or lhe gun Is moved over lhe part Cor Slripc pallems. Small-diameler circular pallems
up 10 aOOuI 2 in. (50.mm) are dane with lhe beamdc./Ieclion conlrols. Sine wIVe
..
,1"t: I!'.'
z. ..........
"-,
.
( .....
176
HighEnergySurface Modifcations Chap. 7
(
LASER HARDENING
(.
. "'1 : Lascl'l! hllve become commonplaee in many bUI Iheir use in surface lrealmeniS
(.i9' is re!atlvely Um/led. This is probably dlle to lhe highcosl of lhe large lasers Ihat are
re(jlllred for mosl.metalworking operations, bul Ihis sluallon will ehange 8S technlques
are develorel! lo Il1crense emclency and recluce equipmenl COSIN. Laser hurdening and
(A)l hllnlfllcingwillh",'OIllC murellljl()rtllnthCClIlISC theyhUV uniquelu.lvlllltagcstlvcrcompel-
illg pmcesscs.
(.<)1
Theterm laseris IIn aeronym forIigplamplificallon bystimulntcdemittedradial/on.
Thcre are Ihrco requlremcnls for nlaser: (I)lhe laser malerial, (2) adevice 10 sllnuhile
(.;)
lhe laser material, and (3) lhe laser malerial musl be relained in a cuvily lhaI will
( llllow Ilmplilicalion by repealed relleclion of lhe lighl. The earty laser materiaIs were
uSlllllly ruhy crystals (aluminnlchromi;: exciullion oflhe crysrai is oblalncd by pulsing
(
...:j)
'1
. 01' powcrful flash Imnps aimcd aI the ruby; lhe slmplesi laser cavily is oblaincd by.
llpplying rcf1ectivc cOtings on the ends of lhe ruby cryslal. The exaclmechanlsm of
(it)1
how alaser works is difticult to deseribe wilhoul geuing Inlo quunluum mechanics, btit
(M
u'simplified dcscription is as follo\Ys: In neulral aloms,lhe eleclrons assoeialcd wilh
nn alOm are in Ihcirgrmmd slate, areSI energy leveI; when lhe laser material is exciled
(
by Ilighinlcnsity Iighl, lhe eleclrons of some of lhe aloms will be excled fcom Iher
ground state. They go to an unslnble encrgy slatc; when lhe elcelrons from one oflhe .
(.4:;)
excitei! atoms relum to Ihcir ground slnle, Ihey give off lighl encrgy in lhe form of
ph%ns. This phOIOI! cmission cun lrgger asimilar emission wlh lhe samo energy
{.0
alHl dirccljon as lhe original pholons; lhe pholon emissioo is coheren!, in phase. The
( JtJ
l1ash Imnps slart Ihis process, and reftection oflhe lighl (photons) in lhe laser mnlenal
by lhe rellcclivc ends 011 lhe eryslal slimulllles emlssion from olheI" IIloms. EvenluallyI
(;:;
will be 011 energy nverson (more cleelrons in lhe exeitcd slale Ihun inlhe ground
statc),anel lhe crystnl wll !lISO Ihrough lhe end uflhe eryslal Ihal has 8'mirror Ihal is
nnly pnrtial/y mAceIIV!). rhe coherenl hcam of pholons IhA! is "miU"t1 from'lhe luser
cano be oplicnlly 1l1anipulllled by lenses lhe same as any lighl beam. 11 ia capable of
being focuscd lo perform worl,.
Lotser malerinls cnn be solids, gllses, or liquids. They muSI be lransparenl lo lhe
exciilltiol1 ellergy (lIush hunps). The aclive ingredienl in lhe ruby luseria the chromil,lm
( .>
in lhe chromium.oxide componenl of lhe ruby. MoSI sold-slate Insers conlain some
ingrc<lient lhaI responda In lhe lighl excilation. Curbon dioxidc ia a common Dclive
illgrcdiell1 in gas iasers, nnd liquid lascrs usually usedyes Ihal produco lhe Iuslng
W!lVl"ICIlJ:lh ()flhe lij!hl (clcclromllj!lIclic mdilllion) produced by nInser ia 11 funetion
(lI' lhe laser Blillcrinl. IIml lhe Icnglh oI' lhe laNcr clIVly musI bo sollle l'\IIlctloll 01' lhe
( ,,,",,,
wavclcngth uf thelight to maintain coherence... The mosl eornmon solid-slale Inser,
N
dopcd YAO (yllrium/uluminurn/garricl) produces lighl Wilh, 11 wuvclcng!h
( ;::/ 01' I,6 lInd themos!cmnmongusIl1ser malerlnl,COloproollceslighlwilh11 waveleng.lh
of 10.6 I'-Jn in lhe infrared region. The ruby-bllsed solid-slate lasers usually hnve a
(N;
powcr oulrUI 01' aboul 100 W, limiling Iheir use lo wclding of smal! wires and similar
(';;1
arplicallons. YAO can be made: as large as 2 kW. IInd Ihey ean be operaled in
or continuous modo. CO
2
lascrs ean be as as 20 kW, wlh pulsed or
. .'
IA
'1
( .. ..
(A . E. -
(. ....... . .' ,tiO_til: m=
rq li !. se.."",,,",
117
laserHardenlng
conlinuous modes ofopllltion. Beam diumeters cn be as smal! as 0.1 in. (2.5 111m)
,ndas ll'ge as 2in. (50 mm) vcry large lasers, >IOkW). beamshave
aOaussian energydlslribution similarlo lha! ofelcelfon bams, bul'ulher be8m shapes
l,:
suehas n annulus are posslble. . ..
'j!
. . L:SeI'SIU'e nol very. oOieienl from lhe enorgy'slandro!n!. The oulpUI energy may
be onl)',io percent oflhe Inpu! onorgy froni or IIre .. 111i8 is tlbc of
lho reasons whylaseri!.canbe 50 expenslve. "here i8 /10 Icchniclll 1i0!!1 to lhe aizc of
lasers. Rserch lasers use<! for alomi fusion e1tperimenls havo energy 01llpUl8 of20
OW. Sueh devic:es cost man)' mil/ions ofdollllrs al)d complete I.'mildillgs \Ire necded 10
houso !hem. Wolding and heal-Irealing lasers generally cosI in lhe.range of$IOO,OOO
to$500,000. Usersyslemsforselectlvehai'deningofalceIsusual!)'have apowerOUlput
560 W. I'.!. .; ;1: ,:
I
MateriaisandTechniques
I .
A scbemalc ofa laserbllrdening system is shown in Figure 7-8. Wilh 11 slutlonurY
hcani, lho work is aUllchcd 10 li lable on an xy or rotllry posiliqncr IInd II Is moved
under lhe beam. 'rhe posilioner movcment cun be conlrollcd by MC equpmenl or by
any suitable technique. Cumpulers cun be uscd lo conlrul bOlh lhe positioner und lhe
beam power..Lasers Ihal are used forjob-shop I)'pes of work (muny dfTerenl parts)
usually bave acoaxial microseopic viewing system like lha! uscd an EH welders. The
Rofle.la..
Parllal
Excirlng
mlrl'Of
",'ltOlanco
I.mp.
Mlrror
.
=:"W
')fO
UPI' .
Apertur. ,-. .' ./'L
L..!-'... '
1!
ry-'-
I peilllaner i'
i
iiI .lI
,l :'
'I
q
'11j 'i
I'
!
i'
Figure7-8 Scbematlc orlurfa""Iwdcningwilh asolld".l.lase,.
(
\
..
( "(,1
.
; \.j
.. 1
( . f!
"J,. ... '),
(
1.1
(
'11
(,I.
A:
(a
("""'
(.t!
( .
(
(i
1.
( "
(;(
(
i., "
(
(
180
1
H!gh-Energy S'rtace Modificatlons
Powdttr
.Ioe" tube
Figure 7-9 'r.cllniques for .ppllcnrion ofhardfncings by los.rfusion.
Chap. 7
Plasma
co.tlng01
hordfaclng
powdcr Ciln be inlroduced into lhe molten paal by graviry OI' by using a powder jel
propclled by an incrt gas such as argon arhelium,
Thc las! type of hardfacing technique lhat is llIuslrated in Figure 7-9, fusing af
plasma spray deposirs, is less developed Ihan lhe powder fced tcehni,ques, bul ir has
significanl potenlial. The applcation of the hardfacng alloy by plasm spray provides
a more unifoml deposil Ihan lhe powdcr bed lechnique. Probabl)', lhe: reason for lhe
slowdeveloprnentafIhis technqueisIhal lheplasmadeposirscouldbeusedos-deposired
wth lhe plasma torch. The major udvllntnge oflaser fusing is Ihul the hard.facing wiIJ
have a. fusion bond to lhe subslrate, inslead oflhe mechanical bond produced by plasma
wilhoul (using, ,
Amodllcalion of/hese laserhardfacing lechniques is surfacealloying andembed.
ding Dfceralllics and cermets 10 form composile surfaces. Inslead ofapplying 11 wear-
resisling IllJoy 10 lhe surfllce., il ls [lOssible 10 injecl alloying elements inlo lhe moltcn
pool produced by.lhe laser lo produce a new II110y on lhe surface. For example, lhe
surface of a low-carbon s/eel ean be made 10 have s/ainless steel properties on lhe
surface by laserc1adding wlth chrol\lium by lhe prcplaced bed lechnique or by injec/lng
chromium powder. by lhe powder fcd processo.Sillcon can be injecled into Illumlnum
alloys to produce a highsilicon surface with good 'wenr resistance. ,Truc composite
surfaces are produc!.:d by inlroducing aluminum oxide, silicnn ellrbide, und lungslcn
t:urhidc JlII'liclcs il11n lhe Jnscr meU flllol. Th!! surf'nco til n \lI' Jp or 4()
(0,75 lo I nUll) can oh/liin n volume fruetion of;for eX3mple, 50 pcrcent ulumilllllll
oxide in an aluminummutrix (subs/rate). Mlln)' problems muslbeaddrcssedin performing
lhese Icchni9ues, bUI ali lhe composile Iypes disclssed have been successfully demon,
strated. They are nol in widespread commercial use, bul they are lechnically possible
andcltnl:Je used, AIIhislime, muchoflheworkinlhisareaisconcemedwilhmeasurement
orIle lIse properties lha! are obtained from /hese composle surfaces.
..r. t
i,
I .
laserHardenlng
\ ,', .': ,
Laser, Glazlng
') 1,'1'
i'"
I
I"
:'j
,181
i',
,
') ":.: .. :: j. : ; -. i /,,; ,',' : . .-
In t!ie'lati: 19705, a significlll amount orreserch was directedal rapld solidilication
af lo ailef properties;,The product or. (bis reStareh WIIS:arnorphous metais;Jt
IP\'t ir. on18olidlfleatlpn :!p6 degrecs Celsius per
. plClals solidiry nomiaJ cryslal!\nc structure. VaTC\us
teehillquesweruisedlochicveIhc.'IC cllolingfIlics, bUI oncof Icchn'lucs
wl\$ lO, curta!n coai a iilm r metal on a rouiUng water-cooled copper roll. Poils of
nickel.andsomeolhermelais produced wihamorPhous slrUctures., The amorphous
Slructureenhanccdmechanicalpropertiesand characteristics. Amorphous.alloys
are now eommercially.avallableforbrazing lhe likc.::;i' . '. .' .i.
'i An obvious exlension or lasor proceSsing or metais.ia lO' therapid healing
. ..'I , .
nd quench lo producestructuremodificationsandCOITCspo.nding
In laser glazmg of melalsi surraee layers are" melted,and. wlth!suffielenl .
nass, lhe melled surfaee layer,will solidiry aI quench rales Ihal approach !hoseused
making amorphous metaIs! 11 has becn delermined Ihat: rapid melting'and solidification
ar niany alloysclln i'educe segregalon, alter hardenabilit)', ehange lhe dislribulion or
inlcroconstilucnls,and producea pllermorpho!og)' altera
dons
In manycases,
. Ihese.t:hanges linprove lhe servieecharcleristics::Forexample, laser-glazed Ilnd rehar-
denei! tool ateeIs haveshowll improved wear. eharacterlstics over lhe same alloy aIthe
same.hardness wilhoUI lhe lieatnienl. ,The aedon or lhe laser trcatmenliWIlS lo
aller he. dislrlbUlion orthe carbidc phases Ihal 'e.$istance. This process is .
still !lI lhe exploralory /llage; but It hllll been succe.,sfull)' usedlo improve lhe se
rvice
!iredrsome.,Ioys,.andit has lho PoICnlial Cor solvingolher ,pedal problems. ;
:i ;.!: ".... 'I:.j
Summary
l.J\scrs cai! be used to perform seleclive hardening, wilh hardening deplhs and lllalerll1
conslrainta similar lo'thoae ror EB hardening. Laser hardening bassome nOleworthy
advanlages over EB: lhe paris do nol have to be in.vacuum, wider hllrdening prQfiles
are po5sibJe. and them ean be grealer aecesBibllll)' to.hard lo get at areas bccause of
theftexlblllty ofopllcal manipuladonorIighl energy. The biggt\sldisadvantageofh,scrs
overBB In hardenlng15 lhenecessiiylouseBurfacelrealmenlstoprevenIbeamrellcelion.
'I' Convenlionlll hardracing a wide range orconsumnbles Is also possible wilti
luser weldlng equi(lmOIlI. t>owdcr lnjcellon lo lhe moll und wire reed deviee$ I'!lukcs
laser wclding competitivo wilh OTAWaud PTAWfor surfucing oI' lhe GllIIlIl: I)'p<;s of.
parts that are donewith Ihese other processes. In Ihis modeIof operadon, ..
onl)' cosI bffectlve Ir Ihey ean apply hllrdfachigs faSlcr Ilr wlth beUcr .
, processes.:" : "I" "',' " ',., h, ,",
Lasersurfllce modificalion Is still limited but It has pOlenun,1
lhe.,.,opertiesorcomplex alloys by structure
i
modilieation. :.. '. .
l( ;'10: :'< i " ,11' i '.
lI
1"
R
!!
Iti
\li'
.I--- ,',
\.
1'-...
(11
184
lon Implanlalon 185 High-Energy Surfaee MadifleaUans
,
" ,
elemcnl Ihal cun be lonized can be implanled. The fluence is control/ed
Chap. 7
lhe
"
by Iheeapability,of ionizing helium gas imd by lnstallinga detector unit lO the
\ ..("(" lhe foeusing of lhe on beam, bu! for surfnce modlficalion of melais and cermels
energyofjlhe recol.. ionsr ,:1!'11' .... :"1'::"1 ; ; . ',! ,:
17 ' , ,
( li 'I,'
( -4, /lux is usua!ly aboul 10 aloms per square cemimeler of surfllcc arca. The trealmenl 'lil":n equpment isfairlyeomplex. 11 is not portable lnd
lime is dClermined by lhe pentrulion desired; bUI 'I.ealmenl ,lhneR IU'e uSlllllly in haura. .: t lhe parta"to.bettealed muslilntq vticuum chamber."lmplanlatioit is a linc-cif.sight
(
'111e IIlllximum deplh nf penetralion of ons in mosl subslrllles is IlbouI J J.l.m, with on , "!.;
undexpenslv.e ilxturlnjj!ina)' be requlr'ed for w6rk Thc t(>slOf
nccelerating energics in lhe range of hundrcds oI kilo eJectron volts. Typicul
a complete Implllnlotlol\.sYstem'wlll Probablybe in exess of $500,000. Essentllllly,
IIre ubotll 0, I 1
1
111 (Ij miHnlllhN oI' IUI Inch), Th" snlid HoJubilily (Ir lhe implllnlcd Ih!s process moilld IlO! l;Ie purcliilsed'for use in urilndusiry wilhoul ducfI1cntalonof
( ,
spccics in the subSlrulc plays 11 role in lhe UlllClunl oI' implnntllllon Ihlll Cun bc nehicvcd; lhe beneOls over competitlve surface-Irealrnent operatlons. 1'hcre IIrc"however,adcqulltc:
but with direct implanlArion lhe limil of lhe su/lslrllle concentralion of lhe implllnled commetclal ,Ion .lmplanltlon eentcrs, 'SO Ihis process ean'bC readily used lIy the average
,
is IIboUI I{) porcenl. '
( mnchlne deslgner or malerlllls cngincerwllhoui fear of lhe npilal
Recoi! or ion beam mixing)mplonlulion ls U lechnique developcd lO produce g'reater I' t "it:;.. ' .'; 1.
(,
depth af penelmlion anti lo ()vercome one of lhe mosl formidab/e problems of ion Metallurgical Cons!derations
'
"';':'-1
( , !,o.
imp/anlntion. oblaining lhe imp/aO! species In lhe form of a gas Ihat ia suitable for
(-"
inlroduelion jnlo lhe lllplllnter. In this lechnique lhe species lo be implanled is deposited 7-1 contilins a ilsl of lhe netJlurgical reaetlons thal ean ocwr wilh ion '
( on the subslrale as a Ihin Iilm (usulllJy by PVD). The cOllted subslrnle ia Ihen bombarded implantation of nclll,ls,Since an)' element ean be,implanled inlln)' subslrate melai or
by a high-energy on benm of neulral aloms such as argon, kryplon, or xenon. The alloy, lhe things Ihal can lappen to' lhe surface are probably withoul Umi!. The reaclions
(
collisions of these neutral ons wifh the Iltoms of lhe coaling cause Ihem lO be implanted Iislecl in Table 7-1 are known lo have oceurred wilh single-species impluntulon.
in/o the substrate. With Ihis leclmique, il Is al50 possible lo inerease lhe atomic concenlra- '. ,Ooing .imo solid &,olulion 19 one obvious rcoetion. ons become IIloms by
(""'"
lion of lhe mplant spceies in lhe substrale 10 as hgh as 25 pereent. Part of lhe renson . e1eclron. transfer fromthe substrate. Implanled specics' with .small alornic diarneters
for Ihis higher eoneenlralioll is the elimination of spullering losses. In dircct Implanlalon, sueli as carbon, boron, 'and nltrogen go inlo nterstilal liolid' solulion; Jargerllloms
(
besides driving ons inlo the subsll"dle, ihe ion collisions with lhe substrato surface sueh as ehromlum and tantalum go Inlo substilutional solid solution. Frorn the properties
( =4!
cause spultering of alol11s from lhe substrale surface. As ions ore imp/anted, lhe cncrgy siandpoinl; Increllsing lhe alluy euntcnl of the Illlplnnl luyer slrenglhcn ,lhe surfucc;
01' the beam is also removing material. The recoi! teehnique prevents of lhe for eXllmplc, )'ield slrenglh,shear slrenglh, imd comprellsivc Kl-englh ean inCrCl1Nc.
( substrale surfaee; only fi portion of lhe coating will ,i' ',' Transmission eleclroit mlcroscope (TEM) sludicshave conllrmed lhul ion implanla-
( The sccond advllntage of lhe recoi! proeess may be more significnnl Ihan lhe lion cln inereaso dililOlitlon dc:nslt)'.iSlne mosl melai deformalionprocesses l.uke plaee
il11proved nlomic concentration. Ir 11 ix desired to implant, for cxamplc. ehromium, by motionof dlslooatlons, Increaslng dislocalion, dcnsilies by ion Ifllpluntlllion lias lhe
dirccl implanllltioll would require that a chromium gas be generated Ilnd introduced Ret effeclof-mllking subsequent deformalion processes more difficuli;sinface slrenglhcnng'
into lhe ion glln. The delails of obtalni/lll gases of melltls nnd many elementsean be is 'lhe nel effccl. Similarly, imp)anlation can produce olher alomlc defects. sueli as
:4f
lorlllidnble. To do implllntution of these materiaIs by lhe recoi! proeess, , lhe mplanl vacanciclI and latlice slrains. These Iypes of oceurrences may also lelld lo strenglllening.
:Si'
spccics eUIl be conled with Ilny one (lf lhe well-devclopcd vacuum coaling lechniques, Conventional' hardncss Iclltlngtechniqus do nol wotlc on surface IirealnielIs Ihal IIre
sputtering, thermsl evaporation, or on plaling. Thus implantation af melaIs sueh as Icss Ihan 0.1 iun (4 In deplh. butby using spceillllcchniqueli Ilhall becn delem1ined
( :::l.1
chromium, tilanium, anil lantalum can be nceompllshed bY'simply npplying Ihese eoalings
to lhe work and driving Ihem inlo lhe substralo surface with inerfions.
TABLE 7-1 ION IMPLANTATION
(.iI The Ilux,of an ion beam can bo n1easured by an electrical dviee ealled a Faraday
SUBSTRATE EFFECTS
(
bUI
In this processo lhe surfllce 10 /le IInuly7.cd is impingedwhh, 11
Ctlp Ihal is pUI nto the work ehamber /lOlnbarded w!h lhe on beam. The implanla/ion
'ill!l('
, SnUd ...;1100 or Imlll_"1 clemenl
( in 11 IIlIrliculnr implllO!lIliol1 operulion elm bc mensured by 1\ numbcr of,
, l'nllluL'llcul tlr dl.lucutltUIlI"
In silu musllremenl eUIl he donc Rutherrord
, I'nlllucdcill (Ir 1,,""1,defelH
AllcI1IIIOIl of ryllllllinily
beam !Ir helium iuns (typically 2 McV). Thesc ons sciiuered from lhe
Compound romllllion , (
nuelei or the material, IInd the energy of lhe scallered ions is deleeted and ,iJ ;'llcrallc.n of lhe hnli.1 "ature of the lutlacc
" II
::.:{'
, Alterlllon or lurfllQ sllesteS 1 ( 'I
The cncrgy of lhe seatlcrcd ons provides inrormationon the mass ufithe ./
ii; 1 I',
ar lurfaco al(ll1l8
implunted surfaee, whieh in tum eRn bc used to deducc lhe degre,e ,of implantatioll.
,
: !'I !I ( HC.llng, :' .. ' "
Since lhs process uses an on bea1l1, it enn be done in lhe implantalion unil by adding \,!- 'i
( :;:7;<,
I;,
I
e:
.1 .
I
.Jl>.1
':1
r; I
--rr.=:::>.::-......:... _. Z..: Ui
( """
..
( ." .::_::
, . . I
(.
C
.
(
)r
(
( il\:
(. .,.'
I
188
Hlgh-EnergySrface MOdifications
TABL.E 7-,2 IMPROVEMENTS IN WEAR llFETIME OBTAINED BV ION IMPLANTATlON
Paper s!iHers
Application Mlterial Resull
12x lifelitne
Imrrovcd produc! ,
Up lu X IIIclllllo Incr.IIHO
'XIifcUme !lIcn:nsu
Reduced loul corrosion
Grcolly ",duced wcar
Sx IhmughpuI, improvcd surfac. flni.h
lmproved IIf.,imo
3x Illctimc InefCm:e
4 lo 6x til.lime inereuse
2x !irelime inc""".
I()Ox Ie IVe.r
6x I/fetime Incree
!mproved tifctlme
IflIl'TOved !ifelime
2lO 4xIIrellm.
3x Iir.time
Jx lowercd 5m.0""g, low!:r
operaring tempcrntures
2 In;lx (JKtl) tifell",.
Combinolnn IIclter tlllm cllller 1If<"'CSS
alunc
3x lifelime
2X lI(cliln.
2X Ufelinte
',5lo 3x !ifotin,o
,Signfieanlly I<>wcn:d "1'"mllng-teml>CflIlures
3x nr'lbne wi!houl slgnilicant we.,
Signillcant iOlprovemenl
Highly succe$llful
bUI thereis nOI cnoughkllownnboul lheprocesslosuy Ihal work forIIl1npJlliCUIllns
of I-J 13 slcel. The uscr will have to perform his or her tWIl lesls and will probabl)/
have lo rely on lilemlure repO!1S ortrcaters' recornmendaUbns lO decide on apal1icuhir
specics.
To conclude this discussion, the stalement Ihat best descrlbes ion implantation is
Ihnl il is a Ihal clln hnve 11 hardon!ng and slrenglhcning erfcc\ on_" thin layer
00 lhe surfacc of olmos! IIny suhslralc. l'he deplh of the on implaritalion effect ia
Chap.7 .Summarv 189
usually \ess than I j.Lm, Ir li wellr or frietion syslem might bcnefit an nltcrationof
thcsilrfaceforadepthofonlyhundredsorthousandsafangstroms,'then;ion!mplllntation
should bc for.use, 11 wiII_compete wth olher thin-Illm coatings. Resulls .to
date ndieate Ihat il is a good cllndidale for wear syslems where,a vefY amaU
ofmaterialremoval use ora1001 (eutting edges,'die etc,), and
thel7 are many;syslems orthis lyPe'
:1
SUMMARY
.1
Tbe surface lrealments tbat we discussed were desc:ribed as high-nergy bul
ti more descriplive title tnay be nonlraditional surfaee treallllcnls. l'hese pre lhesurface
Ireaiments Ihatare nOI used for dtiy-Io-day problems.They IIre lhe to cOllsider
for special problems or for innovative solutions to rdinary problcms. Eleetron-beam
hardening is widely praelieed by veryone \vho tias an electron-beam-harening facilily;
as Inser hardening is .prneliced by everyone who hlls a laser facility, Thcse processes
work very well and they can be very cosI elTeelive. They are nOI devlopmenlal.lol1
Implllnlatian is slilhlevclopmenlal;but ii Is prohubly undcr investigatioll in every major
indusiry for tribologieal applications.
Laserand electron-beamtreatmenl ofsurfaces replaces more diSIO!1ion;
prone processes sueh as quench hardening and conventional weldng hW"ilfacng. lon
implantation is besl applied to zero-wear lribosyslems, Ihat have compl'lienls
Ihal cannal-lolerate wear del'ths ofmillions afiln inch-tapeheads, precision referenee
surfaces, precise eUlling edges, and similar appleutions. Ali of Ihese processes are
growing in applellbilily and wilhin lhe Ilexl deeade thcy will prohlloly uo! become .lIS
eomrrionas earbufizlng, bUI tbey will bc used by mostlllllnuflleturing lirms,
REFERENCES
. 1
BACKISH. R, "Eleclron Beam Mclting. Relining and Heul Trentmcnl." 1",1",<";01 Hcmiltg. ScpL
:!l9I1S. pp, 26:-30. 1 ' ' ...' .' 1 !
Hl'rcllCOX, L, "Pnpoinl Hardonlng wltb CO
l
LaSeTS,"Mt:lld 'prtJt:rcs,<, Arril 1986.. pp; 31..
'34 ' ' . .,'
. I . . :. ; , I' ; I ,! I!. I. 1:
IWA"A, 'rnUSIII. IlnrdclIlng by IiIcctroll /lemn." Ilul/rll'l /I]' 1114" J"/IIIII Sodety
I{Prt:clsi()1I Vol. Ir. No. 3. 1984, pp\, 219-224. ! ' :, : .-
,. 'I ' .' I
JI1HKINS, J. B. "Somo Packlra Tha Innucllce Eleclron Doam Hurdclliny." lIelll l'rfutillg, Doe,
, '. . '.,I, "ii'} ,<
KUBI!L; :8. J. "Talloring Surfocc Properties wilb Lasers," /daterlllls Enginetr/lIg, June 1985;
pp. 41-44. ' I I . ,i;' . , ,,', , I'
MelaI., Handbook, Vol, 6, Wclding. Brazlng,ood Soldering. MClais I'orl::, Ohi:,Alncrical1Soioiy
,. ror Metais, 1983. pp. 801r-804. I'; . , .: ' "-:,'1' -I
" . 1 ., I ;'
,
!.1
;1'
i:'\
I
.'
oil,;.
.. '
Synthelic rubl><'r .Iitle..
("""
"' l'unchc$ ror acerale shcCI
.:j
:;: TIII',' (IIr I,helloll<'
d/c.,
;lj
(
l,
( k!
10,-.1,
'oi; Dies Ihr Copper ro"
(
Dccpdruwing dics
Di e'rur wire
(
lI1oldiog IIw.r.le,
( molds, serew" gale p.ds
Swaging dieo for slecl
Pilei injcclors anu metcring pUnlp
anti dic seis for .hcc! imo
SwuSlng dies, prc" lI)ols for wheels
(
\
.1
Com r"lIow."
PlaSlle cUlling
( Fini.hing mil. ror Cu rod
I'rintctl circull 110",11 drills
(
Dcntllf drilb
(
N itun thCl'Ill..lty nilrhJcd stccl
(
Shcl!t sh.l knrvcs
clItillwfOr tlic
rlaslio pr"lile di.
{
(ji(r
Ucvcf!1lJe !'>Corrng dc .
l'rintcd<ireuil driU.
( fa.r-
H.ru chrumerlal.tI wire
( il'l Ruhbcr g kcl cnlllng
Tins.1 rollng
..
of '<:;"rll<:C AIIlly COfl',
(
-----
.
:ar
.
1.6% Cr, 1% C.'.el
2x cilllio, lifelime
Co (6%), WC
Crplaleu Slccl
1.12 'Icel
1.12 81.",1
4% NI, 1% Cr MI
Corburized $10.1
Co-eemenlod WC
Co,ccrnentod WC
Cu-cemenled WC
Tool sloel
C<>-ccmonled WC
TooI -'Iecl
Coc.menlcd WC
WC
SI.cl
Dlamond lools
fI-13 slccl
CnlWC
CIlIWC
17,-4 1'11 I' n"y .'ccl
Co/WC
TooJ steol
Tool.feel-
CoIWC
Diumond 1001
Chrome IIcel Toller
(
(
(!'r
i "i: I",
' :,
( ';!'-(i 1': .
.\' , P i
(4'liji/):
\ I I)' 11
(..Q'll :: ; ,
( '. '.' '/' I,
.:, :j
( 1)\'fl i .
,
(,.T
( ...,
A"
(,f'.
(
;-1
(
(
I
( ,.-..,
.,.-,1
r,1
(
,r'.
, '
(
( "
}I::;
( ...
( .
:
('
(A-
; ;;.
l!
1 'Ji ,;'
.192 ,:i SpecialSurfacingProcesses ';Ciuip.
I.i .', : ; :'i. I' :! Ir ; :.' i i j
wcars '11 li highway, for example; lhe slIndlcemenlphase wears down and lhe bard .
aggregaleplayslhemajorrole in resisling wear:Acasual inspe,Clion oi
roadway will conlirm Ihis mechanlsm.' Rebulding cemenlslare usually cPoxie .
filled wi,lh hard materiais, and Iheyresislabrasionbytransfernog mosl oflhe scra,lching
lo Theystandpr?ud :., !j[' " I' :;:li,";!j
I I' InIhquld eroslon processes" If lhe polymer ma!nx Is rcrs1slanl lo altsel( by lhe
IIquld. lhe carros!on. campanenl of'lhe eroston 18 overcame.'Tho hard partlcles In lhe l'
polymer rnutrix resisl lhe compouenloflhe erosin pracos! Ihal is caused bymechanlcaI '
Relian. Forexample, rebuilding cements have becn successfully used to repairerodcd :
metul pump cnsings. Cavitaeion pies or erodetl arcas are filled in wilh lhe rebuilding :
cemen!,.and lhe repllir can make lhe pump belter Ihan:lhe original; Many pump casings :
are made from groy cosI iron. Ifacas.t-iron pump ia used for dirty waler, malerial will
be by corrosion irom lhe walerand by lhe aclon ofhard particles
in Ihewaler. Aproper rebuilding cemenl will eliminale lhe corroslon fram lhe Wale{
eomple/cly, and lhe hard j:la.rticles in lhe cemenl will reSISI lhe naleC!al removal by lhe
rm:chanical aelion oflhe entrnined sand and lhe Iike Ihat is invariably in many eIDuent'
systems. !. I i
Figure 8-1 is an ifluslration of a Iypical Welar repair wth a rebuilding temem.
Figrlrc 8-2 iJlustrates lhe riature ofatypical rcbuildlngcemen!. Most rebuildingceinenls
IIrc Ihh:.otropic epoxies filled with various types of hard malerials. Thefollowing is a
list ofsome af lhe tillers used in commercialJy availubJe rebulld cements:
I ',;,',
l. oxide (pnrticles as smnllns several micromelers lo spheres as large as
several mil!irncters),see Figure 8-3
. . I. .... .\ .!
/'iltllre 8*1 ro'l-im" "ump housing rehuill wllh AImwcl'?'n repalr cernenl (ccnlcr
cavily' IiShl sre tem"anls ofprovi'1\1sly used coppcr-b bardf_ci"g), !'
I, I'
A,.
\
:',
.(
, ;: .
.I'i
,-j
.. '.
Rebulldlng andSurfaclng Cements
i
:'f
.
:
: 1;;1 I!" nt ""."'1 I;':' ''''''II . , I' .' :. I: "
IlJlOXJI retiulldlng cemenllilled.whhalurninum oxide. 'pherc$ (100)<\.
'. J.
'. n
L\'
r
FIRure a..3
f ,$,:. " "" :',) .,".
Alnlna.nUcd nepair el\lcnl afler .r\STM 06$ .und abm,ln" te<1 (IX).,i 'i:
,;: 1:J!
C
,,
I
'\
Special Surfacing Processes Chap,8
196
fircd days. or nnd fired clays. This sama concepl is usedlo overlay machinery
or materials-processingequipment loprevenI wearand eroslon (and In somecasescorro-
sion), The only differcnce between lhe centuries old ftoor tiling and lhe lIppllcation of
wearlHes islhe typc ofti le material and lheapplication technique. Figure8-6i1Justrales
some examples ofinduslrial componcnts Ihal have.been.clad with wea Iiles. The tiles
comI) in differnl conlillunllj()ns and sizcs, InduslrllIl wearliles are usunlly made from
lIluleri/lls Ihltl nrc hurdcr muI more ubrllsioll rcsiSlulI1 Ihllll ,lhe tI/es Ihul for
/1001'S. Some of lhe more popublr lile muterials are cemenled earblde, aluminu," oxide.
lIod basalt.
curbilJe tiles IIrt usunlly quile 8011111 in size, abollt Jin. (25 mm) square
!lnd Y-t io. (6 nllll)thick. TheIypeofcllrbideuscdsvariable,but mosthaveacomposilion
of abOUI 90 lo 95 perceol WC, and lhe remuinder i acobal! bioder, Aluniinum oxide
tles con be almosl IIny si7.e, bul Ihey are usually aboul .!/.t in. (6 inm) Ihiek and Iheir
giz.c is usually Icss Ihan 6in. (150 mm) squnre llr hex..Basall is aoalurally oceurrlng
igneolls rock Ihat Cao be mellcd aod casl inlo shapcs while relaining u.hardness belween
8 und 9 on lhe Mohs scalco Basall is composed.of mixed oxides, abouI48 percenl
slica, 16 perccnl afuminum Oldde, 14 pereenl iron mdde. 12 percenl calcium olde. 8
per
cen
! magnesium oxide, with lhe remainder Olher oxides such as sodium oxide and
titaniulll di oxide. flasalt mlllerials mel! aI /lboul 2280"F(J2SO"C), and basalt wear liles
ure mude by casting lo desircd shapes, Tilcs can bc sand OI' pcrmum;nl-mold cast, and
casliog can be used lo produce a monollhiclining inpipes and similar
SllllpcS Ihal -can bc rOlnled for casling on their insidc damcler. Basalt Iilcs arc briitle
Pipas
Spoclal .hIP"
Elbow.
Chuto.!IIumo.
8-6 Indu$lrial .pplicnlionsafwcar IU.S.
" i
"',4'M1U'H!!i*",'i!f'!':'!'t1M19 \@'4 "'.......IiUtuWJii...'.a
.,".
Wear Tllea
like Iypes af maler!"ls.'IInd Ihey are usuully CUSI in shllpes Me ahoLl!
J In.,(25 mm) lhick and leIS Ihan,100 In;2.(0.06 m
2
) in arca. Aluminum oxide tiles are
madeii;n,he way:,lhllt. c;eramic;shape,.,are made: lhe' aluminum oxide is
MI"ci1 in pow4erformwi!h I elay:typebilderand itlacompactedby isoslaticlechniques
I lo i,',:, .",:1, .. i; i. ",.; . . '
i ;:. 'IWcarlci1re. adhCre.d to subslI1Ites by cemenls.Iflhe lemperalures lInd chemical
.. anli. aluminum oxldedlesean bc pUI in place wirb
epoxies.\ are usually appliC<f with mortars.!The eementjointsbetween Iiles
hped tO be118 narro.w 118 sinclhecementsdonOI have lhe crosionresislllnce
ofthe,li/es.The ceraplieandaluminurnoxidetilesaresometimesavailableprebondcd
and spaced on Jft
2
(O. I m
2
) papem lO case instaUalion 00 large arcas.
)1!ere,areolhertilesyslems Ihan Ihosemcntioncd. While iron wellrplales cao be
plug welded,onlo sunaces in amannersimilarto liIes; ultrahigh molecular weight poly.
cthylene.(UHMWPE) lined pipes areavailable; and UHMWPE sheets can be treated lo
aUowadheslve /lOnding to .Burfaeei like lhe hurd IlIes. EI1l8tolllers clln 00 ullcd in a
similarfashiQn; Olherhard-lile materiais are cubic boron nitride and silcon carbide.
',1:,\The,tcilatlye oflhe hard Burfuclng IiJes lo relatively
soft abrasives such sand is approxJmately proportiol)al lo Iheir hrdness: .
I, " :','r ': 'i:1
, !
SlIicon clirbide: 2600 HK.
Aiuminum ollide: 2100 iiK
carblde: 1800 HK
. ,1700'HK
MlId steel: 200.HK
I!\, '
Testing inay be required to determine ifacandidate tUe is resislaol lo aparticular ;
abrasive or coiTadenl, but io general ali lhe prceding outwear mld sleel (J020)by a
faelorofSto 10 Imderconditionsoflow-slressscralchingbrason. Amoderale-hardness
elastomer '(60 ShoreA duromeler) and lhe UHMWPE can compelel wllh some of lhe
hard tiles In'lIbrasion reslstanee In some ayBlems. They compele IJuite well in W/lter
illurriescontaln!ng'tine abraslves aod;In. for eXllll1ple, coaI chutes 111111 cllrry pea-sizc.
particles af coai. These Ju.e situalions where lhe slress.imposed on lhe elaslomer or
polymcrby Ihb abrasive ia very low; The hard lilc:s are preferred whcn lhe stresscs on
lhe: abrasive are 8ufficienl to cause crushing ofIhenbrasive. The cerncnle.d hard wenr
ilicl ore "ltublc for lhe types,ofabraslvc..handling devlcel io Figure R6. Thcy
hllveun udvllntuge uver. hardfuclng in Ihlll Jurgc arcas cun be covered uS!lally
wilh low,skill labor, and !here is no healing oflhe subslrate. The major disadvanlage
compared 101 welding hardfaeint: Is thehigher cosI of lhe overlayand lhe Ii:ad lime
to oblalil'these milerials. 8a,s\lll nnd UHMWPE- arrubberlined pipe are
. the.ilhelf;.lIems, but casl shapes,alld IlIing ofndd shllpes.clln llubslllntial [cad
iime (to:obtainmateriaIs,and applicators). Thus welding hardfacing has :In advanlage on
add shapes.Weldem andconsumable$ are readily.available. The cost ofwear tiles and
lined pipes dependion lhe malerial and lheshapes, 001 oflhe hard malerials. cemented
,.
,I
,
' ..
;',1I }.
I.. 'I ;1 ;
,
,.'
\.
(
(
I
(
:QI
(ci
l
.
( ",../'i
",::,' 't
"""(,'
(
';'),' i
"
\--r', ;
(. ,
(
(
(
(
(
(
(
( .. "
(
(
(
(
(4
I
l
.
200
Spedal Surfacing Proces.sEis Chap.8 Fused CarbldeCloth 20i
(
\
"1
. {
"'!
5 mits (125 /Lm) have been reported, bur with the vibrating typeofapplicator lhe !
coating is sornewhal discontinuous and P9rous; with athlckness in lhe range of0.0003
parind cloth are pUI inlo alinosphere fmaee and heated lo lhe brazing
lo 0.001 in. (7.5 lo 25 j.tm). Thewear resistalce of these' coathigs depend$ on thi:
!emperalure Qf Ibe binder. Th!!: orgllnic binder 15 rcmoved In the heating process, ancl
"'
conlinuity, und nature oflhe couting"IThe Ilylus for spark-depositon coadng
aI lhe brazing temperauire of lo 2100'P (900" to JI50"C), lhe bindermelts alld
(
oncamslrfaces, and even inside bores. After applying the clOlh to n sul:slrale. the
(. :
CI1I1 bc nny metal or cermol, bul cemented carblde.ls aimost.excluslvely used. If tbe
f!rticlef togcther. al)d.the carbide coaling to lhe substrale. 1'he elolh
COllliull is IIml 100percenl cementedcabide,itshouldhavelhewearresistance and acoated sleel block are lIlusli'led In Figure 8-tO. .
(
(
r"\,.
Cf
uI'CClllented Cllrhidc. '/'hus Ihls Is lhe loglclIl inuierlnllo dcposll;'/'ho clJ'ccllvOIlCHS Vllnous Iypes ofcumidos IInd bindcrs are avalllble and lhe curbide partlc1e size
,/._,
01' thc$c coatings in ellhancing lhe wearpropel1ies ofasubstnlledependson the inteoded cun vai}' from abouI 2 !Lm (80 !Lin.) to about SOO j.U1l (0.02 in.) in dhirooler. This
A
service.. Some tesls.have shown tha! these cOlltings applied on n50ft steel or cOllllng clm be applied lo IIny metal substrale thal clln lolernle lhe bmzing IClllperalure
( -, gmy(:ilst iroJ;l improvc melal-to-melal und ubrasion resistance somewhal, butthecoatings (ferrousmalerlals, alloys, etc.).TheclothshrinkssignUicllnlly in Ibebrazlng
....4.
do nol pcrfcinn like solid cemented carbide. On the.other hnd,lbese doatings have opcralion. and thismusl beallowcdfor in placementandsizeoftheclolh. Afterbrnzing.
(
A.
I bt:<lll found lo increllse lhe service !ife of paper-cutting dies and similar tools Ihat do . the coaling can have a thickness in the range of.s to 60 mils (0.12 10 1.5 mm), and
nol rC'Iuire akeen dlc or knife edge. Amajor limilation ofthis process ls lhe roughness lhe fused coatl!lg can have acarbide concenlration ofup lo 75 percenl by weight. The
(f
IInd porosity of'lhe deposit. The coatings are 100 thin lo grindaftercoating, and many coallng ia metallurgii:ally.bonded IO'the aurface wilhlhe brazing alloy. und jl call be
lools cnnnol tolerale 11 surface roughncss ofaboul 200 microinches(4 j.tm CLA), which groimd and processed as ifil were nconventional cemeoted cnrbie. Figurc 8-11 is an
\A:'t
is typital wilh lhe vibrarng devices. Ifun applicatior requires a hard, rough Burface, iIIustration ofsome typical shapcs.tbat can be coated with Ihis processo
( p,l lhesc coalings may offer some beoeJl!s, bt It is still advisabie to apply Ihese coatings TbecosIofIhiscoalingproeessdep,ends onthe usual (aclors:coatingarelL, number
ovcr 11 50 to 60 !iRC substraleifthe properties of.the clIrbide are to be utiliUd. Thin, ofparts!andpartcOlllplexity. WithI;lrgenumbcrsofparis,Ihisprocessprobablycompetes
tAT.
luird cOlllings on wflsubstrntcsoften wcur byamodeofdeformalionofthesoftSubstrate with surface-hardening processessuch,as and ntriding. ltmay no( be lower
undcr rhe coulng. cost for these Iypes ofparts, but from the standpoinl ofwhat is by this
In summary. electrospark deposition coatings are nol substilutos for bulk electro- coating,lhere are (ew competltors. This process clln apply oO.060-in. (1.5 mm) thick
( plulcs or hardfacings, bu! Ihese coatings can mprove lhe abrasion resislance ofsome carbido,coatlngpver an arca of50 orlOO in.
2
(300 lo 600 cm
1
) in 11 simple fl)rnace
metnl surfaccs if flpplicd properly. The equipment is low cosI, from less Ihan $200 to fuslrig proecss: ifao applicallon could benefit rrom Ihis type ofsunace, Ihere is good
(
;:.1
"
Ncveral dollnrs depcnding on capabililies; il is portable nnd easy lO use, and
! .
coalings cnn bc applicd lo mosl metal substratos. There are job shops Ihat apply Ihese
C.-
AI coalillgs on D commcrcial basis. 'fhe user must keep in mind Ihal lhe coulings arl;used
<.
as deposit.ed anti lhey are very rough. There are some plsces where sueh a coating is
desiruble. Forcxample, Ihey have been successfully used to build up lhe inside t1iameter
(lI'bl:lllking die holes. The die hoJes wcrc wJm oversizean werc pulliog through "
1"1'
lhe die hole,insielld offsUing oul lhe bOllomoflhe die hole.. A simple spark coating.
(,4 amund the dic hole rcslorcd lhe tigh! punch-Io-die fit, and the dies could be usedfor
millions 01' Ilddi!ionnl parts.Thus-lhere are pinces wlere (hese coalings w.ork, andlhey
are candidates lo compete with'so;ne orthe othercoaings Ihat we have discussed..
,
( ..... CARmo!: CLOTH
(A' fiuniq;'c Illcllmd of!1I1r\lI\lcing is lheIlpplicllljon 01' carbideon mloIsubSlrates
I
hy 11 carhide/hinder cioth. This.process is pr<?pnetai-y, bUI coatingli wlth Ihis j
C
A techniquc lll'e avnilablc on ajob-shop basis.;Thc.clotli Ihal.iSlh9 uniqu pal1 of ihis I
process is composed of tungstcn:carbide or other.parbides a,nd nikel. I
,
(A
bindcr partcles bonded logelher wilh nuorocarbon /ibrilil. The
clUlh has suflicicnt slrc:nglh to be hllndled, cU! with ordinai-y scissors. and draped over l:
,,.,4 t ";, ", 1 '"I. ,'.;. "I} , ," l. ; 'j.,,;" .
lhe surracc to.be coutcd, TechnilJllcs IIre availablc for holding the clolh to round bars, " FlllIre 8-10 .C.rbldebrang ao,l.block ... Idi Ihls clolh 1.1 mln Ihiclr.}.
A "1
('" .i_- ,.
i ,J: , : I
,
C::. f. ....."......,,' ..,_'. ...... ,
'.
(
"
.,
(:,'(.' !
204 , : li ,i I' i
WearSleeves
I
. "I
'{J,
L, 'I '. ',' '!'. li 'I. '.," 'I' ,I,,; ,. :.:' i
(
reason lhe is 41,40 Iighler Ihan ihe malrix melai and wlUDoI migrale lo ihc iining Interface. Some lining
( ".: classes ofHnlng rd/oyd are available: I,h $upplierii use mixture:l of WC. VC, and,TIC to gel acontrolled distributun ofcai'bide
: l' ILil/li/li I
I
1 ' ; throughoul e,inlng. 11 is generally agreed Ihat lhe compesite lnings will have aI
I .. '"hite with,a P:
leasl iwlce lheabrasion as lhe noncaroide!lnngalloy8.
t('<'v.!
" .Cenlrifugal-cll!t eylinder,linlngs are UI!!ful inalerials for extrusion equlpmenland
(-.,I': '2. alloY5 matfi"tals
any olher tht. rcquiro,wear rcsislancc on insido diameler of11 cylindcr. ,
. i ing i? lhe
3.
They wellrIInd corrosionrcsbluncclhan nlrldcdorcurburil:ed cylin- /
ders, IIndwlth li thickness In lhe range of0.040 lo 0.10,in. (I to 2.5 mm), Iheyca",
(
in ,lhe nlOge 45 to 60 I-lRCr
;1
I
!oterate more wt::llr Ihuri many of lhe diffusion hlU'dcned sUrfaces, Thesc Iiniogs are
( .'. ;i:)"'"I l; 4. Compositemateriais(nieketorsimilar
Ilvililable from number of suppllers in the United Stales and in Eumpe. lined
( 11-._ , Figure 8-12):
cylinders can, In someases, !!ven be purchased off lhe shelf. Thus centrifugal-casl
11\) r
I
I . cylinder Iinings are dell,:,lto candidaies for cylindrical parts that aresubjecl to wear.
( .,'
( ."
.
WEAR SlEEVES
(""'/ .
and lhc cobalt and ni,ckcl-base ulloys have
Afavorite tcchnique of maintenance >ersonnel for repair of wom shafls is lo sleeve
diffcrent than the compositc wclding consumabJes in
lhe damaged area. In fact, this is oflendoneIn preferencelohardracing. This'prerercnce
oflen arises from lhe faCI lhal mos! machne repairpeople operate out of a mllchine
(
shop where,lhey have the. facilities lo make a sleeve. but may nol have immediale
Corce or lhe ea5ting alloys eun
( access to awelder,who s ramiliar with hardfacing or the machine repair person is nor
familiarwithhardfacing.lnanycase,lheuseofsleevescompeteswithweldinghardfadng.
(
IhennlI spray buildups. andplating.
,':4
There is nolhingwrong in concepl wilh sleeving worn shafts, exepl Ihal most
\.. .
repairmechanicssleevewomsimftswilhlowcarbonsteelsorothermachinableIllllterials.
( ..
Ir a sClII arIhushinl:l Wt1re 11 shart in lhe lilllt pince, 11 follows lh"!lhc
Sh:lft will wearIn lhesame fnshion irlhe slceve18 nol mnde from ahnrdenuble materiaL
(, The seeond problcni 11mIexists In usng sleeves i5 pulling the sleeveon with lhe propor
intcrfcrence. Therc is a rule of thumb uscd by .some repuir mechllnics for inlenerencc
( " tilS: 0.001 in./inch (I mmlm) ordlameter. This 80mellmes works; but lhe proper use
ofsleeves rcquircs calcullltions of lhe jlraper interference thar dcterminestbc slrcss
( '.
lending lo spliUhe sleeve, lhe strcsu tending lo dcfonn Ihesbnrt ar tube 011 which the
sleeve is;shrunk, and lhe clampng 01' the sleeve on the shaft. Figure 8-13
(
..
presenls;some smple fonnulas for maklng Ihese elllculations. Pnrts should never be
( ......
sleeved wlthout going !hrough Ihese calculadons. The IIl10wable slress on the sleeve
(
"
Ilnd lhe shllft should bc theylcld slrenglh wilh IIDme 81\fely fnclor applicd 2).
c ' TlleHeClllcuhuioll8 the problem(lI'propc:r lnterferencelit, butIhc pr<lblcm
rel1ains: iflhe sleeve Is nolmore wear resistant than lhe ol'iginat shall material, it
(
will wear,oul again. Case-hardened or through-hardened mlllel'iuls can be used for lhe
,sleeve, bui Ihis.present! the problemofsizechangeduring hardenlng. To gCI the proper
( .
:inlerferencc;:between lhe shafl and sleeve aftcr hardcning. 11 C0511y grindingoperatiol!
may be requlfed. One waylo bypllss Ihis problem i$ 10 use pUfchased wear sleeves
Ihal are availablc in awide varelY ofsimfor use as wear sleeves. Some vendors ar
f1nur. 8-12
these sleeves make thm from cast hard Illloyssueh as cobaltlchromium or nickelli
dislribulion (2.1x).
.)
.. ..0
:::)..
l ,,<
..
i H'
\" ,:. .'
. ......_ ......il .. ' I
;:\,_.'*9'ftrw . '
. ,. .J 1U&a:
( "... . as"22
,.
; i
alloys {slniilar lo the coblllt-tiase h';;';Ir..:';:';
I
, '., '
I : ir' li! " I
Ali lhese alloy5 foml li metallurgica! bonel to lhe substrate. The bond to .Ihe substrate
is enhanced by boron additions; lhe boron these materiaIs self.ftuxing. The white
irons haveabrasion rcsi5taocc similar to lhe l'on/chromium hardfating consumables,
wcar properties sjmillU;1 lo lhehurdfac,ing
aJloysthalhavccomparnblecompositionandhardness.Thecompositealloysaresomewhat .
that carbide .additions musl be
dcsigncd 50 that theydo notconcentrareatlheliniogsubstrateinterfaceduringcentrifugai
castiog. Sinea luogslcn enrbidas are mueh hCllvicrIhan lhe matrix metais. thecentrifugai
make lhe earbides concentrate aI lhe Jinnglsub'strate
inlerCaCt' ofaI lhe 10ofthe cylinde;r, whcre they are needcd for wearresstance.
This problcm is somel/mes by using mixedi,carbides; ti,tanium carbides are
'.,.f.!'r,' ;<.
J. ,
em"c!on of comp<><ilc cylindcr lining showing .iu: and
I
ia:ii:i:,
..
i'
l
l
i
(
(
i,'",'--,l,
"cf
:\'
(
(
( :. ''-('
..
( ,:,:,
(::;..
) i '
f;iardfacihg
ProcesseS'
l,'.
ror;"' ...
( .",
{
( , can be IIpplied with any weldlngprocess, bUI rhe mos! importan!
available processes are shown in Figure9-J,This iIIusrrallonCII!CSgrizes ,,'
( ",;
hllrdfacim: processes loro fuslon and nonfusion groups for IIn imporlan! re:lson. fusioo '"
l!roccsses haveameta/lurgical,bond, and lhe olhers do no!. Flom lhe user'$slandpoiot. ,
Ihis meanalha! alloj. Ihal IIrt fused have a band 51reourh ai lens! tqUiVlllcllt lo
slrength,oflhe wenker oflhe fused metal!. 'I'he nonfuaion processes proouce adcposl'
wilh lhe same kinds of forces lhat hold on elcclrodeposits 5ueh as
( " , , ,, "
::fll" Aqualifyiogsralementls nccessaryrcgardlngrusiondepOs!ls;lheslroogmelallurgi-
( ,
bond eao onl)' bc aehieved if lhe aod lhe substrale, havc rh ablitylo "
:l\i"
form asoJjd InJulioo. WellJublllty eoosliJefll!loos C811001 be ViO/llled' I\s 11/1 cXllmple, 11'
( ..
'(usiondeposit ofany iren-ballo hardfacillg on lanlum wlll craek aod come qff. Thisis"
(
because l1tanium forms abrittle inlemlelaJlic compound when 11 is fused wah ali bur a
rew olber merals. Tb/s will be'discussed later in more"detaiJ, but'lhe.user sllouldkeep,
(
in'mind fUBioo processes eannol beused io app/y \my illln/facing 1(1111)' ubslrale."
: "; Slneononfusloflproccssesdo/101 requlrc lhenlloyngoflhe fuclng nnd Ihcsubsirate
( ,
lhe b(lod Une. they clln be UlIed lo appl)! almoslany alloy oil alrno:ll nny.subslratc
(,
Ihul wi/l slandIhelemperaturcoflhespray. Ferrous metaiscanbesprayed 00 nluminuin,
Ceramieseao besprayedoncopper Theonulspraycoatingshavebeen ,
( rully applied lo Ihermosel,iing plaslies. Thi! 18 lhe biggesl odvanlage, of lhe oonfus;ol)!'
.processs.. 'I'he sacrifico;hi oohd streoglh cao bc SUbSlancial. Aiqpd ban Qf Ilhl(!1llnj !
JO,OOO p!i (69 MPa), a slrengtb auivaln!,tQ a ):cO' goog
, . 1'he.'lC mechaneal bands,are nol stlibJe ror appljcatlons thal.JnvoJve,opecaling .
stress leveis Ihal would be high enough to cause deformtion oflhe'nonfusioD deposit.!" j
"
'1'! I
.1';
I,
\,1
I
208
SpecialSUrfacing
j'
,
ros. Thcy 100ie material due lo abra.soo. rol Ihis is a les.er fselor
tlJlIn resisting deformalion,
The role of wear p/ales in lhe speClrum for,wear-RlSislanl surfllces 18 Ihal lbey
shouJd be c:onsidered when ve,ylargeareashave I,bc prolCCled fromwear. JI is usually
100 coslly lo hardfllce lruc,k bodies and Ih.lnside ofeoal hoppers by
we/dinll tcchnf/ues. Cllldding with Wllllr plllles cpn be lhe cosl-effllclive wny lo ptotect
type llfcl/uipflcnl.
SUMMARY
,
In this we'coven:d a,wide range,ofproeessesand prodUCIS for wear ieduction.
Others IllClhods eou/tI be pUI inlo Ihis clltegory, but lhe discussed here have been
in useformnnj,years,anditisassumedIharIhis15 teslmonyIhalIheywork.Unfortunately,
ir was nOI possible 10 obiain quanltulive wear data comparing Ihese prodUCls wilh
hnrdfncingsIlnd olherSUrfllcelreatmenlS.florIhisreason, irIs recommendedrhalpolential
users lakesreps lO coolhmlheapplicabilityoftheseproduclS10 aparticularwearsystem.
Kecp in miod Ihal awcar plate or wenr llceve does nOI resisl ali foons ofwear. Baeh
produel discussed is directed aI redueing a particular form of Wear; 1I0me may
resisl scratching lIbrasion: some will gouging; some wll resst Iiquid erosoo. lo
general, Ihese producls should be comlidered wheo hardfacing, pla'(ing, and hardeoiog
heal Irenlmcnls lIrc inupproprnle.
REFERENCES
Alm'sisl Flm/(lIlook. Urh:ma. Ind,: Corp., 1973.
Tlle IJil11l!talllc Cylil/der. An llllmduclionfol' P!(lh' Processors; IlullclinBC n I, New BllIn5wick,
N.J,: X.. loy Corp. 1972. '
FOI'lI1/!(1"x Cl1rbitle Coofing'!, Clcvcland, OhiQ: Imperial Clcvilc Corp.. 1973,
K,mmic Crmmic. Colorado Springs. Colo.: Kllman Sclcllces. Inc., 1980.
A Pla.I/h' l'mcl!nors GlIide lo Bil11coll1urre/s and Screws (Wlllcs. Wis.: Corp., 1984.
, '
SlmuxlN, O. L" and R. N, JOIlNSN. BlcclrosparkDeposillon, in Wear'ofMateria/s /985. New
York: ASMB, 19R5, rI'. 3118-:196.
<I
, I
J
,"
,l;
..)
,
i
,
.
"
'alloys
Ihat ia heJd on
chromium plal!og.
111
, 'seray (ioat;", would bC
.
,,' "'-
\
--
('A',.
( .:.:-,:
(
<
( Rtf
( - T
10
.:,]
A
( ""r"
Fi
( ,..... "
pt4r
{.\.-
(
( ;::::r
A-
'f'""'l
(.,
\
(
A
( ...
A'
212
Hardfaclng Processes Chap.9
(lI' aVlIilllblc hardfllcing Unlikc welding iaJoin melaIs, ihe use ofhardfacing
requircs lha! lhe user spccify ihe application process.proper hardfacing spcclflcation
includes lhe following:
I. AppUcntion process
2. AI/oy
3. Thklwcss anti lhe arells lo be
in lheremninderoflhlschnpter,wewill brleflydescribelheditfcrenccs,advantages,
IInel disadvanlnges of hardfacing processes in order to enough inronnalion to
nllow apOlcnlial user lO decide which process would be best for an Inlended application.
SHIELDED METALARC W'bR'NG
ShicJc/eel melaI are.welding (SMAW) is one of lhe slmplest are welding processes. A
wdd is by melllng of acovered wirc elcctrode in an are fonned belween lhe
wprk nnu lhe eleelrode (Figure 9-3). :filecovering on lhe eleclrode dccomposes in the
urc lo forrll a shielding gas. 11 clln ulso bo used 10 add alloy and lO promote weld
deanJilless: When used for hardfacing, the process remains the same. The electrode is
simply m/lde from an alloy, COre mlllcrial, or conting Ihat produces n. wear.resistanl
. I
I (eposlL
The equipmcnl required for SMAWis a source ofhigh currenl at low voltage.
M(IS! SMA Wpowcr$uppliesaremotorgenerntorsor wilhacurren!
conlml. The is IIlllnual; when usod for surfacing, lhe \\telder covers lhe area to
!lu Imrdfaccd wilh lhe required number of passes to produte lhe spccified thickness of
Therc 110 thicknt:sslimilexeept lhat some alloys wll showexcessivecrncking
whcl1 npplicd in over.two layers. In such cases, lhe weJdusually "burters" lhe arca
lo be hardfaccd wth enough Inycrs orlower alloy buildup material so Ihat only a few
passes 01' lhe hllrdfacing IIre required.to meel the spcci/icalion. This buildup Is
orten lIscd with the olherhardfucing processes we will be discussillg.
COVflftul
olnetH)t!n
,... .-
'.II!!!!" ...
):q..
JlI"urc!I-J Shielded melai nn:: welding
(S/lljAW). .
I
t
GasTungstenArc Welding 21
GAS TUNGSTEN ARe WELDINq, I
. .. I
Gas lungsten re welding (GTAW) is signi/icanlly differenl froll1 mosl af lhe Olhei
hardfaeing are welding processes In Ihal Ibe are .Ihal causes melling offiller melaI i
belweenlheworkandananconsumableeleelrode.Thelorcbcontalnsalungslenelectrod
Ihal does nol melr In lhe are. Filler melaI is applied by manuaJly dipping 11 bareroc:'
into lhe are nrea ar by some ancillary device Ihllt inlroduces bare wrento lhe ar
region. 'pracess in manual mode is'iI!uslrnled in Figure 9-4. The are areu is ga
shielded by Il gas flow from lhe torch. . . '. .
GTAWwelding cquipmcnl is widcly IIvailable In weldshops. 1I requires 11
supply no! unlke.Ihat required by SMAW, in addition lo shieldng cqupmenl
includesltielanl:ofgas,apressureregulalor, nnd.B gasIlowcontrol. Inmanualoperatioll,!
hardfac;ing alloys Ire. oblaned in bate rods, and they are mefted ulld Ilowed on lhel
subslrulelofomlllledC[lOsit. In aulomalcoperadon,Ihis sullllyrC(luiresCUNlaml
aIJoy feed devices and work Olllnipulation devlccs. .' . I
Almas!anymelallicsurfacingcan beapplioo with GTAW. Ihamaindsadvpntagei
aflhe process Is thl lt is slowerthan almoSI ali,other processes when usoo manualIy.1
I
Figure OaSlungslcn Dre wclding
(OTAW). . .
GroUnd
. i
( .
. -4
(
218
Hardfacin9Processes Chap.9
of hardfacillgs to 10018 111ft! lhe lkc. More sophisliculcd wclding IlUlchinCII ure usually
seI up for atllomulc silo!, surradogofproduclion parts. Filleemetal additioll is aeeom-
plishedby spool fccding ofbare wire OI' powder jnlo lhe /Ire zone. The trallllfl:n'ed OI'
nOnll"dnsferred are oplon tlln be used as desired lo oblai"dilfetenl degteesofdilutlon.
The advantal.'C ofplnsma are welding for surfadnsis specd Ihat is usually belter
autumatie GTA Wwilh smooth, weld protlles. The majordisadvantageof
Ihis lhe h1llh ClJui,llllcnt Coslx. In genentl" ,Ihis prllCess..Il1 beBI lIuilcd fllr
h:mlfllcing or paris in IIUlolllule c'luifllllcnl. PAW surfllced purts
usually rellulre minimnl machining.
QXYACETYLENE WELDING
OXYllcetylene wcldnll(OAW) (Figure9-9)is lheoldeslandsimplesthardracing processo
harfl)cing dcposit is mudc by simply heating lhe substrate with lhe lorch so that
lhe s glllMMY. 1111 lhe vcrgeof meldng. The /ll\me 'js Ihcn dircclcd aI lhe bane
tillcr ro.1 lugel lhe hllrdfllcng to nleh. The droplcls llre hcuted tiniU Ihey wel lhe
,substl1llc and fOnil li continuous deposil.
Thc only eCJuipmenl required for oxyacetylene welding is a lorch, taoles offuel
gases, pressure regul:llors for lhe gas, Ilnd some bllre filieI' melai. Some hardfocing
al/oys requil'll flux similar10 brazing /luxo This process is mosl widcly uscd ror coball,
n<:kl!l, IInd coppcr base hllrdfucings. Thcre are olheI' ruel ga$CS olheI' Ihan aeelylenc
lurtorch bmzing anil lhe Iikc, bUI in gencml itis recomlllcndcd lho! oly acelylene be
for hnrdfllcing., ,
Qx)'acelylenc wcllljng ;11 pmbably Ihc ;!lowel!! hllrdfl.clug processo bul js ,,11l() lhe
bcsl pWCC!!S ror mjnlmum I!!lpy dihujQQ. l'husOAWh.lrdfucing 18 slil! usesl for crilh:al
appliulinns wheredjhuioncannOI !?e lolera!es!. Becllusc()flheslownessofIhedc{?9l!itiop
(2 10 5 lo OI' 0.9 10 2.2 kg pcr hour). OAW ia usunlly used only for 'maU jobs OI'
for ficld wclding whcre IllQrch ;$ lhe only cquprnellt availnble.
FURNACE FUSING
Some hardfacing alloys Ilrc available as lipllSle OI' a metal cloth Ihal ean be applicd lo
asurfllcclllldfumacefuscdtoformahardfadngdeposil:AlllhCsenmlerialsarepropnelary
Work Flgur.9-9 Oxy"cclylcnc wldint; (OAWI
Spray
liatdf.cng.nd
btazo olloy
\.
fu:sioil
atmosph.ro
'6 U J
Conveyor
219
I ,}
9-1O' FtIHWt.:t: fuxiuj! ufh:lldl'ariu/:s
uud bru1.t.!vOU surl'h.::ings,
I
in nalUn:, but they Llrcradily avllilnbJc, A Iypkul upplicatioll is iIJuslr:ltt:u in Figure
9,10. The surfacil1g malerial is smply applied 10 lhe substrnte 3ml fused in li furnacc
at ,;ufliciclll lcmpcratllre 10 CIIUIi!! mclting, MoS! oflhese Iypes ofl11alerill1s havc fUliillg
ICIUpCl1ltuccs in lhe range oI' 16(JOo lo 2100"('1 (870' lo I150C). lhcse me
usually (e.g., 11111'11 COIll[lllUI1t.Js SUelI as IllflgSlcn carbide lha1are hcld in a
low I1ldting bndcr sueh as 11 brazing alloy). l'he brazing a/llly 1I>l'I1ls the 11l1llrix for
lhe hardfacing and ir al50 produces lhe oOl1d 10 lhe subslrale. Thc.sc coatings call \lc lS
Ihick as 0.08 in. (2 Illtll) and Ihey can be <lpplied lo a vflricly oC sllbslratcs, hlll lhe
normal is nferrous tnllleriaJ.
Furnacc-fused couiings I1re usulIJly uscd for producliolHype II eml 11.: C'lslly
10 dcveloplhenecessarytumaceconlrols,panfixlurcs, undsurfa..::!! prcparationpl'occdurcs
ir(lnly a rew runs are required.
THERMAlSPRAj:' PROCESSES
,
In ou!' in!roduclllry rcnmrb iu Ihis chHI)tcr, hardfm:ing wt:rt: bl'llkt:1I illl<) t\\'O
nlajor calegorics. fusion and llonfusioll. We pUI ma,,)' processes likc IImHC spraying
aud plasma spraying inlo the nonfusion cutegory beclIlIse lIlost dcposilS appJied oy l/lese
processes are no! mcltcd on lhe subslrllle 10 allow coalescence bCIWeen lhe hardhlt:illg
811d lhe subslrale-a melallurgical bond. This s nOI quile COITecl in Ihal hardfacillg
alloys can be upplied by a flonfusion sprdy process IIl1d subsequenlly rne/lcd lO 1'01'111 a
fusion depusil ou lhe subslrule. '111is sccou!lnry fusiun opcmlioll is mosl COlll11l011ly
dOl1c wth II silllplc o"yacclylcflc lor.:h, bul GTAW, plasma, OI' olheI' !leul
could be used.
Thcrmal sprllying s lhe generic category of welding Ihal illc)udcs ali
lhe processes lhal upply a consumablc in lhe rorm of11 spruy 01' fincly dvidct/ 1I1ollcn
OI' droplcls lO pmduce a couling, The mellllg or lhe COllsullmblc cal! bc
accolllplishcd in a l1umhcr of ways, and lhe consulllablc can bc inlroduccd inlO lhe
welding lorch or hca( soutce as powder, rod, or wirc. Thermal coosumablcs c:tn
b melais, cCI'llmcs, cermclS, al1 evcn plaslics. Any material con be spl'1lyeu :15 Inllg
,1'\,),
ih(
'.,;,
i
t.
:
t
:
.
"'_..
:j- ,\
IJ
1......J
1, 'e:..J
i)j
....J
ta
""'"
-.IJ
(u
{).
f.,\
l,
'4
';
l,\'
{,,
'(j
",
'fi.
4
'i
<l'
'r
It..J
'\\
l
%'
-l'
'.
'.,!,
, ,
\0-
'1fI
,IJ.
"
l,.J".--t
...\;-t
,,,..
I
l
'""'..&
( ,
.:...d
{
(
I-
..
t-if
1-
"1
-i""
I'
\.""l-
C--r
.'W
216
(';,,"-
Hardfac!ng Process'es Chop. 9
(
'j._}
FCAWeml bclIsedsemiaulomaticnlly,aswellasinaU(Oll1utic modes.Thccquipmenl
(;s:;. '
are a powcr supply, wire Jecding equipmenl, llnd shield gas equipment
(ri
'1
(if llsed). In convC/llonal welding, the Ilux core.process.'IS used to'provide deeper
penetraton on heavy Jl1uteriul Ihan is uvalable. from the forerunner ofthis proccss, gas
(
'1
mela,1 are wclding, Whcn \lsed fOr sUrfacin2..it bas ao adyantalle oyer otber proesses
. :,', in lha! dcptlsirion mtes CjIO OS: yery h;gh, TUe oiggest disadvantage orIhis process for
".,'. lumJfllci/lg Is tl1/l1 Iltuny hnrtlfucing ul/OYM III'C ullllvuilublc in lhe [orln n[ Ilux
{ "';'1 tubing, 11, 191:16. l!Jost FCAW filler wires were fcmms bnsed, '
"t'r1 ,
, '.. FCAW'Wolding is li less jinportnntcandidate process for the oec@sionlll hardfacing
(;:J user. Itis besl Ibr vcry large shop-Iype surfacing jobs on ferrous syslelDS,
I
1 .
(
SUBMERGED ARe WELDING
( )l'-
Submcrged are welding (SAW) is 11 high deposilion rale process using aconsumable
wirc anti anx applied oy aneillary equipment. :t'he are is belween the work and one
or more spool-fcd filieI' wires. During welding, lhe are is covered with aheavy blanket
of1\ grnnuJur flux; this is the ongln oflhe "submerged",term, The flux is fed from a
t ','
hopper thnt follows lhe weldng head. Somelimes addlives in Iheflux intentionllfly
ri
becol11c parI oflhe nlloy deposito
(
Submcrged are welding (Figure 9-7) requires equipmenl lo GMAW, wilh
( lhe cxeeplioll thut lhe shkld gns cquipll1cnr is rcplnccd wirh lhe lIux hoppcr. The llux
is lIwallygrllViry red, wilh the work in lhe Ilar posilion. Out-of-position weldiog requires
danls In relain lhe fluxo The hulk of lhe cqllipment Olllkes rhis mos! suitublc
lilr !llllomaric shop wcldng, SAW lypiclllly procluces very sound, wide IJverlays aI
(A,
(-'
dcposiliol) rulcs Um! Clln cnsly reach 50 Ib (25 .kg) per !louro 'rhere is usual/y no ncecl
A
(:. lo remove sl"g hy chipping; lhe lluxes IIre usualJy formulaled thnl lhe slag !rIs olf
\A'
('
(.--
;.--4.'
I ",-.
'r\ 'I
(A
r.
"',!
( .."'i
r."'I,
ZA
l'lgur. 9-7 Suhmcrgcct "re wcldillB
(A
(SAW).
A
(A
o
;-..
",.=JI{....." fI< ... ___
(A
wirn
f1ux hoppel
" ,.-
'-..
Ground
PlaSf'l18 Are Welding 21
byitself.ThesurfacingnlloysnpplieabletoIhisprocessIIre nnyofthoseIhal arelvailabl
In spoolcd wire. However. hismosl'used on ferrous systems.
d i This process ls best suited for heavy,surfaeing orlarge tanks; plates, rails,
lhe IIke-anylhingIhat can be posilioncd for lIat poslton welding,
.pLASMAAReW:LOING
tially !in ioojzed ims. In plasma are welding (PAW), an inert gns
.. _ consldeled eleclrie Ilrc in lhe wclding toreh lo forro 11 plasma.
plasma "liame" is used lo mel! filler melaIs for weldjoa ocbDClj[aciDII. 'fhe plasm
exling lhe toreh can have atemperature in lhe range of30 to 50,000 Kelvin (soo:tJ
9O,OOOF). Thus liPias. ma welding .toreh can have extraoidinllry penetrating capabiliiy.
.If the plasma liame s oblained by IIn are belween lhe plasma gun and'the work. Ih
process is called transferted are plasma (PTA). 1f lhe are is mllintained wilhin th
welding lorch belween a tungSlen electrode and awaler-cooled nozzle, the j
called nontransferred arc plasm. . '
In cuneept. lhe PAW process is 11 modificarlon oflhe OTAW processo The are is
betweena noneonsumable nod lhe work or.betwecn lhe electrode
and acopper annulus within the welding toreh. The formalion ofaplasma by
Inert gas through aconstrieted eleelne are ereales a condition Ihat produees a much
holtcr are or "ame rhan can bc IIchieved in GTAW. Unfortunately, plasma weldng
equipment can be quite eomplieared aodexpensive. The basic equipment rcquired iN li
power8upply for lhe are, liplasmn gas supply andcoltrols, shildil!g gas IInd eontl'015,
...,awater-coolingsysten for the toreh,.and controlstocoordinatenlllhcscsyslems(Figure
9....8), In IIs 'formo smnll plllSl'fl8 are weldersureavailnble for manual appliealion
Cootlng
wat.r
S/ll.ldand
plasma gas
/
Ate
,
!
9-8 1'1".." .. /lTC (PAW).
'1
I
I
"
,
'1
j
1
I.
Hardfaclng Processes 226
Chap. 9
'lgurt '-11 O.ytruel p"wdcr spny gun.
Rod Consumables Cel".unc powdl!rs can be sprayed wilh lhe cquipmenl Ihat we
jusI described, bUI it is nOI usually dane. The fiame lemperalures in conventonal oxy/
fuI!! torches are usually only abou! SOOO"P (2760
o
q. Many ceramics Ihal have utility
tIS wear continas lIave melting poin!1I Ihai are aI least 3S00F (I920"C). Some materiais
, sueh us zirconium olthfe require lemperatures or SOOO"P (2760C). Conventional
uxy/fuel liumes simply do nol have enough hcat 10 pl1lduce a goooceClllnic conling.
alie oxy/fuellorch !hnt s dcsigned lo spruy ceramics uses a soJid rodar ceramic consum-
ables wilh lIir to assis! in ,alomzalion. This type of lorch is shown schematcally in
Figure 9-19.
Control-'
uI rod
I... "
Alr lIow
'-1!1, 'lcnllal .pnyinll wilh a rod BUU.
!'.'Il ,I
1'
:11
Thcrmal Spray Processes 227
NO!) clllIsullmhlcs llre aVililal)le in ahllnnul1I I.'hrorllitllll "xi,",_ 'l.ir,:\\lla,
an ccntlllc Spl',lying is done in lhe IlHlIlnCr ror lhe olheI' !Iatll\!
spray processes, lInd it is c1ai,m: Ihal the'cemmic l>ecoHu:s fully mQltcn an lheiltolllized
consulIlublc droplels achievc irrrpucI vclocity oi 550 ftis (2.8 m/s). This fills
II gap in lhe capubily or lhe liame Spl'lly processes. The win: guns urc !lOI used bccausc
'ceru'lIks ilre nu! prcscntly IIvailahlc in lhe rorm oI' flexil>le wire; powder gUl1s are nol
100 widcly lIse for Npraying 01' beeulIse cOlllillgs urc IIslIally 100 I'riable lO
give good service life; Ihis prOl.:ess is ollly used lo spruy cCl'Iunics. Thus lllcn: am
ftal1)e spray guns lha! cOllliurnablcs lha! rllllgc from 50ft melals lo cCnlllIics (lml
!
ir
Detollation Gun Coating The Cloflation gun or il-gllll proccss is a pl'Oplcwry
process Ihal al50 involves gus COIIIl>1I51iOll ror coaling deposilon, bul II S\) in
quite a di/ferenl than lhe fiume spray lorchcs Ihat wcre prcviously
This proecss is at ICIlsI 30 years uld, ant! t nmlllins proprielary ITwinly 01' lhe
llIany detulls involvcd in prooucing lhe propcr pUrtllllelel'$ ror coming applca-
lion. Tlie basie loreh is ilIuslr.lle in Figure 9-20. Powder is fe iIHo lhe gUII Wilh iI
proprclary powder feeder undcr h slTlall gus pressurc. VlIlves tire open lO imrudllcc 11
prcseribell mixture of ncetylene and ()xygcn inlO lhe gun 's combuslioll ch:lIl1bcr, :lml
lhe explosive gas mixlul'e s detonaled wilh a spark from n spark plug. The tcmp.:nllllre
()f Ihedel()lImed fuel is all'"H 7009F (:lS70
v
C), a Icmpcrulurc ,sulliciclIl to l!lell mos!
mllleriuls, Thc elOlmtion IproduecS, 11 parliele vc/oeity of \lp to 2400 fI/s (130 m/5).
Delonations are rcpealed (Qur lo cighl limes persCcoud, !UHl nitrogeu gOlS is useJ [()
llush lhe delomlle gases fron'l lhe cOlllbusliou chmtlber nfler em.:h detQnation. The puwdcr
havc 11 pllrlicle s:r.e uf nbutl! 60 11-111 (0.0024) and lhe Nprny l"'llcm per
delonn!ion is aboliI 25 nllo (l in,) in diarnelcr. l3ach delOnatiul1 prodllces a coallIg
Ihickness ()f iI few mieromclcrs. and lhe gun or work is lllanipulalcd to ali arca
coverage (ovcrlopping splllls). TypiclIlIy, depusit !hickncsses are kcpl in lhe range oI' 3
In 5'inils (75 to 125 11-111), but lhis is not lhe Hmit uI' rhe procss, simply im CC'ollOlllical
cO:lling thickness.
Asone might expecl from lhe proccss dcscriploll, lhe gllll SlIb;I:llllal
noise. SrJr:ly;nl! is usulIIly done in a s(/unuprouf roum wilh 18in, ('15'CIII) hick:t'OlIll!ll!
,-
'T.,I.
.......,-, I'\Jwllm
--
A<::atylena
Fij,ture 9-.20 "nll.!rmul spruy couttng wilh the. dchJIUidun ttUI1 pmj.:cs!'>.
221
-I
220
Hardfacing Processes
( '::'1 Chap. 9
(
il mcllS or bocomcs plustic inlhe hC3ting eyele and jrit does nol degnlde in hellling.
lhe does no! fuse wilh th,e
IS oosslble lo Ignore melllllyrglcal rompsUb!liY.j fi "O ;
I
\, salid SOIU1;on wjth lhe subs!ra!e lo Qchjeye a bOlld l'his is an cXlremely significant
fcalurc of Ihermol spray processes; eoolings ean be IIpplied lo any SUbslrate Ihal wil!
(A
I
nol degrade from lhe helll of impinging consumable droplels. Substrale lemperalures
Ncldom cxcccd 11 fcw hlludred dr.grccs Fllhrcnhcit IIlIrd IlIctnls nr cerumcH
cal) cvcn !lo applietllo Ihcrnmsctting plllstles.
Tlle spraying IICliou clm be pruduccd by Combuslion gases OI' by using cOlllllrcl\SCd
gas or ,Iir lo achicve illomi7.llIon. Thcl'e are Iwo basie ways ofaChieviug lhe heftl for
('J
fhe mcfling or lhe consumaole mfterilll in lhe spraylng operalon, gns combllSlionor
ali elcclrie are. Pigure 9-11 sho'!l's how lhe comrnonly IIsed thcrmal spray processes fil
( ,.:)r
inlo Iwo c:lIcgorics. When lhe deposil is lo bc lefl unfuscd, lhe boml lO lhe
substrate is assisled by roughening lhe surface lo achieve mechanical locking aelion.
T
Figure 9-12 ia an illllstration of some of lhe lechniqes employed. Grooving is no
(
IOllger necessary for mosl Ihermal spray processes, bUl grooving OI' rough lurning are
aptions suitable for eylinclrical puns. Only Iwo "joinls"areemployed in fhermal spray
"
f!"'-..I
hardfacing processes; efher fhe coaling is upplied in an undereul OI' 011 lhe substrate
surface. Undel'culting is I,hc preferred techniqlle because it minimizes lhe chance of
I'A
chipping lhecoalingOll lheeogesin useorhandling. Thedepthoflhe undcrclIlUetermines
lhe linshed dcpnsil Ihickness, Rcpaif j()bs may require undereuts IIS doep as 0.050 in.
(l.25 mlll) to remove scoring, buI on new work lhe deposil Ihickncss :md undcrcuI
( .. deplh llfC lIslml/y in the range of0.003 lo 0.010 in. (50 lo 250 1L0l), unless the pan
(
clm ftllcl'IUC more woar Ihltn this in servicc. Therma,l spray spccinlisls oflen employ
boml COO(S 01'special fhat assist lhe mechanical boml oflhehardfacing deposi!.
( Whcrc lhe:,;c huml coalillgs can bc !OlcrufCd. the undcn;ulling made dccfler lo allow
for lhe lhickuess oi lhe bond coaI, which may be onl)' 0.002 lo 0.005 in. (5010 125
Iracoating is applied to 1\ subSlrale wi.!holll undercutting, lhe surfaceSlII requires
nlllghening (usulll/y abrasivc blllsling) evcn Ifabond.coating:ls uscd;:: , "
In SUnllllary, Ihennalsprayprocesssarelheweldingprocesses lhar arpJy aconsum-
(IA,
(
{
( ,
,;:;..\,
PImnrc/powder
(A
Atesprav/wh'c
,
IA
,
t'igurc9-11 Themml spr.yl"OCCHSCl/,
(A
t.,4
/ .
',.l\
Ox.,lu.I/",lr.
Oxy.f1/el/powct,r
O.yf".l/rod
O,y!uoljct/pnwder
()ototl8tlong\lo
ThermalSprayProcesses
".'-
GroOYI"q
Rough lurnl"Q
Abra.lv.blaotlng
t1gurc9-12 SurfllCC I'repal'lllin Icchn;'lUc,< fur 'Ihermll! 'prayeOJllini.
uble in IIn alomizcd form lo Conn 11 deposilon lhesurfllcc of1\ subslrlllc01' in mDchiocd
uluJcrcUt. Almost any rnateriul ello bc nll IIlnlllsl uny subl\!l'lIle. 'nlcre,/lrc
abouI six basieprocesscs for IIpplying Ihcmlal spray deposlls, and many dlTeretI
ofequipmenl are ava.ilable in each process c:ategory. In lhe remainder oiIhis ehapter,
we will de:scrbc lhe: most widely use:d thermal spray processes and IypesofequipOlcnl.
FlameSpraving
WlraProcesses As shown in Figure 9-11, live proeesseSfa!1 Inlo pur eategory 01'
gas c.ombusion processes. The aecepled term for 1111 Ihese processes is fiamespraying
(FLSP), bUI ther ore some problems with Ihistenn in Ihlll some spc,cial
Ruch UN dClonll!ion guo nntl jel spruying ore very Illuch di/Terenl in nalure; and,healing
orlhecoosumahleiN nUI doneby lheaclionof11 convclltiOlU1I"UlInlC." 111 lhedelolllllion
gun process, lhe powderishcaled by igniliooand delonlltionofan
gas mixlure. In lhe jel process, lhe henl sourceis cornbuslon of fuel gases wiihin a
chamber wilh an actioo lhaIis nol unlike lhe aClion afbumingpmpcllcnts in a rockel
engine; Thus, in Figure 9-11 weopted to c1assify Ihese processes gas eoiobUSlion
processes; alllhese processes involvccombustion offuel gus in sooe mllnner.
Ali Ihermal spray processes are offshools from lhe. .. lllellllliz.hg" prooess Ihal
\\IUS invented in 1910. In lhe original process. wirc or powder wns inlroduced in' a
230 Hllrdfacing Processes Chap.9
To f"'''''''
J
M.'nlpul.tlno d..1c6
IIlpply
o. h,"dl.for manual
manlpul.tlon
9-11 sl'l'IIying wlh are 'I'n'ying protC$II,
is inrmuuced inro the.torch as 111.'0 mel..1wires frum reels, The wires nre feu by motor-
driven fecd rolls, and aI lhe rip oflhe loreh Ihese wires arincliriedon an angle sueh
Ihal Ihey meel ellch olhcr. The wires are electricaliy Insulaled frum each ofher, and
each wire is eonnected lo 11 welding power supply. When the loreh 15 energizeu for
sprn)'ing, lhe 111.'0 are driven inlo conlnclllml 1111 llre s eSlII.bllshed Ihal mella lhe
wire. An airjelin lhe lorch 8loini:tcs lhe 1!1\)lten melai inl\) droplell Ihat are sprayeu aI
lhe subslrale 10 Corro lhe coadng."newire,t clln be 8S Jarge as YI6 in. 0.5 mm) in
,diaineler, and lhe are Cllrrenl can be as hlgh as 3000 A. The wlces are vertical in 60llle
lorche.s Ilnd horizonlal in olhers. Square 'wire can bc uscd 1.0 int::rease lhe deposition
mIe ove!, lhe rale Ihal is oblainable wlth mund wires. 1l1e.gun CUI! be hand held and
ml\nip'ulaled, or11 can be pUI on a lathe orsomeolherIJ1nnlpulalion device,
ThcllalUreorlheare spraydeposils issimilarto theoxy/rucldeposits.Themalerial
is splal eooled onlo'8roughened subslrate, and lhe deposil contains subslunlal porosity
an oxie inclusion!l rrom oltidalion or.Ihe eonsumable in lhe alomizalionair.'The
IIvililllhlc IIrl! CSSCIl\hilly lhe SIIIllC UH. !hose Ihill ore IIvllilublc for olt)'/fucl
spr:lyh!!!; bUI bCl!tlu!IC' "flhe high deposilioll rutclI, Ihis proCS$ ls very eonullonly used
for spraying'SQ!'t meluls ror corrosion pmlcclion. Deposilion rales eal! be as high as
100 Ib (45 kg) per hllur, und very hirge slructures such as bridges have bcen sprnyed
wilh alumlnum or:tine for almospherie eorrosion prolcction. This proCCS5 15 nOI widely
IISeU for hardfaeing, usually onl)' when 11 lurge surfaL'e atea "IUS! be covered.
'The fon ofIhis pr.xcss is lhe high deposilion rales: lhe disadvunlage over lhe
ox)'ffuel wire spray proccss is lh more eomplieated and nloreexpensive equipmenl.
Bolh pnlCesscs are designed lO do lhe same job. This does lI Caster, Like lhe othcr
Thc.mnal SprayProcas!Jes 23.\
simplc lhcrmal spr:ly pl'llcesses, lhellcpusil is flOI :lS gumlas lhe,kl)()S;1 Ubl;JlIlt.:l\
wilh pl<lSlIlU, d-gun, jet spraying, :lIld lhe olhcr high-vclocil)' lhcmml spray pr\ll:';sscs,
PlasmaAreSprayingIPSPI urcspraying(PSP) is lhe workhmse oI'
spray 11 lhe. 11 malerial by mdling an alolllizing il in
rowtlcr ruml in li pl:ismD thlltls:ohlaincfby'pllssing 11 gas Ihrough 1111 clcClric ,Ire
hclWCCII I!ollconsuumble elcelmtles cOlllUillCd wilhhi the torch. Thc cqllipUII!1l1 rC'iuircd
I'or plaslIlu sprnying is shown in Figures9-23 aud 9-:44. thcekclrodes
lhe are Ihal produees lhe plasma are usually lungsicn, and lhe gun is wa!er coolcu lo
eurryaw;ly lhe portion of lhe are henl dial is absorbed by Ihc torcI!. The arc !1owcr
supply al80 conlains lhe eonlwls fOr lhe waler cooling lhe tlow oI' lhe glls 11m! is
IIsed loeslablish Ihc piasllla. Aplasma is esscntially nn ionizedgas Ihat also clIlll:tins
eleCll'OnS, ionizeu /las'atpms, and evcll sOll1e moleeules of plasllw The gllS
used lo form lhe plasma 15 aprocess vuriable, bUI gases sueh as hydl'Ogen und Illrogcll
ean be useu. The phlNl11U Ihot is forll1ed by lhe glls going Ihrougli lhe conw'iclcd ilft.: in
lhe IO/'ch eM have 11 IUllipcnllure in eXI!Css of SO,OO"F (2l>,OOl)"C), wcllahovc Ih.:
l1anu:Icrnperalurcs allainablein thegas processes.Thenllllcrinllubcspraye(
is inll'Oduceu.'in powder rorm into lhe cxiting plasma !:las stn:iIIll chileI' iu lhe ton.:h
nvzzlc orjust oUlsidc.lhe nozzle. Thc powdcr size is usually in the mngc 01' ubo!lt 30
10 100 fJ.1II ((UJOI lo 0.004 in.) in Jiarncter. Thc powdcr is feu hy a p<lwlh:r fectler
. thm IIsually consiSls of:t IlI>pf1cr pressurizell wilh an illert gus, a vihl'aloi' 10 the
powucr ('rum clUlllping, and a gear pUl1lp 10 meleI' lhe powJ!!r 11110 lhe carr<!1' gas
slream.Thevclocily01' lhe sU'cam Ihl.ll exilslhe nozzle is usuallyslIbStll1ic,
bUI high-velocity plasma IOrehcs :lrc IIlso availllble. 'n)C velocity ofIh!! spray is usually
increasedbyconslriclinglhelorehlIoule.Rcportcdly.thislon.:h llIodilicattonCHIl ;llcrcast!
the parlide velncily 10 mach 3.
AlIumher oipnl'lI01clcrs IlIUSI he coutmlh:d til llblllin ti !:l')lId spnry lkposil. Til.:sc
includc nOl,zle-lowork disl:lnI,:C, pow\ler sizc und Iypc, poil1t 01' powdcr intr()duClioll.
an.: e:nrrcnt uml voltugc,!ype()f gas, p:u1iclecurriergas'ypc, une! I'0wder
Argull allu hciiul1l are popular plasllIiI gases, untl il' lhes!! un! propcrly used, lhe: spray
dPQsil wi/l eorllain ver)' lilllc oxide. this is a process ;u.lvulIlugc ovcr OlheI'
sprayproc.:cs$es Ihatuseairas lhegaslopruJucethedl'OplelsllralcOlllprisl! lhecOllslIlIlable
sprny. The porosily of PSl' deposilS i5 usually in lhe mnge of.5 10 15 perCCll1. Tlle
porosity in d-gun deposits is usually Icss than 5 perccnt. Porosity of gas comhuslo(l
process Ihermal sprays eun be as high as 50 percCll1.
The 01'lhespl1lyp:lllcmdepefllls011 lhesprllydisuHlec amllhenm.zkcouligurn-
liofl, IlUl 11 spruy pllttern uI' ubuII! I in, (25 111111) in diulIleh.:1' is COl\llIlOlI. '111C inlcIIS\:
hcut 01' lhe plasma uoes no! pt'Oullec substuntiul SubSIf'dlC hcalillg, Mosl 01' lhe he:,1 ,to
lhe subslrntccOllles frum lhe hCllt frum lhe imllinging consumablll droplcts and substrale
lClIlperulures usually do nOI !:leI over 300F (I Whell subslratc hc:uiflg rn:-corm:s
aeonsidcl"dtlon, 011 ror exalilple Ihin-wulLtubcs, auxiliary jcts 91' incr! gas are use" t'r
substl'llle eooling.
Hunreds ofpowuer consumables are availablc J'rom at IClIst ascore oI' supplicrs;
Ihey fali inlo aboul rour dilferenl clllcgories: melUls, ceratllics (priimlri/y oxides lllld
I
; ,
l-/
t
t,.-I
(
O," '-"
\
L...:,;
r
t'-J
(
r,.J
,
(
;,.)
\
I I,"',"""
, (
1...' ___
'
L....,oi
I
\
"!
,.11
,
,
.)
I.'
)
#
li'
I
\ ,
L
l-L-
t
-(
-l
-"1
(,
..
J
-'f
1
i
.').
..
,.
,,'ti
225
(a;"
(
( '';''1
lj.J)
(:'-1
i0'
(
'
(
( AI
{ .. '
AI
..
(
(
(
r
{;z,{
( .....
(
( ..
(
(
(
. ,
(
( s
.
( h
,'o. ("
'o;'"
I\,.
224
Hardfacing Processes Chap, 9
Tlle use of boml COlllS llas redllced the necd for gmoving in many appl;clltions. There
is no Ihickllcss limit to Ihis process, and deposits IIS thick as 0.25 in, (6 mm) have
becn mlHle. Acommon Ihickness for wire spraydcposits is 0.030 lo 0.050 in. (0.75 io
.25 f,l\m) for weftr applicalions and for rebtiilding. For corrosion appliclllions, deposits
can be as thin os 0.001 in. (25 j.l.m). The depositlon rales for wire sprllying VlU')' wilh
lhe COIlSlIlllllhlc Ilno lhe equipmcllt, bUI rules ean be as high 000 ft2 (93 m2) per
hOllr per mil (25 j.l.1Il) ()f cOllling.
The wire spray proces! is most Wldcly used for coating metaIs such as aluminum
IInd zinc on curbon s!ccls for ruSI protectlon IInd for heavy rebuilding lasks. 11 lsquite
cconolllical ror these Iypes of applications, und the equipment costs IIre reasonllble.
Soft sleels and hnrd steels are the most commonly used materiaIs for wear applicutions.
The 80ft slecls Ilre IIsed to restore dimensions; Ihey are mnchinable. The hard steeJs
llrc whcre the deposI is a wear surface; they are usuaJly finishcd by grinding.
Wire spray deposils have significan! pOfOsity, and (heir bond strength is inferior to
plasma unel other high-energy Ihermal spray processes. 'll1us this process is no! used
ror sophis!icnted applications, Ihose lha! require high-aUoy or ceramic deposits, or for
npplic31ions that are nol subjeel lo rigorous service conditions, .
Powder Spray Processas The process of introducing powder consumables in!o a
Oflvcntonal lorcl! to uehicve nsprny deposit is slill used. Powder nam'e
cun be done. wHh oxyacelylenc lorches Ihat are modilied in design to allow
powder introduction il1lo lhe fue! gas, slream oy simplc grllvity reed and siphon action,
as shown in Figure 9-16. Bee'lusc Ihere is no high-pressure air 10 assisl atolllization of
lhe cOtlsumfible powder, the dcposilion rates are usually slower Ihan thal of lhe wire
processo huf fhe process will produce a coaling with servicenbility Ihat is tldequate for
$omcuppficalions. The porosity is even grealer lhan that ofthe wire spray proces! and
lhe hvnd slrcl1glh moy be lower Ih.1O Ihnt of11 wire spray deposl, but Ihis simple lorch
cun spray o much wder varety oI' muteriuls; mil/criais Ihat canno! be easily mnde lnlo
wirc Ilial will feed through lhe wire feecl torch. These lorches often sell for less than
$500. ancf Ihis low pricc allows Iheir use in shops lha! may infrequcntly need 10 apply
a nonhision hardfacing, In fac!. Ihere Hre self-f1uxing harcJfaclng oowders thal can be
9-16 FhuHa SJlnlynn wilh 11 smple uxy/fucllOrch.
; ts.......:t:JiI!2l$$
ri
(.4
"
Thermal SprayProcesses
Ilpplied wilh Ihese simplc lorchcs und subscquently.fuscd lo lhe substrulC. Thus Ihesc
cun do fusion as wcll as. nonfusion deposils. The biggCl!1 disudvlllttages 01' these
simple powder torehcs are depositiol rale and low coatins bond.slrength, BOlh
are lowcr tllan clln bc ilchieved with more sophisiicaledequipmcnt.
One oflhe more sophisticaled powder sprny lorehes is illustruted in Figures 9-17
and 9-18. Thcse Illrchcs use comprcssed lIirloinerease he degreil ofll!omizatoll ane!
Ihu rllle IIno 111 hnlll'OVO homl s/rcnglh (Ihrough inrensed purtielc
'I1Ic lorch is lil likcliCOllvcll!ional o)(y/fuel lorch, IIlId lhe name ill to .
condi.tloos wilh lhe eornpressed oir on. ofthe dcpositcammcllces whcn ihc
Iril:Wer lIeton $llIrtS lhe /low ofpowder inlo IhennIle. lhemeehanism (lf fcirmingthe
dcposit I.s lhe amoas itis for 1111 Ihermul spraying Theconsumable powdcr
is melted ormade plaslie in lhe name, .and lhe alomized consumnbJe splllt cllol$ 011 lhe
substrato to fono lhe deposito , . . . .
This typeoflrch isoftenniechanlzed.ForcylindriCIIIsurfaceslhclo/'chis mmmed
in the 1001 holder on 11 1nlhe; IInd Irllck mounlng ofthe IOreb is used for coaling /lat .
surfaccs. Manual munipulation can he'used to cOat irregular surfaces. Likewire spr.ly
units, Iheso torehes clnalso be manipulated by raboIS.. .
There are mllny more consumables uvailable fr lhe powdcrlhcrnllll spray guns.
Availnble consumnblCl include bond couts, curbides. high-alJoy stecls, slainless Slcels,
cobalt-bll!IC alloys, and even cemmics, The air-assislcd (lt)wclcr spray guns produce
fnsterdcposilioll mIes llllU hcttcr cOlllillg nond Ihan lhe simrler lorches 11m! do nol US\l.
air, bUI they lIre somewhut llIore compliculcd. (require mOre manlcllant;cl uud
cosI more.
....... "_. . .,--", -.." .
....
\
fll\mo'
".... Ai,
/
PowdQ'
lIow
triggor
9-17 'nlcmlnl wilh li combu.tillnll'"wd.., j!llll,
1
234
Hardfacing Processes Chap.9
Figure 9,-25 I'l.. 51"0Y turel! rur &",,,11 Illlen1dillRlCterll.
Slill. vcry llbrusion resislanl allll it is stillll good llielcclric. 1'11..: porosity in PSI' dCllOSils
may alTeet ils Ilhility to proteet BUrraCes from corrosion. The poroslty in thenllnl sprny
deposil!! may be inlerconnecld, and.lhus Ihese-deposils caimol serve as corroslon bnrricrs
. unle55 Ihey are Seled. Sealing is common and il ean be dane by pressurc impregnlllon
of furfurhl ulcohals, cpoxles. and 8uoroearhons. For corroslon applictions, it Is always
a gllod pracllcc, with ar Wilhoul sealanls, la use a co"ting substrale thal is resiSlant 10
I1nlieipl1led c:nvimmllcol. This will prevenI ullllera,deposil if lhe eomldenl
lO lhe subslrlllc.. .
The biggesl disnvalltngc af plllSma spraying over oihcr Ihcrnla! spmy processes
is lhe coSi of lhe cquiJllllcnl. It is probabl'y lhe mos! expcnsivc af lhe processes Ihat
can be I>urchased (about $80,000). 1I is a line-of-sight procus, us' are ali lhe Ihennnl
spmy "rocesses. 'file equiprnent is complicaled nnd ofien bulky. bUI Ihere afC specinl
IOl'ches for sprnyingthe inside diamelers of. rol1s and lhe Jike. 1'0rches are available
.' thlll wIJ. allowcmllng of Ihe.ID of holes as smalllls 1 in. (25 mOI) in !iiamelcr (Figure
9-25), and thecU31ingclln be as mueh as 30 in. (75 em) dccp inlo li borco The main
. lldvanluge of "Iasma sprnylng ovcr alhcr Ihennal. sprny processes Is conling qualily.
This UdVlllllugC IN l'nllowed ehlS\,ly hy lhe wide IlVlllnhillty of consl1Imlbles. As rncnliuned
in our illlroductol'Y remarks, plasl11l1 spnlying is lhe workhorNc 01' thc Ihenllul sprny
illdusl..y, and il will probably remoio in this role for some lime lo come.
APPLICATION.OF THERMAL SPAAY PROCESSES
WC have dcscrbell lhe rrlltjor Ihermal spmy processes, Wll1lt lhe looks Iike,
and how lhe depasils vary. We wiIJ dlseuss Ihennal spl'ay consumables 111 a subsequenl
. chnpler, bUI a few process consiller:tlions should be menlioned before concluding Ihis
.
A'pplk:alioll of ThCrrTwl Spray Processes
oI' l!termal spI'ay slIiwhlt: SlIbS(rllles.
ti\)II,guidclim:s.
SubSlrates
235
alld
I
Thcl1!1al spruy cOllling can hc applie lo any SUbSll'Ule IluH is IlO! degraue'" by thJ h<:al
1'1'11111 lhe Ihcnllul S[lruy lon:h lllll lhe heu! "!XlIII lhe illlpinlling par1id.:s. This illcludes
lIIosl melais aml plaslics thallmvc 11 conlinuOllS-US': ICIII[lCl'alUrC oI' HhulIl :100"1; (150't:),
GCllcl'ally, most IIU':r11I0SCllilll! pluNlks llre cOflipalihle, One cxtrelllcJy imptil1alll sub,lra(c
fm:lur shoukl hc kcpl ill mind when tlcsigning for lhel'll1111 spruy coalings, 11 is n.:c<:ssary
lo roughl:lI lhe subStrnle lo gCl good conling bUlld. 'l'his roughenillg is usually dllnc
withubrasivc blastillg ubrasivcs such 115 alulllilllllll oxide (OJ'tCII 80 grit), Wilh li
sof'l slcel OI' olheI' sol'! IllClltJ subSlnllC (h:ss tllan 200 BU), lhis w!l producl: 11 surral'C
roughncss greulr lhan 100 lIlicroillches (2,5 fl.lll R.), which is auequnlc for
ullhcsinn. Ir li 60 1'lRe 1001 Slccl is abrasivc blllslcd w11h lhe salllc uhrasive, Ih': mughncss
IlulI cal! hc ohwincd on lhe. sUl'facc JIIay (lI: less thun 50 Illicruinchc;; (1,25 p.Hl O{,,).
aITeets bond slrenglh lO lhe ponl Ihal lIluny IhCfIlWI sprny j<lbbel's I'cfmee lo sprny
hardencd s(cc!s. Uonu coais ctln bc lIscd lo enhatlce lhe bonu oI' 1111:1'111111 sjll'ay dcposit,
Otl hard nUllcriuls. hul lhe bond coaIs !Ire typically 50ft metais anti lhe coul ing eml IOSG
""'Ill! durllhJity Nilllll!y hCCUUN" it hus bl:cn IIpplicd to 11 sol't 111el<l1. Whal to do'/ T,,>,, lO
uvoill thenllal spray on suhstriltes with a ilardllcss grea!.:!' tltun 50 Ime.
Ihcre s 11(1, alternaI!! to sprayng on a hard subslratc, discllss lhe lIpplicaliol1 wilh lhe
spruying vcndor llld use hi.5 judgmcllt on nn llppropriatc surl'ucc prepul'lllioll anti bOlld
cOIII-
Annlhcr FllcllIr lhaI pcnains lo lhe "mure 01' the subslrate is scdion (hickm:ss,
'!llin tubing and fragile puns are pronc to dislortioll dUrlng lhcabrasive blnsling operalon
,md I'rOlil lhe hcal or spl'llyillg, For c!l.umplc, Ihin wall lubcs (1'1lI' roS) can \akl: on li
barrcl shape frol11 lhe heal af spraying. Thc bUI'l'cl slmpc "Jm:k.;d ill" by lhe
IIt:poNil. um on grinding lhe cualing cun pcn\!ll'Ille in the celllel' \lI' lhe 1'011,
Problcl11s likc Ibis can bc solvcd hy andllal'y cooling dul'ng spruyiu!;, TII\: dislurti'J!I
rrolll grit [)Iusling can he lesscned hy using !ow-pressllrc hlasling lcdliliqucs,
The major roinl lo he mude is Ihal rragilc parIS may nl!ed spcdal [r ill
t!oubl, diseuss Ihc parI wilh lhe c01l1inu C\ll1lruclor, .
Coating Evalualion
Th" homl "f lhel'lnuJ sl'l'ay
shc:lr ICSIS, similar lo lhosc IIscd ror
are lIIusl COIlIIlIOllly del\'lH1illcd hy 1<:1I'lk
llllU olhcr 'outilll.!.S, Tllc cmJs oI' Iwu
slrips 01' lhe subslralc unucr sludy are spraycd wilh lhe ucsircd COIISlHllilhk. Til.: u)alct!
CIIUS are epoxied IOgclher, an lhe um;oaled Cllds (lf lhe auhcr<!u as:;cmbly an: I'UI inlP
OI Icnsile lesler 1I1ld pullctl 10 faBure. A good coaling will lUI ;ldhcsivc I'ailllf'c;
1111: cpoxy will fui! "nll lhe cOllling will remain intacto Tllc boml sln:lIglh is fccortkd
"grelltcr Ihan x x X," whcre lhe x 's IIrc the tensile shellr slrunglh oI' lhe cpu... y lha!
was used in the Icsl. The slwngcsl epollics have a lensilc sheul' slrcnglh in the rang':
(I':
n8
/ ;6"' Hardracing Processes Chap. 9
'{ t"
, "":"1
walls, Theopenltoris ou!slde lhe rQom. Obviously, Ihis means rhat lhe coalng process
mus! be mechanzcd. Many lechnques are uscd, including robol devices. Thecomplele
, ""'I
(fi:; spraysystemrcquiresasoundproofroom, fuelgasesandconlrols, purgegasftnd controls,
(,
-,'1' 8 sophisticaled powderfeedmechanism, eleclronicconlrols for ignition, andamanipula-
fiar! syslem.
H'
Delonarion gun coalings cun oflen producc depas!1 dcnsitics Ihal are as high as
(;;::Si
9H percen! orthcorc!icul dcnsity. Almosl IUly Illulcriul can be sprnycd, bul 1hl8 proccNS
(t:Ji' is 1I10s1 widc!y lIscd for spruying lhe "high-tech" coarings, cllrbides, ceramics,and
complcx composilcS. Bond strenglhs are Iypically above 10,000 psi (69 MPa)" and
(::5r,
cn'l!ingscunbelinishedlO very!owsurfuceroughness.D-guncoalingsareonenconsidered.
lhe premier thennal sprny coalings,
( I
( Combustion JetSpraylng This Iherma! spraying process was firsl offercd on li
commercial basis in 1981. 11 is inlended lo be compe.ltive with lhe d-gun process in
(
conting qualily, bul lho spraying equipment can b<I purehased; d-gun equipmenl is nol
solei nn sprnying musl be done ai one ofthe 20 orso cenlers Ihat have the equipmenl.
(H.
The heat ,ource and the carrier for consumable droplels is liconlinuous gas combustion
(,
jetemanling from 11 combusrion chllmb<lrwithin lhe lorch. Thetorch is shownscbemati.
H
cnHy in Figure 9-21. The torch s an offshaol af "rocket lorehes" Ihat are used for
{ A' cuUing ofgrnnile roch. These torehes work like a roeket; lhe propellent is bumcd in
cOllllllcmcnl, und lhe exling !l115es provide lhe Ihrusl lo !ifl lhe rockt. Rocb Ihal
(
cOlllllin W:ltcr fnlclure (cUI) when lhe inrensc hellt from the rockel jel lhe slate
r...
01' lhe moislurc in rhe rocks. In lhe combuslon jel lhermal spray torch, oxygen and a
(A'
rue! gllS. such as hydrogcn. propylene, orolher hydrocarbon gllS, are ignited by R pilOI
Ilmne in lhe combuSlion <:hamber oI' lhe toreh, whieh is ai righ! angles to lhe nozue oI'
the t()reh. The consllmablc lo be sprayed is inlmduced into thc cenleroflhe jel slream
frolll 11 powder fceder using 11 carriergas Ihar is compatible wilh lhe fue! gs mixlure.
Thc cornbustion gas pressure may be iu lhe range of 60 lo 90 psi (400 lo 600 kPa),
Coofant
water
(
(9
Jet
o.,
::;::;,' Fluldi.od
""lipowd.r
I d
(
Comou.tlon ' ""Flii.Jng
I
chomllO' gol
(A
Oxv11'ln I I Fuol O"
<.m.1
MI
)I'jgure 9-11 'fhellmll$I)rnying wilh rucl jCf (JctKotu) proc.esli. Jct.KuIC is arc!!i!'tcrod
I",dclllark <>f Slo(>dy/Dcluro Stellilc Inc.
,.
...miRi!l\i!lllftltl
__9
Thermal SprayProcesses '229
The "ame temperalure 111 'Ihe poinlofpowder inlroduction is ahoul .54(]{)QF (21)80"C).
nleeldting gas combustion jel can have a velocity as high as 4500 ftis (1370 nlls),
fasler lhan Ihal oI' <I-gun, IInd aboul four times Ih!! velocily ofsoun<l in lIir. Pal1iclcs
are melled(Ir mllde plstic 119 Ihey are inolhergas combusHon thermal sprny processes,
anel lheOOnd slrenglhoflhecoatlng18 aproductflhepllrticlc vclocity um! tempcralure,
I)cposi! nre reportediybetterthan 90 pereenl ofIhcoreliclll density. '('hespray
imitem 15 aboul.I in. '(25 10m) In: dlumeler, und lhe coulng dcposilion rdlc c:m bc
abouI 10 Ih (45 kg) per hour. The hlgh eombuslon gas pressures mcan Ihal gos usage
beeomes 11 significanl cosI of lhe processo Oxygen How ralescan be 1000 ft3 (28 (
3
)
per hour. Theoxygenand fuel gas cosls may be aOOul $501hour. '
Sincc Ihis.is arelnlively new process, nol as m;lny consumables have beco tested
for suitability for jel spraying, Tungslen carbidelcobalt cerme1 powders are the mos!
populareOlisumab!es for wear applicalions, hUI lhe has bee!) succsSfully used
foreobalt-basehardfaeings,ceramics,stuinlesssleels,anuolhercorrosion-rcsislanlmateri-
ais. Sonel slrengthsarecomparable lo Ihoseofd-gun and plasma spraydeposits,usually
ubnvc IfI,OOO psi (69 MI'II).
process is known by lhe lrude I1II/11e afJclKolc tlnd by lhe !;l(.mede lenn
"high velocilY combuslion spraying," This proeess produces eoalng wilh bclter den-
sity anel bond slrenglh Ihan olher thermal sprny processesand reportcdly comparable lo
dgun. The advantage over Ihed-gun process is that lhe equiprnent can be purcllnsed,
and it hasan advanlage overplasma spraying processes in Ihal lhe equipmen1 is lower'
cosi. The lirsl jelspraying lorchcs soldfor only li few thousand dollars, unu uplasma
inslllllationmay lherangeof$50,000lo$80,000, In1986,Jelllpraying1l<luipmcnl'
cosI about $30,000:The biggesldisadvantageofIhls'process eompllred wlh lhe mlllure
Ihermalllprayprocessesislhelackofapplieubleeonsumubles.Onlyahllndfulofmateriais'
havebeel!successfullysprayed,andIhereare lilerallyhundredsofconsumab!es avalab!e
for well-ucveloped Ihermal spray processes Iike plasma. A seeond disadvanragcis lhe
sofely requiremenls of con/lning n rckel.type combuslion reaetion wlhin lhe lorch.
'fhe lorch is waler cooled, bUI safe hondllng of lhe fuel gases isaprocess coneem"
1bcfirsl jel lorches used hydrogen fo.r a ruel which caused sufcty concerns. The
jclspraying'prQCess appears lo bc accepted lo lhe poinl Ihal il is now apc:rmanenl pllrt
(lfIhermalspraying, future developments will undoubledlylncreaselheapplicabililY
(Irlhe processo
..; " 1
Are Processos
j
Wire/Arc Spraying Ali iIIuslraled in Figure 9-11, IWQ thcrmal spmying processes
use an eleetrlc are as lhe heal for oblaining lhe moltn drop!CIS Ihal form lhe
thermal spray deposil: are sprnying IInd plasma IIre sprllying. 'nle wlrclarc spraying,
process idenllfied by IheAWS ncronym EASP, electric nre spruying. This process
hlls a 111&101)' similar lo Ihlll (}f oxy/fuel/wire spraying. lt hus bccll in UlIC for m1l11:Y
years for lhe some Iypes ofapplicalions Ils.lhe combustion gas wire spraying proc;ess;
blllbeelluseitusesIwoconsumablewiresinsleadofoneitproducesmuch highcrdeposition
rlltes, Thewirelarespraying lorch i5 iIluslrated in Figure9-22.Theconsumablematerial,
!
--
-----
238
Hardlacing Processes Chap. 9
,. Robulldlnu wllh ""vdo"os;t.,.oftn..l, h.rtl.t..l. br....
bronttlplO 0.100In. thlek)
Mlnor ,hop"",.Infor ae"/iu.ingf1h:lIelllase IUoy luslon
depollllfuI' to 0.030In. lhlckl
Con liauaecl for producllon p.ru,con jpraVmoS!
1>01100 goodlorcmmlcsluplO 0.020In. lhlcl<1
-
Fl.lf8.p,ay
IFLSP)
a conlb...tfo"
- Only lorc ...mlel, for w .,.url_.(UI' lO 0.0201".lhli:kl
.,ProC:""1
G
Premi... eOOll"g. ofhtrdlacfng IlIoyl,corbld..,ce..,m!cs
fUepllalow 0.010in. lhlekl
Slmiln10dGu".usedmoslly for tlIrblde. IlI..pllalow
0.010I", Ihicl<1
Eleclrle ar.
Rebulidlng Iorgo .reuwith'Itell,tnClltly uSlld fo. Alt.nd
lIP"ving
Zn lorcorroslon Ipplicollon. fup lo0.100 I". lhlek)
!EASP)
Are
P'rocessts
P1.stlla IIre: Wldeal ulllllv for .pplylnghardllCing .nov',ropolra,
liP<.v;"g -- prodlH:tionpartI,ctn.prlVIIIft,I.,ceramies,c.,meu
IPSP) Ikpllalow 0.015in. lhl_kl '
IllgUN! '"'"27 Thcrm.1 spr.y I"occnes: IppliI'"n guidelincs.
the d-gun, Jet-!<.ole typcs cfprocesses pmduce lhe coalillg wilh lhe besl bond.
Nelll in (IUnlily uro ItluS1II1I spruys, uit-llHsislclllhunu Spntys. IIntl l!lu u!Vospruycd
frolll silllplc: ox'yacclylcllc lorches J.ilh upowdcr module, which p,rodube lhe c.:oalings
Wil Ihc highesl porl.lsly IInil lhe lowcsl bond slrcnglh. TIle 10yJ-cost loreh, 00 lhe
olhcr hand, excels for applylng euulings Ihal can be spmyed and subsquently fused.
'!bis tlrch Is ulso lhe one Ihal cuo be ;In'unlcd by almosl nny shop. '''U5 Ihere are
:wv:mlugesantidisudvanlugestoeat:'h bUI alI bn\'C l/1.!ir placA l\Ddaliarecapable
apmducing a lhal willll\eetmany I
lI:
li'
Pigure 9-28 iIIuslmles some 11lU! should be done and some things lhal
shculd nol bc done in applying thennal spmy coatings. Amajof'appliclltionrule is 10
" ,;."",:...,4'.'
Application 01 Thermal Spray Processes
Ou
-Fra-_
untrercuf tor
cOlIlfIU !
l'ulco.,II1O In
low-stren
Use lar'owstrcss
abrDsion
S..Icoalil19' fur
clUlrtlical rCSillafh .. 'tJ
PluQ kOYW8V' when
CCJlIlill1J
V
Coar wcat IlUdI
00NI)l
Sprny nround ."d
01.1>011.
Pu!cootinO in ,rcot
uf high $treltl
Subjuctcoati!l!Js to
IlIttorlng
Ael,! onportlOSCO,.IillUs
tor rculstnflcll
Coat in Ct)tI1urs
CO.!lt cuttingtUl!JlJ:j:
239
t\-/
"'11'
'-"
(
J."...",
,"":\I
;1:--../
( ..,
t,-,
t ,-"
1\-.J
I.:,....)
1--" "
l
L..-::
( ,
L---
(
I '""""
"( .
I '-,
".
\,
k"'""
L,
\
.......
,,\-
L
"I
''-.-
(
"".......,.
A
,,"-"'"
)
"-...)
j,
L
" L
..
A,
9-28 Surm: do's"m,r dvn'(s for th\!rmut Spl"ily
",',' "",
:.;; '"
Yl "1'
{
(,.,
>$ l
"
51
.
.
(
g
'1
( , , '
g
a (I'
(,
_1U1.-
I::J
oo 00
( ,"'"
o ( . '
Oo 00
(
" ',' 'I
( P!,
.....-
(
h
al.. ,)'/
;:Qi
n 0._
00
O
o
'I
\,
,g Il
e
J
,
II
-5
rI
t
( ,:"
11 t
".
(
(
..
c
, .
's- { , !- ',,-', .
i
(
1
(P4'
t::
i (
"
j
(
''',1-''1'
('
!
( ..'.",,'.
AI
(
"
I
(
"i:}C}\"
i:-: ....
ri
232
li
I
I
t".'
II
I'
r::;
ThermalSprayProcessas 233
I';
Flgure;"i4 Plasma are apni)'lng of nDf surfue.
carbides), cennets, and composiles. MCltals vary from 50ft metais such as aluminum
and zbic forcorrosionappllcations tocoball-basehardfacing mnterials for wearapplic-
tlons.The mosl popular ceramic coatinga are aluminum oxide nnd chromium.oxide or
mixlun:s ofchromla and slica. These are used moslly for wecr applcatiolls. Ceramics
Buch. as,yttrill-stllblized %irconia, mllgnesium zirconcte. IInd calcill-slablizcd zirconia
are uscd for thermul barrlcr conihigs tln cnginc componcnlR and lhe Iike. Aluminum
oxide and mllgnesialalumina are often used for electrical in$ulation applicatiol1s.The
most popular cermel consumble uscd in plasma spraying.is tungstcn carbidclcbalt.
This malerial ia lhe liiermal 'pray eounlerpart oflhe familiar cemenled earbides Ihal .
areused In cUldog tools and in, awide varlely of wearcomponenls. The composite
onSllquibles are,usually usedfor apeeial,appliclltions. IInd lhey include sueh llllngs as
. metallgraphite powdersand metaVmolybdenum dlsulfide powders. , .
Theparticlesluofthepowderslsapioccssvariable.Thcproperticso(thedeposit
suchas hardness andporollly can be aITected by lhe partlcle slze'andits flowability in
thegun Sylllems. The 'physical. nnd ehemical ofaI"ermal
sPl\lY deposlt may, be diITerent Ihan the properties aflhe "mne material in lhe bulk.
Th!& Is due to faelOrs such as oxideinelusians, porosty. changes in morllhologydurlng
spraying, IInd changes due lo lhe splal coollng eITeel of lhe. powders impacting lhe
substrate. Plasmaspraying has becn 50 ClCtensively lIsed in criticai componenls ,Ihal.
there is a slgnificant dala base onlhe propertles of I11l1ny' dcposits. Coaling suppllcrs,
can he asked lo fumish deposit propcrties if tis 18 important lo an IIpplicalinn. Ini
.general.the differcnces belY{ccn spray and bulk propcrlies ore inconsequcntiaJ. I
I ,Porexample. lho propertie$ ofa PSP dopasit oralumlnum oxide will diITer
slnteredaluminum oxide in suchIhlngs as hardness and eleclrical properiies bcCllusc ofl
lhe deposit p:l\rosity, but lhe diITerenees U"e nol substantiaJ. PSP aluminum oxide isi
" (: <'
'j,
i
10
Hardfacllg COllsumlJlcs
Harqfacing
Consumables
A IIljSlf fac!llr Ibm lhe lIpnliclI!ion 01' hartlfllcing hy I\VCrllgc cIIginecring !Irul
ln:linlCmlnce person"el s lhe lack of knuwledge IIOmII whUI clIn nnd wllllt should be
applied lo 11 substrate tosolvelipat1iculacproblem. 11liscbapterwilladtlrcss lhe fomler:
whal cal !lc applied.
l'he Icrm consumnblc 111 10 dc:;cribe malerials in rod, electrotle, wire, or
J!owcr1",1'"' fordcpllNlion by wcldingor1111 allicdprtlcess.1ncmalerial is "co!lsul\1cd"
by melling ilS it is depositcd 011 lhe surface; hence lhe leml consumable.
Hardfacing consulllllbles fali basically inlo jusl IWQ entegaries: (I)mllterials thut
are :lllpled by fusion lo li substrate and (2) those tha! are applied by thertnlll sprny
processes anti do. require fusion to obtain a substrale bom!. As shown in Figure
10-1, lhe nonfusion malerlals are powders. wirC$, or solid rods af the type used in
some name sprny trches. A wide varlely ofproducl forms are available for fusion
dcposils. A ver)' simplc guiucline to remember regnrding harufacing consumables is
thal lhe high-hurdness cernmlcs cannot be upplied by fusion processes beenusc they
hnve high mcltingpuintsandpoarcomputibilily wilh mostsuhslralesfrom thestandpoint
Ilr slIlid slllubilily. Ccrlllllc8 I\rc uSlllllly ClIlI1pOllllUS ofa 1lI111l1\ IIIlU nnonmel:11. Thc
ccrnlllcs Ihal :IN il111XII'I.1IIt in h:lrdfadng are usunlly carbitlcs, compounds ofcarbon
and li melai, and oxides.cllmpnunds usually formed by lhe cllmbinution .of melai
nnd CcrumiclI clln be opplied by thcrmlll spruy proceSlles, and t!ley llre ofien
lIsl.'d as hard Jlhusl!lI in me!:11 matrixe$. In the latlerlorm. they llre cllllcd ccml\:ls. a
cernmic Iype of mUleriul in 11 mCln\ ml1lrill. Composite cansumubles are cerinets. They
have hllrtl ceramic-lype cOlllpounus embedded in nnleull ntntrix.
242
r
Bareweldrod
Ccramtc JJoWtJer
I
Cool.d 1elrou..
Melul powd",
I
I
:'
powdcr
wi""
I
Ceramic rod
I I
M\,)(al pow.JI.ori
MUlJI wru
I
Matal/ct:rrnet
lIuff,l!uxinU
j
flu... coahJdwr<t
,,'it:urc I()"I ('atq;urll.:s,,!' htlllH'.H..,tng COI{'
Flux COfC
sUItIHhlc!i.
Ilowdoes auserbecolllcfumilillr with the hundresorsp.:cifichnrdlllcing
ables Ihat lit into lhe IWO c:tlcgories nn dozens of product forms'l Tile !lOI
as compliclltctl as on.: might think aI lirst. ThcrtJ nUly oe hundl'cds oi'sJlcdlk hanlf:ld/:g
materiais uvailablc. bul the fusiblc metal ulloys lil inlo IIbOUI lel\ 11110)' SystcllIS, anti
lhe cc:nnCIS that are in wide use fali illilJ evclI fcwcr material
TIle busic s)'stems are iIIustralcd in Figure I ().-2,
. TolIIake Ihings evell lIIor ntunngeablc, lhe Amcricun WcldingSoei':ly IHIS cSlab-
lished 11 hnrdfucing consumable idenliftclltioll system til aI allows ,,!loy idcllli!katiUIl
withoul rcsorting to lhe use of Irade nllmes. In lhe cclllllinder ofIhis V/c will
discuss the AWS designnlion SystcOl ailu speciCtcation for solid surfacing wclding rods
aml clectrtllles (ANSI/AWS 1\5.13-80), lhe spI.'Ciliclltioll for cOOlposite surfacing mds
aI/li clcclmdes (I\WS A5.21-70), anil gCllcrc sp\!cil1culiollll fi)!' Ih\! cCfamic anti
Iypes t\fhllrtlfucing(,:()nsulllllbles. Thegoul or chaplctis lo :m llllJcr:mmding
(
01' lhe av.uilllbJe Iht!ir cht:misII'Y, Ibeir gellcflll lhe :lVailabl
I'ol'llt<.ulld Itow Ibey Hhould bc idenlilied 1111 drawillgs un s(lecilicatjoll5, Tlh;SC all<!ys
LI
I
\Viii bc nlllrricd io appliation in Chapter 11. This chllptcr i:,l lo show wh,1{ is
avaiJuble.
l
L
toJ
'I; I
(,'>.
236
,HardfacinuProcesses Chllp.9.
' \i'""
-1" l . , I . ,: .
ti"..
,
of J2 tci 20,000 psi (82 lo 138 MPa). If lhe spray deposit.eom,es offbeforetbe!'
( ".'.1 ,
.
epoxy fails, (hc"apparent slress ai lhe poinl offailure i,s recorded bon(j :
slrellglh. Anothervcrson ofthis type oftes! is by epoxyingasmal! dumbbell- I
--r
( +7::
shaped device to:a nal lha! has been sprayed wUh,a particuJar,consumabJe, A
spcdal ?umbbcll oi:: lhe coatecj Joading lhe inlensi?n;:,
Iile Pllllmg deVlitl6 epllhraled to yleld lhe load' pre
- ':.'-,
lesls, hul mosl pf tcsls are use<! tJdevelop1consllnllbles'or110 solvoI (
...
(
some pa!1ieular applicalion Tqc normal user of Ihermal sprayed ,eoalinlls iS
j
.__,:T
ollly inlercstefl in a lest Ihal will nol deslroy lhe pa!1 (nondeslruclive cvalualion). l'here .
nre somcsimplc lInd some nol so simple NDEJle5ls.
( .7\'.
Thc simplcslilondcslructive Ihermal spray conling lesl is visual nspeclion. The
H,
lo for are porosily, cracks, adheson lo lhe edgcs afundcrclIls, impllrities'
(
in lhe blisters, and simply spots Ihat do;nol:c!c.1n up in;finishing: 1'0rosilY in
(
IhcrmJl spl'aycoulingss 10 hecxpected,bUllheporosityshouldbeunirormandconsislenl
wirh wh,1I can be achicved f TOm lhe particular processiIhat was used. Figure 9-26 is
(
.. 11 eXlImple of acceptable porosly ina plasma sprayedcermic coaling. NOllee Ihal
(
lhe coatiog is qllilcsmoolh hctween lhe pores. The overall coating muy have a finish
Ilml looks almosl polishcd lo lhe unaided eye, bul wlen mcasured for roughlless wilh
(,' n prolllomcler, il may show aroughness Ihal is higher Ih311 expected. This is indigenous
lo (!lermal sprny coalings Ihal eOllflln porosity. Even lhe very besl d-gul! coulings may
f """,I
only producc a I'oughlless of 20 microinches (0.5 !J.m Rn) because oflhe iofluenee of
porosil)'. Melai cClalings clln achieve a roullhness Ihal ma)' he as I()w us 5 mcroinches
;::J (O,12!J.m R.), bUI lhe hesl Ilnish obluinablc on 11 eerumic cOllling is probably only 20
(0.5 !J.!n R,,) wilh normal sprnying und nnishing lechniqucs. .
{ ..
(
A stllple Icsl Ihal elfObe performed 10 invesligale porosity and the inlcgnly ofli
(
ri
.'"
< .....'
(
P4
(,
(
:' ;:i
Figurt 9-26 """"ityIn " plllslIlIIlltrrfJlcng depu,;! (nluminum oxide) (lOOX).
'.: \ -*'"
;4
;4.
, :;, ''I'.:i' .d ,:
Applicalion ofThermaiSpray Processes
c!laling bnd ig lo Ilpply 11 vnyl lape suehas ducllape lo lhe surf,lcc 1111<1
lhe surface in a pceling fushion. If power pal1iclcs are deposited 00 lhe
slrip il l'WIl
lapc, ih
coaling integrilY fIlay bequestioncd. Anolher vcry lIimple Icsl is 10 lap lhe coadn
with the plantie or wood hllndle of a serewdriver, This lakes some praclicc, bul i
Ihere is a Inck (lf bond unuer lhe cOllting, il will produce a Ihud illslcad of 11 solid
sOllod when wrapped. Anolhcr partofvisual inspeclian s lo loole for or Inele 01
bond ut'lhe end uf 11 deposit, This will requirc a loupe, bUI problems ai Ihc cndor1\
dcpos!1 are o(ten 10 uncuver wilh Ihls lechnique. This sume Iype ofinspeclioncun
oflen uncover contaminllnls in lhe COuljng from forelgn lIIalerials. powcJer
hoppers are nul thoruughly cle:mcd belwcen spray.jobs, IInd it is possible lo have 1\
ceramie deposil Ihal conluins some obvious melallie pUl1elell. l'hcse probablycnmc
fmm li conlllminated powdcr fced syslems, Ilnd Ihey clln causeserviee problems iflhe
COlll!ng islobcused inanenvirmunenl.lhalwillchemicallyallnck.lhemelulcontlllllimll1ls.
The more sophisliealed NDS lechniqucs for Ihermal spl'ny coaling sueh
Ihings as liltrasonics, Ihennul imaging, acouslic emission. aod IlIser holollraphY None
af these are widely used by spru)'ing velldors for rouline sprny In general, mosl
.afIhesc Ilrcinlhe mode, wilh possiblylheexceplions orullrasonics
und Ihermal imaging. Avery dense melai deposI will respond lO ultrasonic IcchniC(ues.
bUllhecerumics unU olhermllerials with lO 10 15 pereenlporosi!y may causeu prohlem.
IrlhedeposI is 11 dense melai, lhe coaling can be Irncetl with lhe ullmsoulld lrullsduccr, .
and iflhe coadng is lighlly IIdhered, lhe bond line will be invisible lo lhe sound wave.
]f Ihere is li void, lhesound will be relleclcd lln lhe cxlcnl oflhe vllid cao!le fllllppcd.
The Ihermlll imalling proeess is based on lhe Iheory Ihal a void IIlldcf 11 canling
will ulcer Ihc Iherlllal ilfusivity Df lhe couling malerial. Hcnl will nol !low Ihrollllh lhe
coa\llgala void ir will ifIhcre ure nu vuids. 1'he substratc is hcalcd such Ihul lhe
pllth llf 1cat riow is from thc subslrule lo lhe coalng. Infrnred imu!!-ing is used.lo ..
lhe heul-Oow pnltel'll 011 lhe coulingsurfaec, A void will cool lIrell.
There s a laser heating method Ihal hcats lhe coadng and lhe heal flol\' from
lhe surface inwllrd' Is mcasured, bUI lhe basie principIe lhe sarne. As mcnlioned
prcvlously, lhe SOllhillliellled lechniques are nol as developed as one hope; on
muxl i, ViSll1l1 inspc<'liun andjudidnus inspet'lit)/lwilh nlouro ;11 lI<kqllitle,
Application Guidelines
We willdiscuMlhedetilsonhowloprnperly!:pecifyIhemlulspruycoutings00'
Illg in ti suhsC(lilCllt Chllplcr; but to .'IIllIllUri:r.C Ihis dixcussinll(111 hurdfncing
wc1ding we will llIeuii()u $Illlle rllcl"'ll Ihlll he kcpt in mind whcll
cmlsidering lhe use ()f thcnnul spruy eOlllngs f(lr producillgwear-rcsislafll surraces..
We have dcscrlbed tl seore ofthermlll sprlly processes, bul il may nol be clear wllen 10.
useoneor lhe othcr. In mllny wuys, they ali do IhesameIhhig.This is true, bul lhe
dI> II wilh dllTerenl spceds unl fueilily, IIntl Ihey producc dilTerenl
coalingquulities. figure9-27 provideslhclIulhor's opinion on where \(luse lhe various
processes. Anolher hardfacing ilser may have unolheropinioll, and 11 coalingserviee
may have anolher opinion. lolerms ofcoalng qualily, mosl users would tgree.lhal
246
HardfacingConsumaples
Chap. 10
Woar ProcellUt .
MlIltttiol PrnpenH:tt
---..-..._.-
Abtulon
liardn."
Gouglng
C.rbonoonlont
PolI.hlng
Alloy conl'"'
C.vllollon
f'I'tlelttrorlon
tillr ph.",.
Llquld tro.IOfI
Compntl""."onUlh
Slurry oro.lon
Ten.lI.""'"9Ih
Fr.uing wear
aelllng
PI..'vltv
AdhOliW wear
M,croltructuro
Impacl"'"
C,y.ul.,rutlur.
Surfe". latlgue
Fatlgu.nrel)glh
FrocturI,IUllllct
.1"Kun 111-1 ..r'1IIlluri.1 111 ."ivlngwuar ,,",lIlcnl'.
Shllpe, or work olher muterillls. The mosl impOl1l1l1t tool rnlllerials llre 1001 steels,
t'llllowed by alio)' stl.'Cls,Cllrbon slcels, cemenled carbide, S!aloless stetls, oonferrous
metais, und Ihen cernlllics. These malerilll s)'Slems are really lhe: basis ofhllnlfocing
and we will preCace our dlscussiall af hardfllcing colIsumnbles by discussiug
lhe material fnclOI1l in Ihcse s)'slems Ihal relute to wear; Ihey arcessenlially lhe salDe
fnclors lha! ure lhe basisorhanlracing syslems;
.,I,p,.:,:qlt
..."
247
Hardfaeing Molallurgy
EI.1Stomfl1
I 1-1n
TI
. . . , .',' \..!M!!'.; .
."'I\0Il'&,
.
Sfl\.'Ctrum uftoul muterials sh,)wing cNthml1eu frcqu\!ucy o(USe.
CarbQo Steels.
CUlton slecls are sleels wilh ur (o 2 percenl curboll anu llnl)' residual UlllOllHIS oI'
olherelemenls, withlheeXCeplionofnluminumorsilicorl,whichisudded fordeoxidnlioll,
and tlIungunese lha! is varietllo increaseSlrcnglh. Thesll s!cclsonnol hp dirccl hardenclL
(br hcnlilll! anel quenching) unlcss lhe conteul s abovc "bom 0.4 perccllt..:!2.-
oblolin flllly hurdencd slnlclure, iI s generally fell Iba! lhe carbIt cOlltell1 should bc
aboul 0.6 pcri.:enr. The'harcllmabilit)' of carbon slcels is vcry low, alld il is C0I11I)10n
praclice lo use low-carbon sleels for parts Ihal will never bequcllch hurdened or for
purts Ih1l1 will be: curburizcd or subjecl lo olher diffusioll for h:mlt!lling.
Medium-corbon sleels, with carbon in the range of about 0.4 lo n.s pcrccnt, cun bc
din:c! hanlcllcd. nut scclioll Ihickm:ss should be kepl below abou! I in. (25 111m) til
assure respullsC lo qucllchlng. 'l!ec:lUsc 01' lheir low lhese slccls
rapid I.jllnching. Irlhe)' ure nol cooledfromlheir hardening telllpcmlurc wilhin sccouds,
lhe hurdem:d sln!ciure,mUI1C/lsiIC, will nI complelel)' formo '111e mpid Ihal
. can\leobluined withselclivehardcninglechniquessu.ch as Ilmneandinduclion1)(lrtlcnill/ol
gels around Ihis pronlcm, and mcdium-cnrbon sleels are olen selcctive hurdcncd whcn
they!Ire useJ rorwellr !lppliclltions. Hgh-cllrbon slcclsarecsscutiallyslcels ;"'ilh e:trlloll
conlent's higher Ihan 0.8 percelll, bul from lhe pruclical standpoint lhe highcsl cllrbou
conlent nllrmnlly ustdis ahoul I percenl. These sleels slHI rcquirc rapiuljllcllching for
!
. "..
,,1'."'.
.,,-I
-.-J
.,.
,r.-.)
,{
..
,
Ir...)
I,,.,.
11,
l
I
.
..
..i
J
',(
\
\
-{,
..
(,
l
i
..
I
('
1
( '" 'C.
\i"1 240 ,HardfacingProcesses Chap.9
'-1'
( . .
nvoid spraying 10 lhe cnds of parts such lhal lhe conling can be subjecl lO chipping in
(
halldUng. The recommcnded approuch is lO appjy lhe coaling in an undercul leaving a
c,",'1 small melul hmd to prevenI cdge chipping. Irunderculs are used, remember Ihal these
undcrclIIs are slrcss cO!l(:entrutiol1s, Radius lhe cnds and pUI lhe underculs on bosses
)'i
whcnevcr possible;
( ,;[','
ficcnusc Ihcrm<ll spray coatings adhere by amechanicnl bond, lhe)' should nol be
,", , -'I
(';.0 IIsed whcrc lhe)' will CXIlt',ricllcc IIIIJlllct, hultcrillg, jJfl<llhc likc In scrvice.,ThcscconlingN
;"'-
IIro strippcd by abrasive blasting; an)' impingement ofIhis lype in service will cause
' "', I
( ....J I,
hond failure, Ir lhe coatings are, to he used For corrosion resislance, remember Ihal
Ihey IIre powus; uppl)' senlllllts und pUI Ihcm 011 a subslmlc Ihal will rcsisl :It1ack.
(:S'::
Avoid hond coaIs IIHII can be allacked in lhe corrodent.
Ali Ihese spmying work besl when lhe guo is nonnlll to lhe subslrate
r
surfacc,Thebonddegradesas lheangleofsprayimpingemcntdccreascs. Ideall)',spraying
( should nOI bc done nl nn anglo lo lhe surFace oF less Ihan 60 degrees. For Ihis reason,
il iN nol lo simly inlo ke)'wllys IInd on Faces Ih:ll are nol n(lrma! 10 lhe lorch
(
Ilozzlc. II shou!t1 also !le kept in mil1(l Ihnl ll1usking orp:lrlS CUIl be expensive, anti lhe
dcposl should be dcsigned 10 minimize mnsking. Maskillg is done with melai shiclds,
,lead Inpe, W(l)i:cS, and a vuriely ofOlherlechniques. Alllhermalspray processcs produce
overspray. a loosefy ndhcred deposil adjacent to lhe inlended deposito fr this overspra)'
is nnarcptnhle on a parI. then speciry musking. Be aware lhar Ihe.e thinga increaso
(
\,:ri
cosI.
last "do nOI" in Figure 9-27 concerns lhe use ofIhennal spra)' coatings on
(
IhillgS like knife cdges [In!! 'die cdgcs. Bccuuse or lhe coaling's mechanical bond and
(;:f:';
its porosi!y, it is extremely diftieulr to make acultingedge from athermal spraydeposito
Thcr01al spray coatings a I'ew mils (75 fl.ml Ihick invariahly chip in grinding kccn 90
( clt:grce <Ir lower-anglc e(lges. Thin carbidc deposils of a fcw microme!crs are often
used in lhe :lt-spruyed ','nnIIH;"n on knifc edges. bul Ihese knirc edges,ure nor kcen
(
!!nd lhe conting roug:hness is lIscd 10 produce a sllwing efFcc!. Some applications can
tolerure Ihis rypc 01' edgc; in facl, Il1l1ny times these sprn)'ed knireedgcseltccl in service.
To end this discussion. Fi-gure shows Iwo shnfts Ihal are coalcd with a
";
I
,
4
(4
,
I
\,
\,
-\ 'l
,.:( ..!liiitimJWUII-'__ ''''. ' ;,. )tj'4b_.,1 I, '.""" .......'...,,"'''...,........m __w..
(,"
9-29 no stcel (whitcconfing i:! 1\luminol1t nxidc;
hllck chrollliurn oxit.lc). ,,1
Chap.9 References
thennalspray processo In thisapplicatioll,thcrmal spraycoalingcornpe!ed with11
afotlJer coadng processes and solid materiais and i! won. This is lhe signiflcance
Ihc thcnmd spra)' processes; lhe)' are an esscntiul [lar! of hardFacng and Ihc)' can
things Ihal cannol be done hy other processes.
SUMMARY
111is chapler revicwcd lhe wclding Ihal are used lo nppf)' h<lrdFacings.one
lheulldcr-ulifizcdsurfuccenginccringprocesses. Mosldesigncrsandcnginccrsure .
with wcling lechniques, bllt as applicd 10 hardfaeing these processes have !lreas
a[lplicabilit)'thlllllrcdilTercnl!lum inusing wcfdingprocessesforJoining.Touse
ing for surrace improvement the mus! specify lhe I)'pe ofproccs's thal is to
uscd. This is oflen nol lhe case in usingwelding for joining; I is usuafly leftto
wclder. The process Clails [lresentcd are illtended lo [lrovidc lhe bllsis for a
process selcction.
111e fugion arc forapplicalions Ihal can toleralc lhe ()f mcllillg rhe
surface oflhe substrale; the nonfusion processes are for IIppliclltionswhcrc !his degree
ofheutng calmot he tolerated. 'rhe fusion processes nre lhe obviClus cundidutes for lhe
henvy-duty wCllr processes, Ihose where wear losses ma)' be measurcd in mflimctcrs,
more to ,processes, where allowablc wenr
lossesmaybe measured in micromelers. WehavedscusS,ed lheadv811111ges anddislldvnn-
lagesafail ofhardfacingprocesses.Thesc faclorS shouldbe ie::alled wheneciding
which surfucc pross to se io increase the sCrVlceabillty ofa particular
pnn. f>l'ocess sclcction is IIn importan! par! oflhesurfnceenginecring processo
REFERENCES
htV1NO, ROlllll'T U.; "JelKolo," Iroll Age. Junc 18. 1984.
1..01'10, PaANK L. orl. T/lcrll1al Spray CIUl/in8s. Molnls Park. Ohlo: AOlcrlcull r.ucCly r"r MelaIs;
1985.
MIlRINCiOW, V. orl. l'Iumnlll S{Jrtly Cotl/lng.v. ,Arlunlu: Tuppll'rcss, 1983.
TAKIlIJ<"III, S. "ANcwly Dcvelopcd Are S(lr.lying Dcvicc," S/lr!ace El/ghlurl1R Ill/emalfll1al.
I,Vol. I.No. I, 1')1\(,. :' .
1'IKKEK.lt.C. "1'1:"lIIunnd !)csnn:lfion GUIII.>cpOshinn Tcchniquc.".inf)('I}()sIIf>ll 'fi!clIIIOI"I:;('s,
for r'ifms /1/1/1 Cm/Ii/IN.f, U. Ihlllshah. cd. f'ark Riclgc. N.J.: NOyCK PllblClllions, 1982.
'/'Ire WrldillllllulIllbook. Vol. 2, 71h cd, Wcldiug Wc1dil11: ",uI CUflln!l, lI"IIZ;IIl!
."dSolucrlng. Miami: Amcrieun Wcldlng Socioly, 1980. '
111e Welding' IIlmdlmolc, Vol. 3.7th cd. Welding Proccsses-Ro$istanceand Sotil! Sluto Wclding
and Olhcr'Joinillg ProceUe8. Miami: Ameriean Welding SocielY, 1980,'
Welding Tmfls 0",1 Definili"".,. AWS A3,0-80. Mlnml: Americnn Wclulng Socicty. 19&0.
250
AlloytII.
Nilridednltralloy tvpe. _____
CerbIJrl2ing grade.: '
4615,8620,.IC.
Filmehordenec! direel
"ardenl""grad ..:
6150. .'c,
-,..
OlroCI h.rdonlnggrado., .,
Ihrouohhardonad: 4140,
4340, 6160, .te.
Mil! h,trt""
lowlloy,abrasion 1
"$I$\8ntIfado.
A,rolled "'gh'",.n91"
'ow-alloy.nn'ad
alloy,,""
Hardfaeing Consumables
Cerboo .1..."
700
Olreel hordeninggrad..: 1060,
600 - 1060, ele,'IhI" Jtcllolllll
CorburlzJ""vradn, 1010, 1020,010.
600
- 400
:100
10-6 ..""", ill rb<IInd nlloy SI.crs,
Chap. 10
, (SloneS)'bonded by enlcn!. When concrele puvemen! _Uni, lhe 510ne8 SI&rt to stand
(Il'(lIId (rum lhe surf'llce, Thcy resisl 'ire,ubolllo" bcller Ihan lhe Cemell' matOI\. 'lbc
sarnc,sor! ofthin! happcIIs in slecls and mllny hardfllcjolol allo)!s. Table 10-2 /isls lhe
nkmc!lns/ituenIS Ihalcan ()(.'Cur in SIOO/S.
111 1l01llilnlcned rerrile is lhe lIIittriJl un the lmr micrucollstlucntll Ihlll
carbchelin lhe013ti'iJl arecarbides,pearlite,undfn.-e cemcntite.111csellIicroconslilttemS
, are hardcr Ihan lhe ferrite rnatrix, and whell Ihey are present'Ihcy wi/l have ali effect
on lhe responsc of11 sleel lo 111051 wellr processes. In lhe qucnch-hardllned condilion,
lhe rnlltriJl will be martensite, anti the harder phase clln be melal,or alloy carbides.
rigure 10-7$howshowsleelswithIh,e sOIle hnrdncsscllflhavedirrerenl wearcharacteris-
TABlE 10-2 MICROCONSTITUENTS
OF STEEL$'
l'I'UlIC
I'cnil.
l'eMUle
Cemcn1I.
Mar1ensil.
M)C] curbides
Mic:robardnus
70-200 HV
'25ll-320
840-1100
500-1010
1'200-1600
Hardfacng Melallurgy
1.8
1.7 ,-
li 1.6'-
'2
i
1.5 I...
't
li 1.4 ,-
a
'e 1.3
j
1.2
1.1
1.0
o ')00 200
-* Low'clrbon.teafs,anneatedOf
norm.lI,ad,
.o. Medlumtohlgh'CArbon ".01.,
ann.a"'" ornormali.o
# Au'lomper. medlllmIn
111,
Ouenchoo'.nd tempon'll
hlgh,clrbon$\1, ."d
soo 000 700
lrJgur 10-7 ofstmclure illld hun1l!eslt ou ubn,w.iun rColIiSlum:c: (u!).:r Zum
251
600
lics depcning on their micrOSlruclure, This ili aver')' importan! concepl becHusc il 19
use<! in mos! hardfllcing aJloys, These)alloys,can havc the silme hnrdness IIS <t cnrbon
or aHoy sleel, but 'they will have signilicnntly dirrerent wear clmrllClerlSlics because
havl! a m<:mslructure Ihal contains microconSlilul!nls thal ulter wear lropC.. In
some hanll'acing nlloys Imvc nlatrixcs Ihal prouce Wl!ar ehUI'aCh:rislCs Ihm
cannol hc expectcd frUlu 11 s!mple steel wilh lhe same hllrdlless. ForeX!llllplc, lhe
chUI1ICICristics of11 slecllh"tconlains 10 pcrcent curbidcs lu 11 pcarlilc matrix will Imve
Jowcr wcar resistllncc Ihan astccl wlh 10 pen:enl curbitleshl iI nllH1cIlsilC IIlHlrix,'
In 5\11l11l111ry, e:u'bun SIt:cJS lIrc no( widcly uscd fuI' h:mmlt:1n[; conslIllI;lbJcs. I>ul
Ihey !Ire cOlnmon substrtllcs for hardflicing, and the principies of what C<ll1 bc dOlle!
with Ihem in heat trellling and lhe principies of their lllicl'OSlItlclUral pllssiblilics are
lhe basis fnr lIluny harfucing IIl1oys.
Alloy Sleels
Thcrc :lrc three principal ways lu Slrenglhell anti hanlen 11 slccl: (I) ctlld work, (2)
1I1loying, (3) ht:at Ircalmcnt. Cold workilig an alloying wurk in ali melai and
hmdcningbyhClIllrellllllentonlyworks(ln somemelais,Theplllsticdefurlllulionproduc!:d
oy cultlw()rkingllll:mlsslIl!ngthcllsby:llm:chanllji{1ordisluc;tlionprouuctjol1ilmll1l1lltipl j.
Disloc.. ,i(IOS llre cJi:<:ls ch.. raclcrll,ed oy 11 linc or mw (lI'al<)I1IS Ihlll is
frum ils normal posilon in the cryslul lallCe. Thc diNOl'llcl'cd cryslal
producc by plnstc deformation smply makes additonul dcl'ormution IlIorc dinkult;
IllUllIS cannUl movI! as easy in a iSlOl1cd ,alumie stnlclurc IIS they l:1I11 in 11
t.,,,,;./
t
I..;.,)
fj
(
,-,-'
'i:
.,,"",
J
(
.:...)
'( tl
a\,)
" ,
.'--'
r fi!
,.::.;
i
(
<.:.>
'i
t<..J
,'\ ,
.......
,{
.'
300 400
Herdna..IHal
---
;
(""-I
w
, .. <--I
"
( '::,-,'
( ,:"-{
"
(
(Fii'-i,
(
(
"""I I"",
(
(;.::):r,
{ .:;-;--
AI
( 'i
200 400 600 ROO 1000 1200 1400 1600 11100 2000 (
wellr processes depend on 11 combinalioll of mnlerial For cxamplc"
Ahsol\ltl hMCh'ie$$ {kg/mm
2
j
_I hardoess by itselfdoes nol control wear. Oamonds uscd for cuuing ofghlss plales in
( !"
20 30 40 60 60 70 lhe manufaclure of phol()grnphie plates WCIII' quite rapidl)', oven Ihough Iheyare our
rlor.kwcll C
hardesl mOlerilll; malerial is rcmoved from lhe diamnnd's euuing edgcs by adlics.ion or
microscopic amouOIS of lhe diamond on lhe shapes beiog cul. On Ille other exlreme,
(..:.?lr
Figure 10-2 Un'"ne... nf'Ccln:m ofhardf.cing con.umliblc5,
sofl gold plntings are ver)' erreclive In preventlng frelling damage even wilh conloel
strcsses Ihal are well obove lhe compressivc slrcngth of lhe gold; lhe gold acls 118 li
;::r
(
lubric;101, and lhe noble oalure of gold preveots lhe formalion ofoxidc products lhaI.
HARDFACING METALLURGY
(
lIre known tn llceelerale frelting dmnllge. Thus mony malerinl alTeeI wear,
Ilnd hardl'ucing alloy 11Ilve beco fonnulnled lo hove R COl\lbinnlon of of
( , Bdore geltin,g jnlO disclIssion ofali the dilTerent hardfacing syslems. we will discuss
lhe mnlerinl Ilmperties Ihlll nrc'knllwn In "freeI pnrliculur Iypcs 01' wcar. I'hirdfllcjng
some 01' the principies Ihal IIrc the basis ofthese syslems, As shown in Figure
ulloYK di> oul work KIIllIJ/y OOCllUIiC Ihey ure hllrd, ur bccuusc Ibe)' hlgh
(,"...,' ,.)I
10-3, hnrdfucing materiais are used for many differenl IIpplications, evcrything from
strenglh. They work bceause lhe)' hllve 11 comblnlllion of propertics Ih:u C;\1l nddreslI iI
r<'Ck to repair 01' lhe clluing edges on smull milling cuttcrs, Thc ihermol spray
urr:lIsed foreverylhingfrom turbincrotors lolinyeleetronicpurts, TIlecommon
parlicularforro oI'wenr. .
( ,:
'fhe best pince lo sturt in discussing Ihc geneml materiais,science ()f hardfllcng
dcnominaior for Ihesc applications is to some (ormsofwc:ar. We hllvc
alloys Is lo revj(\w the solid malerials thal are used in 11/1 indllstrics to resist
Iminy throughout this lext Ihm parts do nol wt!nr; lhe)' wenr by orre or more
!:
Figure 10-5 shows lhe rclalive use or engineering materiaIs for lools, devices lha!
mocics ofwcar, Using lhe same principies, liparticularharclfacing material cannol'solve
i'
;i4.' '.r
'.
i
!
I .ti"1I I
mrr- = ..._,,, :... .._, __"., :ia, ta a*, 1412_ \
244
High-orbon iranl
cJlromlumnlloys
EF.Cr, RFoCr
(""10b.IH,u"aYI
RCner'
( A'I
to
Mangon...$1ealo
EF.Mo, RF.Mn
(
-- !
Hardfaclng Consumables Chap. 10 Hardfaclng Melallurgy
Sinltredhard 'I
cerem/clond[-
.Im,nl.d
c.,bl..
Hardal!
..", /1110101
1
Thermol .pray
c,raml.end 1
TIl.lm31 .proy "",meu
t
meti!h and l)lIoy.s
\--
Hlgh ,peod SIOfll
i
flFe5, EFeS, .nd
toolnI,
Compoltes
flWC. EWC
f-
Olgglng Fo'mln9
1001. di.,
.'
T'lItlal Extruder
1,","1. lerews
equlpm0f11
KnU.
edge.
Crullhlng
H.rmer Pug
.qulpme"t
mil/s mlll. flgur. 10-3 Uoes "f
ali t)'pes ofwear problems, only some ofwear. Thus Ihere I1re quite anumber of
hardfacing materials)'slems;each system hlls asomcwhal different areaofapplicabilil)',
bUllherc IIre some basic melallurgical and materiaIs engineering concepts Ihat wcre
used lO develop lhe hardfacing syslems Ihol we will sllbsequenlly ueseribe,
Whal malerial prnpel1les mnke a mlllerial wcnr Figure 10-4 lisls some
malerial properties,Ihlll are known lo arreeI wear procCN.Ses. Ths llluslralion thal
254
Hardfacing ConsumabJes Chap, 10
TABlE 10-3 CATEGORlES OF AISI reOlSTEElS
CIU!IS
a.S .ylt,bol Oi.crimilUllinll f""ro<
Wllerhhl'denill W Carbon I,lhe mnjor alloyhlg clcmclI!
'"oi
OU hlnlenlulI
(',,111. wmk >r..,I. Me,liulII nlloy .Irbnrdcnind
High carbon, 111gb chrullllum
ShoI.'k lI!$islinS I,." S Medlum carblll, high looghnw
Mold P ....'wcarbun. Sood f.bricubilly
C'1.HI9
Chronlium Iypcs
Hol work luo! Htecb "UnaSlen I)lpes
H401U9 MolybdcnulII lype5
Hial! Jpec:d 1001
{t
MuJybo!num Iypcl
Slccls . .Tung_ten typcs
Sp',el.l.purp ... e1<",' Luw.Uuy Iypc.
Ih.. ocll
Suurce: IIbdb"kl, K.. EIlIt/nurIIlN U .. ttr/als: I'I'O/IIml"I'IIId Stt'tt,'/ltJll. 2nd ..d.
ResrOll. 19M3. .
carbon IImllllloy sl..el8 cven though Ihcirchellllll composlloflsC'1I1 OV.:rlllp wilh thcsc
olher sleels.
TIle AISI for identifying tool slcdsconsisls ora leller prelix to tlenote 11
elass or1001 steels an 11 nurnberto denote a particular ulloy within lhe chlss. Tnble
10-3 shows lhe AISI 1001 sleel cUlegurics. These cUlegories are based on inlended use.
aJlhough ilis "nolllgainsllhe. law"lousea1001 steelfcomoneclllegoryforanIIpplication
oUls'iik oflhiscalcgory. Til.: rule ofIhese sh:cls in hardfacng s Ihlll are USI:d as
hurufac:ing comiuniablcN.Thcy nre lIIostly IIvlliluble in bure rOO .forOTAWIIppliculion,
Ilnd Ihcy uni l1Iost widcly us..:d for lhe rebuilding or lonls Ilnd 101' smuU hardfllcing
apJlIiCulions. We will heU illcuss Ihc vurious clllegories 01' 1001 sleels Ihal can bc uscu
hardfllcing consumubles.
Water Hardening /W) The Wseries 1001 sleels are essenlially carbon Sleels with
improvcd qualilY control in manufocture. rho compoRiliun orlhe alloys ar commercal
imporlance is prescnlcd in Tllble 10-4. Ali Ihese Sleels have low hardenabilily and
require wUlcr 'Iuem:hing 10 nchi.eve u hard surface; thus lhe clil.ss designation W. The
I1lloy willl chrulllium 11lIs 1\ liUlc hCllerhurdcnuhilly dllm lhe olher Iwo 011(1)'11, IInd lhe
ulloy wilh VIUlUiJiUIlI hllN li Iilllo. bcUcr resiSlnncc lo quench crueking, bUI li!nc1ass (lf
fuceis Ihesc materiaisare verysusceplibletocruckingin hardcning. 'nlcyare lhechcapesl
1001. s!cels andlhey are often use<! for massive aUlo body panel tliea. They are vcry
.' shullow' hartlening; In lhe surfaee gels hard nnd lhe core slays 80ft 3nd
lough. W gcries 11Ilrdfacing alloys moSI oft.::n use li.r rcpu/ring Wscri':R lIIols.
Thes steelsdo nOI huve'ally properties Ihlll woill make Ihem suitable as a general-
purpose hardfacing.
i,I
(
t.
Hardfacing M()lallurgy
2[;5
,IJ
(' 1
TABlE 10-4 COMPOSITION OF W
L.....1
SEAIES rOOLSTEELS
( "l
Nominal "'nll"",iIIolI (wl. %)
kv
. \ ,
Type C Cc V
1,....1
-l "
WI n.c.1.4 1. .. ,.,...;
W2 (1.1,.. 1.4 0.25 ( ,
W5 1.1 1).5
1..'....1
. (
I'
Cold Work Tool Steels Tuble 10-3 shows 111II:e dusses ofcul work 1001 stccls.
As lhdrnume these slcels:lrc IIliCd for lools Ihal wUI'kand:shupco!llcrIllalerials
aI ruom Icmpcralurt. or aI tcmpcralurcs lower Ihan aboul 700'P (370"C). Til..: .lcries
slcels (Table 10-5) are 011 hurdening, anti Ihey are characlerized by a ,arbull conlcnl
ofnboul I pcrecnl anti sllmU perCClll:Iges oI' otllcralloying demenls. Th\: ()I anil 0.2
grl.ues :Irc witlcly used for short-run 10015: The norlllul use hurdncss is ahilul'()O IlRe,
anti Ihese slCcJS ure popular beclluse Ihey are low COSI, lo nI'Ichille. ltllll arc nol as
prUlle lu heut-trellling tlislolliun llnd crm:killg IIS :Ire lhe W 1001 sleels. The olher O
areused forspccialllflplicllliolls,anti lhehnrdfacingconsumablcstll<ll Hre prcuoll1j
{
L
nnlely baseu on Ihis cluss \lI'sleels nre likc lhe 02alloy in propertics.
I"
TheAscriesor1001 sleels('ruble 10-6)areuirhureningIlnti thcyare chal'aclcrizcd
\
carbon contenlsofaboul Ipercem, 1pcrcenl molybdenum, :lntl5pcn:cnl chmmiulll.
und molybdenulII lucrel,se Uu: hardenabililY oI' Ihese SICc!S SO Ihul stlions /
up I.i several inches (100 111\n) Ihick: will hardcn wilh airclu':IH.:hing from lhe hartlcning
LL
tempcralure. The A2 grade is almost aSlandard for genernl.purpose tool and die work.
'{
The olhergrudes are motlificulions oI' lhe A2 grude for sllCcial purpuscs. F,ll' cxltlJlple, 1-0
lhe A 7gratle has high cnrbon und vunatliulll conlent lo promole lhe ((l!'I1Jalioll or wcar
Il...
resiSlnnl vUlHltliuln curbidcs in lhe li!l'uclul'e. '111c AIO grade Ims ti WIl!['tlsil(\1I
proJuccs frec grllphile in lhe mkmslrllcllII'e J'()r glllliog rCNislun<:,:.
LZJ
Like lhe O1001 slecls, lhe welding plllterncd une!' ,hi. "I'
aR: lik:e lhe A2 grude in composilioll. ThcNe slcels IUlvcsuflh;<:nt alio)' WnlclI( lu
I,t.l
aU\,w lhe formalion ofhartl second phases in Iheirmlcroslructure. c.lI'hicJt's oI'ChrollliulIl
ulld olherelcmcnls lIre prcsenl lO prolllole abrasion and mClal-!orm:IJI II'C:II' rCSiSlallCG.
LL
-'.1
TABlE 10-5 COMPOSITION OF OSERIES TOOl STEElS
l
)-
(,
"--'
Numinul "'OlUlltiNhhm (wt tHI)
...
TYllll C Mil S, W MI) Cr
OI 0.911 1.00 (UO 0.511
02 (l.'!1l UOO
U6 1.45 I.UO U.25
l
,I
07 1.20 1.75 0.15
._--_......__.
G
(q'.
TABlE 10-1 NOMINAlCOMPOSITIONS DFSOME AISIISAE (a) CARBON STEELS ANO
(,
248 Hardfacing Consumables Chap. 10
(blALLOYSTEELS
r, ,-,'
( )\ anel Ihcy are used for such Ihings as low-cosl saw blades, stcel slrapping, Nominal wl. Ih
AIS/-SAI!
uo(or blades. knves. nnd lhe like.
No. C Mn S Si NI Cr Mo V t> (',
''he composilion of lhe commonly used earbon stcels is shown in Table 1()..I.
(" This hlble idenlilies sleelswith lheAISI(AmercanIronand Steellnstitute)designa- Carhon carburizlng grades
,on system" where the first two letters identify ,the major alloying elements and lhe
f(J08 0./n\IU 0,4 0.()40 ma. 0,22 0.)5
IOIH 0.111 0.()40 m., 0.21 0.331"Wl (
las! lwo digls specify the nominal carbon content in hundredths orapercent. Carbon
/1120 U:20 O.l140lllllX 0.22 'li,)'
slcclsslarlingw'ilh Q "11"IIlloy dC8ignulion conlnin sulfurlo mnkc lhcm frcc mochining.
I'rcc in,,,,hinlng
( "'", '
Curbon anti nlloy Slccls Cllll have a runge of slruclUres; ferrifc, "puro" iron wilh a 1117 0.17 1.15 0.11 0.22 n.35 mnx
I. body-ccmcrcd euhic crystnl S1mclure; pcarlitc, lamellar ferrite and cemcntle (nn iranl 1118 0.11 0,22 0.35 ,"aI"
carhon cOll1pound, PeJe);lIuslellle, iron withafaee,cenleredeub,icslrueture;martcnsite, Carbon .Iecl.,ul=1hnrdenlng ,
O. "
the hard. body-cenlered tctrngonal Slructul'e; and bainite. 11 metaslablenggregalcoffem!e
1()40 0.40 0.65 0.040 mIX '0.22 0,35
l "
/050 0.51 0.65 0.040 max 0.22 0.35 max
r.2)'I and ccmenlile and earbides Ihalare cornpoullds ofcarbonand olherelcments.
J()60 0.110 '0.55 0.040 "",x 0.22 0,35 mal
" (
Froll1 lhestandpoinlofhardfacing.low-carbonsleelsarelhemoslcommonsubstrates
10110 0.82 0.040 max 0.22 0.35 mu
{QI,
for hardfacing,andlow.-carbonsteelconsumablesaresometimesysedas bnildllpmateriaIs 1095 0.97 0.40 0.040 II1l1X 0.22 0.35 mU
.J.Q..gIPIl0rt hardfacing on severely wom parts. The low-carbon stcels have excc:lIc:nt FICO IlllICblnlng
(
we/dability. bUI theslllfurndditions10 the frec maehininggrndes male Ihem unweldable;
1131 0.35 ).50 0.11 0.22 0.35,ruIl
1111 0.41 1.50 0.11 0.22 0.35 mlX
they lend locrackon eooHog from welding temperalures. Anotherr;nportani relationship
( 1144 0.44 1.50, 0.11 0.22 0.35 miu.
oI' cnrbon slee/s to hardfacing.is that, when medium- or high-carbon stcels are used as
Imrilfacing substrates, lhe rapid qucnehing Ihat can accompany arc welding (from rnass (11)
\"
effects)cuncausequenchingcracks. Preheatingoflhesubstratebcforehardfacingreduces
lhe quenehing effects IInd cracking tendencies. Carbon steels with acarbon content in
Nominal eomposldon wl. %
CXCCS5 ali 0.3 percent should be prchcaled (and usually postheated) for are welding
AIS/SAI!
processesl Toe curbon conlenl is nota factor with nonfusion Iherrnal sprayprocesses. Nu. C Mn S Si Ni Cr Mo V I'
11 is well known Ihut the hardness of uslel plays a role in ils wcar resislanee.
( " AIIJ)' alceis. carburlrJng piles
TIle J\rchllrd typ afellualioll Ihnt wns in Chapter 2shows WCllf resistance
4):W 0.2/ ,0.55 '0.()40 max 0.22 ' 1.70 0,50 0.25 0.35 max
10 bc illycrscly PI:oporliol1l1l 10 hllrdlless:
(;Q,: 4(,21) 0.21 0,S5 0.0-10 IlIax .22 1.70 0.<5 0.35 "",x
4820 0.21 0.60 0.()40 0,22 3,SO 0.25 0.35 ",ax,
8(.20 0,21 0.80 0.040 nWt 0.22 0.65 0.50 0.22 0.35 rnU r W=/L
,
H 9310 0.11 0.55 O.04Omu 0.22 3.25 1.20 0.11 ' 0,:15'''''1
whcre W = wcar volume Alloy llcel dirccl hardening .gtadca
k:' constantforlhe trioci syslom 1340 0.41 1.15 O.()40 'max 0.22 0.35 RIU
P applicd l(lad
4041 11.47 1I.8U 0.0411 mux 0.22 mil.
4130 0.31 0.50 (1.040mlll 0.22 0.95 0.20 0.35 mUl
L = sliding distance
4140 0.40 0.88 0.040 mox 0.22 0.95 ,0.20' 0.35 mai
AI
H == hara?css oflhe sofrer member oflhe matng coup/e
4150 0,50 0.88 0.040nlu 0.22 0.95 ,0.20 11.35 !'UH
4340 0.40 0.10 0.040 max 0.22 1,83 0.80 0.2:; 0.35 mu
Fornbmsivc wcursystcms, Ibis cquationcnn hllVC 11 multiplier()f3011 tiie h,lrdness
11.40 11.1111 (l.1l401,"IX 11.22 11.110 n.JS IllU
Ccnl!; !;OIT1C nvcsligutors upply an exponenl such118 3/2 011, lhe ,hardllcss lenn. The
1),110 O.IHO 1U1I1 0.21 II.MII 111"1
rllle 01' hllrdncssis sliI! dchllted. but Ihere is no debate th"! hllrdncss does relulc
U.MK m"l 0.22 0.110 1I.3511111X
to \Vcar. Carbon can hnvc hardflel!ses that range from below 80 HRll to as high 61511 O.SO O.HIl 0.040muX 0.22 0.'1:1 0.1:; 0.35 muX
( i" 115 62 HRC (Figure 10-6). Tbe hh:h bardnesc will jncrease lhe: r.esjstanee cf 8630 0.30 (uro 0.040 mal 0.22 0.65 0.50 0.20 0,35 lUal
86SS 0.55 11.88 0.()40 RIU 0.22 0.5S 0.50 0.20 0,35 mUI
slecls 10 ilHlny wcar processes,. Howcver, hardness is "oi'lhe only fnctor thatdelermines
8740 0.40 0.88 0.()40 IIIIIX 0.22 0.65 0.50 0.35 mal
resistance of (\lese slccls und otner stcels. Microstructurc arrecls wcar in ways
9250 0.60 UI! 0.040 2.00 0.35
,Ihal are not quile IlS ohvious as hardness.
,
I
I
Sleclsilod hlghalfoysarenolhOlliogeneousllIuterials;Iheycontainmicroconstituents
(b)
SOIll'Ce: Iludil!llkl. K., I!lIgillCt,inl/ Malrr;a/" /""pcrfi.. "mIS.I",/;"", 2nll cU.. Rcslon. 198.1. 'lhal make lhcm cOlllposite rnaterll/s. Conc:rclc is composcd 01' aggregute
: :
,
249
,
;ki, '"". _ o_ww 'W "'iPf'T t '
41 ;, iA '4;;;a; .",*;;;$U'
........... .... ;,: I
258 Hardfacng Consumables Chap. 10
arisc with mhcr grildcs uI' tool stcels. llccause urthe Illw curboll content, the)' ure not
par1icuIllrly wearandabrusion resistnnt;pUI theirimpactpropertiespreeludeIhisproperty
deliciency for man)' applications. 1bc$7 compoSition ilused for hardfacing rods, and
someorthe other compositions are uscd for haidfacing rods for repair ofS 1001 steel
... . .
.Mold.Stoola(P). '111c Imdd (Tnblc 10-9)intl,.'Ildl:d furUI)os plnHtic injcctlon
.moldcllviticsand n\old .bllscs. Mos! grades havc vcry low cnrbon content nnd Ihey
. ciuiol. Ire din:cl hardericd.The low-carbon grades are usulIlIy.carburlled. The various
gradeshalleBubtlediffen:nein hardcnabilit)'antipropcrties,with thecxeep-
.tionofPlI, whih 13 prcipitnlion hardened.inSlead ofquench hardened. Type no aI
one,timewas lhe most popularsi:l ror illjcclion rnoldl!l8eayitics. It ia uGual\y supplied
b)'lli.eel mills prhllldened lo 30. !iRe.nnd la used at Ihis haronesa. None of Ihese
composilions.is suitable for hardfucingapplications,bul lhe basic PlO composilion is
sanietlmesu$ed forbuildupconsumlbles.DareI'l)!s areIIvallablctQ matchlhecQmposition
ofsomu ofthe Olher 8mdes. but n:plllr weldlng cannOI usually be done 011 Psleel lools
thhl IUlve bcencllrburi:t.ed; curburlledsleels tend to crllck whcn fusil)ll welded.
TABLE 10-9 COMPOSITION OfPSERIES
TOOlSTSElS
Numi""1 (....1. %)
Typo: M.. Cf NI AI
2.0u O.SO
0.(.0 1.2'
'.IXI
2.25
UO 3.'0
1.10
4.011 1.20
1'2 0.07 1.20
0.111
-
N ().u1 11.15
1'5 0.10
1'6 0.10
1'2U 0.3'
11.40
1'21 0.20
HotWork Tool Steels (H) BOI work 1001 sleels were developcd for forging and
eXlrusiotl diesand olher lools tha! work ar process melais In lhe visible heat range.
Likc the s!eels. Ihese sleels have medium ClllOOn conten! and most halle
chmlll\UJI IIS a IImjor 1I11uyinlt clelllcnl ('I'uolc lO-lO). Thcre ltre Inore gl"udes Ihun
lh,)sc lish!u. whieh are only lhe mosl wiucly use,1 gmues..01' the group, 1111 IIl1d
H13 ;Ire lhe most widdy uscd. H13 tool stecl is a stundllrd ror uluminum and tine dic
cusling tooling; H11 is IIlso uSt.-d (or die clIsting cllvilies, buI il Is also considercd tll be
lui .ultl1lhigh-slrnglh steel. 11 18 used for criticai slructurnl compollenls in nirernft. Mos!
oflhe olhcr grudes !lrc u$cd fQr forging tool8 IInd 101118 lhal work mnrcriuls in lhe red
healrange.TherefructorylI1elal additions10 lhesegradescontribuIuresistaneelosoftenirig
u\ high Icmpcrlltures and lO erosion fron sealed metal.
Asac\assor these1\l31cri:lIs have.::xccllenlloug.hness;the)'baile11 maxinlum
., "
Hardfacing MetaUurgy
TAOLE 10':'10 COMPOSITION OF flOT WORK TOOL STEElS
Nominal ,mi.pusilioll (\\11.
Tyl'" C W Mo Cr V Cu
ChmmiuIII IY!'!!;
1110 0.40 (1.40
1111 0.35 UI! .t()(1 nAU
ft!2 0.35 1.50 1.50 5.00. U.40
flI3 0.35 1.50 5.00 I.{)()
W4 0,40 5.00 5.00
HI9 0.40 4.25 4.25 1.IX)
TIIJlg:stn rYpt:!I
1121 0.:15 :UlJ
1122 0.35 11.00 2.00
H23 0.30 12.00 12.00
H24 0.45 15.00 3.IX)
1125 0.25 15.IXl 4.!KI
H26 0.50 IM.OU 4.!X) I.O\)
MolylKklllll11 lyl''''
1142 0.6U 6.IXf. HlIl -1.00 2.IXJ
2SS
eapahility (lfahout 52 HRC, TIIt!y,CHIl be useJ fur b;tttcring '!lul
they are extremely hardeli.ng. Sectiolls uI' (O 16 i.n. (40 em) lhi<.:k can bt.: uir
hurdCllcd. There are harjdfacing alJoys paltemcd II!'Ier lhl'se und Ih.:....:
c:ollsu!llubles lhu! elln be uscd lo rcbuild these grades ofslccls.
HighSpeedToolSteels(T&MI Thc EFeantiRFegr:lesoI'hlll'llfaeingOllSUlllllblcs
are hgh specd Mecls. Thcy will b<: ,Iiscusscd in lhe ocltl section. Over .lO grades or
highspccdsteelsarecOllun<:rl!ally uvailllble.Tuhle 10--11 lisl, of moreimport<llll
grll(Jes. \111Cse stcels havc uboUI I pcrccnt clIl'bun. IInd the T series h;lvc IUllgSICll as a
major :i!loying elelllenl; lhe M series havc molybdenum lts li nlujOl' alloying cI':lIlclll.
These stt.'els wcrc devclupeJ to havc rcsislnncc to sol'tening whcn are used for
euuing IQols. Culling stecls ai high spcc Ol'lCll gcnerules chips thlll are rcd ,hOI alld 111.:
tip oflhe tool Ihal produced lhe chips also hol. Thcse steels conlain rcfructory metal
additionslhatprovideresislancc10 sol!cningat Icmpcratures in exccssofJOOO"F
Thesc stcels nre very wear resislant. Workinll am oflcll in lhe range
111' hllll (17 IIRe.ha...le!' Ihan IllOs1 otlwr slccls; Therc ar\! hanlf,,,'ing lOIlSlllll,.hlcs
Ihal lllato:h SlllllC 01' thesc hul high-s(lccu stecl COIlSIIIlWhlcs are widcl)' tlscd ror
\lll sorts ofhardfacing applications. They are l;Uvorilcs fuI' dic repair sincc sllIglc-layer
Jcposils are almosl always ai leusl 60 HRC, which is 110t til\! pIse wilh IlHll1y 01' lhe
OlheI' loul slccl consunlahlcs anu hardfncing alloys. 'l
Onc OlheI' class of1\X11 Slccls is lislcu in TalJlc 1U-3, bul Ihesc are weCral-lllll'l
materiais thal urc I'eally no morelhan allQy stecls llIude to to01 81eel qUlllily
They are nol imporlnnt hllrdradng consulllublcs. The 1001 sleel chlsses that wc h'lve
('"
( ."
-:...:.>'
i i
\ ,
j
.,.:--'
t
\ "
-....)
, (
. (
-r
! ,
L
tJ
:r,'.
252 Hardfaelng Consumabfes Chap. 10
< }fi'
fhal h(IS not bcen disIOl1cd h)' dcformulion. This, in simple lerms. is lhe mechanism of
(
Slrcnglhcning b)' colcl work.
f J;::)'l
Alloying wmks in a similar waYi lhe presence ofalloy aloms in nluttice of hosl
atOlIlS inhbils dislocntion ,"otion, which in tum slrenglhens a melaI. L1rge'atoms in
( {:)I an irolr malnx. sueh ns chmmium or nickel, tend lo suhslilule for hosl alom5 and
prnduec bnrricrs lo a/omic mOlion. This is Cllllcd subSIlulional solid solulion. Small
( ..
Jf:) '.' IIlolllS such IIS ('Urbllll lIIulllifmgcll lukc IIp Julticc 1)(lsiliIlIlS hetween lhe Illrgcr
hosl nloms. This is enllcd inlerntilial snlid sn!ution. AlIoy s/ecls (:(lOlaill alloy 11101118 01'
(::;'1,
various Iypes IInd cOllcentralions, and lhe)' are slrenglhcned by soHd Solulitn effeels;
!lU! Illore illlporlllllt is Ihc elltel Ihal these ulloying elemcnls hllve on lhe ubilil)' of
carbon slccls lO IHlrdcn. By mechanisms Ihal are more complex Ihun we cure lo gel
( .0"[
(
inlo, lheaddiliolluI' cenilinelcmcnlslO Nlccls increasesIheirubility10 form hnr<l structures
(
whell Ihey are <Iucnch hllrdcncd. Hardcning temperalures can bc ullcrcd. amJ lhe lime'
A!f!
constrain/s for <Iuenching Dre reduecd. For exumple. aheal Ireuler has 001)' aboul 1
(. n:...., s!:cond lo cool 1340 sleel I'rom its hardcning lemperalure lo lhe bluck heal range 10 gcl . ....
.......i, 1
11 fully hnrdelled surface. The heal Iresler has aboul I minule lO do the same quench
{ . .
on 11 4340 s/ecl Ihal hns lhe snme carbon conlenl, bUI more alloy conlen/; il hus' beller
:P/I,
hardcnablily. IraS[eel has high hardenabilily, il is easier to quench harden; it will
( ,CJ'y
decpcr and il Ilmy IIchicve 11 higher hurdncss. Ifa ver)' lurge amoulll ofalio)' is
Ilddetl lo li stce!, il ma)' ulsu form hard second phases Ihal add wear 10 Ihc
( d'
C,
SOllle commonAISIalloyslcclcomposilionsareshowninTllblc 10,.. 1. Thcimporlanl
( ;:')1
allnyirw clcmclIls Ihm are fmllld in alloy slccls includc chrollliuln, nickcl,
lllolybdcnulll. :md v:mllilllTl. Ali Ihcse clemcnls increase lhe hilrdellabilily of slcels
.;::)1
1>111 to di!'!'crcnl degroes. Mol)"bdonum is lho mos! effcctivc ofIhis group anti nickol is
(.
lhe Il.!llsl effecliw. Silicnn is uscd io incrC:lsc h:ireJlllbilily and lO implll1 loughness;
vunadillJII incl'enscs hanlcnahilil)', relines gruins, and prumoles lhe fornllltion ()f IllIrd
( A)"
carbdc.\.
I " .
As shown in Tnble 10- r, alio)' slcels usuall)' only have frucliona! pcrcenlagcs of
'Ar:
Ihesc alloyingelcmenls. In thcscsmnllomounlS. lhe formalion ofIIl10y.rch, hard sccond
( phllsc!i is minimlll. fligurc showsaIypicnllllloyslcol microstructurein lhe hurdenc
(:olldiliol1 (complelely rnartcnsite, no second phllses). As 11 elass of malerials. alio)'
... ,
Slccls tire widel)' uscd forslrueluralappliclllions: high-strenglh power!ransmissionShllftS,
( ........ '" I carns, gears, Ic-vers. frames. alld lhe like. For wear applications. Ihey are hardencd lO .
(rii !
.Ihl: 1I,,,al of55 lo (,f) OI'lCIl b)' scleClive hllrdening. Somc l!JlIdes ofnlloy "
. sH:d are /lol nnrrnally IISctl in lhe dirccl hardllneo cnndilinn (4615, 8620, t)JlO, elc.).
Thcsc gr:lllcs donol luive sulllcielll enrlmn eillllCnl lo form high (lI! ql!cnching.
Thcy are'uSlllllly ctlrnurized for a hllrd surfaec. Ilnd lhe:role oI' lhe alio)' uddilion is 10
nmkl.! il clIsicr lO !leI lhe hnrd anti to pn'duee aslrtlhger core lhan can be obluined
( t
wilh carboll slcels.
Mllo)' Imrl':lt:ing Illlllerinls IIresimply alloy slecls. For cXalnple. 11 4130 slool
4',) is nvailnble for rehuilding thcpopular meoium-earbon alloy slecls, 4140
.', I.
slccl. anti 4340 stccl. Rot!s tinO eleclrodes wiln Iess Ihan 5 percent 10lal alloy are
tiS gCllcnll-purposc hardrllcings lhal cnn hnve jj dcposil hnroness ofanywhcre from "OOUI
i
rJ .:
""""1'" i, '.
__ .. .._,.,..",!..
HardfacingMetallurgy
Flgury 1l1-li Slnlclurc of"urdcncd And Icmpcred4140olcel
40 to 55 URC. Appendix 111 Isls many alloy steel consumabJes under lhe
imn-buse cOllsurnables. They are aVlliluble /lU bare rod for GTAW wclding, as
eleclrodes, and GMAW wire, and some thcnnul spl'lly are
similar 10 lhe AISI alio)' sleels in 'compositi(ln. The low-alloy c(,)J)lent
I)'pes of consumnbles low cosI. Ther use pnmllcl Ihnse oC lhe
nlloy steels. The IlIcdium-earbon alio)' sleels ofl'er good slrength u'nd abuse
withoui lhe brittleness thal chamelcrizes high II110ys snd tool stools. F\liion welds
Ihesemalcrialsareusuall)'eruckfree. Low-alJo)'hardfacingconsumableshuve
ulililyforapplications Ihalcanno!lolcralelhebrllllenessoflhe hlghallo)'sOf lhe
oflowcarbon buildup consumables.
.T 001 5teels
Figure 10-5shows Ihal 1001 slcels are lhe mosl widely use<! mlllerlllsfortool
Tho handbook dcliriltion of11 1001 slccl iA simpl)'11 cllrhonoralio)' Ihal ii;
hf hllrtlclletl Uml 11 clln hc lis(1 11) wnrk 'cr sllllpc olhcl' 1Illllerillls.
cllrbon anti alloy slecls tlml wc jusldescribcd lil thls delillitiun;lhcy cal! he
are uscd for 1001 applicalions. '('uol sleels nre dfferenl from cnrhon und alloy
even Ihough lhe delinition could include (hem. To.mClallurgisls, lhe icrm 1001
mcals a class ofslcela Ihul are eapablc ofbeln!! hardcncd ;lOd Ihlll are mude'10
requiremenlll Ihol nake Ihem more acceplablo Ihlln carbOIl amJ ll110y !ilecls ror
Theyhavo oollerc1eanlincss; Iheirhardenabilityis oftcnguaranleed:they
eltra inspecton uI mills for dereets; Ihey are often given special heal trealmenls
mlll (spllcmidi7.ulion) lo allow uniform hardening. Thl;ls Ihese sleels are diffcrenl
,-
I
" ;
Hardfacing Consumables G:hap. '0,
I 262 , I
,
, jl
'):' .
.!.,
i
,!
i
1
L
.1'
.1jL"" .0-'10 cemenld arl>idc
IrUCIUro. binder (IIUO"-).
aro forchemicnlllppliclltiOnll(nickelornickeVchroOliumbinder).Because
i:cmcoledcllrbid(:stire mudebypresN compactiooofrowders,lheshllpesIhalareIlvilRble
"are lhos!;: Ihl cao be made in acompactloo dle. Ao extremely large piece ofcurbide
woulil be 2 in. (50 mm) in diameler by 36 in. (900 mm) longo In fact, this size is
abovelhe capability ofmunymanufaclurers. Tlle high volumeuseofcementcdcaroides
15 for cuuing1001 inscrts. Smull wellr parts'are molded 10 shape,anddies IInd punches
are mude froin standurd such as blocks und rounds. They calmOI be machned;
shupes be generulcd by grinding orc1ectrical dischnrge ml.lchining.
. Wc wll discuss lhe spedfic welding consumables Ihat use carbide lechnology in
lhe seclioll on cmnposlcconsumllblcs, oulcsselltilllly thcyare eermets, IUngslcn curbidc
. in mtal binders. The big diO'erence is lhaI lhe carbide concenlrntion is Inuchlowcr,
often as low as 10 pereent, and lhe binders are usulIlly hard metais, alloy slcels, or
hnrd eobalt-base alloys, 111e carbide particles in eomposile welding consunlllbles can
bc as largc as 'Ix in. (3.1 mm) in diameler. The size range for carbide particles in a
cemenled.carbide 1001 is Inueh smaller. fcom I 10 3Jl.1n (40' lo lio II-n.),
(Figure 10-10). In SUlllmllry. ccmc:nlc curbides are very useful for wear applicatiolls,
uml cllmpoMile weldillg clcclmdcs me p"ncl11cd "ncr !lul lhe cllrbidc
purtides are l1luch iargcr: Iheir COIICCllll'utio!l is much lowcr ;lOd lhe bindcrs llre usuully
hunJ 111etllls inslclld or80ft cobal!.
SlainlessSteels
Tllc <lcliniton of II SllIinll!ss stecl is lllJ ulloy of ron. curoun, 111\1.1 chromillln wilh uI
Icasl 10.5 pereenl chmmium nnd lhe abilily for plIssive bchavior. Passivo belmvior or
passivily is lhe.ability qf D material lo rcsis! altack in nn enviconmcnl Ihal is .capabl
e
.,,':
263 Hartlfacing Metallurgy
01' 1Iltuckiug the material. Slainless stccls llre corrosioll n:sislat 111 lIlany
bc.:ause Ihcy IHIV<: li liIm oI' chmmiunI oxide thal prolccls Ihem flO/n aHack. 11'
lhe filln s n:mowd by nbrusion or some other cause, the material C:1Il be lI11acd.
Mos! melais derive thcir corn.ision resistance fronl plIssv.:: wrfuce
liIIIIS. 'fhese liIllIs an:: 011 lhe urde!' 01' 100 ungslrollls (10 x IO""\U nl) lhick,
and lhcy usu;llly rOTm spontnncously in air. TI1C phcnol!1cnon 01' plnys 11 role
In I!llldfllcing lllloys; IIHllly hunlflldng COIlSlIlllUhles cunlain !IIorc lhan 10.5 pcreelll
chrnllliulll. hUI Ihey llTC nu! consiJen:J 10 be stainlcss steds beClIlIse Ih.::y lIslI:dty ha\'c
high carhon contcnlS Ihal inhibit lhe forIllUtl()1l of11 plssive surfacc. Thc sauJc Ihing is
!rue oflhe high-carbon, high-ehmmiuCIl !0(,)1 slccls. Thcy have 12 perecI;! chl'OmiUnl il1
their ClIlIlposittm, bUI thcy ;1fI: 1101 Slailllcss bceausc oI' the high carboll eOl1tcllI. FnHIl
lhe hard-facing uscr's standpoinl, Ihis n1eans lha!onecannolalwnysdependou ubtainillll
.corrosionrcsist.mccfrom lheiroll/ehromiumund olherhighchromiullIhanlfacing\lIlSlIm-
ables Ihal' produce high-hardncss deposils.
l class of nHllerials, staillless stcels are not noted for their wcar
Thcrtl ur" I) !llllllhcr uI' husic Iypcs oI' stllilllcss Mccls but ollly a rcw alloy:; "1'1: l'ldlahk
fur WCUI' lIpplcutions:
Fen"ilic (400 se.r"s. low C): 60 10 95 HRI3
AuSlenilie (300 serics): 60 HlW to 45 !iRC
Mllrlcnsitic (400 serics, high C): !lO IIIW 111 5ll tlRC
PI-! (precipilalioll hardcning): 20,1048 HRC
'111e clllssiliealion syslcm coincides with the lIlcrostruclurcs 01' the alloys. Til.: l'crrilic
grudes ellnllol bc 'lucnch hurdened, and they are alloys of imn, ehrumiulll, anu car!JO!l
wilh urbun IIslIully less Ihlln 0.2 pcrccnt. They are the low()st-<;ust slllilllcss slce!s.
anJ Ihey do HoI have much utility in wcar processos with lhe oxccl'lioll oI' some t'nnlls
ilfcrusioll.Theoriginnluustenili.:stailllesss!e\!! hUlI 11
and 11 percelll nickcl. Thenickcl in t!lese nlloys (lI'OUCCS lhe slnltI\I"". (':lrhulI
contclIlSareusuallyIcssIh:lO 0.1 perccnt. ve,'ycorrosionrcsi,U1nt. blllll\llol'ously
poor-in sliding weur syslems. They are very prone lo galling. They are no! used lor
hardl'acings. bullhe)' arefrcljuenlly usedassubslnuesforhllrdl\lcing. Thcy IHlve exccllcnt
weldablity. Somegrades01' auslcniticsluinlcss sleelhavemangancse uddilions lU I'l:placc
lhenormal nickcllhatis present(200scriesof!!lIslcnilcslainlcssstccls). SOII1U jlroprictnr;
swinlcss slecls wilh high mangllllcs are lIsed ror wcar ;ipp!icutiolls; lhcy work hanJclI,
;ltIll g,lling ICllllclICics bCllcr Ihan for lhe 300 series ulloys. '('/lese high-man!\:lncsc
cUlnposiliolls are not prcscntly lIvailable ;IS wclding cUllsumublcs.
The manensilic stainless sleels are (jucnch hurdcnable, but mosl alll)Ys ':"11'1
1
w.:hcvc li hanlm:ss grcutcr.th:tn lhe lnw rmties)mc. Typcs 440 A, B, and C!llId Iypc
420 can be IHlrdcned li) lloove 50 IIRC, and Ihy Imve in wClIr
TYJlI! 440Cis slundllrd for knives and cuningdllVicllS Ilml UI'e uSI:d in cllrrosivc
cllvinllllllclIls. Tyr!! 42() stuinlcS5 sled !las 11 nmximulll harJncss 01' "lmul 52 !-IRe.
and il is widcly used for plastic injectioll molds. 'I'ype 440C is I\{l( usc as ahardfacing
-!
,{
c'
( -
'"'.J
H]
( 1
.( ,
," ......-
i -:
,
,.
-,"'-"
...
I .
\ '
( ,
J-..
,
:'-'/
.
..
\' '
J(
J .
I
v
-""r
"r
.......
l-
\..;
(.
I
----------
(( :.; ....'' ..;.'
256 Hardfaeing Consumabl(ls Chap. 10
TABLE 10-6 COMPOSITION OF ASERIES TOOL STEELS
(fi'::
Nominal composicilm (wl. '-') (.tI.,
Typc C Mn SI W Mo Cr V Ni
{
I
A2 1,00 1,00 5.00
(
A.1 t:<X1 5.00 1.00
,,-I I.m 2.m 1.00 1.00
A6 0.70 2.00 1.25 1.00
A7 2.25 I.()() 5.25 OS
AH (1..15 .1.25 1.25 5.00
(Wf
A9 0.50 1.40 S.OO 1.00 1.50
AIO 1.35 1.80 1.25 1..10 1.80
(.'
(
(
The D serics Df 1001 sleels (rllble 10-7) are chamctcrized by a composition.of
(.,
nJ abOll1 1.5 10 2 percenl cllr"on and about 12 pereent chromium. These sleels are also.
callcd high-carbon/high-chromium 1001 steels. They are considered to be lhe mosl wearf
l"Csistnnl steels for hlgh-producllon lools Iike punches nnd dies. They are air
hardening in seclion thicknesses as grear as 6 in. (150 mm). Ali these steels contain
<JiJ
chromiumcnrbidesin theirmicrostructurerorwenrresistance(Figure 10-9).Thestandard
( .:
h!,!h-curbonlhigh-chromium 1001 sl,ccl is lype D2. Two grades 01' O 1001 sleels have
(: ,,,",
hi!!her curbol1 for udded wellr resislunce. Cobalt is added to one grade lO pioduce belter
to'softening aI ,elc'valed tcmpcrnlurc, and lhe Illloy wlh vanlldium conluins
massivc vllnllium nnd chromiumcarbides in itH microstructure. The hardfueing consum-
(
ubles thathllve composillonssimilartoIhis fllmily ofalloys aretlsuallyused for rebuilding
-;1It
lools made frolll the D2 alloy.A very importanl aspect orthe A !lnd D1001 stecls is
;;:,
lhe prescncc of cnrbidc partidos in lhe mierostruclure. Many other hardfllcing alloys
nuve "ecn developed that use the concept ofhard second phnses 10 mnke them more
'."..".'
wClIr resistan! than competitivo sUl1'ace trcntmcnts.
..
I lW . ,
It_
i';.1 .
I
Hardfaclng
111-9 Mic"'''ln.clurc ..r021<,"slcel (4(XIX). Tito whlc ""rtides
curbldeo. .
Shock resistant TooI Steels (SI The comlllon cOlllposirioll
classof1(101 slcels is llediulTI curboncontcnl(Tllble I 0-11). slee/s were
for 10015 I/lnt are bnllered in usc, liuch as chisels nnd riveting devices. The S2
with sillcon !lS lhe mnJtlr ulloy lldditiO/l islhe grade oI' this fllmily oI'
Tungslcn is added lO the SIgrade ror wellr rcsislance; S5 and S6 Imve slightly
hardening charnclerislics Ihnn S2, but the 57 ulloy is signilicuntly di ITerenl
olharS1001 stcels. 11 is lheon/y gradeIhnl is airhardening; lhe othcrs areol!
The lIir-hardcning capllblity reduees dislortion in hllrdening, onu Ihis stecl has
shoelc resisloncc cven aI a hardness of56 HRC. The olher grades u.re usunlly
hardnessleveis in lheupperfOr1ic$ (HRC). Theseslecls;lrc llsed when hi'enkllgc
TABlE 10-8 COMPOSIllON OF SHOCK.RESISTANT
TOOlSTEElS
N,,,ninul CUtlOl'O..ilioll (wt. %)
_... ..
Tyl'c C Mil .1 S' W Mu Cf
SI 0. .50 2.50 1.50
S2 (UO 1.00 0.50
SS O.SO LHO 2.00 0.40
S6 0.45 1.40 2.25 0.40 1.50
S1 0.50 1.40 3.25
( .;J'
(
;;;j'
TABLE 10-7 COMPOSITION OF OSERIES
TOOl STEElS
Nomllal cnl11pn::itinn (\lil, ']f.)
Ty,,"
....- .. .. _-- ............
C Mo c/ V CI)
D2
ll3
DS
117
UO
2.25
2.25
1.50
2.35
1.00
UX)
1.00
12.00
12.00
12.00
11.00
12.00
, 1.00
4.00
;I.(X)
.. I
""" "
jl
.
.
266
Hardfacing Consumables Chap.10
1001 slecls lIscd ror cutling lools (drills, lalhe bits, elc.). Thcy are nvuilnble in sl11all-
dilll11eler wires llml are slIilablc ror sueh Ihings as die repuirs.
AusteniticManganeseSteels
Auslenilic mUlIllnnese sleels are /Ilediul11-curhun sleeJs IhuI conin in sumcicnt mUllganesc
tu lilrcc lhe ruOIll tellll'crnlUre slntcturu lo bc uuslenlc \nslead of lhe rcrrltclpcurlile
slruclure that is nomml in medilll\l-earbon steels. Austenite js soft and ductilt" bur it
has qpronOl/Occd nbilily III w()[k hardcn. Anyonc who has ever tried to drill a hole'in
ouslcllitic sluinless slecl with 11 dull drill con atlest to. lhe abilily or uustenitics lO work
harden. A hurdness 01' SO HRC con bc produccd in lhe center af an ottempted drill
hole in auslellic stuinlcss stcel (using a dull drill). The austenltic munganese sleels
rcspond in u similar whe;, uscd in a bllltcring mode. lbc mQre Ihey li[\'impa.:r",\
wilh cos and the like. lhe humcr thcy !leI. The chemical comJ?Osition or lhe AWS
3uslellilic manganese ulloys.yl'C shownin Table 10-14.
Thc diffcrencc bClween Ihese Iwo alloys is sublle; lhe A ulloy has betler resislunee
[(l clllbrittlement than the Il alloy, and the B alhly has a higher yield strength. Emhrittlement
can be a problcll! in lhcse malerials (Figure 10-11). Thc ulIsrenitic structure is produecd
by waler qucnching fram lhe ouslenitizing temperoture. BeheRt;"!! Ihese alloys Cio lhe
hCIII ..fTcclcd l.one or by prcllcating) cun CllllSC ehllngcs in the mctuRll1ble uuslcoilc thu!
......
lowern the impact slrenglh. ln olher words. these OU9'lS should be kc t eool..l!IIli
welding. Embrinlemenl cun oceur in lhe Bailo whe" lhe mal r
aboul (jOOF pISC). The A. alloy reaials embrittlement at lemperntures up lo 8()QoE
(42SC). EmhrjulemeDl eao also Oceur whco Ihcse alloys are PU! 00 cnrboo
/Ilosl suilable substrates are manj.mnesC slcels or RUHtcnitic stninl81! 8leels,
. '111e IIs-deposited hardness of these alloys is uboUI 20 HRC; cold work can ruise
. Ihcir hardncss up lo .50 IIRCdcpcnding on the degcee or eold work. Austenitie mangancse
steels are not corrosion resistant; because. of the embrilllemenl problem. Ihey should
nOI bc lIsed nl elcvoted lel11perllture. As \lne mighl expee,. lhese lI110ys ure extremcb:
dinicult lo machine. 11 is besl lo use lhese olloys as deposited. ......:...... .
The austcnitic manganese hardfacing alloys are used for applicalions where battcring
i3 lhe best dcseriplion of lhe intendcd service. They are widely used for gyrulory roek
cl1lshcrn. for cllrlh loader budet tceth, und ror mnny oI' lhe olher Iypcs 01' equipmenl
uscd in e..rlh OIovin!! and l1Iining. Railroud swilch I'rogs u..e another lypicalllpplication.
In Ihcse al/oys are II10S1 slIitcd lo upplicnrion whcre the Immful'cd "aos will
TAl1LE 10-14 A'WS AUSTENITIC MANGANESE STEEL HARDFACINGALLOYS
1'ypicul
lWI)oI.yer
huruns=slI
C Mil Nl Cc Mo Si l' FI: (IlRC)
tl-t6 2.7.5-6.0 0.5 t.3 O.oJ Ren!. 20
El'cMn1I 0.5-0.9 11-16 U.5 .6-1.4 0.3-1.3 Rem. 20
]'.
:1 I
Alloys 2li7
;",':,>',.: ' . \ '..... ....
't' .' ,.to!.' '"'I ..:' "
. .....,:"",'. ,,)
'iK--"' .. ').. :,1,>-,,' .
',' ...Ui .. J.P ..... , ....,"' I ",t
.;. . : '. : .. ,.,.- - . .. ..i/' \..
I' 'r .1 _.';:". .. ; ."'\. ",,?,. .)y
."\ .. ... . ,...;-.. ..
I ',' "',L' :' . .,1 /r/I,'fi";' '''''3''
.. . '\!. I
,.'. '..:, . .... '. .' r,' 1-., ' ..... !!l
.... , ,'. .', . .... "". . "1':
j
" ';' l' ..., .,t':f.v- ."
t-... ,,:., :. ... 4.:; ( 4
,", C)..,........ -
',.,. I' ,( fi., ,..... \ ' .. ,-,_-.r, ...""m.1
t, " 'lo : ,", "."
",.:t;:. ... ,":r'",Itk:... ,"'''';l'''
,\ :;.; j I, .........
'"','( ,I.;;"i"'...... . , ., . 'fI:.. lo.
.., ?, .:: ,r.,. .... -, . t ',' . ,
l' :.' ...... . -
'.' ., .."".._': \:' .. '1:,;;.... 1:
: r, . . ,'\..r":". t.;';i! \
,:::}{,:' . .' ..
,I., ,'- .. ,,).;W.,!.ll
FiJ.turc 10-11 SICI.:I (KOOX), TIIs: mel! 10 Ilh: kfl is Ih!.! 1I111"111i11
:o:lntl!U'C. Til\!uL'",:dlclikcsi rIH.:11In.! III lhe righl is IIUICIIII'I\:ICdIIIi1/tl'I1!1th: Li\w.!':d h)'"dding,
illlpucled. Tilc ulIslenilic mangullese slecls wOl'k hun!cll and 1I1illinlizc
und material rcmova!. They are nOI wcll suilcd filr Olcwllo-nU'lal WI'ar OI' Cor sn"llchill_
abrasion. The user sh041d also keep in mine! Ihal lhe lower,slrcnglh ullo)'s will nul
work hardeo wilhoul plastic deformation. This menos dimensional challgc. For CXHlIlplc.
ir a .l-in. (6.2-1001) thick deposit is upplied to u subm<Hc, il wil 1101 bCtllnc Iwl'l..l tllllil
it is deformed to probably uoe-hulf of lhe epusil Ihickoess. Ir yOllr appliculillll call1lul
lolcrale lhis Iypc of dimensional changc i11' culd working, Ihese 'all('ys Illlly 1101 a
propcr choicc,
. High-Chrornium Iron Alloys
,[his fumil)' of ullo)'s is a b)'-prodllcl oI' casl-inw rOl/lldr)' hchllill1ll:Y....
people have known for owr 60 yeilrs IIUlLJl11u,\!i.ujW:.ilSI inui wifh 11 sigllilicaJlLllUlilllil1
. or chromium will producc a casling wilh li lurge volume fraclion oI' very hal'll cluol1liul1l_
'jlrhiti(s, Th\! nWlrix 01' imll/chml11illnl irons he :lustenile, r";,,lill:. OI'
depemling on thc :tlloy anti proccssing. MoSI 01' Ihese alloys "ave :I "ar'dlll:ss in \!xrcss
01' SO HRC, and Ihey were used ror a wide vuriety of wcur-resislanl clslings. AI sLllnc
time in the genesis of hardfncing alloys. these typcs or materiais were l11adl: imo hardfacing
onsllDlables. The iron/chcol1liuD1 hllrdfacing alloys eovercd by AWS,designalions arc_
only IWO, bul muny proprietary versions are nvailnble. Thc cllD1positiolls of Ihc AWS
.!!!!oys .. Thcsc nlloys huvc an ulIslcnilir IHalrix wirll hanl
fllrbides ofthe errC. Iype (Figure 10-12). The llustcnitic matrix pmvidcs hellcr
lhn lhe olher possible mutrixes, bltt wilh a sacrifice of matrilC. slrellglh. Thc nWIIClIsilic
r"
,..
--;'
?
..,
( -;
-.J
,
..,j
\, 'l'"
.. ..-J
( ,.
"...y
1 ,
"
.,-..-'
( ,
\ ...
,
r,
' ...
,,-(
,
\
\
.\
iiii
" ..
. pA- - & "/F,,,
w
.. ,., ..'.
( T,
(
( iQ'f
(
J
r
(
( r::')f:
(
(':)1
("il
{'1
(
'.i-..j
(
. "
(
\
('1
(
,
\
i,
.,
Typc W Mo Cf V Co
1>11 0.11$ 1.50 8.50 4.00 1.00
M2 I.IKJ 6.m $.(Xl 4.00 2.00
M31 1.05 6.IKl $.lKl 4.00 2.40
M32 1.20 6.(X) S.OO 4.(X) 3.m
5.50 4.S0 4.00 4.00
M7 1.(1) I. H.75 4.00 2.00
Md2 1.10 1.50 9.50 3.75 1.15 8.00
'fI 0.75 18.00 4.00 1.00
1'15 1.50 12.OIl 4.00 . 5.00 5.00
discussod are importanl as substratcs lhaI are frequenlly h3rdfaced. and Iheir propcrties
are such Ihal Ihey havc becn adoplcd by mnny hardfucng consumable manufaturers
for hardfacing applications.
Cemented Carbides
. =
Thc cOllsllm;lblcN Illll !Ire callt,d "compositcs" by the AWS are bllRCd (lO
Icchnology relaleu to cemcntcu carnidCs. l11is !)roup uf clIgillccring malerialw./ils inlo
lhe clllcgory of ccnnels; n cermcl is n malerial Ihat ia part metal IInd part
CCnllllic. Celllcnlcd carbides tire ceramic materiais, usual!y carbides. in particle fonn
IhuI nrc bonded together with a metal. usually cobalt or nickel. The earbidc5 used in
ccmcntc(lcarbidesarecompoundsofearbol!andtungsten.tnntalum.titanium,columbium,
and OlheI' metaIs. lbcirImrdllcss varies. nut ali are hnrdr:r Ihlln lhe hardesl melaI:
AIlSOLUTE HARONESS (kglmm%1
Hurdcsl 900
Tllnllllum crbide. 1750
Molybdcllllll1 cRrblde. 2000
Tungslen c3l'hidc, 2000
COllllllhhllll clIrhidc. 2100
Tiianium curbidc. 2500
eurbide. 2600
Boron carbidt:. 2700
Tlte most eommon ccmenteu curbide cOll1poslion is tungsten carbidewhhacaball
!linder. Tungstcn earbidc is mnde by are meltinlPungsten and carbon ar by carburizing
tungslcn powdcr. Onee lhe carbide is produecd. 11 is ball milled to make tine powder.
I nsome processes. cobllh powder s put into lhe ball mill when theWC is bcng crnshed.
...."""i! 11* <CF riU', ;'ICfPSfji,J
l11c cobalt bccomr.8 mcchanically plaled onlO lhe powder pllrticles.Thc pluicd powders
are Ihcngruded lo the deslred ,lufraelion, compacled inlo ashape. anti Ihen sinlered.
Thc WC purticles hecomebonded or cemented by dilTusion bonding orliquation of"lhe
cobalt coadng ai lhe sinlerlng lempcratureofabouI200F (109OC).
bc "ny of those lisled proviously, mui lhe binder
VlIry froma few perccnl lo IlboUI 30 percenl. The highcr bindcr
I'wducC'hi!\hcrIUIIl.\hncssCll. MixedellrbidCllure useI! lO pruducedil'rel'Cll1 wClIr-rcsslancc
chllraelcrislics.'l'hcpartieleSllAIInd 0180alTeeiwearI'CldsllUlCCundIllCChllulc:al
propcrtics. Th /Iocr lhe particlc lIize hc grelllcr. lhe IIbnlsion resistance;.Ihe larger
hillllcr cunlcnl. lhe lowcr lhe ubrasion reslsluncc. '(11cre ure.no ngrecd-Io conlrols <1Il
lhe compusilion ofcemente<! carb/des in he UnltedSlates, nlere /Ire 5tandurd grudes
of cemented carbides. assoown in Toblci 10-12. bui lhe C2grade rromone supplicr
may not have the sume composition as lhe C2 grade (rom anOlhcr supplicr. The gradcs
smplydesignatc lhal apa1iculargrade will perfonnapanicularfunel/on. Forexample.
C2 grades are suilnble for machlning east ironsand nonfelTous metaIs.
The C2 composition will be adequate for mosl wcnr Ilpplicalions. A cenienled
carbidewill almostalwaysoUlwearanysteclin moslwearprocesses. They haveexecllent
Ilbras/on resistancc. cltccllent.metal-Io-metal wC/lr resistllncc,. good crosion rcs/stanee,
and good resislance to surface fatigue. They cannot take bauering or bending. 50 lhey
Illay nOI besuitable lor gouging abrasion and impllct wcarsyslems. Corrosiull- resistant
Hardfaclng Melallurgy
The carbide componcnt cao
CO/lICnl cun
260
Hardfacing Consumablell
TABlE10-11 COMPOSITION OF HIGH SPEED
TOOlSTEElS
Nominal cnmposilion (wl.Ih)
Chap. 10
t
270 Hardfacing Consumables Chap. 10
Flgllte 10-./4 Mi,....in,cIIIIlI ..r. NICrC ltilrtlfndn[\: "ulk hl,nlnc Ime: hllh""'.'
..r A (Cr I3(Kl 111<'",,: h.rne uI' U (N! e,,"'clk)., 7(KI htordne .,r c.;
IN! Ixll'idc rh-). 570 IIK.",. 1401IX). '
cOlIsidcred to & vc:ry briule. The C alloys clthibit congiderable checking in lwo!ayer
Jcpllsit8. A dlslinguishing charnclerslic of these nlloys is Ihelr 'case . of application.
,Their Illclting poll1ls are lIe"r 20()O"(l (IOl)OC). anti Ihey wel ferrous and olher sbslrules
I:Jcllr C/UU1 moSI olhe r nohrcrmus hunlflldng Illloys (especlUy lhe coblllt nlloys). AIIOlher
signill pmpcny of Ihese 1l1l1)yS is Ihal Ihey are more tnachnllble Ihan olher hardfncings
aI :t cOIupllruhlc'hnmlless. Cam pUlhs and similar sliding Cl!n bC hardfllccd allu
, IIc.:umlcly ll1:1chincd wilh cemcnleu carbide lools. There are. however. Ihnilluions. Drilling
anti III!lping ,ire csscnllnlly Impossihll!. Muchining can only he unne with opcmlions
, Ihal involvc positivc chip relll'vul. '
TABLE,10:'16 AWS NICI<ELBASE HARDFACING ALLOYS
Typic.1
Iwol.yer
hllruncs.,
(!llte)
C Cu Cr 110 Si, 11 Ni OAW ARC
KNi("r-A 0.3-0.6 1.$ 8-14 1.25-3.25, 2-3 Rem. 35-40 24-35
0.4-0.8 1.25 1(}.l 3-5 3-5 2...... Rum. 45-50 30-45
RNiCr-C 0.5:..1.0 I.()() U-5.5 3.5-5.5 2.5-4.5 . Rem. 56-62 3S-56
ENiCrA 0.3-0.6 1.50 8-14 L2S-l.25 1.25-3.25 2-3 Rem. 24--35
';NICr-!J 0.4-0.8 1.2.' . 10-16 3-5 3-5 2-4 Rem. JO-4S
NiCrC 0.5-1.0' 1.00 12-18 3 .:1-5.5 3.5 2.5-4.5 Rem. 35-56
FllSioll AlIoys 271
Nidel-hasc hal'llfacing alloys ar availabl in wds ror are wddil1g,. ill
oare cilsl rods for are UIIU gas wclding, uml in powucrs for lhennal spray lIlld
applklllion Icchni(lues. SO/lle proprielary vcrsioll 01' lhese alloys are uvailahlt,: in s\Vcal-
on pasles. Thesc pasles can be npplied lo u surl'uce with a vuriely 01' lechniqucs; lllcltling
pllint brush. They IIre Ihen fuseu lo Ih\) subSlrale wilh OAW. As a farnly, lhese
are suilahle for abrasive wear and mCllIl-lo-mcllll w<!llr. and Ihcyme wic.lely uscd 01\
lIull'hinl! Ilull: I'Cquirc 01' hm'dfuccd nrcus. Typiclll 'Ir
Ihis Iy!," uI' :'pl'lkulioll are $ercw JlIllBfl llIul fali illlpdkrs. lIH1dli'h': .wuys.
IlIid lhe like.
Cobalt-Base Alloys
Cuball-b:ISC hanlfacing :tlloys are wcll cSlabJishcd in imluslries lha! rClluir
corrosion-resislalll. am! wear-resislulll surfces. The high chrolniu/lI concentraI on (tiver
20 pereenl) lha! is lypl:al in' lhese alloys producos alloys thal !Im onen mol'C ,'u!losion
rcsistanl Ihan 300 sedes slainles5 stccls. Like lhe nickt:lbuse lianlfacillgs, lhen: are
nluny pruprielary ullo)'s. aml AWS only lias uesignulions for ms lInd Ihrc.: clcclm,lcs
(T:lole 10-17).
Thc firsl cobalt hUl'dfal!lIg alloys \Vere dcvclojleJ by lhe IllIym:s S(cllilc COlllpauy,
and (he Irade name Slellilc is commolllymisuscd as lhe generic Imlne !'or Ihesc uJloys .
More reccntl)',' 11 sccond fmuily of cobalt-ollsc afloys was inlroduced IIndc!' Ih..: traJe
lIume 'l'ribaIIlYiJO. The Trl.laloy nllo)'s ure \:oball OI' nickel-buscd wilh
silicon. uml chrolllillm as lhe major :IIIQyin!; .... Iem(lnts, These h!lv,:
amue use properties os lhe Slelliu: alloys,bullhcy llre very diffcrenl f.ronl lhe
slandpoinl. The comJXlsitions are bulanced 50 lhaI lhe bulk: or the slruewre is li lwrd,
brilllc laves rIH1R\! (Figure 10-15). A laves phasc is an ntcrmclllllie Tllc
laves ulloys hnvc Iwo-Iayerharr.lnesses usually in lhe range 01' 50 to 60 HRC. Thcy are
IllOlll sUild 10 Ilpplicalons Ihul require extreme chemical resistunce.
11le cobalt-basc hnrdfllcing nlloys th;tI IIre similar lo Stcllile alloys! vary in ,';tr!lo"
unJlltngslcn content lo prouuce II110ys with diffel'cnl hllrdncsscs. Thc is "ssclllally
TABLE 10-11 AWS COSALT-BASE HARDFACING AlI.OY$
___' ___PM
,'I'ynk\11
Comp(l$tiul1
-_.--.- hu.nlll\!ss
C Mil W Ni Cr Mo Fc Si Co (I:IRC)
----.-
.........,,--_..
J{("CrA ;1.-6 3 2(,..32 .1 Ih:lII. .IX,.11
RCuCr.1l 1.2-1.7 I 7-9.5 3 26-32 '.I 2 HeH1. 45 49
RCuCr-C 2-.\ I 11-14 :l 2(,-)3 .1 .2 1(,,"1. 1K,5H
/lCuCr-A (1.7-1.4 2 3-6 3 25-.12 S Hem. 23-,,11
IiC,oCr1l 1-1.7 2 7-?S 3 25-32 S Reli\. ).1.-<17
l\CoCr-C 1.75-3 2 11-14 ) 25-32 5 .1.1,
__._.___,,_ __ ___ ,
.. ReSislcrc.J IrutlclIl.rlc of ti", Sluooyllkloro Slclli,e Curp.
J
""
';
J
,."
:.;:...,'"
)
Y
-)
Cf
I '{
I,.
i
(,
\
:264
Hardfacihg Consumables Chap. 10
(/.... COllsul1mble; ir is unwcldablc, and deposils of this material would bc vcry prone (O
'A,! cracking, On lheolherhand, !ype420slainlesssleel is used as a consumable.
( 'l /t has excellent weldabiJily. and il wiU form depos!ts wilh a minimum hardness of50
HRC on mos! weldllble substrales. It is uscd for fusion welding hardfacing of sleel
( ;'(
mil! rolrs Itnd lhe like. Consumables are available in wire {oml for aulomatic welding
A
(GTAW. PTA. GTAW. elc.).
(Ar.,
Tlle pl'cclpitulioll-hnrdcning slninlcss slcels (PU) nre orscmiuuslcnlic
( \7'1' in und Ihey are hardcncd by preclpitatoll cfcopper or alulllinunl .. Some af
f""" .
lhe nlloys CM bc hardened to as high as 48 HRC. bul Ihey are nol nbrasion resistanl or
( .
rcsiSlflllt to Illellll-Io-melnl Iypes of wear, Thcir carbon contenl is Iypically Icss th,,"
" .
0.1 pereen!, 1I11d lhe low-carbon marlelsile slruclurc lhal Ihey hllve in lhe hardened
(
conditiondoesnol resisl moslfonns ofslidingwear. Thereareno hurdfucingcOlIsumables
( "., based on this lllloysyslem, bul lhe)' hl1ve excellenl weldabililyandare suitllblesubslrales
(bffusion weldirig hardracings.
. In surnmary, stuinless slcels are nOI normallyused for hardfacing consumables.
bul Ihc wcldahle grades ofslninlcss sleel are often used as hardfacing subslrates. Type
( ....... '
420Slllinlessstcelis lheexceplion;!hisstanlesssteelis anexcelJenthardfacingconsumable
Ai
(:.
for Ihal rcquirc wcar and corrosion resislance,
( .',.
'::"' ..
FUSION ALLOYS
(
( . Tlw AWS si'ccillc.lIion systclll for hMd(lIdng rods and eleclrodes uses lIIl IIlphanumeric
syslCIl1 11 prellx oI' "E"t'pr elcclrodcs IInd a "R" for bure wire or bare rods.
Dcsig,naling H cOl1sumnble as 11 electtode Illeans Ihal it earri(fs eurrenl,in ,he deposirlon
(cii.r,
--
processo Rods do not normully cuny currenl. Rods ure used In OAW. GTAW. PAW,
( ..
"
umJ lhclike; cleclrodes lU'e IIsed in SMAW, GMAW. SAW, nnd similar processes.
( Thc principal idenliller in lhe system is aseries ()f Ihal are lhe chemical syrnbols
( ,Jl)'- for lhe major clcrnents in lhe alloy. The RNiCrA designales a bare md
,'IH< '.
(R). wilh nickel (Ni) antichromium(Cr)as lhemajorelementscomprising the hardfacing
( "j--(
The "A" sllflix denotes 11 particulnr range ofehemical composilion in a family
""" I
(lf nickcllchrornium alloys. Thal s, several nickel/chromium hardfacirig alloys hnve
( )11'1"
oeen rccognized in lhe AWS specification. anil lel/cr denote Ihese individual
C all<lYs.
Tlt !\ WS liarl'lIcillg systC/11 unly lo high-speed slcel. il'On/
(
l'hmlllilllll 1tl,lIll::ancsc stccls, COhlllUchrornilllll nlloys, nlckel/chrtllnium/boron
alloys. iln compusites. Many olhcr fumilies 01' nlloys, suchlls lhe
,,;;rJ alloy slccls. are commercially uvailaole. lheAppcndix 1!I lists llIany of
( ...
thcsc by Inldc mune, With rcgllrd to product form, the Aws leUcr designnlon syslcm
.. p!.:: i
only ':\lvers rods lIml clclrodes: fusion hardfuclng are niNO nVllihdllc: in powler
(;:\
f'nrm !t\l' sprlly-nnd-fusc upplkatio.n. 'I'hc following discusson eovers lhe AWS nlloy!l';
flppendix 111 ean hc consulte" for fi !!lore complete Iisting ofwhat isnvailablc.
( ,
A
,A":.
A" /.
,A
r '
,.... .......,.",."""",=,w.... _, lO i '...._._... " I , ,
j
Fuslon Alloys
RFe5 andEFe5 High SpeedFiller MetaIs
. .. 'jl
Thc lerm high specd sleel is used in metullurgy 10 describe afamily ofsteel nll()ys lha
IIre characlcri7.ed hy high harducss and exccptionaJ resstnnce losoftening .u! elcvate
The l4lnn hlgh speel.! comes frm lhe dllys oflhe devclopmclIl of thes,
IIl10ys in lhe 1920s. Prior tOlhe intrnductionofIhese llloys in induslry. high-cnrhu
slellls \\lere uscd IIS cuuilig 10(lls. They wcre lIul very 111 duc lo Ihl
frctionul heal Ihat arilles in machining. The advenl orthis ncw famay (lfulloys allowcil
machining 111 rntleh higher specds. Ihus the lerm hgh spee<! sleels.lllcoriginal high-
specd sleelsconlaincd ui> lo 20 pereenl ILlngslcn lo pwmoleresistancc lo heul soflcnillg.
Tungsten is a rcfrllclory melai with a very high meltillg lemperllture; when in solid
slutimi in slccls, il promoies resistance to heat sortening. Anolher elrecl of Ihs IIUOy
addition Is to prornote the formalion o{IIlIoy carbides in lhe microstrucIUrl!lhat irnprove
wcar churaclcrislics.
During World War 11. lungslcn wus rc!ativcly unuvuilllblc.llnd IlCW high-specd
sleels were dcvelopcd thul had molybdenurn, anolherrcfraclory melai, as lhe principal
alloylngelemen!. Mos!prcsenl.day high spcedslcelRconlain both lungslcn and molybde
num for heal 'rcsislancc, chromiuril fr hardenabililY, olherc!ernenls such as v;madiuOl
for wCllr rcsisllnC'), andcobdl forhcalresistanceanel otherpurposes. Thecnrboncontent
varies in lhe. di/ferenl high-specd IIlIoys. bUI mosl conlain IlboUI I percen!. Table 10-
13 lists alloys Ihal have ao AWS designalion.
Two-Iaycr deposils oflhe alloys hnvchardncssin lhe range of 55 to 601lRC.
.They typielllly Jose only IIbOUI /O poinls (Jf hardncss wt,en heatcd lo lerllpCraturcs.as
high IIS 1200"r (650C). Allhough lhe)' cuntuin 11 lurge wcighl fwrcnlllge ofIlll0Yi
Ihey IIre nol conRdcred lo be rusl, chcmclIl. or o"idulolI reslslilllt. Thcy !Ire brlttle,
IInl.! Illachinng in.the IIs-deposilcd condllion s nol possible. This (IImily ofhardfncing
alloys hlls propcr1ies esscllllllly sitnilllr lo lhe prevlnllsly llcntioneJ M and T sedes
TABLE 10-13 AWSALLoyDESIGNATIONSFOR HIGH SPEED STEEL
I1ARDFACINGAlLOYS'
TYl'ical
..Iwo-Iayer .
.
C Mn W Cr Mo v Si r:.. (HI\C)
------------_!..-_--- --_...
Ill'c5-1\ 0.1 1.\1 11.5 51 ; 5 4-I. 1,11 2,5 (1,5 Ri.",., .S5
IU'"511 11,5 n.'/ 11.5 1.0-25 )5 S.,\U !l.H1) n.s IlcuI. 55
"".5-/\ 0.1.. 1.0 11,(, 5-7 )-5 4,..(, 1,0,2.5 II.H Rem. :SS
(1.$-0.'1 0,(, 1,0-2.5 3-5 (I,H1.3 0.8 '\l.!'ttI. .S5
,"nlis lI,hl. UIIO suh""'I".1I1 !t.ht of I\WS ...,ml,..;I;,"" pre rerrudu(;.! by IlCrnliioll uI' lhe
Amcri(;Jlu ,sm,'i!!ty frolU Spedlicllliun fur f)nlid Surfncinlt Ruds $lf,d For IJ
nmplelc Ufiy 01' /\WS 1\3.13-HO. COlllICl I\WS. 550 N.W, tJucnc Rd. 1',0.. Uox
Flllfida. ))D5. 'rclcl'hll"c: J0544,1.9353.
;I'
274
HardfllcingConsumllbles Chap. 10
figure 1()..17 Mlcru.lruclure IIr .Iun.in"m bm_tA hunlr..,ing oll"y (400X,. TIl. d k
orcu.rIunlinuntlcof'l"lr ."'''p"u_lIs. Tbey .lrcngthcn bul have lilllc .lrcel on bulk
bnrdhclI (nutd intk!ntu,in),
Thc slicon bronze 1I110ys are usually sillgle phase. They are nol hnnlenable by
heal Irealmenl, and Iheir wear properties are similar.10 lhe yello
w
brasses. They are
moSI widely used in syslems Ihat involveseawalercorroslon.
The copperbase hllnlfacing covereu by an AWS 1I110y designalion are lisleu
in '!'abl.: 10.,.18. .
Copperalloyhardfacingsarenolreally "hard.,iThisprecludesIheltuseforlIpplica-
involving abrasion. The bras! al/oys are commonlyused forrebuilding such thiugs
as large casl-iron gcilrs. In lubricuted melal-lo-melal applicalion5. Ihey will perfOlm
about lhe same 115 li50ft gray imn. Aluminum bronzes are used for lhe same Iypes of
llpplications, but Iheir higherhardncs5 nnd strenglh allow higher loaUs and more severe
operalingconditions.SiliconbronzesareusedforsuchIhingsasrebuildlngshippropellers.
Phosphor bronzes are used lO rebuild bearings and lhe like.
None.oflhe.' copperbasehardfacingalloysshouldbeusedatoperalingIcmperaturcs
IIvcr <100"[7 (2U<fC); Ihcy llre lO HigniliclllIl mddalion 11\ elcvllled letllpcraturcs
in nir. 1\11 Ihese llre muchillllblc. Thclr chllnu.:tcristicH are similar lU
those ofIhdr wn;ught counterpurtS. The copper-base hardfacing alloys are most suted
lo metal-lo-melai wellr applicationll. They are piso used in $Iiuing systems where 11 is
dC$ired Ihut Olle membcr of thesliding couple be spcrilleial; forexample, aluminum
brollzes llre oflen used for roller chllin guldes. TIle ehuin is very (:xpensive, IInd if ir
rubs ugninsl ahurll ironlchromiumsurfaced gulde, chaln wear will result. When
bascd hardfacings are uscd, the chin Is protCCled.
Copper-base hardfacings are.available in bare rod, smaU dnmeter wire. coated
(/)
..J
(!l
z
o
Ir
UJ
!J)
I%l
te
lU
n.
Q,.
o
u
!J)
lO
...
J
...
lI.t
,..j
i!
m
isa
X:X::I:
l!! ! fll.S: lO? s: S:S: !l!
]J
.
...
i'
J
1
.1
J
"''''
a.. I I I /. I I I I I I I I
cid
00
.o \I"l r" S N N t"'I t"'! It'\ N r.... N t"l N ("t S rI
.",
li
I.
1
II
I O O: O O O ,... O O (;)
N
]
1:::
l-
I I 1I ISiElEl 11
-00000 000
-_M"I:f'V") . OM'1'1t"I
<
00 ooo ___
L2! I: ci :J :J:.J:
Qt"IM
:! I I I I I I I I I I I I I I
I i
"'M
<C< N
j
A
J
t
J
.. (
l
(
( J
{
(
:ma .FusionAlloya
2 Consumables Chap. 10
(41"
TABlE AWS IRONICHROMIUM HARDFACtNG ALLOYS o Tool$l.o"
( "1
T)'picRI
"".nga....110011
.r..:..) 'I,
Iwo-Iayer
( .::-(i
hnrdness
J".,),
C Mn Cr Mo SI Fe
e Coppo,b...alloYf
';1
HF,{'r/II J.7..$,n 2(, 27-<1.1 I, Hen.,
I!hCJ.Al
imm COII\p/l.iIO'
4.H 2/1':12 2 1.0-2,5 Ilem. jJ
( : '1 ..
Cobol(b....UOYI
C,- !
I,. grades have lhe highesl rcsi$lanCc lO t1cforma!ion, 001 Ihey are more prone lo
IhUI1 lhe lustenitic grudes. Olhor h.,dlaclngl.
( ,{);j'A(
JIlii"I '.
Thesc ulloys cun be applied by GTAW, PCAW, SAW, anti SMAW. and Ihcre
( are pt'tlprtlary Ilrntlcs of ronlehromium ol1oys Ihal cun be applied hy almosl lIl1]' oI'
_ Nlck.I,bal8 aIIoYI.
lhe fusitln weldil1g processes. The high chromium content of all'lYs providcs goo<!
Iron/dlromlum Flllura I()-I.l ll"tIBulleC! rel.live
scaling resistance for use ai elevaled temperalures; and Ihey have good retenton of .UOYI ftlonlyl'c h.rdfucing consunlilblcK.
( . .., .. lheirhnnlless1I1lemperaluresup lO IQOOoF (540C). Becauseoflhe bghearbonconlenl,
Ql
lhesc alloys are nOL considered 10 he corrosion resistanl even Ihough Ihey conlain more,
One 01' lhe importanl reasonsfor Ihis is Ihal lhey IIre IImong lhe 10wCNt-COSI hIlr
( chromium than mllny slanlcss sleels. The high carbon prevenls passivily. They dOi
J'llcings. A seeond mason is their overall well1' perfl)rmllnce. Thcy um lIpplicable 10
hnve 11 modicum of almosphcric rus! resislance. Wilh as-deposited hllrdness in excllSS
( ,....,... T..' widc variely of wcar situalions, Illellll-IO-Illcllll wenr, abra&ioo, IInd so OI ..
of50HRC. ironlchl'OmiumalloysarenOI machinable. SomeofLhe proprielnrymartensitic
Thcytiregooclllll,llrouod bllrdfac!llglI11oY8, wilhgoodaVllilnbilllyIIndI:wod Ilpplicllbilil'
(. n
grades cun be unncaled, machined, and rchardened. For mos! npplicalions, Ihese al10ys
are as
( Nlckel-BaseAlIoys
,. ,
Thc AWS allo,Ys combincd with lhe proprielnry grades of mnlchrlnum allo,Ys
II1l1l(c up lhe lorgest frllclion'of lhe 10lnl uliuge of hartlflleing IIl1oys(Figurc 10-13).
( '" This family ofhartlfncing IIIIoy8 hus no wroughl Counlel'pnrt. onu onl)l olhcrCllIl1IllO
IIPI)licntion is f(lr wCIlr-rc.'\istanl oBslings. is lhe principulllllllY sh;englheo;ng 110
hllrdcniog elclllenl.lllc mlllrix in Ihese IIIIoy8 is Hold soluLn slrenglhencd nickcl
(
and wear resslaoce is oblained by lhe formation af hard chromium' !)oride pllases
( ......'1.. '
lhe microslruclure (Figure 10-14), They are nol hordenable by henL lre/ltment
-4.
pre gcnera"y usj')d as depusilcd, Many af Ihesc alloys hllve propric'lnry
( bul lhe IIlIoys cavcred by AWS "lIoy deslsnuloos Ilre sho",n in Tubh, 10..,16. Toe
IIro ahnosl IdcnLiclll in comjJOsition, hUI lhe scemingly sinal! vnrilllins in clIrovn aI!
( h I"'''.'
.......... \! boron are responsihle for lhe chllngc in bulk hardncss frem IIbou( 35 IIncin lhe AI
( .
alloysto as high IIS 60 HRC in lheCaUoys. Thisisduo 10 lhestllidSolUlonslren/!.lhening!
nnd clIrbide crrccI 01' lhe carhon lIIul horon OI! Ihcnickel I1llllrix. Even lhe sorter
IIl10y slill IlIlN 11 sil!.niliclIllt volume frnclilll "rdl(ullliUIl1 lwr(lcs lo pr""idc (
wCllr it hlls nnlch Ixmergcnentl W<.'lIl' Ihml 11 :ltllIy
( ....
.md ICOIpcre<) lo lhe nmlle hllrdncss range.
The physicnl propcrlics of nickelbase hardfncing alloys arc Slllil'lr to Ihosc
nickel. l1lcsc IIlIoys have corrosioll characlcrislics smilur lo oLher nickel-bnse alloys.
They are llO! pnrtieularly ehemicul rcsislllnl, bul Lhey will .001 rusI in lI(lrnml induslrial
envirunments and in ouldoor service. Thcy IIre nOI fcrromagnclic.
Thesc alloys relaln Iheir as-deposiled bardncss aI use lel\lperlllUres up lo about
IOOOF (540C). They cannotbe formcd ai room lemperature. and in general Ihey are
( .
( ..
".
.)
;.; ."
'l'!!>. . . ,....... .
1()-12 MicroslmO!Ur. or u. !'.Cr hllrdr.ciog u!loy; bulk hardns.., 51 !iRe
Whilc gre;"aredcndritic plls!eoit.; tI.rl< ,rc;"conlul. nn. Cr, C1 cnrbjdss.
'I"lr',ry<_'.... ...--"'___"''"_...._........_,.._-_..
Lr
('
;[19
NonfusionMalerials
Hardfacing Consumables . Chap, 10
'278
NONFUSION MATERIALS
ar:.
" l
Thermal SprayPowders LO
.\/
WeldingeOllsulIlllhlcs in lhepowderI'orlllure inm;')'llcelylcnesJlray
(;
anti de.tollllliOIl gUII equipmenl and In jI vut'cty ofOlheI' welding
t..r
plaslIllI IIn:. Tlte jluwllcrs IIsetl in lhe rnl'lllCI' processc:1 are nul fus<.:!I
sul!slmlc. )Jowdel's used wilhlranslcrredm'C plaslllanud UTAWarerused lo ,ali",,,,!!!
II is lhe pUI1)OSC 01' Ihis.8cclion lo discuss lhe charuelcrislics 01' Ihcse
cmegori1.c lhem lo makc selcclion und use casicl'. Wc wiU conccnlfute 011
.r
lhe powlicrs used in lhe Ilonfusioll pmecsscs bceause 01' (heir wider use. ..
Tolhe occnsionnl,uscrofIhcrmlll sprayIcchniques, lhe seleelion ofan <lppropriale ,. ( .I
consurnllolecanbenn a+some[ask;anypowderIhlll cun bemelled wilhouldecomj)osing
L
n
,f, .)
in lheliamecanbcsprayed.Shnilarly,unysllbslralecanocsprayedifil J'csistsJcgrudatiou
ai lypie:!1 subsIrale Icmpcrulures, which are usually Jess Ihan 330F(150C). Powdcrs
te
IIre usulIlly made in lhe runge oI' 5tu IClO ''''111 (0.210 OA lIlils). T!lcy are illlrodu":I:.1
inltl lhe Ihenllul lOreh in 1\ variely of ways, bul 11 fequirclIlcnt (Ir lhe is
Ihul Ihey melt and cun be propelled ai lhe subslra\c 1<) be conlcd. Th!! easc oI' Illclting
dcpends (ln lhe IOf(:h design (where lhe powdcr is introduced), lhe IUllurc oflhe L.C
Figure 10-19 Microslruclure (lOOX). lI.rd curbidc ",,,ti,,.. (round, spongclikc, olocky, etc.), uml lhe Ilmne lempcralUrc. Ali ()xya<:ctylllIlC' (\lrch
:W! stattiug IlrlJud fnun poli.'!;hing wcnr. nas a /lume Icmpcralurc (Ir ahoul 51lOOoF (276()"C); plasma lelllpel"JllIr!l eall hc as higll IC
50,OOO"F (2!i(KJ't), uml dgun cxplosiolls prOllln:.:: ICII1Il<:raluI'CS. oI' ahoul 7000"1'
te
(31170C). Obviousl)', thq pl:.sma 'l,rch is cnpuble orIllelting ulrimsl :liIy jlowdl'l. Some
ceramics could huve Iimile<! sprayublilY \vilh lhe "cooler" processes. Pow<.lcr ..:oatings
I.C
Where !ire Ih\!sc IIml\!rillls use'l Ir pmpcrly upplied, il will nOI bc possiblc 10
are formed by overlapping splalcooled droplcls 01' lhe ,"clt,:d Jlowder,' l\S shown in
de(lllsits. Thus Ihese m:ncrials IIre used.for uppliclllions whcre lhe
Figure 10-20.Thcsplu(s usulIlly conlain some conlumnallls rrom l'c;action oI' the mollcn
'-C
lk:(iusil l'lUl hc IIS('t! us npplied. Buckel Icclh, SllIld augem, and cllulloaing evices
dr?plelS wilh lhe mcdium lha! lhe lIroplels puS'sell thmughon Iheil' wuy to the workpi<!n:.
i typiC:11 flll' Ihese mUlerhlls. Sineelhc malrix is cssenlially sleel with J'C
1rc
SOllle llllll)' llckup frollllhe cllrbide, lhe nlUlriX viill be tho5e of nll(IY slecl;
thi,; precludcs lhe uSC 01' Ihese m;lleri:lls (u.r elevaledlemperalure appliculjllns and for
l."C
Powder
applic:lliolls where eorrosltlll is required, feeder
)
Composite cposits ure nol weJl suitw 10 melai-lo-melai weur uppeations. The
softer 1119
1111
mulrix cun be emded, leavilg lhe.carbide pllrtleles,slanding proud. These
.,C
Jo
hmd particles will aCI IIS an IIbrasivc lap 10 wenr lhe metnl counlerrncc.
...... .... ,
6
r
In summary, composite mds anel elcelrodcs wilh lungslen Clirbele pnrticles IIS lhe
r
-'
..:'\
wear.rcsislinguddilivcIIre uscd for gencralpllrposenbrJsion applieillinns wheredeposils
cal! he leJ't as applieel. ,11CY are somewhal lI'OOblesome 10 use because of lhe risk af
'''"''
I-!IHme Molton
1:... plml' deposils (dissolvcd curhidcs) nud IlCCllUMC lhe IlpCl'lllillg chal1lelcrislics oI'
Toroh PQwder
......
lhe .... IIlVClIliolllll uml cll!elrill.les tire lIslIully bcllcr. '111erc !Ire prllpriehtry uI'
,"-'
lubltr.to
lhese rn:llerillls wilh vanildium anel olhercamides Ihal are evcn hardcr Ihun lhe lungSlen Splat,eooted l.
.....
powder
c:lrbidcs.Somepropl'elurygr.!deshavemnlrixcsOlheI'Ihunsleel.SleUileIypesoC mnierials
and nickeVchmmium are used wherc corrosion resislunce ls 11 faclor. As a
I"IR"" Jo-ltl Schcll1nlic oI' NI".Y 1I1\1'l>hulugl'.
C);1511, 1111 lheeomposileconsumablesa.re suiled 10 severeserviee appliellliolls where
(""
lhe 11Illre ellllvelltional consumablcs havc proved 10 be inadelluale. .
("'"
(.
i''''
e
. . . \ I
,_-t
I, (.
(, l--,
(
( .
(l,i
c'"
(-(
1-1
( ,
( -
1
),-
( "
(
{
",'1
( '.
( tt:1
l.l
(
(kl
(
\
(
lI:
(
i;-:
( ,
k:
)j:;
)..;
il&:;P
272
H/lrdfacingConsumables Chap. 10
.Figure I()....IS MknHllnu:lureof liInVCll
plms. "ardf"dng ,,1I!ly (Trihalo)' TXIXlI
t4CX)(). T"" Iigol.""'" are IlIIr interlUe-
compoundn wlh ;1 :;folt:hirHclric
Il( AIl:!.
<:ol1all slrcnglhclled by chrol11um anil IlIl1gslen. Thc wear rcsistance 01' Ihese nlloys is
enhallced l1y lhe rnrmutioll or carbcles. The high chrolllum ennlenl lends primarly lO '
lhe fornwtinll 01' chromiuln curnidcs (Figure 10-16).The shupe. distribuliol1, nnd volume
rmction oI' lhe alloy <:urnidcs is n l'1If1CtiOIl 01' lhe lllloy composilion and dcposition
Icchnique.
Tlle abrilsion resislilflce (lI'lhe th rce hasic AWS a!loys incmases willl carbon content
and hmlncss. The hardcr nlloysllrc more pronc lo cracking Inau Ihc A'.alloys. and
Ihus 'Ihcy nre less used. Thc A alloys nrc widcly used lO producc wcur-resislanl areas
on JOO s{ilinless chclllical-proccssing eqllipll1cnL The cohall-huse hardCncing
Figure 10-16 RC"CrC nlloy; hulk h.rnc. HRC, h..rdllo" or
A. IIK ,,: h."lncs, "r n. HK.",: (..mine., .. r C. 600 HK"".
"
(9ll0"C),
Copper-BaseAfloys
of lhe Roekwell C sea/e.
lllve a hardness
hlll'llt'lIcd. '111cy IIrc IlS
1!)-I7).
is 11
'2j
alloys are mIl IlIlrtlcncd py hca! Irealments, antlmost do nol respond 10 ulll1calin
111cir room ,Iemperalure properties are mainlained in use, lemperalu rcs up lO aboul 12UO'
(6S0C). These 'ulloys are considered to be nonmaehinable. The A Iypc ulloys cllli
Jalhe lumed, but grinding is usuuJly lhe only uppljeable .mnehining processo Thcir hig
chromium Conlen! provdes. good oxidllllon resisluncc UI lelllpcrlltures up lO "1800
'.
CU/!II!t-basc hurdJ'ucing ulloys hUV bcclI Inlnduslrinl use for nvcr Sllycurs, 111,1
Ihey probably wiU lI1ainlaln Iheir illlily in lhe hllrtlrucing fie/d for IlIrllly more years
TIlc.ir biggesl advllnlagc over (llher hardfllCing alloys s Iheir corrosion and oxidalio
resislnnec, They 'arc expensive compurcd lo olher Ihus thcy IIre bosl use'
where Iheir uniquepropertles ore really needed. They ore IIvnilnhle in hure rod fo
GTAWand OAW deposition, in eOllledelclrodc fUI1l1 lar SMAW, in wirc form fo
GMAW, FCAW, SAW, Bnll PTAW,nnd in powdcr fonn for Ihenn:11 spruy processes
Thcy havo wide ulilily in lhe chemica/ process induslries for Wellr und corrosion-resistiul
, paris and In Ihepowcr industry ror levnled-Iompemlllre
Copper-base aUoys have been used for cenluries for wel!r npplicUl ions, bUI Ihey onl
rcsisl tertain fweur. Copper ulluys IIre nol aI ull rcsisUlIllto sCflllching llbrpsion
oul lhe)' do perform sUlisfaclorily in ccrtain melallo-melal wcur syslcllls. und Ihey uf9
rcsislanl lo cermin fornill of corrosille wear sueh IIS Iiquid cmson. ' ,
Coppcr.bnse hardfaeing alloys generally til Ilo four alio)' groups:
I. Brosses: copper/zllle 1l1l(lyS
2. AluminuJ1l bmnzcs: coppcr/:llulllinum/iron IIlloys
3, Phosphor bron1-cs: eopper/tin/phosphorus 11110)'8
4. Silieon brnn7.cs: copperllin/silicon
The brass hardfncing nllllys ore sinldc-phasc s;,lid solutins (lf 'l.illc in c()"l'e.r.
They are 1101 lum'lcnuble b)' hoal,lrcllllllelll, Ilnd Ihcit hardness lhe Mn!'!
' . .
Alulllinulll bronzes ean bc quench hurdcllcd lo 11 Inllrtcnsilic slruclure'lllnt can
118 high IIS /lRC. "he ulloys.llre usuully nol
tlcjltlsilcd,lIud lhe vllrics wirh lhe nllHY
The phQsphor bronzes Ilrc hurdcllllble by heal lrealmellt. :1011 thcir bulk I)urdllcss
is similar lo Ihul Of lhe brass nlloys. The lin in phosphurbronzes is rel:llively lnsolublc:
in lhe copper mntrix; when lhe lin eoneenlmlion 'is exceS5 of aboul 3 perccnl.
tendeney for lhe "exlra" lin lO forol 11 secondtin-rich phaselhal is IIllleh hnrder
Ihan Ihe,mlllrix. This is one rellson why phosphor hl11llZCS elln prodlleewcar on maling
50ft sleel surfoees. When bronzes are used in mellll-Io-Illelal slid!ng systems. Iheeounter-
fllce should have a hlll'dness of abouI 60 tiRC. 'l1ls is al50 lrue wilh aluminum bronze.
..
2112
Hardfacing Consumobles ChaJ).10
Nickll!ehramlum
Co/CtfW/Mo
,SlllnlmIlftll
Bro",..
Copper/nlckel
S,I. (hlgh and Iow CI
Mo/F./NI,
Tltanlum dloxlde
Alumlna/.lllca
BN/Bron" Chromium oxide
Nlck.I!Oraphhe
AlumlnR/U'a"la
,Alu'l1lnUln/Oraphlto Chro",la/U,a"la
Alumlna/Nickal Zlrconlum oxidfl'
MgZr
2
NIAt Iron/molybdenum Nlclcel alumlnld' M.gneslum zirconl.1
WCINiAf Ct/A2/MolNl Alumlnu'n/NIAf C.Jejum ,Irecost.
ZnO,INI/My O Mo/AfINI Boron nl!rld.
S,a.I/A2/Mo/C Chrornlurn carllldl
Sflcclnon, '"r Ix,wdCI1I rllr IlIcrmul ."my "l\X!c.,c.
lIH1kelhc cOlllposite. Hal'elfacing pllwderCUluposiles nre mal/c from lhc physlcallllill.lurc
in lhe dcpusil orelil1'cring rmllerial They ure nOl ullys. The forlllalioll 01' UII
alloy relluires rusionond soliel /lolution ofeliffcringelements.111e olhcrcomposilcsySlclll
lislcel is 11 physicaJ mixlure ofa relalivcly high IllCltillg poinl plaSlic, polycslcr, Ullel H
melaI. Tlle fimll categorylisled, inlermctaJliccompounels, bcpUl unelcrlhecalegory
orcerunllcs hccause mllny inlcrrnclullie eOlllpounds hllve propcrtics lhal nre lIIore likc
cerilmics ihun metols. By definition, in intermclallic compotlnd is acompounel I'orlllcel
by covalent bonding ofdilfering metal aloms. rhe internletollic lhal is most important
in lhimnal spraying Is nickel uluminlde, NiAI. HIs o50ft,'duclile material wilh melullic
appearance. Hiswielely useel asabondcoai rorsproyingofothcrwear-resiSlantmalerials.
II aelhcreS to many substrutes beller lhlln hllrel coatinga, and hard coalings adhere bClIer
tu lhenickel IIlulllinlrle (hlln Ihey du lu dinkult-llIellul Hllhslrnles HIICh ilS hurd sleels.
MostofthcspeeillepowdersyslCIlIS Iisted in Figure 10-24ure not nsingle powdcr
but a fnmily ofpowdcrs. There are many nickcllchromiunl a/loy powder fonnulalions,
rnany tungslen corbide frmulalions, many types ofalumina (they vory in particle size
and the.like). Thcre are simply toa many speciflc powder consumables to discuss each
sepai'lltely. In neldilion, mariy of these are scldom.used. To estab/lsh a repertoi!'\: of
useM powderconsunlllbles, we will discuss only' lhe mosi wldely u8ed powders.
. Figure 10-25 is nn cstinulIe(lflheeurrcnt relntlvc usugc 01' lhermulspmy powdcrs
for wear,appliclllions. 'Ine puweler syslems in lhe circlcs llre lhe mosi wielcly used
Nunfusion Malerials ,.c-/
"""
....,
..
,
. ....,
-,,'-"
, ( ..... .
, t
',j
){:
_ ( '"'J
('"
I
.'" ,..;
r--",
lI..
i "
....
Figure 10-25 E:uirmHcd usug.c in lhe'Unih!d SlulC:i uI' IhcfllIill sl'ray 1111
.' ",V'
wcur oppliculions.
syslelllsinlhc111lls1 il1lpurtanlell(cgorl:s. We wiii ille,,,,did ,'::ii::::e:lI:: (
,.\..,;;
011 each oI'lhe olher culegoric::s.
\
Metal Alloys Nickcl/ch"omillfll alloys whcn applicd as Ihcl'Ilwl spray coaiillgs L::lIl
,
havc hurdnesses in lhe runge (lf hard eleclroplales, >50 J-1RC. Thcy havc IIlilily lS \
wear-,lInd c(lITosiun-resisl:lIll surfacc!5 011 wch lhings as papcr l1Iill 1'<)11:,. Cob,,11 allo)'s
silllilar lo Slllile are uscell'ursimilar we;,r- anel currosioll-resislalll aPI\lic:lliulIs, i\ll1losl
<....
ali typcs ofsluinless sleels aml corrosiOlHcsistallt nlloys sueh ns Ihc II::slclloys can I>e
sprayed. Tire usual applicaon is for rcbuilding cquipmcnt useel in chclllic::1 scrviec. 111
such cases il is dcsirablc lo mulclr lhe composilioll 01' lhe will\ 11 Ihd'lllul
\-;
spray rebuileling alloy. I3ronzcs and copper alloys are ,useli for bcarillg applic::liolls.
Iligh- anel low-carhon sleels ar sprayed for li widc varicly 01' upplkatiull,), iJul I1Il)slly
L
for ';uildup uI' WIII'J1 slccl pariS. Tire II1W-C:ll'holl Slc'" dcpnsils are llladlinahlc. ali" lhe
l ____
higli-carhl1l1 'slccl licposils usually rClJlIirc grindillg.
PureMetais MOSl orthe rure metal conslIlllables lU'C uscd for Ilr ledlllic:l
applications, thal is, for special applieations wherc the physical propcrlies 01' lhe InclUI
ure or more inlcresl lhan lhe wear resislance of lhe melaI. For examplc, is
spr:lyed 011 lhe insielc ofelcctroniccquiplllcnlenclosurcs for RFshi<:leling, Onc
10 lhis slnlernenl is Illolyhdenum. As 1\ Ihcl'llIal spwy licposil, il lteclI IcUIIIL'll Ih::1
il has glloel lIIelal-lo-metal wear eharaclcrislics, IInli il is IIscli in hcarillg uppliLUlillIlS. x
""'-'
'-L
"\..
''C
'f....
.>-
I '&.
i-f
276
Hardfacing Cansumables Chap. 10
(o
{<iJ clectrodes, and powder, Thus lhe)' can bc applied with mosl aflhe fusion processes,
Applicntion ofthese alloys is nonnaUy Iimiled to rebuilding applications and forspecial
...
(.a
-I
melal-to-melal ""ear situations. They eBn be applied lo ferrous, niekel, and coppersub-
"\. slnucs.
....,,-- I
Composite Materiais
Thisconsulllnblccalegorycovcrsslraighl-lcnglh,bare, lubularrodsandcoatcdelcclrodes,
.' .
Tlle composilc lerm arises from lhe fael Ihat lhe rods and eleclrodcs are meto1lubes
.
( .., ,
/il/cd wlh wcar-resistunt particlcs, usually A eomposile by is a
( ... 'l lIlutcrial rnod fl'om dilTerent materiais, and the properticsoflhe camposileare dilTcrenl
and superior 10 lhe propertics df lhe malerials making up the composile. Low-carbon
(jr
steel tubing, abotll 0,010 in. (0.25 mm) Ihick, is roll formed inlo a lube, und carbde
particlcs are introdllced inlo lhe luhe 111 lhe poinl of forming. The Ilnished rod is made
('>ot,
hy pinching elosed lhe end oflhe fille lube aI lhe painl ofcUloif. These filled tubes
( }T cun Ihen !:le coaled wilh an nppropriate conling lo provide ashield gas during welding.
...
barc rmls are IIsed wilhoxyaclcyleneund OTAWwelding, and lheconlcdcomposile
( ,:f
cleelrodes are use<! with SMAW, Tables 10-19 nnd 10':'20 give chemical analyses of
lhe componellts ofcomposite rods, lhe slcel shest!), Ilnd lhe cnrbide.
I,
Tho AWS designations for composileI'ods and eleelrodes(fable 1002.I)essenlally
coincidt) wilh II.IC various (Irlungstencurhideparlicles(hullareIlv<lilahlc for inscrtion
;1110 the hollow tube thllf will hccome lhe md or eleclmdt!.
(.:J,r
Figure 10-18 is an iIIustration of one mctbod of conslnlelion of li composile
md. Figure 10-19 shows 11 Iypical eross soclion af a deposit mnde wifh ueomposile
( mil. lt is obvious lha! lhis deposit is n lrue comps;le. Carbide partidos Ihat havo a
siw dClcrmincd by selcClion (by lhe user) ure held in 11 metul binder. Since lhe tungsten
clll'bidc h:lve u ofaboul 2000 tlK comparod wilh lhe hardcsl metal,
wilh li hurdl1css ofaboul 900 HK, onc would expecI Ihal lhe cornposile dcposits would
(.tI
have wcnrcharucterislicsakin lo lhe'harel nleloleorbides.Theydo, bUI lhewearrcsislance
is hclped by parti:ll dissolulion arlhe earbideduring welding. Carbon nnd lungslen,
from lhe enrhide partides go inlo solulion in Ihc milel steel. making lts as-deposiled
(41
TABlE 10-19 CHEMICAL REOUIREMENTS rOR MILD STEEl.TUSES FOR
COMPOSITE CONSUMASLES
('
di (' Mil I' s Si Ni Cr Mn v
11.10 U.45 (UIZ 11.01 (UO 0.20 O,lO 0.0.1 %
C
TARLE 10-20 CHEMICAL REQUIREMENTS FOR TUNGSTEN
CARBIDE GflANULES FonCOMPOSITE CONSUMAStES
C'i
(
c Co w' NI Mn Fc Si
( 3,6-4,1 0.3 94.0 min (lJ 0,60 0.5 0.8 %
( ,
.. '.."!: ::!! #te
?
; 2!!!!!n ;;
\"1:-:
(..'
(
FusionAlloys
'TA8LE10-21 AWS DESIGNATlONS FOR COMPOSITt
. ROOS ANO ELECTROOeS
AWS Carbldc IIlCfh Weghl I"'rtCllt
.
ei:lSsiliCllllon iz.\lI'llllBC of lungslcn CIlfbi
Rods
RWC-$IR Th1(lllgll5M8 (.o
IlWCHlI2 'n,mugll KI>lI 12 nO
RWC.11I20 '11'lllulI" IollII 20
(>O
RWC-2OI30' Tl.rooh 20 ou 30
(,(1
RWC-;IClI40 30 "li41)
RWC30 Tbrllugh 30 60
RWC-40 TIlrough 40 (.o
RWC-401120 . Tbrough 40 on 120 60
llIcc:lrodes
nwC.12IlO Thmugh 12 ou 20 O
I!WC-2OIJ0 Throu&h 20 OI! 30 60
EWC-JOI40 Through 30 011 40 60
EWC-40 Through 40 (.o
BWC-401120 Through 40 on 120 60
U.S. stundnrd .ievC$,
Imrdness IIS high llS 60 IIRe. Thu$ lhe eumpusite weld dcposil cOllsi$t -
flllrticles in 1\ Illodcrlltc lo hillh hllrdncss stccl mutrix, '111cre in li pOlcntill =:
dissolutloll or carbide pal1ielcs lo slrcnglhen lhe malrix. If cxcessive
are used, lhe wear-resislant carbide pal1icles ean be complelely dissolv
consumllblcs require lhe ulmosl cllre in IIPJlliculion.
S,""Ic...
. Carbide
particlos
S..tiooAA
Ptnc:hflfJ olld.,'...'
Soam
.'Igure Ill-UI TYI,jclll <"II\O______---------------
li
286
Hardfacing COl1sumables Chap. 10
Nickcl
Munel
COPl>cr
Brass
. '1
Bronze
AlulllillUllI
Nickel IIlul11inillc
Lenll
Tin
Babbitt
Sluinlcss slecl
Tilere Are aI lens! a fewallo)'s availnble ih each orIhese clllegories, bul Ihis se1eclion
does nol L'OnlniR IIRy or lhe highl)' wear malerials Ihalore avai/able in other
consumnble syslems. 1'lic slllel wircs are usually used for rebuilding parIS wilh lurge
nmounts of war. The low-carbon 81eels are mnchinable, and lhe hlgh..carbon slcel
win:s usuallyrcquiregrindinll.1'hcsUlinlcssslecl wiresareused forcluddilll!roll'surfaces
.imd lhe like. Tile propcrties ar lhe olherspray melais listed are eSlenliully the sume as
lhe propetties of lhe w'Oughl counlerpllrls of Ihese melais. Some oflhese wires ore
inlemlcd fornre guns. but mOSI ofIhese aIJays can be spmyell in oxy/fuel lorches or in
are lorehcs.
Irashafi is wom 0.062 in. (1.5 mm) on li side, il is probubly a good candidale
for rebuilding wilh oueorlhe preeeding spray eonllumnbles. The composilion oflhe
shlLt'I cal! be mnlehell in lhe sp"'ydepoll, ornotheralloy cun bel IIpplied, MoSI fthe
lime, pntts rcbuill wilh wire spray processes are rebuill with a malchlng composition
wire. Thus, fr:om lhe seleelion slnndpoinl, Ihis calegory ar hnrdfllcing consurnllbles is
more forrebuilding rnlher. lhan ror improving lhe p'operlies of a sudac!>. 111e)' are
useful rur applying af llIuleriul 10 1\ wom surf:lce.
.. , ,
. SUMMARY
In Ihis chaplcr we havc described lhe basc cntegories orharufncing consumables and
lIlure imp0r111111 Cllt'h nf Ihcse clllcgories. AI Ihis Pllinl it may
5celll Ihal as 11 useryOIl Ntill'h:tve infonu:tliolllo Illuke UII illlellillcllllIClcellou
for aspecificapplicalion. Thls is nOI wilhoUI inlen!. We have nol fuJl)' discussed where
ihese consumables should be uscd. 'fhis will be done in Olapler 12 on selection. AI
Ihis.plnl it is sufTiclenl 10 hllve an undel'lilanding of lhe malerial sySlems lhal are
.involved in makinghar<.lracing.consumables. Fusion materiaisinclude1001 sleels,copper
Slellile-lypc II110ys, hanl nickcllboron nlloys, nlOnganese sleels, ironlchromillm
alilo)'s, alldtungslcncarbide ThenonfusionIIlIo)'sinc\udecerllmics,cermcts,
intcmlelallic compounds, pure melais, IInd specilll composiles. The other IIllllfusion
-
,
'.'
,../
..., .
Cl1np. 10 References
2,87
,
,
materiais are wircs.ror thcrmal spray processes. Thc!:e wircs C:1ll bc Illlad.: fHlm mosl
muterial!:, bUI sincc wl'CS used lIloslly for rebuilding. lh<;y are.
"orllillury metais" and nol wear-resislunt malerials.
The principal objeelveofIhis ehllplerwas lo presenc 1I(.lul! is llvailabJ0; wcshow"d
several calegories IInd. many specilic malerials. Wc disclIsscd lhe Illctal/urgy of lhe
materiais; hasiclllly, any melai alloy tan be IIsed for rcbuiling, bm irilllpmvcd we,ir
rcsiSI:lnCC is dcsircd lor1111 upplil:lIIion, lheu lheI)lht:rh<lrdl'ucillg conslIl1whksare Ilc<odcd.
Thchard lIletal ulloys "lmoslali contain h3rt! sccond phaslls inasol'lcI' ;lI1d mon!shot!k-
resislalll matri/(. Mangnnese stecls are dilIercnl rrom ali lhe olhcr melai systelllS in thal
lhe)' are sotl metaIs aou Iheir us.:fulness depcnds 00 lheir abilily 10 Iwor!< hardel! Otl
lmpllcl. 11' a wear problem in volves severeabrnsion, the cerl1lnics mui ccrmels wcn:
presenlcd for copsideralion. They are hardcr Ilum lhe r1lelal sysltins, alltl Ihey have
cI\nraCICriHlics lhlll cllnno! bcmalchcd hy IlIcUlls. IIIlIny ('ollsumablcs ar;; av,lil"lc',
for hnrdacing, bUl Ihey fll.into arelatively reVI. calegories 11m! cuo be easly unJerstood
a.lu l'emembered. .
REFER,ENCES
/(1I1'tIfitt'1I8 SlrIlClurt!s. Ncw York: Wcluing Council. 1982.
M<)(:I<, J. A. "C<'ranlic aryd C'lulings," Engilll!uing. ""I. 80. m). , (9)'1,
I'p. 101-108, i'
RIDDIUOU(1}I. M. HardJoc/n8 by Wcltli/lg. 41h eu. Lundon: Deloro Slcllitc Lld., Ins.
S(lI.'Citictllion for Composilc Sulfucing Wcldiug Rods undElcclrotlcs. AWS A5.21-.70. Mhulli:
. Alllcricon Welding Sociel)', 1970.
Spccilicaliollfor SolidSurfltclllg Weldillg Rods anti Elcclrudcs, AWS A5.13-80. Mj,mli: AIIICriCUII
Saciet)', 1980.
Technlca! IJulh:lins. Weslbury, N. y,: MCICO, Inc., JUIIC 29. 19l54.
TUCKl\lt, ILC. Plasmaund l)clonulio!lOun ()cpoMilioll Tcdll1i'IUCS ltnll C,mlillB O,I'""i-
rilm films IIIrd Ctllllilll!S. Parle Ridge, N.J.: No)'es l'ubliclIliulIS, 19112.
7""I'r, J. H. "A Qunner Ccntury (){ I'lasnm Spwying," Alltlllal R"vie... Mm!.,.)"I.\' Sdl!l/c<!,
vul. 1:1,1 1983,pp. 9-42.
ZUM GAIII\, K, H. "Huw MicroSlructurc AlTeeiS Abwsivc Wcar Mfwll'rogrl'ss.
SCpl. /911, pp. 46-49.
C
..J
l_I
L.,.,
L
\-.-.-.:
L
L
-L
'L
").:-
....
'-,J,
. L"""
."(,.
"1
L'-'
1IJIIIr"
C;;,;cf
eD'(
(1)(
C,0'c
(
( J)(
()ij
( .()'I
(0.
(,.()I,
(..q'{
(..cor
(A?'I'
1
(t""<1t
I wdei;
bination
:]llposite
alsed to
i
I
I,
(
:"":V.
('"0,
()I
1
,l
1
(" .. 1 ,,' 1
_.
,a:1
' ,
,-
!,
2M
Hardfacing Consumllbles
Compositos Almosl without cxcepl(lIl, Ihcsepowdersyslems are use" for techncal
applicatons. Thcre are no general gudclines for Ihelr upplicnlon. thcywOllld probnbly
Oll/y be IIscd upon recommendation from li Ihermal spray speeialisl.
As show!l in Figure /0-25, ceramies are lhe mos! widely used thermal
spray consumahles for wear IIppliculions. There are probably 50 ad(llional powders
nvuilahlc. !lul nlOs! 01' {helll nre Icclmiul ccrulllks. Likc lhe tcchlllcnl UPllliclIlioos dis.
cusscd prcvous/y, Icchniclll ccmrnlcs Rre used for applicalions where lhe uscr Is looking
foI' some propcrty other Ihan wear resslance (Tablc 10-22). Mngncsium zirconatc is
115 a.lhcrmal b:lrrier cllllllng: hnrnium oxide is used ror neulron shielding nnd lhe
like. The importa0! wcnr-resislant ceramics are aluminum oxide, chromium oxide, 8nd
TABlE 10,..22 CERAMIC MATERIALSTHATCAN SE FLAME
OR PLASMA SPRAYEO
Malerial Flame arphlSma Propertl$ and uses
Alllminum oxide Eilller Erosion and heal TeRistllll1
Ilcryllium oxide Ililhcr Thennal conductlvily. dielei:lric
Iloroncurbido Silher Nuclear shie/ding
Cnleiam zirconale Sither Ditloelric. deme
Cede oxide l!ithcr Rcfractory. emluanee
Culllrnbium tnrhido "hwn, Rcfrnclnry. hnrd
Chromium 1>Ol'ido mlh.r 1I.r<!
Chmmiunl cnrhide !'Iusma Rcfractnry. h.rd
Chromium m:h.le ! Hilhcr Pense, ol,idn.ion reSi$tnnl
llj,fnium cnrbillc rlu5nm Rcfrnctory
llafnium o.ide Ullher Thenl'llll lnsulation, roCraelO!)'
IImellile Rilher Donso
Udllum nluminJlCc !,Iame UsolI wilh oxides lo ald mellillg
Mat:ndile Eilher MSnctlc
Mul)'nuCllllln batido Plasma Refluelory. nard
MolybdcnulIl curbhlc Plusnlll RcrraclOry. hard
,ilicie Plasma Oxll\<on p,olecton
M"llilo Ilithcr O/ussy. ",fr.olOry
Nkkoloxid !lilb.r Emitlunc..,
Raro eunll oxide, Eilhcr Refra.lory
Spinel lli(her Oxitln,joo rcsiSlunt
. TtlOtatunl PhlS101I Rcfrnetory. h.rd
'I'iluniulll hmlh: i>hlsum Rcfrut.:htry
Thl\nium cnrhidc 1-lniwul lI.r"
'f'iluniUIIl nxitlc !ihh.! Uc:nlic. diclcclri1:, rClII\I!
OXitlltlioo
Tu"r.'lcn ,'.rhl<l" Elthcr Hanf,
:Vnnndium horhlc Illusmu Rcfraclory. nar!!
Ynrium o-.i(.lo Ililner R"f",clory
Zirconium barido PluSl,. Hurd
Zircaniulll c3rbld" l'lasm. Hard
Zirconimn !lithcr lherm.1 insulnlion. refraclory
gnu",o: MIIUrill1.< 4;) PenlOn IPC. Nvernber 1974,
Chap. 10
'
\.
Nonfusion Mllterials
mixlurcs Il( Ihesc with silica, tlanill, and olheI' hard ccmmics.
sprays have good resistllnee lo lowstrcss scrntching anil polishing abrasion.
or may nOI work for bClIrnglype applicalions. Iran applicntion eleurly
strc.u abrasion or the type encounlercd in shafl packing orwhen
surface, nny oflhe ceraniics mentioned will URlllllly oUlperrorm cven lhe hafdest
Tomakcsclcelioneasicr, monllhennnl sprayjobshops recommend lhe useof
!lxi/lo or chromin/sillclI. Thcse cOlllings III producc :1 bl!lh:rgmund
Illumnulll oxide. hui'lhc 111110;.1' will do lhe samo job.
Cermets Ali.the Iisledin Figure 10-24IIre inlcnclcdfortcehnicul
wilh the exceplion ofthe tungiten carbide cernlcts.Thcreare Ihree maltl
for lungslen earbide eemlcls! nickel, cobllll. lind cOlTosion-resislant'allQY
eobaltlehror,nium. For low-slress abrasion and for metultometalwear
tungslen eurbidelcobalt powders predominllle. This syslem produccs wearr.hnT""terl
approaching Ihose ofccmenlcd enrhides. Highcr bindereontcnlS inerease,
aflhe deposito and lower binderconlentsleud to.improvedabrasion reSlslanee.
syslem iIl lhe besl lo use for general wcar applications where impllCl rules oul
oflhe wear-rcsistnnt cemmics. , ' , ' '
Insummary,powderIhermalsprayconsumablesareaval/ableforalmoslllny
tion"ThereurenosummarystalcmcntsIhaleanhemade00 propertiessincelhe
()f deposlN made wlth thcsc consumables ,arcas diversc as the selection of
,Ihat can he spmycd. The "ocasional user can suecessl'ully use these materiais'
knowing lhe pro[lCrties of each apCific ptlwder. For rebuilding melais wilh
milteh'lhe composltion or the substrato if similar wc;ar eharaclerislics.ore dei
improvcd wear chal1lclcristes Ilre desired, use' lungslen erbidc orchroOlium
Por lechtlical upplcstions and for appliCllllons whcre il is known Ihallhe convenHO
powders do nOI work, it Is recommended Ihal powder manufnclurers be consllled.
Thermal SpravWlres
Wire consumablcs ror Ihcnnal sprnytorehes can be madc rrom any metal
Is IIvlIlhlble in 'wirc. fonn IIntl lhe requiremenls for torcI! s/lrtlying melJlic;i
lheprcvio\lSaeelion.Theupplicnbilitynichcfm wire in
u8t1ully Ihick bllildllJl8. cllluillllK Ihickcr IImn nhliul U.o:IO ,in. (1l.75
spruy win':8 !Ire 1101 ;Ivllilllhlc in IIS wide :1 rttllge urnwlcrh,ls IIS puwdllr "
cemmlcs, ecmlcls and highly plloycd metltls are diOicul! lo makc into wires. Thus
sclcetion ofwires ia limited rnostly lo purc lllclnls nM IlIctul ulloys:
High.carbon slcel
Lowcarbon slecl
Medillmcarbon slccI
Low-nll\lY steel
290 Hardfaclng Appllcalion Guidelines Chap. 11
. On n:pairs, hurdliu.:ing !lI ahlloNI :tlways li cllsl-clleClive ctludldulc. 'nu: dccisOIJ
to use hardfllcing 011 \\Ieur repairll should be weighed againsl IIllemalives, Hardracillg
llsually compares fnvorably with lhe allemalives because iI ullow$ repllirS 10 be mnde
wilh altoys thal are lIlore wear resistnnl thRn lhe ong,inal Innlerinl. and 11 !Cpcal wcnr
failure an be llvoided.
.HAROFACING WITH FUSION PROCESSeS
Assuming IIml lhe Ikcision hnH bllell made Ihal hllrdfacing 18 U I:osl-effeclive Icdmi1luc
for rebuilding a' wllrn pan or for lhe design of 11 ncw part, \'Ve will now presenl
'. gudclires 01\ how io npply surfncing lo parts.
Only Ihree basic dcposilS are used in hardfacing wilh rusion proCesses; Ihese are
. shown in Figure 11-.1. The bead-on-plale deposit is lhe slmplesl.rorm or harcJfaeing,
lhe casillsl lo apply and lhe lowesl in cosI. II 0180 has a slgnilicllnl IIdvllnlllge over lhe
Iypes uI' depusi!s in Ihul dcpusits I)ruduccd In IhlM havc lhe loweNI crncklllg
. lendeneies. Crneking Of checlcing is. hlghJy IIkely wilh mUlly oI' lhe harder surracings.
Thcse. alloys are brittlc, and wh.:n lhe)' solidify Ihc:y are 5ubjecIIIl a volume cOlllrnclion.
Irlhe wcld bClld reslruilcd whcn I solidifying, 11:'1 ir would bI: in a groovc weld,
11 is fl1uch, more IIkcly lo cmck. Ihan ir a oolld-Qn-plllle deposil is used. Thus Ihis Iypc
oI' d.:puslt shuuld hc usctl whellcvcr liussiblc. 1\ ran bc 11 sin)!.lc beud or complele
or II surfacc wilh multiplc Pcuds. .
ure diffcrenl in shape Ihan grouves used in weld joining. Thc
grOl)\'e should only De as deep os lhe dcsired Ihickness or wcnr-resislllnt l11alerial. IInd
. lhe' cnds of lhe gl'OOVC shuuld be radiused IlS shown in lhe iIIuslrnli1. Thc rndius
rctlllCCS cracking I",ndencies. A rule of Ihumb lo observe 011 lhe Ihiclcness of II deposil
IS lU Illllke il no Ihckcr Ihatl lhe wClIr Ilml cun he IOlcnJlcd in lhe syslelll. If, for
cxmllll'e, you are hnrdracing li sbafl lhaI runs in 11 plain benring-. lhe sha!'l cOllltl probably
onlyluh.:ralc pcrhllps 0,010 in, (0.25 mrn) or wcar berorc IhllShllfl slal1s lO whip and
damllge to' olher membcrs 01' lhe mechanism. In sueh 11 ctlSC. it WQuld bc
10 spccify a bl1rdfacing deposill in: (6 mm) lbitk.
Ir are welding processes are used, il is comlllon prnclice lo use two laycrll of
surt:ucing, The firllt layer gels diluled wilh lhe subslrale aUoy, and lhe: full properties
of lhe bardfadng ure nol realized.Thus, for are welding, Iwo layerll 5hould be spccified,
IIl1d the of lhe individual laycrS can be in lhe range of n (I.S mm) lO 1 (6
min) iu. Oxy/rul pruccsles elUl huVc ilUlill1l leveis low IIS 10 pcrecnl, IIml It is
ed 011 "'ate" Groo.. wold.
Cornt, we!d
11-1 Bule Iy.,.. ur hQ.....fllting depusi!!.
Hardfaclng wlln I"U51011
common lo achicvc lhe dcsired deposI Ihickncss wilh li singre layt:r in Ih.: lliid;ucss
rllngp oi lo 1in. (l.5 lo 6 Inrn). Spray and ruse eOlls\lm:lb!cs ntll hilv<! IhickllCSSIlS
as low :IS -b in. (O.75nmf) with mnimal diluliofl.
Comer depus;ls llre bclwccn bcad-on-plulc tleposils uml grollve dcposls in crlll:king
anil chc:cking Icndcncie5. The Ihiekllcss cl'ilcria Illelllioncd ror lhe mh.:!' Iwo depusii
cunfigllflllions 81ill tlpply.
Figure: 11-2 11) 11-7 preSCI11 somc hinls OI! huw lo HJ1p!y hHnll'adng til lypi... :!1
partslhlll coultl bcnclil from hal'df:1cinll. Tllc liJllowiflll IU'I: somc jlllilll.S It) kt:l:p in
. minei whcn spccifying fusion ueposilS:
I. Minimize fhe urca anu Ibickncs8 01' deposil (10 lIIininlize dislortion).
1. Try lo use a bcad-qn-pllllc deposil (to minimize cracking).
3. Ncvcr IIpply more .hn two layers of high b..rdness (greuter IhulI 55 Ime). Use
a buildup alloy ulldqr tile hurd dcposits if lhe desired Ihit:kllcsscs 01' Ihc Imrd
welds are inatlequalc for a reptlir (10 minimize cracking). .
4. Nev<':f loutl hardfucillg in tensino )f ill li r'lligue Il1mle. Wh<.!rc .
loatl burdfacing deposils in cOlllpression.
5. Avoid fusloll processes on pnr1s are tlislllrlioll pro",: (long uml slclldcr. lhill
scclions, elc.).
6. Consder porosily and nux inclusiollS. Ir thesc cannol be lolcralcd, ldl lhe weltlcr
Thcy are likely to occur ir Ihc wcltler does nol lake cxtra carc lO prevenI them.
Bons: Us.
.emieutomotlc
weldlno. SAW. etc.)
-+-
FllCO .".Ia: UIO !Jo.d on piei.
"
Tncka: Teper d.poslt
Figure 11-2 HlIttlfa<:ing "ppIiC,,(1l1I
suggcslioos.
:l
(
-"
-'
-f,
(":
-\ .
-f,
,f-,
C
1
f
-".,
f"
'""'\.
-f
('
-.,( ,
. ,
f
,,,,
,.... tI
' ..
Ir'.,
"'{oJ ..
e'"
,
.. ..
'?T'
''''"'\
ano
,......... '
(l?'"
( ."
( Jjijf
l
.
(
(
"'-1
,.()'(
/
(.tO-
(
,))1
("
.g'1
(
(
At3J1
.'
(
(
(..t;).
(.J().
(-0.
(1)).
(tJ ..
(-<JJI
.c;'
1-
Hardfaclng for Repalrs
1/1 lo weigh lhedvllnlages and disadvanlagesofeomrellliveprocesses. Irhardfacing'
paresravorably, Ihen II should be IIsed. In general, lhe creumslanccs Ihalare
lheappliealion ofhardfaeing are as follows:
I.The wear wHl bc concenlraled in a smaU area.
2; The paris Ihal necd li small weaNeNistanl arca are weldable.
The requlremenl of o smaU arca of Potenlal wear means tllUl lhe surfllcing
applied wth a minimum ofdlstorlion when fusion used,
will bc low when hgh allQys are used in lhe hardfacing processo The requircmcnl
Hardfacing
weldable substralc is self-explllnolory, bUI II Is sliII necesso!)' 10 conslder thisalli
earlypoinlinlhedes;gnprocesso Asanexample,ifapari is lobesubjectedlO
Application
operolingstresses. itmaybe dcsirable lo use hordenablesleels. Bardenable stcels
problms ofweldabililY with Dny oflhe fusion processes. Wilh lhe nonfusion
Guidelines
weldabilily can slill be a faelor. Ifapart is very fragile, it may be slIbjecl.lod
juslfrom lheprelrcalmenl(abrasveblasting,etc.)ncededforplasmaandsimilar
processes; lhe heal from Ihermal spray processes.may be enough lo cause
Thusaprimefaclorloconsiderin desgningnewpartsIhalemployhnrdfacingis
from lhe hardfacing. economics. and lhe weldabiJily ofthesubl1trllte andlhe up
process:
Ir we have done our job in lhe preceding chaplers, lhe reader should now know how
lo selecl u hardfacing proccss aRd suitablc consumable for a spccilic taRk. The next
;;Il:p in lhe chronology of bllrdfacing is to Idl lhe welder how lO apply !his malerinl. HARDFACING FOR REPAIRS
Thc of how to use welding symbols for Ihis will be deull wilh in Chapler 13. , . .
The consideralions Ihal apply 10 lhe queslion orwhelher to use hardfllcing for11
applicablt: lo li pml. delails of how hardfacing materiais should t>e Ilpplied 10 parts
In rhis dlilprer, we will lhe things to consider in deciding if hardfllcing is
repalr areessenlialJy lhe same as Ihose Ihal apply lO new-parl dcsigns. In Ihis .
with varying geonlctries. wcldabilityconsideralions. and finishing :lOd poslweldtrealmenl lhe queston of where lo IIpply hardfaelng hlls.alrelldy hecn answercd,-in lhe
(lf hurdfncing dC[losits, ' .
arcas. The nexl item lO consider is iflhe subslrale iswelduble. If the IlllswCrfO
There are Illuny WllyS Ihal surfacing can ba upplicd to various typcs oF parts; question is yes. hardfueingtechniqucs dellnilelybeconsdercd. liardfacng
how lhe hardfucing is upplied is onen as imporlant as whlll is appJied in delerlllining ir beweighedagainslsuchallemalivesasreplncinglhewcmpul'l wlh 1\ newne,
lhe joh will bc succc:ssful. As an exumple. if11 worn shnft lhe wom area with eleclroplpling leehniques, or rcbuilding bymechanicalnUachlllcnl'(sleeving.
is rebuill, !hel'c 1$ likclihood (hll! lhe shurt may still be unusablc. Thc goul of ausllble ings, boi! on plalcs. ele.). A.s mcnlioned in prcvious discussons. iflhe wenr
shafl will )\\ll Imvc hecn oblalncd, Similllrly. if lhe sllilft cr.lch fl'0I11 lhe the a pari is onJy scveml Ihousllndths ofan Inch (75 Il-nl l. plutng techniques mlly
is not obtuined. Finishing. 00 lhe olher hand, CltO cause a new sei oI' problems. bclhemoslcosl-effecliveIIpprolch. Iflhewellrdepth iscleeper, hardfacingis11
l.hmll'lIt:hrgs Clln IlI! upplied that are toa hanl lo grind (1( n:ulchine. Again. the . The disadvl1nlAge of1\ mcchaniclllrepnlr01' wellr dmnllge lISUltll.v Ihal lhe
01' fi scrvicctlhl0 shllft is not ohlaincd. Tlms. in this dlllptcr. we will Ilddrcss mllyrCilceur. Irlhe ultttt:rillluse fur lhe llleclmnical1l1l:IChmCIIl isllillli1;lr
lhe factors thal nre conccrncd wilh lhe physical applicntion oI' hurdrucings. lO lhesubstr.ltc dlllnllgedbywcar.arepelll fullurc IS gllllrunlccd.QneOulsUUlcJl
I
characlerislic of hurdfocingis lhol cxpensve and mclallur!.lclllly complicnled
1
csn be considered for use beeuusconlylirelatvely smal! volullleofIhesc
materiais wll bc needed. As an eKample, iIwould bc oulorlhe '1uestion lo
HARDFACING IN NEW DESIGNS
bllsc alloys SlelJilerorlarge pllr1S such ascrew conveycr bccllilsc oftheir
Ir11 dcsiljnCr is given lhe assignmcnl for some mcchansm lha! will bc subject lo some On lhe olher hand, such allay' are comlllonly used
i
for hardfllcing lhe edges:af
I'orm of \Vcar. how does he or she decide whcther lo use hardfacing on some of lhe screw IIighls. Ten pounds (4.5 kg) cfalloy Inay cover aI/lhe high-wcar arcas
Whcre shnuld lhe surfacng be upplicd'1111c IInswer 10 lhe firsl is simply 1()()()..lb (450 kg)
j
. I
. I
288
,I
'. I i ,
!,. ,I I. , !
294
Hardfacing Application Guidelines Chap. 11
i
POlle,n
for mhtturl
Ior fOck P,. unI}
for fltnd
Wear
OillllO' IlItlllI: 00 only ano Jurfoc. 10 m.k. lil' IIJhorponlng
Slllll)Oll IlIIltI wuld wHh lmllth.m ftlluy
(;hulu.: ShtUlJf wakh tu SUtlJKnl nuttuf'htl hainlJ
C1unvIYud: UH Cv.rUtftJ
" ...de<!; r!!duces cl'tlcklng ond distortlon
fillU" 11-7 UardflK:ins .""liclIl"n, ..<li..
NONFUSION DEPOSITS
Busicully, Ihrcc llppllcaliotJ processes 11l'C ulIe wilh nonfusion depollls; plllHIIHI spruy.
uClOnution gun, anu lhe elcclric or !lxy/fuel processes; Ihey ali fllll imo lhe gcncrie
culcgury or Ihcnl11l1 spra)' processes. Euch pru<;ess IlIIs SUQ! idiosyncl1Isics rwm lhe
desigll SUIIl<.lI)oillt. Thc following are sOfllcguiclineg lo keep in mind whcn IlSillg
, I hese processes.
Plasma Spray
l. Thickncsscs IIre nornmlly in lhe rlln!!.e ()f 2 lu 10 mls (50 lo 2S() fLlll).
cal! he nut{lc lIIuehihicker (\lp lo ()U mil:! 11.5 1111111>. bUllhc cusl IIslIully hccol1lcs
prohbitivc aml thcre CIIIl be spalling pl'llhlclIls wilh Vl!l'y Ihiek
2. ean only hc IIpplied losurfllccs 111111 are in II lim.: of sight wilh lhe gun.
3; is 11 hand opeI'8Ij{)Il; i,! is expensive Ilnu shoulcl be IIvoided ir possible
(telnove ovcrspmy in linishing operulions),
4. Subslrllles shlluld IJc maehille 5l1ch IIml deJlosilll are nol IIruunll lu 11 feulhere<.lge
in Ilnishing. Deposils shollld be applied lo nn undereul lha! hus rauillsed ends
anu lhal is lhe dePlh or lhe flnishcd depQsil thickncss. '
"
Nonrusion
2!J5
s. hardi'm:ng is easicsl
OI'lCIl dane by manual
illconsislenl Ihkkm:sscs .1II1l
(O slIl;ccssrully u{'ply.
lo <lpply lO cylillurical smraces. FiaI .11\:
01' lhc bulky lvrel!. This cal resull in
{IUillity, Largc lIal deposits i::tll lic lliflkult
6. Spraycu coalings conlain varyillg dcgrecs of
Imlion wilh polyll1crs should !le spccilicd. Tulloll disl)L!rSIClIIS,
cpvx y resins are lhe lIsmil choiccs.
illlprcg-
rdns, {lI'
7. These eoulings have a bOlld slrenglh similar to elcctrOlkplIsitetl plalings: fatiguc
lomling concliliol1s shoulcl be avoiclecl.
Figure 11-8 illllslralcs some Ihings lO O anti II{}( ,<) liu in dcnigllillg rnr pla:HlIit
spruy
Detonation Gun
Ali the lhi.lgS mentiollc for plasma coalillgs apply lO d-g'lIl llc.pots, '1'11\: hit; dillcn:Il<:c
bclween plasma coalings and cl-gun coalings is lhe availabilily. l)-gulI is li
proc;css :m il llll unly be one by oue eOlnpuny in lhe Unilc Slales. II is usu:d
10 limil the Ihirkne6s of -gun cp"sits, afieI' Iinshillg, to Ilboul 3 ,"ils (75
/LIII) , 'l1,is is lIul the pl'Oceas lim;li il is ali eClIllolllic; li!llil. Thcsc a"! IIIIII'C
cxpensivc thun plasma coulings, aml lhe cOSI is basc::.<.l on lhe gCOfllCIl'y m: wcll as lhe
tbckncss. One Ibing lo kcep in nJi/l frm lhe csign sllln<.lpoint s Ih:lt Ihis
process s done in a sounc!proof ruom with 11 rCIllOle operalor. PariS (O bc d-gun cllulcd
must bc smal! enaugh lo fil in Ihcse chambers, anel lhey IllllS1 bc of 11 conligul1tlion
Ihal Ihey cun be manipuJal(!(] with some Illcchanism during cOlllng, Vcry largc itcllIs
sueh as 1\ 20-H (6-m) exlrucler serew tire uone in sped:d d-gun t'llcililies, bul Ihis is !lol
a suitahle procuss for couling lhe lip 01' 11 bulldozet !llude, The pwcuss is idcally SlIilcd
lu pmduclion slItfllcing oI' slllulf urells OI! relalively slllull par,ls, sllcn as lUl'binc i1lmlcb.
Other Thermll Spray Processes
'111e desgn hinls SUllgeSled for plasma and d-gull apply lo dcposils prmJuc.:cd wilh powder
torchcs Ih;u use fuel gases fuI' 11 hcal source, They IIls\J apply lo systcllls [h(11 are Icd
by 11 conslIlIlablc in NU forrn (Iike lhe Rockdc
qp
proccss). Th!! Ihcrmu{ spl'ay proccss
Ihal requires speciu{ considerali()n from lhe dcsign stanclponl is wirc mclallizing. Convell-
lonnl IIll!lalli1.ng reqllres lhaI ,lhe suhslr.lIc be clovclllilcd lU II<Jhcsklll 01' Illc
dcposil. As shown in Fig\lrc 11-9, lhe normal st.:l{\!encc for parl prcparalioll is (u lum
groovcs in a cylindrt.:al pari; lhe groovcs are lIslInlly .,bulll 0.40 ill. (t 111111)
0.040 in, (I mm) dcep on a pitch of 0.080 in. (2 Illnl).'Grouving is ideally
with speclll tooJs available frum supplicrs af met:.tIIi7.ing equiplllelll. AfIer glU{)l'illg.
lhe are dcfornlell 10 proucc <t Ullvclail Ih<ll uhllul O.JIl til. (0,75 1\1111) i"
deplh, Two desgn construi'lls !Ire ollviolls: (I) This pl\)cess is essl::lIliall)' lilllll..:"
eylinriclIl parts, (2) 11 is nOI upplicublc lo Ihlll dcposits Ihin-wlIlled
parts', Melulliz:cd deposits are normally 0.060 in. (1.5 111m) thck OI' morc. A
(
G. J
,(
(.
...-(
"...' ..,.
"(
9, .;.
"
r
.(
,,;{
-(
..
-,
' .
'''17.
\.;\
,)
q
i
!,
f!!}
Blanklng d": U.. hor\zontaJ g'oov.
lo,ta..01 dtpo.lllon
'l
W
atUerlng1001: Tape, dtpo.haI .nd.
crn
"
f. . :i: . . ::.
,
: .
Exlrudtr""'w: Pul 9100In bar anil d.po.1t
surf""ing before machlning 1119hll
8
Guld.bu'hln;.: RadhJ' waJd groova.
Knlf. ed{JO': Prebow loreduc. dinorllon;.1''''
retleve .ndmaehln091. afte'
SIt."bledes: W.lding o,lou,tdges mlnimlz..
dl.tortlon;.tagge, w.1d
Romove
waldlng
FigurelJ-S
110111011$.
Figure 11-6
gO$linlli.
,i
;;.,1,1
..()'-I
:
-i)1 t
( w
(.;tj-I
Keyway/c.mfoUower grooll':
,acking
(
'l .....
[
Gl!arISl1roc:kt!1 teeth: Taper dUflQslt: wold
ol,ly ,.o.d.d ,Ide
(A{)"
.
\
( BarreiCJm: Wltld ooly loaedsilJ; donot Flltllre 11-3 .pplic".
toboS<!
don suggcsiion.<.
('""\)
(
Y
f.2ii
(
(
Punch: Do nolcoareUllre eod: h.nvJe$\
duposltwhcrewcarwU} be hig"tst
("'9
(
(
I
0__
L'y' .IU1111101: TnluII dl1pmll lO mlllhnllO slll'!U
- ';;.,
l:flllr,tln1Iu1i(J1l
(y'
4)
':1'
j>'lgure 11--4 lIurdlacing: Rpplicntion
Sh.rC: E!lend deposit;pUl 00bontoprOvam
suascSlons.
':..f r.haft waakeoing:
, 2921
11 1 .'
_ __, ..." ! :. '. - !f! o, ': ; ".:;. . l" '
," ," ",., .. -.- ti ., ;.
, -,'"
.
298 Hardfacng Appllc!llion Guldelines Chap. 11
The lirst queslion cal! he uns.wcl'cll b)' invcsliglllillg lhe soli 1!olubilily oflhe
hurdfaeing mlllcrial in lhe subsll'lIle. Ir lhe IW(l nUllerials do nol hnve solubility, lhe
.de!Josit wi/l noludhere. Thc fol!owinll tiresOllleguides foreOlUnlon IUlrtlfllcingsitumiolls:
I. Ferrous-,nlelcel-,andcoball-btlscIlIIrdrllcingnlloyswllI'usewlh ferroussubslrllles.
2. COflflcr-hllHc cun hc upplicll lu cuppcr, nick\:I, uml sUh-
slrales.
3. '111cn: tire no fusion-typc hardl'acings 11mI cun bc llpplictl lo aluminum, liulIlillll1.
refraclory melais, OI' low-mclling-tcmpcralure melai alluys.
Cuppcr-hllNC ullo)'s have pour soUd solubilily in bul eopper-base
hardfacinlls adhen: lu ferrous in lhe same wuy lhaI bra:t.ing IIl10ys nhere lo
ferrous materiais. OAWis lhe prererred applielllion lechnique; are welding may lelld
10 eracking duc lo liquid melai ell1brltlement. '111e nickd-bl1sc 11110)'s are compalible
wilh coppcr-base lIubSll'lIleS; Ihero. isadequalesolubility for good adheslon.
The second major fuslon weldl1bilityconsideration, melallurgical damage oflhe
is lhe more formidable problem lobe dealt wilh b)' lhe hardfaeing user.
WcldingonanyoflheIlUbslr'JleS Ihalhavelhecapac!l)'forallolropicphaselransformalions
cun Icad lO craclcing. Essenlially, Ihi$ weldubility considcmtion is drecled uI ferrous
subslratcs. Iflhe carbon eonlent OI' camon equivalenl ofuIcrrous subslratc 15 in exccss
of0.3 perccnl, lhe hardfacing useI' should luke precaulions lo dcal wilh lhe pulenlhtl
01' lhe subslratc cracldngin lhe helll-alTectcd rone under lhe hardfacing deposi!. The
cr;u;kingp(llenliulllrisesfl'llllllhcflOssiblc formlllionofhllrtl. brilllelIlorlenllieslruclures
when Ihc subslralc is cyeled Ihrough hardclI!ng lempellllure ranges frum lhe lCllt oflhe
. welding. The quench Ihal is requircd for Iheformationofhardelled lIiruelure un come
fl'o'.11 lhe mllsselTecl oflhe subsll'llte mUlcrial. TheaecepledWI1)' ofprovenling forrnalion
01' hard,er'Jck-proue slruelure in hllrdfueing of fcmlUS subslrules is lO use prehclllillg
nfIhcsu!lslrale. Thisslowsdown lhequcnch and prcvclIlsihcIrllnslorrnaliorllulIardened
slruclure.l'nble 11-1 (pp. 300(301) suggesled prelulllllem[lCl'lIllIrCS for welding
. offerrous3110y8. 'fheselempe!,!l\urcscunbcusedas3roughguideforprcheallemperalUres
for hardfaeing, bUI Ihey apply mostly 10 cracking oflhesubstrnte. Much higher preheat
lCmpcralurcs are orten required lo keep lhe harder hardfacing all)', from craclcing. Ir
<:rack-free deposils are a design n:quin:menl, lhe hardfcing manufaclurer should bc
consultcd for n:colnmcndetl prehcnl Ic.npcratlll'C8. AUrrn role is tuse whencver
harlildngis (() bcusellollferrtlus Ihullu\Vc Ihe.cllJlllcity fc,lr qllcnchhurdelling.
The carbon equivalenl lerm menliollcd previously is 11 WII)' of dClermining .Ihe .
clTect ofalio)' uddiUons ou hardcnabilily. Piai"curbon slecls can quench harden whcn
Iheircnrbon conlent is greuler Ihan 0.3 percenl: bul alio)'.511:'e18 can bc quench hlll'dened
irIheir camon .conlenl is lower Ihan 0.3 pereen!. The curbon equivalenl is a \Vn)' lo
tllkethis inluconsidcralion. 1'hcfoll.owing ;5 lhe COllllllon cXl'fession:
' C %Mn. %Ni %Cr %Mo %V
C E .. DL +--+-+-+--+-
.. -'" 6 ISS 4 4
,:
Finisiling COllsieratiollS
ThLiS, irprchculng is evcrylimc lhe t;arbOLl COIIICIlI or carbon
grculer Ihan 0.3 pcree!ll, lhe risk oI' subslrale cracking is gn:nlly n:tllILcJ.
nol :;hllwn in Table 11-1. ali lunl slcels !"e(!ure pl'chealillg dllring
Suggcsled prcheuling Icmpcmlurcsllrc:IllcastlheICllll'erillg temperalurc(use lhe sccmll!-
ar)' Icmpering Icmpcralurc wherc apII[i<:lll!lc). .
Anolher eOl1lnl0p problcl1I Ih.!! in fusioll surfacing of is
free Ulllchining ..!'I'he OI' selcuiulIl in Ihese slccls CIIIISC.S Iml sl\oll
011 cooling froll1lhewldillg ICUlpcrulure, IIntl IheselIlIllysShOIlI,1 IIc avoidedassubmalcs
for hurtlfaeing depIIsits.
Whcn dcposiling ncw hurtlfacing material ovcr old, WIlI11 IHll'dfacilll,l, li ii; r.:OIl1-
rnentled lhut lhe old hardfacing be complelely n:1l1{)ved. Ir Ihis i5 1101 possihlc. grind 10
sound dcposil und apply lhe new hartlfucing wilh agcncrollS pl'Chal.. Do nol IlIix alio)'
s)'slems; lhe lIew hurdfacillg shoultl bc fral1l lhe Slll1Ie ultoy lilll1i1y Ihc WOlil depusil
(c.g" do nOI use iron base allovs over nickcllchromiUlu/bol\lIl alloys, ele.).
FINIS'HING CONSIDERATIONS
Ench hardfm.:ing:llIoy!lasmachiningparamel\:rsIhu! tire beslohUlJned fmllllh"hartlflldng
alloy manufaclurcr. There are, however, flnishing prccaulions uI" 11 glo[);d n'lIlm.:
IIw! appl)' lo haruracing tleposits:
l. Use gauges (O assure ade1llwte heighl 01 a dcposit for
10).
(sec. Figun!
2. Dcsigll lhe deposil Ihkkllcss sueh lhal lhe tinll! wear slIrhIC\: is in 1111 ""diIUI.:d
la)'er.
3. Avoitllinishillg ofcomposile :lIloys (Ihey :Ire cXln:mcl)' tlillicull lo IlHIChilll').
4. Abrllsive hlasl 10 remove nux prior lo 1l11lchining.
S. S.ress relicve prior lo IIlachiiling wherevcr possihlc. (Cauli\ln: J)" 1101
relievc deposil. sueh :IS FcC!' anti !uol slc.:ls 111111 will snlkn ill Hlrvss Idicvillg).
AsII1cntionedin priordisclIssions, mosl hilrd(acingallo)'s.IreIlIJlreally,I1Wt.'l1l1li1l1l('
Mosl ClIll ouly be fllishe by gri!lding. When sorter h!lrdli'cing oeposits arc lIsed, li is
possible lo do more eomplicutetl muchinillg opcraliolls, bUI lhe Imrofudng useI' sllollld
i
'o'lgun: for dCh:nlllll'
jug tJc))osi\ hdglH.
299
j ;.-
,'In.:ss
\-
......
-L.
,.',
L
L
"J.
.....
""J.
C1-
..
t....:,.....
-').( ...
'4.
..;1..
':4:'"
G\.
...:
l
y-.
..
.
( "'\"'1
Hardfacing Applicatlon Guidelines Chap.11
Ib) Do not.pruyweor groov.,;lmdercut
to unlfurm wrf.ce \
.y....,
(d) 00nolt,ylo'proy Into eorne"
.---"--'-. . WELDABILlTY CONSIDERATIONS
IH Avold .pnylngIh.0001lillneyllnden;
IhtYcaodistorttO formI crown.
, .
AI.plcnli.. " hints ror'Ihdimul sp"'y proce...
-
:-:-"
,. fi
HRC maximum.
.
i
Weldabllty Considerations
( 'l
296
.r.Jilltfl1l11DL .
(.o'"
UUliUL)
(j-.
. .:
( ......
I.) Oraovlng Ibl AII.r dover.Ulng .00,prav1ng .
. '.
( ..
(
In! Undnr(';ut 1n prOler.t etlfle 01 duposit
Pre,."edapprooch: PUI groovlnv00bo..
i
! (-9.
FllIure 11-9 OlOOving ror wll'll 'prayproccsscs.
{ Q- ..
important consideralon in using the coalirigs on mbchanical components is
(t}'t
.;-;..'
grooving operation produces seyere geomelric slress concenlralions. To overMml
( JI lt is advisable lo PU! deposil$ on bosses Ihat are larger in diameler Ihan lhe
lei 00nolsp,"y tlp.<>1 punch.s,ele.,with orlhe cylindrical part (see Figure 11-9<:).
sharpedgfu
(
(
Thenonfusion cnn, ingenerol. beIlppliedtoany.melalsubslrMe.
( .. plllstics an I:\e suhable subslrales for plasma IIlul d-gun. bUI Ihere is alwllys
overhealng oflhe plsslic. Heavy-wall Ihermosels are usunlly sare. Ccntmic
101 TI> boro tha! canbo .p,.y.dby
(-'-9- are not normaUy sprayed because lhey oflen have wesr resistllnccwilhouthard
,,!OI! )ou .t!Op.lt-1.5In, 110 em), lO.
.malle,eMbe .praytd(romanti.10 bUI Iheycould bedone. Costlronsand free nlachining.sleelsare somelimcs
( <)I: tqual tQ ano dlameteror bv usina
The graphite in east irons can interfere wlth lhe bQnd. Sinllarl)'. lhe sulfurar
specinl !o(chol.
d
(9
1 in free machining parts can have adelrlmenllll elTC:C1 on bom!; One faclor Ihal
ahnast ali lhe thcrmal 'pra)' rmcessesIs subs.lrllle hnrdne.qs. blnsling
('91
substrato is used in thermal spra)' hardfaelng to enhance.lhe bond. Hurd
difficult10 roughcn withabrasiveblasling;50ft melaibondcoaIscanb!) uscd lo
DiIJ. ..:".
, ":;JIfJ!
(
oveoide Ihis problem. but, ir possble. it is dC.5imble lo.keep substratehardness
.; .. . I '.'
"hus nrc very few .weldnhilil)' cUllsldcrnliollS ill uslng
C.", lu! MultiorlndlllQ 01 ,p'ay,,1toallnu'lO to,m
hardfuclng: but 11' upotentiul Imrdfllclng Job Invulves udepusil nn 1\ slrllllgq
eutl "111 only ".. an vary such as indium or lead, lt Is advisable lo consul me sprny vendor .
thln 10.0003100.0005In,; to 12.5 mml.
Fusion-welded hardfacing depasils In\'olve ali lhe weldnbility
.
FIII"'. 11-8 exisl wilhany fusion'weldingprocesso Thereare!womaincansidcrlllionsto be
.....
when arplying fusion: hardfueng dcrosits: :
:'j
-s.
i. WiII lhe hardfacing deposit adhereto the
<)",
2. WiIIlhe causecrac:king Ihal will propaga/e in lhe substrale,;, f
(
I
i I
\
4jI ,;
,;
, ., -:.. _ ME
.......! , '
, . ....' -""' ..,
(
11
302
Hardfacing AppliclIlion Guidelines Chap. ff
l:eep in miou Ihal lIluchiniug is usually imeul!. Tlle cOJlpcr-busc hurl'acing
alloys can be re:lily machined; lhe nickcl-bllse alloys can be miHc, lumed, Rnd llIuybe
drille(l, bUI lapping anti similnr pCl1ltiollS are almosl oul of lhe questiono
Slress relieving ul'ler wcJding and prior lO machining wiU minimize dislorlon of
lhe surful'ed part utiriug machining. Slre.,s rc/ieving C:1Il aDeel lhe deposil propertles;
IhuH 11 is lIdvisllblc lorefcr lo lhe hanlfllcing 1,!llnufnCIUrer rccommndations on Ihis
subjccl. Coball- anti nickclhllsc nlloys !Ire usulllly unllffccled by slressrclicving IInu
usual slress relic!' Icmfk!nllurc is 1201tF (650"Q. but fcrrous hllnlrucings sueh us
iroo/chromium alJoys and 1001 steel dcposits are usually softened an strcss relicving is
1101 rccollllllcnucd. '
11 s nOI COllllllon practice lo SIrC8S relieve lhernllll spnly coatings, Becauile ()f
thdr porOtls nature and bIlcause Ihey have nol becn subjeel to lhe solidilicalion shrinlwllc
SlrcSStls of fusion deposits, lhe dcposit slrss usually does nol cause significanl part
disl<>rlion,
SUMMARY
In 'Ihis chaptcr we huve atldrcsscd whal hardfacing depasita should look like on various
pl1S alldhow sh\luld be ttellted uftcr Ihey are applied. These are lhe designasflCcls
vI' hilnlf'ildng. TIlCy llre lhe lhe hardlcing user, nUI lhe wcldcr, mUHI spccify;
Ihey 1111181 De nudresscd on lhe cnginccring urawing IlulI specilies hunlrllcirlg or 011 lhe
work arder lO lhe shop lhal wil/ bIl /Ipplying hardfllcing:
.....
,#1'2
Selecting a
Wear-Re'sistant'1
Surface
There are aI lellst 60,OO() cOlllmereially avuilable mctul Illloys in jusl Ibe Unilct.! !l(aleS;
Ihere are hundreds o!"ipolymer! fumilies untl 20 ar so mujo[' filmilies 01' clIginecring
cl!rdmics; therc are linitless Iypcs 01" COlllpostes and scorcs 01' surrace tn:utmclIIs und
coaling systcms Ihnl mh bc use<! 10 prouuee 11 weurresistant surfncc ou Ihal will
be 10 some form 01' wear, How des a esigncr OI' lIIaterial lIscr sdccl' Ih.:
oplimum wcar-resistant surface for a particular applicalion'! It is tlle plllvose oI' this
chopler lo answcr this queslion.
Wc wiU uiseuss lhe basie meth'odology of IIllllcrial SCII'C(ion anti holV w,!:!r
CII(cr Into lhe scl<!ction processo und lhen we will ucscribc whcn (t) use lhe 1,IIIre ji<'pular
Ihal are useu lO proouee wCllr-resislant sUl'faccs,
METHODOLOGY OF MATERIALSELECTION
Everyone hlls li repcnoire of cngilll!cring lIlalel'.lIls. Enginl-'Crs afe uSlwlly rcquin:d lo
IlIke 11 metullurgy or materiais Ctlurse in school, and on the j()b(heyleal'l1 l1yexjicricllc,:
Ihal crtain work in ccrlain pl:lces: milehillisls 1c:lfIl ulmul lhe propenies 01'
vUl'iu\ls cnginecrill[! malerials whenthcil' job I'clluircs Ihcm In f"hrkale p:llts I'mlll (h.:se
materiaIs; IIlUimenllllCC IIntl I'aclory opcl'ulors Ibmlhe propcrties 01' variolls ellt;fH:ering
malerials whcn Ihey see whal in scrvice; :lIld every hOJll<!owlmr h:lIms wh:'1 will
wurk tiS prllteclivc coulligs (hlllrscp:.nt. vllrnish. cu:,).whut I:.s(s i.1N 1111 lI['l'lial1n' h(lIlSing.
allu wlml corrudes 011 If\C cur.' I'<:o(lle dcvclo(l 11 I'cpcloir,: 'oI' 'l!.oud" 1II:tlcllIts IIH'"
lhllir lire cx.pcriences, When fuceI! with Ihclusk of sclecting n Illutcrlall(lr some
lhe normal thing 10 o is lo draw on our life clIpericnecs atltl select une (lI'0111'
303
... J
';.;'.
(
<
_/
"-
..... ''--''"
,"
( ,
..--,.......,1
j '"
"" ."'-.;
'\
"-"
<
'"...;
!
f ,
\"...
'
-{ .
.....
'\ ..
\.
-t""'
,'",/J
I.
'1;.,......
'\.,
,--(
1--(
-r
--I
-t
-.
]
(
j.
j
--\
.
,
,\
.(
'1"
1
--
__. ..o.___ ____ :... ___..
_ TABlE11-1 SUGGESTED PREHEATTEMPERATURES FOR WELDING FERROUS MATERIALS
I
Recom-
i
Melai
I
Meul
I
monded
I
-group dcsignation- C ("F)
! PI,in cubonsleel Below 0.20
I
Up to200.
!
I
I
I
1
!
Rccom-
I
Metal
I
I
Metal
... rneoded
Group designation
C
pn:heaI ("F)
I
SAE3115 Sreel
I
0.15
1
2OO--WO
Plain PI:lin carbon .teel 0.2()...{).30
200-300
carboo
s(eels Plain carbon .reel 0.3()...{).45
300-500
I
SAE3125 Sleel
I
0.25
300-500
SAE3130 Srcel
0.30
400-700
PI:liri carbons=1 0.45-0.80 .
500-800
Cartx>n
Carbon moly Slcel 0.1()...{).20
300-500
moly
Catbon moly .=1 0.2()...{).30 4{)().4)()
SI<e1s
Catbon moly =1 0.3()"'{).35
500-800
Silicon.uucrural su:cl 0.35 300-500
i
SAE3140Slcel
0.40 50!40Q
I
SAE3150Stcel
0.50
600-900
Medium
SAE32I5 SteeI 0.15
300-500
oickel
SAE3230SleeI
chromium
0.30
500-700
I
s1eeJs
SAE3240Sleel 0.40
_.
700-1000
Medium-mangaru:s.= <teci- 0.2()...{).25
300-500
SAE3250Sleel
0.50
900--1100
SAET 1330sleeI 0.30
Manganese
.
SleeI. SAET U4lJsid 0.40 - 500-800
SAE3315 SteeI
0.15
500-700
SAE3325SleeI
0.25
900--1100
SAET 1350stttI 0.50 600-900
SAE3435 SteeI
0.35
900--1100
12'kManganesestoeI 1.25
SAE3450Steel
0.50
900--1100
Mangancse moly stoeI 0.20 300-500
SAE4140Sreel
0.40
600---300
MantaSlcel 0.30 max
Moly
SAE4340Steel
0.40
-
bearing
700-900
Anoto HighTensilesreel O.12max Up lO 200
M.yari 0.1211131 Up to300
chromwm
.-
SAE4615Stecl
0.15
400-600
and
chromium SAE4630Steel 0.30
.500-700
NuHigb-TensiIes=I 0.15-0.25 Upto300
nickd
<tc:ds
SAE4640SteeI
0.40
600-:800
CromansilsteeI 0.14 max
300-400
"SAE482QSteeI
0.20
600-I0O
' .
.. _.. _--_.__.
.----------_.. _------_._---_._..
f:.."":'
J.
'-'..-,.:..-.
-
'..:':.
.- .
-'.'-
_.
-.
.-
-"
----.... ---.
:
.:..;
:;..----_.
..'.
,...::-- .._--_ ..
.-
__.
.-
--;.....-_ ..
COrtensteeI 0.12JD3X' 200-400
Yoloy steeI - 200-600-
Ja!la> steel 0.35 max 400-600
Double-5Ire!Igth # 1sted 0.1211131 JOO'-.6OO
#IAsteeI 0.30IIWI 400-700
Otiscoloy SteeI. 0.12max 200-400
A.W. Dyn-EI steeI 0.11-9.14 Upto300
Higb-
tensiIe
steels
(seealso
steeIs
below)
Cr-Cu-Ni steel 0.12.max 200-400
. Cr-MII steeI 0.40 4O().C(j()()
Histed 0.12JD3X 200-500
SAE2015 steel 0.10-0.20 Upto300
SAE2115 .reel 0.10-0.2:> 200-300
21% Dickel steel- 0.1()",{).20 200-400
Nict.cl
SAE2315 $leel 0.15 200-500
Low-
cIuome--
moIy
steeIs
Medium
cIuome .
molysteeIs.
PIaia higb
ehromilDD
steeIs
Jgb
chrome
oickel
stainIess
--_._--_..
2%Cr.-j%Mo.SICCl, UplO
.-
c._ 4OO-lO
2%Cr.-j%Mo. steeI 0.15-0.25 soo::roJ-
2%Cr.-I%MO-SleeI Up100.15 .500-700
2%Cr.'-I%MO.-Slel 0.15-0.25 _ 600-800
5%Cr.-j%Mo. SICCl up10 500-800
5%Cr.-j%Mo. steel 0.15-0.25 600-900
8%Cr.-I% 0.15 max 600-900
12-14%Cr. type410 0.10 -, 300-500
16-18%Cr. type430 0.10-' 300-500
2>-30%Cr. type446 0.10 300-500
18%Cr_. 8%Ni. type304 0.07 .._.
25-'12type309 0.07
YsualIydo
00( n:quire
25-20type310 0.10
pn:beat. but
itmaybe
18-11 Cb. type 347 0.07"'::...._
306 Selecting aWearRosislantSurface Chap. 1.2
Scrvicc goal I'rollel1y
\Vc!ar rosisCall\.. 'C
11Ill"Jct
RU'I reslsluncc
1111111 lI1n:nglh
.iillI"''''
Surface h.ruac..
Suil.bJ.
ltnpw:1 .Irellglh
I'niclure ,
AtI1llI$/lIIeric n:sislnllcC
Viuld IIIrcnMlh >IIKI hi(1111\1 M"I)
Mudulu. <Ir clll.IMty .. kKl (210 01'11)
.
'Olis Iist oI' .Illaterilll ulrelldy inlcales IhuI 1\ harenllble sh:el i5 lhe prime
candidate for this applieation. In fileI, only 11 few melais mcellhemodulus 01' elastieity
requirements: slecls. nickelbnse Illlys, cob<lllbuse alloys, uranium, some cerllmics,
and boronfiberreinforced epox.y composilcs. Intuilively. slcels will be lhe lowcsl in
COSI ofIhese nmterillls.
. slep in lhe scleclinn l,mCt:NS IN In cSluhlish lhe cconmllic.conslrullllM Ii,r
lhe pal1 i.llldcr esign, The mosl hnponant economic fael 10 establish ia the required
quantity, The quanlity oflen hns a profound eITect on material selection. lfonly one
Campos/tiol'! O Eloclrlcal o Tln.iI. Stoblllty O
Stru.!u,. O The,mol o
'1'10101 ItrunOlh o lIurf...te.ture O
Ph.,os O
M"II".tlo O
GrevlmOl,lcO
T.n.Uo menoth
Elol19.tion
O
O
Accurot.
lol....n_ O
resittence O
AeouJtic CJ
Moclulu. O
Sur!..,e D T<lU\IIW!II
W.ldeblllty O
Impletltr.nUlh 1:1
lsotropy O
FrllCture loughn.ttO
Herdn... O
$Mer ltreng(h O
Comp",,,i.ollrength O
Flliguo .t,anglh O
I\dho,lulI IJ
(' Machln.blHty O
W41ar reslI'"c,
Abras/oI'! O
E'ollon O
Adh; ""Of O
80,1...lutll/ll' O
tlgurc I:z..l Proper1y checklislfurC>lublshlllll lIl.tcriall'rulilc.
307 ESlahlishillll a Maletiul Profile
blaue is re4uire, the use 01" ali cltpellsive cohall-basc 1I11oy lIlay be pDlisiblc. Ths l11il)'
slill he true irthe lIumhcr 01' parts rcquirctl goes as us 100. But whclI th.:
cquired gelsinlo IhtJusans, lhe CUS! oI' the 1IU1leriul Illny bCCOIlIC lhe majur Hdcction
faclllr. '11'1 our IlIwlllllower eXllrllple. Ilmusanus will bc reqllircd; il is for a 111:11
will be snld I1t lhe discllunl slorc. '111is slcel the Jirsl choicc oI'
malerials Ihal IlIcct the rcquiremenl. Fllbricaliol1 should bc com;tkred
Ihis slep. llow dinicult is the malcril to fabrica!!!'1 Ir W(! wcre lo :I '\lhalt- ur
niekclbuse ulloy, lhe muchhmbilily, fonnability, :\Il hlllllking dlllnl<:I.:rislil', WLlldd
ulldoublcdly be more difticull Ihan for sleel.
Associate with lhe economie eonsidt!l1ltiOI1S is the inlcmlcd servicc liI'\:. Irtile
I\wnmowcr blade thal we are desiglling i8 guamntced nol lo require shu'l>enil\g for
lhe life ofthe mower, it nmy be nccessary 10 use some.llUperduly malerial (li' a stcd
with some very wean-rsislunl surfaee Ircalmcnl. This would n::sult in :111 exlm cosi,
and il would affeel theieconoll1ic step in lhe sclcCliol1 processo Servicc Ii!'e is \1511(111)'
always a judgmel1l decision on lhe pUI1 of the designcr. Slaliollary powcr-gl'lIel'illillg
r:u;ililicsareusullllyt1cnij.\lIet! for:. !ireorJOycltrs,nhpul25.000hom!;; n;"'\':'li"II:11
marine I.':llgincs are esiglled fQr ulife \lfonly about 500hours. fnr toll
aservice liCe,c;m makc 11 pan t:ost so 1I1uch Ihu! Ilobody can afl(mlll> buy il. Arcalislic
lilc for lhe luwn-l11owcr blae Ihal we h.:Ive bccn discussing f1\l'y be 250 hours, I/lwur
per week for 250 weeks, This type of servicc !ife will melll1 Ihal lhe hl"c ""ill !lul
Imvc lo huve lhe abrasion rcsistance ()f a:llIalcrial sudl as cCl1lclIled carhitle
Tltc lasl category01' seJcctlon consiuerllt!ons in Figure 12-1, availabililY, <':OIlCCI'llS
how long it is going to tuke to obtain the malerial lha! wc seleCI J'rom Ihc supplicr. li
can bc easy to glance over this Coilsienilion, bUI, like COSI, il ean oftCIl bc more
imporllllllthan mechanicalpropcrlics. Therearealw:tys lin,econslruinls<>ri manufw:lUr
:iny parI. Onec the part is designed, there is ulways a tlcadline ror prlldllc:liulI oI' lhe
P;1/1, If nmaterinl is selee\e Ihal rcl(uires some speeilll produt:lioll 1'1111 ai lhe slIpplier,
It IIllly rcquirc li IClld limc of 18 llIonlhs. 111 lhe eurly it wlts almusl illlpnssiblc
lo get cobalt for hllrdfacings and wrought alloys. Aside trom wtJrld silualjon availahilily
(lroblcms, allllllueri:dsaresubjccllownrehouse versus!tlill-!'ul!couslrainl:;, !'IH
ir we are guing lo mllke 15,O(l() lawnnwwer hladli in li ycar, (lur all/IUal 01' llie
blude matcrial may bc unly 15,000 Ih (6l!00 kg). MUlly sleel lIlills (in guod limcs)
havc minimullI qlluntities for li mill run of30,OUO Ih (14,000 kg), Thlls cilher wc Jlitye
lO buy a101llloremlllerallhan wc need orwc have to get ourmaterial 1't'()11l :1 wan;housc
where we can buy 1l10nthly quunlilies of' 1000 Ih (450 kg) or Ihercllbmlls. This is O;IC
way lhal uvuilubilily cun uncel l1Iillcritl sclcclioll. Anolhcr way is lhe av,,jlahlc IlIu1lbcr
oI' Slipplicrs. Muny ir cun bc IIl1wisc lo Nele!.:l li muteriul Ihat j,; ollly <l\'aihlhlc
(r0l1l asingle supplier. IrII ia acriticai material aml lhe supplier11llS a lab()r slrik!.: \lI' a
disllstcr of some son, lhe mllnufacturc of your product l1luy eease. For ollr t'XUIllI.lIl!
hlwnlnower blade, lhe produetion qUlIntity of15,000 lb (6800 kg) oI' m:llcrial per yeur
.would probllbly.diclate thl!-t we selcet a lIlutt;.-tial Ihal is avail:lhle I'mm 11 warchollsc.
We o m)! h:ave sufficient qUillllily lo huvc.1I milterialmllde spcei:11 for Oll!' bladc.
Tu summarizeoursclcclion exumple, ouroriginlll mall!rillf prolilc /las b'1I
tine tUl1ctl lo the poinl whcre we'cun now list a material pl'\llilc Wilh l110rc sJlcdlics:
I
I
\
_ .....=...l.
(
p.
._-..\
f?'
--f
..r
r
.U"
__1 .
r
('
v
1,
-if
fi-
f
---r
(-
l_
-[-
li '
-{\
j
.11
Selecling a Wear-Resislanl Surface
MATERIAL PROFllE FOR A ROTARY MOWER 8LADE
, ,
1. Tcnsile slrenglh of ai leasl 100 ksi (689 MPa)
Impacl slrenglh or ai 20 fi Ib (27 J) 'I
3. Modulus of elaslicilY or 30,000 ksi (210 OPa)
Surfacc hardncss af 45 (O 47 BRC
, )
to Hulld.plulIde IlIllllnl!llllllll oild HiinJ nhruNlun
7. Cllpublc of bclng tini blunkcd und formcd
MachinubililY comparn'1'e lo carbon
io. Cosi less Ihan $0.5 per pound ($I.IO/kg)
11. Resislanl Ib almospheric corrosion for alleast6 mondis in slorage before sale
This finned-up malerilll profile is now compared with our malerial dalabase tq ,
tinal selcction. The dalabase may beonly menlal; an incxperienced malerial
handhooks for lhe dalabllse informalion, bul lhe is lhe same.
We would choose a 1050 lO 1060 carbon slcel wlh a 7.inc phosphale chemcal conversion '
couling. Thc hladc would bc hardencd and tempcred,to 45 1047 HRC, I1rid lhe I1ISI-'
protecling chcmic:11 conversion coatillg would be applied lasl. Other choices could be
mnde. and these choiccs could givccomparable serviee. There are always 11 number of '
maleriuls Ihot will meet a gven s!lrvice need, but'lhe sleps laken in the seleetion process '
bc lhe: sume; We seleclcd a lhrough-hardening mllterinl beclluse of tllecore
strcngth requirement. IInd we did not apply a wear-resislan\ coall".!:! beelluse lhe service
!ire requiremcnt did nol dictale. one, Tlle material prolile requircments C8n hc mel by
coatings and surface treatments, and in his instance lhe material databasc ,that is compared
with lhe material prome will contain propcrty information on coaling Ilnd subslrates.
"as well as\m material Ihat could be used wilhout a coating or surfaee treatmen!.
Ir lhe material prolile gClleraled in'lhe Nclcctlln thlllll pari under
It ncccssury lo determino whch fol'lo of WCllr will
'predominate, In lhe chnpler on wear proccsses,'wp delincd the dilTerenl rorms of wcar l
presenled eXllmples lo helprecognize the'se: forms of wear. on parts, Ihal have
fnilcd in service,' On new parts, il is not possibleto.diagnose a wear m04eJrom wom
pariS, lhe designcr should untcipate the I)lpe ,or types af wear Ihat will occur in lhe
"lnbosyslem thul is undcr dcsign: The forms ()f wear thal should hc, con6idcred 'are
abrasion, erosion, adhesion-related processes; and processes Ihal are more' obviously
fatigue relared, Once ir s dcc\dcd which of these broad calegories to a particular
Iribos)lstem, lhe Wl\ar mode should be fine luned to one or two of lhe 17 specific
.
I
I I!,I
"
.
J "l'
I' ,;
Il I
!
'I'
"I:
:",:./1.,.
, "
IrlAntlf>.ln" Wear Moda, '
,i'
1..
,
, i
i" ,
'I ,rA8tE 12-1, EXAMPlES qF MOOESOF WEAR
1/; ,.
Ir
f!
I',
i\
:
Weor modo '! ," PioiMilllly OUrJ in! .
,Ero.lon ,
Fluld lmpln,cmenl
Cavjlalion _, '
Slwry Broslon
. I
Fmtlnll
Adhc$ive \OCar
Oalllnll, I ''!
Oxldallvo,
Surfacc C.II,ue .'
Piulnll; ,,;\','
Spalllng ,
Impa.I,:" :'
'8r1nellin, ' '1
t'
"I
:, ' j '. :,:, j."
. AgrlcullUrc oqu,lpnlClll.hondling mineral$
Comllllnuiluil cqulpmo.1I
,1lar1h,mllVln ".hlcral bcncRc.llon
; j H.ndJlns wlld. conlalnlnl! mlncr.l filie,
'",' ,I",
.BandblUl ec]ulpmcnl '
Plpe cllXlw. raln OI) alrcrnfl :
Pump., IlIlidn, lmpellen, ullrasonlc devicC!
OI/ !'riIUDg, mineral bencRcalinn
:, :1'1" ,
8olled-IO,IIlIW eompolenlS
Qcm: bUlblnss
Ory .Ildlns ').&lellll '
V.lvo., IlldlnSlllrr bushlnlll
. Hard-mctal '11d1nl 'Y'lcm_ '
.; I "
.:' f. f ' : .
Oci' le.lh', rollln& .lemenl bcaringj
Slrflco-lfC8lcd parti ',I '
RlvOIlns 10011; btommen ,
Stade ovcrioad or roUln, clemelI bcarinas
'TTi-
fonns 'af timl we discussed in Chaj>ter 2. fable 12-lpresents some
nn Iribosyslems Ihat are typieally subjticl<;d io forms,of wellr. i ! '
If 11 is nol clear whsl Iype or wellr will lCcur in 11 ParticuJr some '
generalSlalemenlS can be ,made as a guide to what usually happcns in some common
trlbosysiems:i, , '. 'I " ' :, ' ,;
'f !! t; <i .<'i/,i "j' i . '. ' "
, I, Whe 1\VO,metals are sliding logeiher il18 likcly Ihal Ihcy wlJl nol be hydrodyriam-
leally ubrlcaled (Ihm.' wlll nol be iufficienlspeed and lubricant presenl lo, form
Iilm separatlon or lhe pUts),melal-o.metaj wear ,wll'occur.;Jf lhe' loads 1I.re
very high inpqlili ar line c:ontaet joading. wear. a ,of
wear, mlly OC:Cllr. Ir Jloth .!nelal, rire above 50 H,RC and lhe loads are moderale)
!; . J'I :1 )
.2. In dlo lllclul.mcmber wiII weor, UHUlllly by U cOlllblllntlOl)
, , . " ! ., '. ' /' ."y
;from 111" cenmii,,:member and oxidalive wear fTOm oxide delritus
. Ihai wlll be fonned from the rlalive sliding. '; 0'1 ,f,
, I I' "I ;: l , ' ': ' , ': '4
.. i,3. PolymeJ'!l :with i\lorga,nle qUen will always tause 10\y.-8Iress ,
.::.; . mali. ng High, -hrd.ness melala or \Ire .Ihe pl'eferrcd
:1 (aces., "." ",." ,', ,', " ,I" " , ,1i1,lk
"
,
I.,
4. Equip;ncn, Ihat handies ';norganic sub5iances wirl IIIm05t always bc sUbjed,
li to one of ,lhe farms of wcar. ' I" ' " ':' \ l': :' !iH
'. , .. '
:1
...
I
"
,I
!.l ,
"
S S;
o c:i
i
!:: ::!:
....
>,
308
2.
4.
'i,;
6. Scrvico life 01' 250 hOlirs
8.
9. Availahle from a warehouse
12. Availablc rrom ai leasllwo
make 11
user ma)l rely on
should
IDENTIFYING A WEAR MODE
'lllon is pari of II
ond we
'
'
::
!
;:
Filli
CI CI
]
I 1
I
!"!" '",,'11 :1
. C',I.,I
: G\I. ': (-o,
...
,
i.i
Sa
. /.
l 'j!'
. ;J f;:; 'I
;.: I"' .'t.' ;: '. ,
d! I'
COATING/SURFACE TREATMENT VERSUS
A MONOllTH1C MATERIAL
Th!! lirsl slep in sclccling n surf;lcc cO;'ling
hurMucing .s 10 decide wltlllher or
. "hcrmllive ar tllfI)UL\h hUfllening 11
310
5cleclng a Wear-Reslstanl Surface
Chap, 12
5. I'ulishing wcur occurs ill nlosl 1l1l1l;hi1lC \.'(llllpllnenlll Ihn' Iluic pnillucls Ihrnullh
$1>1110 picel!: <ir equiplll\!lIt.
6. IlIIpingemenl ilild cavilUliof\ llre polcnlial rOrlns of wCllr in IIlOSI 1i(IUid.hllndlng
or Jiquid-rnixing devices, Ir lhe liquids conlain inorgllnic portidcs. slurry eroson
is a (lolenliallllodc oI' WCllr. .
7, 11rcHinll dlUilllgc s nhllllsl incviluhlc in huhed-IIIl:\Clhcr sySICllIS Ih:11 IIrc lIubjecl
lU cydic 1;lr1l11l8 IIml IU'U IIIclIsurllhlc, .
11. Galling is a polenlial mode or wear ill mosl Ihremled deviccs and in dcvices that
inlcrmittenl. ulllubricllted, slow-spced sliding under high nOl'l1Ial forces,
9. AdhMivc wear, ln its worst form, severe wellr,occurs in unluhricaletl melal-to-
lI1elal syslems wilh soft mctlll as olle or bath 5urfaces,
10. Surfllce flltique in the form of pilling or Sp:llIillg nf coulillgs is Jikely in trihosystcms
thu! lnvolve hCl1zilln Iypcs or loadillg.
. O\her general 51nlemenlS cun bc mue nboul the types 01' weur tlml eUII occur in
a trlo()systcm, bUI the StlUerncnts lislcd hcre apldy 10 nllllly systenis. The II1l1in poinl 10
be,clllphusizcd is 111111, in selc:ctillg IIl11uleri:1I or 1\ surl'lIcc for ail appliculioll, lhe mil teriaI
fll'otill! that hus gcnernted should indue 5pccilics on lhe IIntilpalCd fUnil of wear..
Ancnginecring malerial, no mutterhow I!xotic II may be, will not rcsist ali forme of
WCllr, li cun bc resistant lo some, bUI nm to uH, forms or wear, TIluS, in lhe selection
process, il isessential 10 pinpoinl lhe fonll of wear Ihlll is likely 10 QCcur.
lreutmcnl ineluillg welding
nol Ilne or has bcnelils Ih:1\ oUlwcigh lhe
Jlart for weur resislancc or \lsing li IIl1lterilll Ih<ll Is ..
wcar resistanl as manufllctured, Whlll are lhe opliollll'l Assuming tlllil it has becn estahlished
, IImt a purt under consicrnon ncetls 10 bc prulecled I'ro/ll O/IC or Ihc forinS of wear
Ihnl we have pre
v
iouSly dC$cribed, Ih hoices Ih:11 are llvailublc for umalerial thal
will j'csist wellr fali .inlo Ihree cutcgori.::s: (I) malerials Ihu! cun resiSI some forms of
wcar in Ihcir s-manufllClured condition, (2) melais Ihat CIIO !xl heul lrealedlo enhunce
Ihdl' w(:ar IIlId (3) " lha!' lln be givcn 11 8urfllec Irealmenl 10
mnk il wl:ur resislall\. Figure !2-3 ilhlSll111CS sOllle 01' Iltellllltcrilllll Iltnt til iUlo lhe
IirSI Iwo eatcl,:orcs. Figure 12-4 shows Ihc spectrurn of processes thal Clln bc uscd for
lhe lhird ehoit:e in altcr lhe surracc charuclcrislics or 11 lIIel:ll lo enhance illl wCllrchamclcris-
Ilcs, Which clllegory is righl for u particular pllrt1 The answer 10 Ihls queslion ,is lhal
lhe dcsigndr nllls.1 scun ali Ihese /Ilalcrilll alld pn>cess oplltlns. 'l'he esigncr should
klow sO/llCI'hing IIbout.ellch canillte in caeh culcgory, mld compore u muterial prutlle
with lhe lIvailllble propertiell frum each (lI' Ihese candilllCS, "his sounds like a job ror
.1I compu ler; il c\luM be, bul doing Ihis is nol ali Ihal UWCS(lOlf:. The answcrs lo 11 rcw
,
CO,lllinglSurface Trealrnenl Versus a Monolithic Malerial
3'11
CoIJltlb.,.. WUII' .1I0\"
Mang."". sto.ts
Whilolron.
Allor .10011
Toal uool,
HardlJ:l,oulo ltoinltlss .Iuol,
H."lonabl. nlckal allov.
Hardo"abl. <cpper 'allay.
Ha,denlbl. Iltanium aliay.
Hardenabie ctst Iron.
HSLAPI...,
Pure mI.ol$
Coramicl
C,melS
Elollom.,.
Englneerlng plaltlcS
Poly.ner compos;tes
Motal mOl,i. CO'l1jlQsile.
Har'd .I'C:lrOdcposits
fC$ha:UlI
(Ir wcar
tlUCSliulIS will rUl yOl! into OI\C (lI' IIm:1: cUlcgorics: IIli1lcrials with 111!lhy in
as lIIunufaclul'cd, heat-Ireulahlc llIuleriul. or surfac.:: Ircullllcnts. Tltcsc qucslolIs :It..: lIS
follows: '
L ISlhc pal1 mae frolll 11 ferrous or nonferrolls ulloy'!
2. D\lCS lhe part nccd Jligh slrcnglh?
3. Can the part lolerale weJdiul! OI' higlt-tcmperUlurl! Ireutlwwls'!
4. Whal is lhe permissible lIeplh of wear in servicc"
The tirst queslion addrcsscs lhe fac I Ihal plll'tlfacing an,1 lIIuny suri':u;e pmccsscs
Ih!!1 we hllve discussed o nol apply lo 11 of tllelul syslcllIS, As shlwfI in '(',,/lI.::
12-2, fusilln hardfacing processes o nol llpply 111 alunlilllllll, rnag,lIcshllll. lil:!llilltll,
an" zinc IIllnys, Through hardcnng for wcar resislUltce lllso UOI!S 11tH Bpply, SOllle
titllnium, nicke!, and eoppcr alloys Cllll heprcclplmiouhllrdcm:d lo a!lo\l[ -lO Ime,
bul Ihis levei ar hardnl!ss on Ihese alloys lIocs nOl have li signilklll\l OI! lhe
respuOlie or tllc.se malerials lo most welr prnc.:esses, Thus, ir 11 1'1111 1ll1lS1 !.lI! mude Irol11
ont of Ihese nnnfen'Ous ulloys, lhe only wuy III producc WCUl'n:SistuIII surf:lces 011
ihese. malerials is lo use surfllce Ireulments.
Tllc allswcr lo lhe (!ucslion 011 ptu'l strclIllll! 1111181 hc \f11;\lltitiCtl: t1oc:s Ih..: I',II'!
Ilce li ycld slrenglh 01' 10 or 100 bi (611 or 689 Ml'll)" Ir lbe slrcIIglh.
IInl.l Slilfness tliclate li rCm)UH mUlcri:ll, Ihroullh hardcning bCCOllU!S li ror
wear proleclilln, Ilarenable sleel II" casl il'olls Cltn be IllUde wc:il' rcsistlUl! 10 dilTerell1
degres with through hardening, bUI for applicnliolls Inols, only l(lol 'I/HI
cemcnlcd carble8 uSlIally have propcrlies IIUlI suflicc, 'A dclinilon or li "Iuol" s li
device 115cd lo work, shupc, or cul otbcr materiais. Ir lhe slre/lglh rcl)UirCIllCIl!S dll lIO!
diclnle through barenng materiais, h,lI'dfaclng and lhe' harfacillg IIp!,ly,
{
., -'
Cf
.. '.....;'
t
.',. .../
1\
" .. -"
{\
J"-
"-'
'''r:l,
...
.}1
-Q
't;
..r(
.(l
-?L
.t':.! 1. __
\L
...
-ti.
.,<
'1'
y,,>\
<i
"tt1
or lIUrlU\.'C
312
Ell
I.W
Selecting a Wear-Resstant Surface Chap. 12
!
afe tpf&V
I
plasma
.re Ipr.v
I
Oalonitlon
;un
I (
Hlgh.norgy
"',.v
\1$,
Fiamo
I
inducllon
I
. Elaerron
beam
I
Le..'
Corburltlnt'
, I
Nllrldlno
'-,'
Ca,bonlt,ldlng
I .
CYlnldlng
I
Borool:!!ng
I
Chromld09
I
MetallldlQU
I
Porrltlo
nltrocarburlllng
Tharmal "".pora!lon
ovo .
100 plol109
SpIJnor co&llng
100 Implant
011"09
I .
IPlallln;]
Ela.IrOlou
I
Imma..lon eIOClrop'olo'
I . !
Sola.tive plarlng :1 " '
Slftvi'
I
_,plete.
I
Rapolr cernenU
1 .
Splrk depoiltlon .
I .
, 9rille coatlng
, I
W..rtil81
SpcclnJm oi processes Ihul c,m be used lo improve lhe wcar reslstance of a melai
':::,1
I.
!
L
:
b;
i'
i:'
CoatinglSrface TratmentVersus a MonoUlhic Material
, "
!. ' t: TABLE12-2 COMPATISIUTYOF VARIOUS SURFACE
,.,J WITI1IMPOf\TANTMETALSYSTEMS
,i1' i:!d:'f'''1'.",;"/':l:J"ll,I:" :1'1\.:. ".'''' I"""Ifl"!'" "':1 ' '.'
i. ,:.", .. .i"J:, "'" ,Appllcablo" .... : ',I..
cri,::! ;l/h 'Hl, i !:."I 1;1! ' :;11 " ,.I:. ':' Applleablc oIher
Suball'lll ,'ji,'111 'l'iJ:' '1'1'00_:
'-I. ".,s;ji,;., ... '. ,,:.fuJ,L""Ai ... J _. " 11.,'1' . '._, lo,!
. '
",
f!': :
I.ow,wbon
" ateeu
, I
i:i,
atcel, .
!i;. (hldcub'CY. I:'1
u
Casllrona
li'OI,!:' ':
',r1 . .
. )cas lleda ," .
AuslCRitic Slain-
IWllcola.,
Magneslum aI- I
:'i'i. _l ... toyi ... 'o.
\ ... Nlckel .lIl1y"
.; ; . I\i :
TII.nlulll 8110ya
Zn
Tool 'ICOI,
AflOdjlt!lIl1. cIcc1rop'alc. .!
I'Vl>"PuIlIll'CllhlllllVl.1h"r.
i ';
, ,mal spnly
!'I! Platln,;PVD. CVD COlllings. I
11: li lon pladns. Iberlna' IJlfU)'
, .' '
!f:j -i; ." -I .
,li i'i Dift'ualon
,i I I l "1 r'atlnes IherRl"',
'\ i.': _i_ :..:,: IpraY:1 If' -,
A!'. ,bul .j, !tatdenioo. plnling.
cone.ma !hln.film COillngs. h'gh-
,!. !:I::! .. mo<IUlcallolls. oi
, r.t. ! :1 c' Iriding:'" "
. Poorarq wcldabililY il. S.iilclive h.roening. plarins.
pAW1BaIlIrod .l' ;. apray." ' "
J'oor.r:weldablJityl Sclpclive bardenlng. pllling. '
, OAW: pare tllln filma, nilrldins. Ihcr,
'! I
Ali Nilriding. thn plallng.
Ihemlal5Jlfl1Y
None Anodziog, PVD'puner CIlllI.
1.; Inc. Ihema' IflI'IIY j ," ;..
',!
Ali 11I'n /11/111, pl.i1na. Ihcrrnul.
j'\
spra)' ,'
None Anodizinc. lilln filma, Iher
I. lIIal.pray
Nane Plaiing. Ih.lmal iproy ,
NOM 11I1n OIin plaling. Ihemi8\, . i
'pl1ly, ','.
.; \, . j''j.: I ;,. I' '! " ",:.iI.', ti
l lThe Ihin! pi'tlcess 8creening qucslion; can lhe part loleralejwelding or hil!h-temoera,
iure IrealmenlS, is aimed ai delenvining lhe lo t:lislortion,
fusl.on,hanlfuelng In our :Iawn-mqwcr blade ,example bclluse lhe
in.ake part pronc lo dis!ortion. -rllere wllI tie pllrts whre
fact; il ia lhe major reason for nol using hardfaclng Olt some machin
weldin, has lhe p?lential for causing dislortion 00 almost aOYi
If Uie'tmlount of lhe lenglh of weld.oP area of wcld, is large with
t,he pari seclioo Ihickness.;. ' . i t; ,,1;'1 .' I.. :',:,,":: I I Ir.': %
r "The,geometries Ihat are proile lo di.stortoo In .J.elding are thip 'scctions and ipilg
,Iender PartS, 'l'hese ;ame types or partscause problems in queilch hardening.
'. has a geometry Ihal lookll Iike lt would produce tolerable dislortion 'in higlhtemperaiure
. I i
( r" ...
"'(r
(..... '
... (
( /fiI-!
"
( I!J "fi
"
.
....
(.q'-ri
\ ,5)"1
I -0"1
( f1;'T
')0I,:
(
(
LJ'!').'I
(
.t::)r
"
.;:;)'r,
( P:q;r)
,.,' '
" .
, t
{
" !
(
"1
A"lI .. '. i
, . \li !
...,.'
'j!, ",. r
PAW
Figure 11-4
.urfuce,
I . :. .' . ". i
!
. " ,I
I ,.
! j, , \
' "
" ir I,:,{,!iJ;.J,
315
314 . Solecling aWear-ReslslantSurface Chap. 12
processing, hardfadng and lhe high-lcl1lperulure ullernalive processes are cundililllcs
ror improving Iribologiclll Ir lhe answer i5 no, Ihc part is aClllldidalc for
lhe nonrusion hartlracing processes alld Ihcir low-Iemperalure ullemmivcs.
The laSI queslion, alluwllble wear. is very imponanl since lhe answcr lo Ihis
queSlion delcnllines irlhe Ihin eOllling proccsseg lInd surface trenlmenls ure applicuble.
11 also dclemliiu!s irit is ilccessary'louse :lomeorlhe "slIper-wear-resistunt" malerials..
.Ior CXlllllplc, ir it lllls m.'Cn I.'IlIublillhcd Ihlll 11 plln Cllll1101 lulcnllc 11 wcar (lI' grelllcr
',.111:111 O.()OI in. (25 ....111) Urlcr IyellruI' service, 11 nmy be neces8llry 10 considcrCClnllllled
curbidcs or ccmmics. The part Can be madc rrom 11 solid carbide or cemmic,or lhe
Ihennul spruy can be used to llpply 1\ couling orIhese malerials. AI lhe olher
cxlrelne, ir lhe pllrl CIIII lolemle 11 wellr IOS8 of! in. (6 mm) in 11 )'eur, II mlly be a
candidale'for fusion hurdfacingormalerinlssuch as lIuslcnilic manganesesleelorHSLA
steels 'lh:\I eun hc IIse!! in lribosyslems'115 manufaclured. Thin-lilm coatings sueI! as
spullered 'l'iN usunll)' hllve 11 lhicknes5 ()f Icss IhulI 11 rew mlcromelel's; these types or
coulings mlly nol hc appropriale for use on pal1s Ihal Clm lolemle more Ihan lhisIImounl
(lI'
In sUllllllllry, beforc gelling inlo lhe prOl:ess ofselccling 11 surface lreullnenl for
wCllr il is m,"\:essnry lo Ihlll n cOlltinll pmvidcs nome ndvanl:lgc
ovcr lhe aherlllllive ora maleriul Ihul is usable :1., manulilelun:d orover11 mlllcriul 111111
cun oe hardened b)' hcu! !reaunen! lo mllke il wellr resiSlanl. The rour \Iuestions lhat
we recolllmended ure intcnded 10 /Suide lhe wuy lO answering the queslion, is il more
lIpproprialelouseU Ihrough,hardenedmuteriulorwillamUlerialcombil1edwilhasurrace-
improvemenl process mcellheservicerequiremcnts7
WHEN TO USE PLATINGS
SOllle ehllrllclerlstlcsorphllings ure Iheir ability lo he applied 10 11 widc
.v:.ricl)'ofSlIhslrulcsmui lhe low ICOlpCI"'.lIurcll uI which Iheyare opplied. Mosl eleclrooe
I'llsi\sare applicd frum blllhsIhalareroom Icmpcralure. IInd lhehighcstbUlh IClllperulllnl
will be less lhan IOOC (212f). They C3n be applicd to hurtlened 1001 Iteels, lo mau)'
nunfemlUs metais, IIlId even lo pluslics. This menns Ihal 11 hnhl surfuce can be upplicd
10 mosl mClals withouI regnrd ror lhe rnelallurgicnl dClails of solid solubilily and the
likc that cxist is Nome oflhe welding pl'tlCesscs. The following is ulisl ofs()me orlhe
subslrulesIhal are()flen plllleu wilhoneorlheeleclrolel!S processesOI' wilh'cleclroplaling:
1'001 slcels
) AIIIl)' sleels
Carhon Sleelll
,Sluinless steels
NckeltlllsC ullo)'s
. opper-llilsealloys
CaiU irons
Zinc II110ys
is lhe cllflvcrsioll Ih1\1 CUII be use,! li!;..:
10 produceli wellr-rcsislulIlsurfut:cUII alulIlillllll1, ll1\gncsiulII, ,I/ul titHllilll11, I
lhe be:l\ly anmlizing Ihal is uscdim nlllllinlllll, s lhe 1I10S1 willcly usud '\IlollizlIl/l. process
metal plillings Ihal havc lhe 1I1USI uliliiy in prudul:ng wcar-
hard nickcls, clcctrolcss nkkcl. Hnd, ns
precious melai deposilS, silvcr IInd gold. Therc is no lcchnical limil lo Iheir Ihickncss,
IIsuully COSI ctlcclivc 1'01' in lhe Ihcklll)sS mil!:': oI' 0.000 I
111C low-tempcnnurc I1SpcclS 01' lhes!! processes SOlllclillles lIIakl.!s I!tCUI Ih.: ouly.
'coalinlls Ihat c:m be applied lo dislortion-pronc subslnttcs. For exulllplc, il't
it
a lurge muchinc platcn (l 111
2
or 10.7 ft2) Ihu( IN l!1HchillCd
lO close lolerances, il will nol bcpossiblc (osurfuce lhis pluten wilh lI;l'usiOll wdding
wlhouldislortion. lI is eXPCnSiV loC0111 hlrgcarcas'Wilh lhe nonfusiolllmrtll'ndllg
processing,nndIheyinvolvesomehemlhu! cuuldcausedislOrlion.Tiledilfusiilllhal-ucning
pmcesses'similurly will involve'significun! heul and possible distOl1ioll, as will surracc
100 11Irlle for l1Iosllhin.tiIm eoatinll
wcar liles IIfC nOI vt:ry pr:ll;lical forlurge
wcar is scverc,"ll1s plalng with hal'd dll'Olllilll1l ,'r
parts, maiul)' bCCUlls,: lhcy d" 1101
palt necds rcbuihling bCl;ltUS': oI' servkc wcar, il ;$
linish machincd;Ihereisnoe.xtl"'d slockloremovefrom bearngdi:ul1clcrs lO accolllllllldale
be llpplied ollly {O
'.
Plaling and hnrdcmllings have oue otherIldvl1lllilgc OVCI' mos! ofthe olh",' slIrrac.;
(lrIK:cssCS; Ihc)' C!III !le upplicd in &1111111 hulcs IIml rt:cesst:s Ihal ure dinicuitto lin.wilh
surracc IIll1t gels WCI will bc cualed \Villl lhe
elOClrolcss plming processes. Soluons cun evcn !lc pUlllpcd Ihrough holes lo I'IUIC, ror
exulllple, lhe nsidesurfaccsor11 bCllt el\chal1ger. SclectivoplmingIImy theai 'pmprllllc
(00 IlIrgc to fil in mos! plnling tanks, OH pariS Ilmt
musl be rebu)lt in situ, und for parts may rcquresignifieanltnllsking in bath
wca;'-resiswnl SUII':": 01'
modemte Ihickness on parts thal are lroublesome gcomclries ror cite OlheI' A
lroublesorne gcomclr}' may be aver}' large surrace, li disIortion-pro!1t: part, or a.:avily
IhalCannol beeasilyreached wlh line-o'r-sighlproct!sscs. ChJ'omiulll is lhe mosl abralioll
more nbrusion resistan! Ihun hardenetl nickckand
h3rdc()!1ling. ChrollliulII I1nd lhe olhcr hurd plttlings cal! slide uguinsl hUl'd melais, Iml
lhe oplimulII couple flmy rcquire (esliog. ChrOllliulH is lhe,mUSl '.corroSflll1 :,1'
to sOlne oI' lhe erosioll Ihat
Ilowever, it is nol Ildvisnble lo t'Cly, OH plalil1gs U$ U
onrrier'lo corrudenls since Ihey are likely lo hl1ve pinhole, orcracks ihal fim)'
ovcr li dlcIIlCall'Csisll1nt lIubslrah: CIIll. :1 Ilsahlc
be uscd for 'lppliCalol1s 11,1<11
involve surracc faligue. Forexample, lhe)' are riol wise choices for 11ppliea(iol1s
When to Use Plalinys
ror weur uppliealions. '111C
resislulIl surfuccs are ehromiul1l,
hul lhe)' 1111:
100.010 in. (2 lo 2.50 ....111).
lo upply some durdbilily lo
Imrdening o)' liame and illduClion. Thc part is
fueililics. Evcn lhe special sueh U8
surlul'CS unlcss lhe anlicipatcd
nickcl is lhe lHosl pnu;liclll approuch,
I'latngs are whlcly uMed for worn
usually Cause dislonion. Whcn 11
distortiOli. Plaling scldom ,l:lislortion, llnd lhe c()uling can
I t
"
. I
IC arca Ilul lS W()IiI, I '
olher coutl1g processs,ln fllCI, ally
proccss 10 use (ln parts Ihul are
In summar)', plulings shoultl be used whcn lhe gual is II
resislanl or lhe hard plulingsj ir is
lhe hllrd platings, und it ;ean hnve resistlll1cC
involve mddizing comldcnls.
lo lhe SlIostrulC. A Imrd pIUI!Il!:
combinalioll. Finally, convcnlional pl!1lings should nOI
, (
''''.. J
<f
:...J
I(
'.. j
,<
, J
',.(
-.J'
t\
J
(\
,J
-"
""'(
'(.
-:-, I
, \...,;
-- {
-"
(,
. ',,--,
_/r
'-'
--(
"t(
' (-
'i..c,
..''(
ri
'\.
....'1
;...I
" {
,
'1( ... ',
.
,..
..::1
d
I
,
hcaling a steeJ'to
in. (19 mm) thlck may be lhe
4615 and 8620. Thc'use or.these
" ,
be done aI a.sllghlly.lower
i
, I
: I i Whan to LsaSelective Hardenlng il , :1 I 3.
1.,. . ,. " "i! 1I
Thecase depth ean be as decp as 0.030 in. (0.75 mm) ormo
il is.bilefi,lhe:hurdestsurfacestha'l:an be appled to astecl. ,,'" I' .li ,'.,
hesubstralolimiitions;adsadvantage0l thisprocessislhesirelimittl
io asealed retQrt arin avacuum cham
(for:Jon litriding)i!;Sometirrtes,H lis'difficull!to fin heal lreal shop wilh a
suilnblefr large:partlli' 1(: the' Uinilatlonsean beovercome.' nitridlng,will p
surl'llc6 Ihat Is'vcry reslstantlto inellllIO-:l1Iclal wcur proccsncll nnd,with gllod li
resistanee;1 Bofh nltriding'andcarburizing have god resiSlanee,lO Burface'fatigue,: 11
theY'are,quile' widely used for gear and cam iypes of npplicatons (a hcavy case"
lecessary)d' ' :i; .
This process is more costly Ihan carburizing because ofthe 10llg times lha! ri
required 10 produee cases. li canollly be justified on high-voluloc.productiollparis'
the application warrants the hardersurface that it produces compared lo cllrburizing.}
is most applicllble'lospecial applicalions Ihat need Ihis very hard surface. ' ' ,
,!'" i.', 'Ali:fhe. difTusion:hardening proceSses'lhat,areI capable orproduc!ng surfaces.:
;,., 60, HRC;or'beiter are'suitable,forabrasion and applications. Th
. i " , are gcnerally moai appiicable la prts Ihal can be baleh processed..:. j
:;t,'
}; ;; 't" !: '. !I' ! : I f' , , ..
WHEN TO USE SELECTIVE HARDENING
'v ,c' .t ti I- ! ;' , '.' 'I ii I. fo-: 'I,'
I
Flame and Induction hardening are limited lo certain famiiies ofs.leels: medium-carl
sl!:els; ,medium-carbon alloy ateeis, some CMI' iron8. ando fhelowet-aJloy'tool slecl
There. is'no;slzollmll to parts thal ean be l1ame hardenedsince only lhe portion of
part'to, be.. hardeneI need.,to '00 beale<! for lhe hardening.process. The sizo limit
indllcllon,'hardenlnll is Ihal the part, ar.area to be hardened u$ually mus! lil within
,induclor coi!. ,Localizalon of'the healing for hardening is lhe biggesl.advantnge
" Ihese processes; dislortion jsminimize<!. Thehardened surfllce layer produced will ha
fhe properties oflhe subslra'F heal Irealed by, convenlionaI processes, and" In gener:
lhe hardnesses oro ,but on lhe lower side of lhe recomme"ded worki
! hardnessrange. Flame-,and'inducllon-hardcnOO partI are used for a wide varicly
'pplications, bul lhe tendencyia lousethesesurfaces forme!1l1-IO-melaltypes,oflribosy
lems,gera, 'cams, rolls,dorge,bearing,races', shafts. and journls.,Flame haruenr
. bl!sbecnsuccessfullyapplledformany yearslolillageaodmincrlll benelicotiooequipme
I :" wherelhemode ofwear Is mos! oflen " II f-N" ,: ' ;,
. ;;,' I ' ','
"" , j.lllfJ Flume hllrdening 18 u,ual1y usod for very heavycases. in lhe runge of
aboulO.
j'i,: In O.2Sotln. (i.2 106mm); Thin CIISe deplhs are difficult lo control becliuse oft
ililuro oflhe heating processo The cquipmenl requircd for IIllmc hllrdcning is
and: most hllat lreating shops cando 110me hllrdening. Thcre ore many nuonc,?s;
conlrol oflhe fiame and quenehingequipmenl, nd criticaI lIame-hurderil
should bedirecled lo', a compny lha! spcciallzes In fhese. processes.
'.crubiadapted to productionhardCnlngoflargequanlitiesofparts.bullhemore
'; rea:arapplicalion is on Jow-cjuantity parts and one-of-a-kirid large parts.H
, "f" ' , ' 'I)
I
. :t;jl
( ..'"
316 Selectinga Wear-RasistantSurfaca
. ;lij)1
( ;.0-(
Ihat Involve polot and line contact stresscs of lhe type ihat occur in rollng elemenl
( '. and the likc.
, N(
".--O.,
WHEN TO USE DIFFUSION TREATMENTS
\ ,ij".
( '. The mOSI populur jmlCess producilig wcnr-rcsisfuni iH cnrhurizlnll.
; X)'. r"lIowod by curtmllilrillillgIInd nilridiug. 1>11'fllslun ofburonIUldolhcrclcl1Ioulsloprouce
compoulllaycrson surJ';\ccscan prouccsome unique surfllc(propcrties.
,.()'.
bul lhe cPllImcrcial availability or thesc spccilllty dirfusion treatmcnts is !imited. Thus
lhe selccti(ln of for surface hllrdening is nlmost enlirelylimilcd 10
proceNses lhal diffusc curbon OI' nilrogcn orcombinalions thereof Into surfaces.
Carburizingondquenchhardcningureoneaflhemostcconarniclllwaysofimparting
j NI(!
awear-resistant surfaceto low-corbon sleels. Ilcan 00done by many different processCll
...(1)'l! (pack, ga8, vacuum, and others). Hnrdening,of ihe caroulzed surface layercan yield 11
hardness of60 BRC with acase deplh of up.lo 60 mils(1.5 mm) or deeper. There are
fJ.. ;.,. t
IwO muin limllllions to Ihis process: (I) .The Iiquid quench requirod 10 produce the
hard surface can cause part distoriion. (2) There are subslrate limilalions: Thedistorton
\' ,:
in Cllrburizing comes from ali the problems Ihal can occur on
austcnitizing temperalure and from lhe size change thal must occur(lO changing from a
. l
........ ........ J j,1.
50ft stcc! struclure lo a hardcned martensitic 'structure. The substrate Iimitations are
Ihat I is primllrily applicable lo low-carbon.steels and lo carburizing grades or alloy
slecls. Low-carbon sleels have limiled hardenabilly even with lhe high-ca.ponsurface
Ihat is produced in lhe clIrburizing operadon;'From lhe prnclical slandpoinl. this means
Ihal carbunzed heavy seclions will not quench fast enough even wlh Qwaler queneh
(-,9-'1
A'J:...J ' I' , . .,.,
to roml 11 hard surfllce..A,heavy seclion in round bar is nnything' over I in. (25 mm)
diamcler. In plllie malerial, p 1 ft2 (0.3 01
2
) plate
Ihickness limil thal wi\l respolld ft(l quench hnrdcning. The hardennbilily problemis
'." 'i..; I' ,.,'.'-
I)
,I
overcome by using alloycnrburizing sleels such IIS
" ..
stcels may increase lhe applicable bardiameler to 2ar3In. (50or,75 mm), bUI thicker
sections may stiU be 11 problem. Thus lhe ideal place to U8e carbunzing lO producell
wear-resistant surface is on small purts thal can bebalch processed. nndlhepnrts shoilld
nol have crilicaldimensions or! (hey shauld be finish ground On criticai surfnces arter
cnrburizing and hurdcning. I ;,,,
Carbonitriding hlls li shilartype ofapplicabililYi lhesume dislortion and substrale
limitntions apply; hul some carhonitrkling processes can
(c/IIpcmlurc lO rctlllce qucnchlnll istllrlioll, urlu lhe diffugion of hllrening spccics,
A)(\!
I:
.
!
I carbulI ano nitrogcn, cun somewhal enham:c\he:wcar chamclcr.islicS.
I
ti,
I Nitrldlng requiresspecilll subslrales; it only,works on alloy and somespecial
procsscs will work on, slainless sleels. The big advanlUge af Ihis process is lhe low
process temperature ofaboul'900 lO IJOOop (480 lO 590"C),and aIquid qucnchis nol
requlred.:A second significllnt advuntagc overlhe otherdiffusion processes IS.lhal when
\ I1 is used on special nitriding slccls of lhe Nitralloy type acuse hardness of60 lo 70
1
'1
!.
I
',I "
.1 ;:1
.\,
1
"
318
Chap. 12
Selecling aWear-Resislanl Surface
Inducliun hllrdclling relluircs pulling, lhe areI! oI' lhe parI lo Ilu harcl1ed in an
inuctnr cuil, or wilh lhe ncwer processes 11 coil js pUI in pl'01.imily wilh lhe SlIrfa(.'C lo
be hllrdened. Il is much more suiled lo produclion hilrdening of srnall parts Ihnu is
liame Iljlrdclling. II c.m be more pn:csely cunlrolled Ihun flame hllrdeuing, "nd cases
as Ihin as 0.010 in. (0.25 mm) eun be oblained. OOlh fhllne IInd induction hardcning
requirc 11 IhlUid quellch, bUl1luenchingdislnrtioll is lIIiniulId ir arehardened.
111 IrilwsyslclIlN, lIume hnnlening well Kuited for heuvy CIIMCS 1111 whcels. lI.
eurH
,
C:1I115, mineral.hnndling equipmenl. nnd similar parts Ihul benelil froma wellrresiSlanl
sUl'faee nnd 1\ lower-hlll'ness core.lndLietion hurdenlng is uscd for smllller parIs, mass
produclion pnJ1s, IIntl Ihinncrcases. Muny aulolllolivc parls Ilre induction hardened.
WHEN TO USE THIN-FILM COATINGS
In 1\111'1, theollly widcly nvuihlhlc Ihinlihll ClllltinU WlIlI lillluhlln nlridu, TiN ur
.coulingofTiN,TiC,IInd A1 0
3
.ltisavili.lilblefromcverymajoreulting1\)01 manuf:lclurer,
2
and Ihere are scores oI' coaling companies Ihal I1pply Ihis cotiling us 11 serviee. Tllc
cuung 1001 companics usual!y only applyl'iN 10 hgh-speed sleel.andcemenll!d carbide
subSlI'ales. 'fhe coaling serviees will apply TiNlomosl subslrales. bUI Ihey USllally do
Imt gUllrnnlee lheservcctlbilily.Thesc.coalingsclln vllry in comllsilionnnd morphology
dependingon the dcpusition process, bul most hnvc 1\ hartlncss between 1000anti 2000
HK. Thedeposiliol1lechniqllesvnry fromplunardiodespuuering,10Jnognelronspullering,
10 Clllhodic are spultcring ond olhertechl1iques. Thceoalingclln be produccd by reaction
or rrom 11 TiN lUrge!. One can expecl some pruperly differencesdepcnding on lhe
1I1l11!iclllon processobU11l11 importanlpoinl lokccpin mindis IhalsomearIhese
lhe subslrille lem('ll1nllure lo 115 high as llOO"C (ISOO"F). Someorlhe pmcesses
kcep lhe pari Icmpernlure lo abOll1 300C (5701-1), bUI lhe highcrIcmpcr.lIure processes
...:an lIortcn I()ol sled An in<luiry shmlld bc made abQuI prol.'ess lerilperalure
whcncvc:ra tempcmltm:-senslive subslrulc is ctlulc:d. Silnilarly, whell Ihesc coulingll
are upplied in IhiClmesses grenter Ihun I (40 Ihey lend 10 pnlduce u multe
surracc roughness. Ir apllrt has nmirror surrace bcrorc cOllling (Iesslhan 0.1 JLIIl 4
it l1luy have u (200 roughness afler coaling'and nodllles (macros)
lIIuy Ile present. The Inllcr usually mukc couled subslrnles abmsivc .10 sofler surfaces.
.!r Ihis is undesirable, l)lcy should nol bc used unless lhe suppler can guarunlcc: "tiO
TiN cllalngs III'C 1I1Iually applied in lhe Ihicklle8s range or2 lo 3JLIIl (!lO lU 120
Tlle beneficiai cITecls 01' lhe coaliug tire allcgedly ncreuscd Dhrason rcsislunce
and resislanec10 slidingwearprocesses.'fhecffeclvenessorTiN in illlproving
lIcrvice !ife has becn well OCUlnenled in lhe area ofCUlling h1Ols. Pieccs per 1001 are
one." im:relllled several fuldon high speed sleel'nnd eeri1enlcd carbide CUllillg lools.
'nlceoaling usunlly quickly welU'S olT uI lhe cUllng edgc,bul li slays on in lhe arcas
orlhe 1001 where lhe chps slide011 lhe1001 rnkc Ilr Ilnnk fuces. ApparclIlIy, lhecOllling
wcll!ing ofchips lu lhe 1001. Thull 11 proven placclo applyTiN is on cUlling
10018.
.j
When'\o Use High-Ellcrgy Surface Modificaliolls 3m
AI lenlll 20 olheI' Ihin-lilm I.'Oatillg,s tire IIs.:tI ror trilmtogictll l1pplicmiolls. hul
Ilverllllc pcrsoll 11I1Iking Ilr 11 wcar-rcsislulIl SUrraC!! would !lc "JVISI:t! IIgaills! IIsiog
lhes\! Wilholll sortle Iypc oftesl programo They 11r\! nol tlcvelQpeJ lO lhe poinl oI' lhe
TiN coalings and, vcry silllply, il is nol knowII irlhey will work 00 lI"y Iribosyslclll
olher Ihan lhe one for whieh 11u: cOillng WIlS dl!vclopcII. Mosl oI' nOnt:ollllllcn:hll
cOillingshavc Ilcen develupcd ruI' somespccialllpplicaliol1, FurcxlII1Jptc, silicol1
ceplors arc pmleclctl J'mlll poJjshinl.l WI!III' I>y I OI' 2 p.1I! Ihick ('10 OI' HO ,tin.) silicolI
nirrillecoulingsproduccd by plasmaassislctl CYO, They oll'erwcur pro(ecliollon silir!)1I
substmles, but l is anyb\ldy's gucss ir Ihis same coaling will rcducc abrasion Oll.a
pUl1ch press die. A similllr Sllllllioll cxisls on eualilJgs such UN dalUOlldlikc carbol!.
molybenum disulfie, silicon lilanium uiboritle, and Sol'CIi 01' olhei' coulillgs,
Tbey are simply nOI comm,erially dl:vcloped coatings.
In for applicaliolls, Ihin-1iI1l1 coalings ,Ire cOll1pelilivu \Vilh
lhe thin IIIctnllic pllllings (lS ehrollliulIJ anti hard nickels. Tlmliulll
Ihun chromulll, und in Iribosyslems thul hCllefil rrulU 11 h:lftl su!'l'tlC!!, il. 11111)'
IIlctullie phtlinlls. \I iN llcllcrally IIcecph:d :tw lo Ille servil,:,! lir,: or ClIltllg
lools. Olher applicRlions ofTiN oruny oI' Ihin-IHm cuulinl.ls IIHly ('Clluin.: l<!slillLl lo
delerrlline.ifIhey.produee inu)rovc scrvic:e lire ()V(' uncoalctl subslntleS,
WHEN TO USE HIGH-ENERGY SURFACE MODIFICA TIQNS
High-cllergy surfacc modilicaliolls Ily our de!iniliolJ Itrc Ihusc surl'ace Ircalmcnts lhal
involvehighconcentraliansofenergy,suchas 5kJlcm
2
'Illespceitlcpwcc$sesconsidcrcd
in Ihis cnlegory areelcclron-beam and laser hardeninganti gluzillg anil ion illlplalltalioll.
Lasel' und eleclronbenm surfllec hardelling are \Vell devclop.:tl processes, muI Ihcy :In:
used in the sumI! pinces IIS liame 11lId illductiuIJ hardening. Th<!y do the Ihing as
liame untl induction hardlling, bul lhe hardelledsurfaec layc.l' IIsually in lhe I hicklH':SS
muge of;1 fcw lIIils 100.1)30 in. (50 11m 100,75 111111), :md lhe heam hls lu l>e ma;l..:
lo covcr the arca 10 IlI! hardcnc by .:Icclmnie r:lslerillt; or hy mauipulalinll oi' Ihl' parI.
111e 1Il'p!icablc malerials :lre lhe sume materiais tiS Ihose in liame hanlt:llillg, Tht:sc
proccsses usulIlIy protluce I::ss Jislorlion IlIall /lumc anel inducli(lll IWI'JCllillg bc,au:;c
oflhe lo\Vcr hCIII input and mass qlleochillg. Thus Ihese are useJ whcn: il
desired lo oblain 11 wcar-rcsistanl surface in, for exltmplc. lhe insitle (lf li lmrc.1l1' <>11 :1
srnall projeclion or cUllin!! edge. The hardcnerl surracc arca and
m.:,oralely conlrolletl.
c:w bc vcry
L.user und EIl hnrJracing !Ire slill ;n lhe dcvdoping slagcs. !lU! Ihcy CIIII !lI! used
lo Ilverlay surfaccs muel! like the GTAW and PTA prcesscs. A powdcl' fccd !Uhc
follows lhe beam lIntl IIn is melted ;!lIO lhe surfac. Thcnnal spl'uy cnalillgs lhar
,haveaIJIcchanieal bondlolhesubslraleC3n be fused lolhesubstratcwith thcseprocesses.
bul lhe eommcrcializlllion ofIhis lechnique is sliII'undcr developmellt.
Laserandeleclron-bellnJglazingloproduceamorphollssurfacesund ion illlplallWI i\ln
havtl applicabilly Ihal is similar to some of lhe Ihin-fiIm coarings. Thcy Imvc b..:en
used sueccssfully in some Irillosyslcrns, bul rhcse I)f<)cesscs are 1101 devdo(lctl lO lhe
(
,f.I
(
", .........,'
er
" "-->-
cf
"""\ -...J
t<
...../
....
-
--
,
'.
J-/
i1.
' ....-'"
..
....
.-(.f
;<L
<1
,...
e.-
b
ii.
;;,.I
'
.'-', (
....
' ... ......
, ......,
n
'.::.'.1. "
r', oJi
.. '" ,;
-C
\
.Q''"I
.
When to Use Hardfaclng 320 Selecllng aWearResislant Surtace Chap. 12
( ;;5"(
(1;)"',
poinl wherc lhe average machine designeI' can freely specify ihemon 11 drawing. Wherc
Crise-hardeningprocessescanbousedtoproduce
Dr eyen:thoilsandsiofparts aithesametime if they are smllll cnol Ihey work and do nol work is sliJl beinginvesligaled.10n implanratitmls moredeveloped
Ihan surface glazing, Anumber of'coatingjob shops wiU treal awide variety of
.
': !I
. !i
I
Jd,
;,:', I'';':
..' .,!.j.,.
.'. i"
!'
"';
:.:-
.,; .
. in bsk!ils,fpr batchprocessing.) bc to be 11
( ,(:;"
but they usually recommend trying a number of species'Ilnd implantaiion parmeters
Pt:osioiral/y;sqme,pafts,canb, bl!lch IrcatcdbyIhe.lhermalspraypro__________________
andateslprogramtoevaluntethesuccess Sincetheeffectofsurfllcemodificatiori
( '.>,
'1'9 ,:"i " applie:lto
Hl!eh edges,were,cOYered witl
'ollly hc cOlIsldered for IribosyKtellls thlltl requirc zero wcur hut Iho,lIorllllll inclll<KJ.ls lo UPllly.,:lho hllrdfuclng lo cuch pml,
X)
will typiclIlly be in the range,of 0.1 to I II-m .(4 to.40i II-in.) from the surface, Ihese
(;0:1
precssing.is pcalt wilh by BUlomnllon or.the dcpnsition und han,t
( ,.IiJ-1
unell more renlistic to use surf'aee processes that produce weur surfaceH Ihal much
Mosl lribosystems eun wlcrutc SUbSlUIIlilllly illme thull Ihis ulIluunt aI' wcur, IIlld iI is
individu! part processing inay be less'cost e/Tcclive Ihlln sOllJe of
on small part!. i i, . , I
grcalcr dcplh or thickness,
.'1IFusion deposits of overlapping bcll-------------------
Ihal would:not be a suilable counterface for most melal-to-melal -:::::::::::::::::::
( .1:)'1
I
I
(.JJ1 WHEN TO USE HARDFACING tinish machined pr&round':Thcy only'oo uscd as,deposi
like shovel \CClh nd equipmenl. This is asignificant
t ..
C
)": II1Irdfaeing applies to surfaces that caritoleratea surface buildup. 11 produces
bul one of.,the inlenls of:lhis book.is,toipromote,lhe.uso,of hai'd_
coatings on the surfaeeofsubstrutcs. not 11 penetration.Iikc the case-hardcning proccsses,
applicati9rls; For Ihese of finishing costs bccomea
<N and it produces mueh lhickerdeposits than thin-film coatingand melollie pllltings. Plasma
(
ation lo be:dcalt wilh.."!:Lj . :.ri.-------------------
(17\1
spray and related Ihcrmal spray processes produce thinnest hardfacing deposils, i Thelasl major.considerntion in usillg hai"dfacing, part disto'r,-------------------
<""'/)I
and lhe thinnest that these coalings are usually applied is about 0.0003 in. (8 11- 01). fusion processes weld shrinkage., This shrinkage canriot be el
( jl The preferred minimum coating thickness is 0.003 in. (75 fLm). There is no uppcr deaU with by machining after lhe hardfacing operalion. The Iherinal
Ihickness limil to hardfacing; fusion processes cpn be used 10 apply 12 in. (75 cm) of . oflen used as depositcd. For example, if these cOlltings'are to be u
(--01
hardfacing if an applieation required it. Thus hilrdfacing is the process that is best
erosion formsofwear, theluirface roughness Ihal is indigenousloIhen;:::::::::::::::::::::::::::::::::::::::::::::::::::::=:
suilcd for hcavy surfnce deposits.H is well suited for rebuilding \Vom parts because ir
is usul/y of no consequence; Iheerodenl is usually some Iype'of
( Q)'.
, can produce any lype ofcoating, and hardfadngs,can be applied lO nlmost PJy substrate.
roughness usually does not affecl ries of erosion processes."For c
\, )::::},. The fusioll processes require '!Yeldable substrales, but lhe Ihermul spnly'processes will
lribosysiems, these eoatirigs usunlly requlremachinlng.Thermlil5
p
rll)o)===================
work 011 almost any substrnle that c,nn lpke the.moderllle applicnlion lelllpeniturcs. i do nol'involvehcating.lhe subslrato lo lemperntures in exceSH of301
('rj'i Bccuuse of lhe wide runge of consumabies thut are available, linrdfacing can be
. ..., iempcrahi!'wili not causedlstortion on most subslrates. The,use.-,-------------------
IIscd I() nddrcss,1I1I lhe modes of weaf. There is a hardfacingalloy Ihal will meet lhe
coatings. however,shou!dbc Wllre.ofthe dislonion poteniial from Ih-------------------
(' ..n-I;
IIccds of nlmost, any tribosyslem. The high-carbon.: high-chromium while irons ,have ':N
operation Ihat ia used lo''prepare.,the subslrate for cooling..To P'I1I
()r'!
well-documented abrllsion resislllnce; the cobalt-base alloys have well-documenled resis- ',;1 I'
distortioir, it 15 usually sufficienl to tll ihe coater thllt distortion,c
,lance to metal-ta-metul types ofwbar sueh us and sliding wcnr; this samo "I nnd lo uSe mild blusllng or nbondcoill In pince ar the normal blnstin.___________________
( . '.
.()f alloys has significanl utility in erosivc wcar processes Ihat.involve corrosion. The
ihereiircsomedisadvanlagcsaf hardfacingcompnredtocompctitivepro....-------------------
,.q)ll
auslenitic m8ngancse steels are widely uscd fc;>r reslstance tosurface fatigue on rllils. iog surfaces. Thcse i>olenlial problems canbe dcalt '"' .. __________________
( ". I'I
The IiSI oftestimqnials can go on ipdefinitely; it is v,ery weU established nnd Ifactoi"s lo bc considered in process selcclion. .I
A:)r
processes are widcly IIvailuble. Any shop thal has welding facilities cnn.npply lhe fusion
I' :in sirmmlll')', h3rdfacing is0111)' suited lo tribocomponentsIhlll ca,r-------------------
(A;>t
hardi'lIc1ngs. Thc thcrlllul sprny pinccsscs tire tlYailahle)n hundrcds (lf wclding shops,
'bJildilp.:J1 uppllcN lu fonns,uf wear hCCliuNe hllndrcds nf din"cc
( . :I/ld lhe Illore sophislicat
7
" proecsSCSj sueh as plllsnm nrc llYllilllblc cuil bc ;ippllcd. il Is Idcai ror imrtR Ihul do nol rcqulre hnlch proecHI
III many shops Ihat speclaltze 111 coatrngs. ,. i ,,' "..' . .! :, thal can bc uscd Bs-hurdfaced:1fthls 15 nollhecse, lhe cosi ofpostprl ------------------
(".'i
Some ofthe faelors that can limil the Ilpplidbi.lity!ofhardfacing are,1hc' following:
musll?c madeaselectionfacloi'. Tlie risk ofpilrt distortionmusl heconls::::::::::::::::::::
AJlt :1'1
( . '" Llke iiU the'processes:thal we have disc.
(Al" :j,:
has Iimitalioris\but Ihesc'.cnn bcdeaU wilh,by properprocessspeciticlllii ________;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;; 1. 11 is not weU sited lo buteh proecssing. .
.'2. Parts usually require finishing after 16 lllhcprocesses Ihat we have dlscussed;'hardfacing probably has IhlC:::=================
3.'Part distortion can occur in processing.
and ItalTers wear-rcsislant surfaces thal can work in'almpsl any appliil:'======================
( ..
!
.
$.,)
(, 'i
\
(I'
; . . ;'. :;'. t'; {.;"; . I-
..
'- . 1
Z
,
""C'
( '.
,J
. z=
.,I
!oI
322 Selaeting a Wenr-Resistant Surface Chap, 12
PROCESS COMPARISONS
,
Wc have rccommelldcd lhal lhe selection: process.be slartcd by 11 mlllerial
prolilo lo define what is IIccded; prosenlcd some general commcnls on when particular
nre Jike/y the hesfchoice8. IInd we will condudc this discusllion on lhe
sclcclion ur wcar-resislllnl surfaces by muking sume addilionul comparisoils of hanlfscillg
prdcexNing IInd lhe 25 IIrHII CIIlllllclilive jll'IlCCNSCIl Ihl1l huvc heen
Important.Selection Factors
Some yellrs ago, 50 expericneed mllchine designers in 11 vcry lurge dcsign enginec:ring
IIcp:1rtinent were givc:n li lisf af material propertie.. snd asked 10 rank the flve mosl
importanl propenies Ihul Ihey consider .in selceling li material ror ml1chinc applicntions,
TIlc pmprty choces include sueh things as 81)ecilic mechuniclll and physical properties;
V:JriOIlS cconOlnic sueli us muchinability, nmlerlII COSI, lIIul the likc: uvnilu-
bilily consideralions inclued .lhe malerial is 1)11 hand, lhe nlul.:rial i8 uvailublc loclIl!y,
r lhe. material musl bc onJcrcd fmm the 1I1l1nUfaClUI'er, Surprisingly. the rnnking came
(I.t :IS l'ollows: ..
I. C"rrsiuil dWntClcriSlics
2. AVllil:lbilly (on hlln)
J. Wclabilit>,
4; Machinublity
S. IJanlclling
Olle migbl cxpcet that II m!!chullical property such as yield slrength wuuld huve
umde li inlO lhe IIlp live Iisl; IlIme of lhe I1Icclmnieul or pbyxiclIl pmpenies made ir,
I his rilllking. III11J\llIhtcdly. woultl b difl'crCllt ir designcrs ai lUlOlhcr Iype 01' illllslry
.,.,ere but lhe results of lhissul'vey, 111111, in this planl, rICl:t1ol11
rrom corrosioll WIIS lhe 1n0SI illll'Orlllllt sclectioll fuclor; lhe 1Il1lnut'lIemring rmccsses in
lhe induslry surveyed illvolvcd handling chcmiclIls, so the corrosion foclol' WIIS not too
wrprising. But the sccond chuice was. nol cven l{ pmperty consideruljon; it \\Ias 1111
;/vailability concem: lhe material on hund in the IItock room'/ A conclusion Ihul
cun !li: nac from this survcy is Ihal designers ortCIl conshJcr uvuilubility IInd econoll1ics
1:1 hc Illore inlportunl selcctiulI fllclnrN lhan lhe "high-Icch" properties thlll IIre streslled
:-0 llluch in elll:\inccl'inlt 11 algu shuwlI Ih:1I designcm priorili:t.c h:lsl!d uu lhe
WIlrSl thing thal CIIII hapllcn 10 11 pur!.. COfl'Qsiun clmrllclcrilllics wlln in this sUl'vey in
1I1\! chelllicul proccss industry; lhe designem relt thul con'tlsion WIlS lhe worsl lhing thal
CIIII happen, Apllaremly, Ihese werc 1101 worried abulIl runs breaking in servicc;
Ihcy probably overcsigne 10 lhe point wherl! bfCllkage WIIS never allliciplled, !lut
lhe)' werc concemcd ubOUl lhe costs to Illuchine parts and lhe nbili!)' to jHin Jluns
I,weldllhility), .
,. '.
f'roecas Comparisolls
J2J
In sclccling 11 pwccss fur (I surf:lcc, IlIe fivc lIlos1 ifll(lUrlal11
r<lclors wiU I)l'()hublv inchllic lhe
l. Process availllhilily
2. WCllr rcsislunce
3, CuSI
4, l)isltlI'lioll or si..:c
5,' Thcknes5 aliai nuble
IClldcudcs
Wc will conclude Ihis dscussion llfNelccli()n surfacc lretltnll!ntu hy Olllparing
lhal we have illCussetl in cac!! or Ihese seleliun fllctur arcas.
Availllbility
This Sclcclion factor is often givcn high priorily in SClcclillg materiais, This is L'spec;;dly
true ir a pmson hlts a time limil ou gcltng a pari 11H1"e, I:veJl wilhollt tilll\: l'<)llslrants,
designers lcnd 10 usc mau:rluls and processes IhUI un: aVlIlilblc in m 100:ally,
The availnbilily I)f the surface trcalmcnls Ihm are allernlllives l\I hardracing v1\ry rmm
prubably in !louse to available unly ai a fcw placcs in lhe United Slalcs.
Sdet:tivc hanhlning processes, liame, induclion, EB, anti lusel'
in avuilubililY, Mosr. hr.:UI-tI'CiUillgjob shoJls Imve Ihlllle: u",1
but,mosl of tbese jous shops can only handlc simplc jqbs anti slI1all pm1s. pariS.
rolls, cXliuder screw5, gears, and the Iike arebellt lef! 10 hcat-tre1l1ing lirms lhat
in lhcs\! processes, There' are sueli (inns in ali are:ls of lhe: Uniled SllIles,llUl 11111 ijj
cvcry l:ily: Musl cles wlh li lurg ll1anufcturing base have cmnpanies .lhill do laser
hanlcning on li job-shop EleClron beulll-cquil'peu shups tire.: fcwl.:r in nlllllbcr
Ihun laser Ircllting shops. bul the availubility ifi abOli I compal'ablc lO 11m! \lI' ,pcdalty
lIunlc- and inducdon-hurdcning shops, .
Most harxlening processes carbonilriding, cyulIilll!;, I'L'JTill;
lIlrm'arburnll und nilriding) eal! he 110m: hy .my helll-m:1I1 shop. Eadl shop. !Jn\VVl'q,
will have si:r.c limilllliolls, Ahnusl imy shop ean bUlldlc paris Ihal m'C Icss IlwlI lo in.
(0.4'; 111) in uiamelcr ond Icss Ihan 2 rt (0,6 111) long, flivc rOO! (1.5 IH) lung shalis ;\tld
similur lurge paris rnay require scurching for hcul-Irelll shops Ihal hilVC Ih.: n:qllil\:d
furnnce cupacily. Thc special diffusioll proccssl:s, boronizing. chrolllizing,
and lhe like, ha\lc 10 be done ai cOfllpltnies Ihul spccinliz.c in thes!! 'j'ht:y are
but UO! in cwry cily.
Thin-lilrn lU'\! not dlllle ill lhe u\lcmgc linll, lhese prOCc'';St:S
ar\! dum! by !o,,1 IIHlIlufaCIUrCI'S or in cOI1l[Hmics Ihal speciulitc in lhestl cuatings, TiN
cmrlings are available through almosl cvcry machine tool supplicr, Sim.:e HWS
are widely uscd on cuuing lools, luol slIpply houscs uSIIlIlly' ael as rCpI'CSCII-
latives uml paris cun be cualc Ihmugh them. To()1 slIpply houses /lre in \:\'c:ry
Olher PVD an CVD coalings are nVllilnblc frol1l, some 0(' lhe 'S<!l!lC cOIJlpallics Ihal
supply TiN coulings. lon imr1ltntntion is done by eompanies Ihal S[lCcilltizt! in
...
I,
\
(
,
'-, '-'
'{-
l
"'l......&
t,.
-1L
/",'
.--
-'1\., .
i
lhe results
" tI'
00
Igh to
:alcd<lne ai alimel'
cesses;for
ng. oflmVel f
Ihe:spray paliem,!
llrlllcly. SlngJo liOO.
'
proCtlllSCll, bUI
lhe olher processel
1
ds ofweld deposi!
IribuS)'slems. Thej I
iled ootlpplicalionsI
part ofhllrdfacing, .
'for machnl'
_select,ion
"tion. exisls in th9
imiDllted, but il
spray coalings are:
for oneoflhe
11al spr,lY
- huidand Sllrface"
otmfOlTTling SUrfllCOI
l
uSlIlllly I
-()OF (lSO"C). Th15,1
af Ihermal sprayl!
e abrasive blaslng
l l
l
mmt this type ar::
annot be'lolerated
Ig opcration. Thu
CesSCll
.Iilh; !:lul Ihese are
1lolcalleQ surfllce
:reml conllulnnbles
lor
". , :I..
328 Selecting a WearReslstanlSurfac!! 329.
Allhough wo huve slaled in our dscussion af processes Ihal Ihereis nol a
di.recl correlation of wear resislance la.hardness for many ,wear proesses, hardness
does have nrole in selectingcOljtings and Burface.Irealmenls. Figuro 12';'7shows Iypical
ranges in hardncss for many oflhe processes Iha,1 wehQvediJ;cussed. Ali lhe surface lhe hardest,
trcatmenls Ilnd cOCllings shownin Ihis ilIustrlllion h;ivchardnessos.grclller Ihan ordinary
conslruClioll slcel. low-carbon sleels, and ihe like, The surface-hardening processeS' ' !, ' . . I :':.' , ," qI
Ihul rcJy ou 1ll1111cnsilic Irnnsf'(lrfllUlllllIs nll hllve COI1lJlITlIblc hnrdneNs. und lhe diCfusion' . I'
ntho 80lccllon ofQ surfucc for aweur,
II'Cull1lcnls Ihal can producc hanlcr surfllces are nilrlding nnd nonlraditional diCfuslon
processos sueh as /Joriding. The hardesl melai coaling is chromiuill pinte. There is no
..
olhorplatingwilh ils hllrdnesscllpabilily. Hllrdcncdelcclrolessnlckelennhnveahardness
nppronching Ihal ofclromium. bUI in'01051 abrasion lests chromil!m oUllaSIS eleclroless
snndiwilha.
nickcl hy 11 significan! faclor. Th.e Burraces IhaLare harderihan chromiumareeeramics,
ccnncls, ar surfaces thnl are coale<! ar reacled 80 Iheil Ihey are ceramics 'or cennels.
They Ilre nitrldes. carbldes, borides, or similar compounds. ThepapularsoJid ceramics
ror wear applicutions. alumlnum o)(ldo. slicon carbide,.silicon nitride, nd lhe Iike,
mechanh:al,
generalJy have hardnesses in lhe range of2000 3000 kg/mm
2
As shown in Figure
12-7. whcn materiaIs such ns IIluminum oxide IIre applied as plasOlIl spray and olher
,:
";
I
11
a
,I
I1
1..._ soft
I .teol
AlumlnUn1 oKide ceramic.
Comenlodcarblda cerm'ts
;'. . ..... ..:,
Boronlzlnp01 n...1I
I
I
Plasma spr.ye<! IAl,Ol/Cr,O,lWc-Coooallng.)
I
i Chromlum t1octroplate
'I liordenod1001'1"
: NltrlcJ.d11.01
: Fuslonhardlacing. ns lolhesMI .
I l...r/E8n.rdon
,; .".
I
iilC.rbonltrlde/carburlre/cyanlde
I
InrhU:llon,hardenod nI,
I
I Flnlnoh.tdonedIl8011
I .
some caseslhey CI!n be hllrder. MosI sliding. wellr processeS .nnd '
I nh:kollnl,k,I.locl,oplale
: HSLA tII,
Mo lIOel. fbelor. work ha'denln91
o 500 10110 2000 3000. ,
Ha,dno..Ikg/mm')
(lO
....12-7 ofhnrdnl\ss .nd;urf.cc 'rcallne.IR.
,i
'
.
,:1
, ',.;
ProcessComparisons
Ihernia spray processes. ihey have hardnesses,lhal ilre less thun lhe same malerial in
Sol!d fonn. Thls Is .Ihe sprayed maleflIls conlain porosily and oxides'
'Ihat are'riol presenl In lhe! sintered.form. ,The olher hard surface for lools, cemenied
arpide.has. ahardness Qsharel as
compounds hnve
'iCJlIl bq lha," 'i, I"' 1'1
I'''I/.: IJ<lw. ShilulcJhurdncss:lnformutlOn bc used
e, ' 'I :- ,."
llpplCIIIJori'1. Thc)wear processes thut IIre mltlgaled hy lhe.use afhurd 6urfaccs!'
absi9n. hj syslenis involvins sUding ofconlurmink50
'frellin!j.wear/ galllng,.ahd,,10 some exlent, solidpartlcleeroslon. Unfoltunlllcly. Ihem:'
i areimanyIcavealll'lo Ihis stalomen!. For example,a AIhlck COllling of TiNcan
.' hardnesslof:2000 kg/mm1, buLi! will ,nol resisl abrasion from
f800 k8lmm
2
when:it Is pul on a 50ft subslrale. The coaling,wiIJ not.have'
.MQugli slrelglh lo ,!resa loading from gl1!ins ofsandi anil !I
bya fraciure mechl1nism.. The same Ihing Is irue for
all'!lhej Ihlnl .. lnlfact"anycoatings,Ihal with II
bond ";Viii probably nOI,\\!ork i'.l Ihree-bocJy,abrasion wilH ahard subslrale, Thin,-
lJard coatings. and,surface trealmenls:should be pplied to a,hardened subslraie, lind '
'Ihey w,rk ooSl In poJlshing abi"allion tyP," ofsystems and in conforming solid'siding,
syslems(.j.:" 1, '
; j' Jsingsolid(hardmalerialsisnolasslmpleasitmayappear. Forexample,cemenlod
tIhailareallcmulivea lo hardfoclng cun huvc hurdncs8cs cOlnparllblc 10 al1lhe harelfllcng:'
earbid and "inlere<! aluminum oxide are near lhe lop ofour Iisl in hardness, bUI
sliding l1/urninum oxide versus aluminum oxide will probllblYigall.
'ofIhe!r chemicai coinpatibilllY, Ihere will be alendency for Rolid-slale bondlng; Self- .
af cemenled carbldewll do lhe SIlllle.. lhing, In ..
;,,of itls ofien neCessary 10 perfarm.compllllblJity andoneshollld'
. noi reiy entirely ,hl1rdness aS aselecion crilerlon.,
i, designers hold lhemis,cOnceptlon Ihal slidingsyslems invol.ving conforming
;50lids!shuld .have one member. ,ofterthan lhe oUler, for li 60 HRG steel'
.versus;"1QHRCsieel. Thi', high,syslem we.ar, and the wear iuirder
"..mc:mbcr wlll tie hlgher Ihan Ifllhe. mating 5leel. HRC; lhe hllrd rncTlhcr ls
,nolprolected;'Iltercasonfor Ihls la Ihaladheslonlendenclesare higherwilho!lemembcr.;
,soft, dheslon prodUCCll dllmage 10 Ibe'hard meniber s well
, membC:r. ':'1'. I . .
To suinmarize, hardfacings can have Ihal range from Ihal of.Iinllead,
I tI> nppmching Ihat or, cemcnled cnrbl(,les. The coatings IInd surfnce Ireiltments;!
processes! and in
low-stress abrasion proceSses show: reduclionin rtcs wilh high-hardness.5l1rfaces. bul.
tiardnesil shduld no! be considered..by. itself. 1I is necessary lo considcr tbe Ihlcknessof
:'1 ihe hardencd surfaceloycf; slresseson hard surfac':s, and compQlibililyofhurdsurfacCls
;: wilh mling maierials. " I
. Figure J2-8 presenls Some laboratory wellr dala on Iherilelll)-to-melal and,
:abrasion resislance ofa variety of hardfacing alloys. Basd
",,'!'
326
:;,eleclcng u y't:a.. -.n:::.t;JUHll UUltU,",,'" ..... ...
TABLE 12-3 CHARACERISTlCS OF SOME HAflDFACING PROCESSES
'':'..---'--,-_..__.---,----'--------'------
.uilcd ror:
I'rincipu' 1imil:uhm,;
I'usillll l'f1 K.""X:<CS
, SMI\W Luw dCI"J,dittu mie
SnHltI ';',1,.. uu' uf f'I1.wlfuu, wid
vnricly ..r
FeAW
(JMi\W
UTI\W
SI\W
PI\W
OAW
.11 nlklY' nv"ilnhle
Umlktla111l7' avuluble
Vvr" lu'" .lel'o.il;o" rute
LilllilL'<l alio" n'lI,,,,i.ion
Llml.ed all(1)" (nlll:<l use
UI wlre). equlpmcnl
Luw del",sltiu" ru!e
Ileltvy
'-IIft!C Juba
SlIIull jubl.',Xli repui...
Bc"v)'
Mcchunizcd pruduelion juba
C.,bnlt ali" nckcl b .. ,colloys. 4111"11
juba. Ileld w"'diog
LASER
Uxpensive. nol wll
Spccinl rrudUCli"o joba
Im
llIeelro sloll
developcd
I'",,,, Ivallnbilil)' .. rel,uirnlCnl.
lechnlqucl nol w.1I develnpc
I'"or uv.ilnbilily nr
Spcciul prudIIClk'll joblI
HCllv)' tI"!",,,I,.
Fumact! brul.C
0111)' ror 1111"".111 bure wlre rorlll
Utluipnte,,' avullnhlli')', tini)'
.uh.o 10 raw consumnbles
Pluccmcui ofl'nrblUc dica
Nunr".ion pnK:"....
Flume sl.ra)'ins
(FLSP)
IlIceul. are: 5p"'''-
ing (EASP)
an: apnly
In8(I'51') ,
Oclonulon glln.
tI-SIIn
JelKole
pom"h)'
Mn" rc"uin: tI"velniling. 0.1)'ror
eu.sunl.blcs in wire Cunn
equipnlcnl. Ihin
ll <: 0.040In. '
I'n'pfle,,,ry c'luipmcnl lone vcn
k>r)
hlg" 110.
l-lcllv" depo.l ..;;> U.040 in. uI' ",clal
..!lo,,'
Heuvy dcposltH> O.04Uin. orlIIelol
alloy.
Cermics. ccnnelS. Ihin fJII!l.1 ulluy
deposil!
'1,lndep".h.<. O.OOS in. "rccr.lII-
Ic ""mdclI. au" 111&11 .1I..y
11,Iekcr deposlb(U.OIO 10 0.010
in.)ur
highllu)' melai I"'wdcil'll
orshc cmmol be erll1io about whnl is lhe most WCllr-I'eh'istuot couplc nr surfllc. '111crc
IIre 0011" afew StllOdl1rd weartests for malcrials,andnoIrlbologlslliastesled ali mlitcrials
wilh ali lhc nvuilublc tesls. Similarly, no tribologist has had experience with ali the
Ilvailablc bulk nluteri111s or .treallOcnts. What can be used IIS abllSis rorselection?
'nM! bcsfIlml nlle cun Ifn is 10 use I'llsl experiences nr y()urself um) olhenl und tesl dalI!
l!.:vclupell by uul! IIlhcnI.
Figure 12-Khuwn wherc uvuriely ofbulk nUllcrals arll! some surf:lcc Irculments
Imvc becll succcssfully used ror vlllious of wear, This ilIumuliun 18' based on
(lcl'slInal cxpcrcnccK wlh Ihc spccfic wearpmCe55C$ IInd mnttlr1lllsihallltelisled. Thcre
cOllld be11 fourthringoflubeledhllrdrllcingsonthlsillustralion,Asmemionet.l
Ihre are 50 many differenl hardrucing consumables Ihal Ihere is one or several Ihal
will work forahnosl:my wellr processo
[
, ::
'"
_. E
' .. ':t:.j
327
Process Comparisons
C,ndldat.
proce"es!tnatortal,
carbtdo ""s.
If
Bust ehoice
(cll"ouofllillll
calinU
."ilabi!tvl
Wcur mooes Otml matcr:ol soluduM tu lhes\! U!Ul.llt or Wur (uIIH:r Ihnn hllhlr"dllg).
(
.r:
..f'.
!(
_ t ....,,;
t
"\ J
r
("
'1r
"'..".
-f
r
-r
"--"
-[
r
1_
-L
L
L
L
( 1" '.
(
$'
332
Seleetlng a Wear-Reslstant Surface
( (hese tesls Ilnd addilional tcsts, il WllS concluded lha1 lhe hardfaciilg consumables Ihal
( "'Y, !lre shown in 'rable 12-4 will meel mos! hardfacing upplicalions; if 8 designer becomes .'
T\l familiar wilh Ihis handfull of consumables, he ar she wil/ be ble lO oddress mosl
(' ""t"
Some hllrdfacing wear daia Ihat wcrc gencnlled in a dicrerenl laboralory
@l
are shown In Tublc 12-5. Some of Ihesame Iypes of alloys were lesled, bUllhe tesla
.( ",: I wcre dilfcrclll untl Ihc mie of pmcess lypc was cvaluated. Thcsc Iypes of dala cun bc
( C:;' rlwicwcd hy (lo!cntinl hanll'udnllllNer.s /IN SClcCllolI nids.
I'lIsioll hanlfllcings have wcnr properlics Ihal correspood lo the ulloy
sySlcllls Ihal they are hMOU on. For exnmplc. Ihere are bronze consullHlhles; Ihcy havc
{
wear charncleristcs Ihat are the sume as wrotighl bron7.cs. Thc same is lrue for lhe
1001 Sled COllslIllHlbles. lhe hgh specd slccl consumubles. lhe cobllhbuRe 1IlJoys. and
( 50 on. The porosily of lhe nonfusion makes Ihcir wear properties somcwhal
dirrcrenl fcom lhe wcnr propertics of lhe some materiais in bulk fooo, bul Iheir weur
{ Ql
chllractersrics are oflcn similar or better Ihan lhe bulk maleriulson which Ihey are
based, For ex:unple, il has been shown lhal plasma and d-gun applied aluminum bronzes
( <:l
havc !lelter slding wear chllraclerisllcs lha! lhe same alloys in lhe wroughl fooo.
r ql
The wear charncteristics of lhe surfaccs Ihal are generaled by processes Ihat aro
competitive lo hardfacing valy apprcciably. Chromium plaling and hardened electroless,
nickel are lhe mosl widely uscd platings for wear applications.Chromium has betler
abrasi()n resistuoce Ihao lhe niekels. bul some of lhe nickels have appliclllion ndvanll\ges.
(sr'
/
\ ''11 Mnny of lhe diffusion surface-hardcning processes. sueh as carburizing, cllrbonilriding,
aod cyllllding, are lhe s,lIne in wellr charactcrlslics; only lhe thicknesscs IIml application
parilmeters vary. ' " ':
Surfaces of hardcnable' steels Ihat have beeo hardened by /lmne, inrluclion, laser.
nr clcclron beum have lhe: slm wear characlerislies as Ihc same material hardened by
{
ri
....;" ".
convenlonal bulk 11lIrdcning lechoiques; lhe hardem,d luyer vllrics in Ihickncsn und lhe
..
, TABlE 12-4
ciz}-
(.qJ
r-J,'.
( ""')
SIMPlIFIED CONSUMAfllE SElf.CTION
Consumllbl. Applicaliol
I:wdtll\
III nr E Coei-A 011-47)
(
l H nr E WC 201.10 (60 IlRC)
(
Chrml1ium oxide
Nonfusion
IA,w-alloy slecl
R or E FeS-1l (60 11Re) High
opcc<l sl""I
Il or E "eCr-AI (58 rIRe)
Ironlchnlmium alloy
R '" tl NICrC C35-51i !IRe)
5"'311 repui,. on 1001 .Icels
lIigh-'lrcss uhra$lon
l.ow-Stl'CS5
WCU' iu,d for Uml rcquirc
Mel.I-HH!!clnl wcor li!!y I"w'xlrcss
l'nhmsiuu: fur Clcvuh.lU lem
JllCruluru;; lUllI fur euvi..
. mnmcnls
lligh-slres. nlld goug"lI ubm.ion:
lo bc UliCU -dcp".iloo
PSP for low,Slrcss obm.on
PLSP. heavy ,pmy rebuild.
.---------------------------------
Process Comparlsons
333
i:' , : ' '.' . t ,\: . ; ..
unhardened core provides oughness Ihal is usually superior lo Ihal of Ihebulk hardened.
mulerhJ. i!,' . .
I " ,lbe wcr charaeleristlcs or lhe Ihin-Iilm coatings are sI/li being documenled. 11 is
tlianium,nitrlde deposits of a few micrometrsolTerimprovements to lhe
war life of high 'speed sleelllllnd cemenled carbide cUlling lols, bulsimilurSllllemenUi
cnnnO! bemade ,about most of lhe olher coalings. They ore slill In lhe development
5111g0; Th'csc c()llling will ulwnYH bc limite!! In Ihlll, cim nnly t(llemtc very.
8/01111 amounls of wear. Tl)ey wll never bc candidales for bulldozer bludell.
There are 50 m:my special surfacing processes Ihal it i8 nol realislc to
general, sllllements on' Iheir weur resislance. bul Ihey De cOllsidercd wbcn ir
IOQks like none of lhe hardfucings or more common SUrfllCC processes willrncl service
needs.;
In summary, we do not have quanliiative wear data on ali lhe hardfacing oonsumables
applied wilh ali lhe welding processes; we do nol ha-.:e quantitalive wcar dnla on /111
lhe processes Ihat are compelitive wilh hardfllcing.,Selccting forwe:lr resislllnce su
jildgmcril proecss lnvolving Illuny faclors. some of whieh do no! relule lo wenr. AlI
lhe processes Ihal we have discussed will providcoptlmum wcar. resislance for some
applicalions.Thus, in selecting 11 wear-resisting surface for li particular IIpplicaloo.
hardfcing and ali lhe allemulive processes should be considered as and
Il1clinal choce should bc deiennlned by malching lhe wear properties of Ihese
wilh lhe ..vear requircments that were .arrived ai in yOllr malerial prfile.
t',
Cost 01 Surfaca Treatmants
c!Jst of appliclllion or 11 surface Ireutmenl to a particular pan li qUOllllon .
from ealdidale suppliers. but some geneml slalemcnlS can be mude' aboul C0818. I>robubly
lhe mosl important fllclor Ihat relales lo costs af pr<lducing 11 wear-re:lISlllnt tio
a partis p!lrt quanlily. Trcnling many usually IIl10ws economics in Ireatmcnland
finlshing; bul if muny parts are .involved. il also follows Ihal lhe ios! ver part' /Ousl be
low. In the cosi aspecl5 of.candidnte surfacetrealments. importanc;e of
his faclor varies if lhe part ia ane of klnd, n pllrt.! 11 high-production
part, or 11 re'palr job. .
One-of--kind parts,usually meun Ihal most sunace can bc considercd
as candidates. Special processes such as chromir-ing and spullered Ihin I1lms may become
praclical. Repalr jobsare Isimilar in nlllure; lhe cosi of 11 surfllce trentmenl inuy tie 11
lesser cnsillcralion' IhuII sclling lhe. pllrt bllck i'n service in a limcly mllllllcr.' AIl"n,
/lmst. surfnce Ireutmcnls Ilrc cundidalell. Thc execplon lo (his SllIlCIllCll1 lI' ir lhe une-
of-a-kind part is large. AroU 3 ft (0.9 m) in dimcler and 12 ft (3.61l1) I()llgis
ellpenslve lo coat wi.lh almost anylhing. There ure some criticai sizes for c:u.::h,surface- .
trclltmel' proces& above whlch the cosI of ob!aining.lhe Imalmenl may bc high. Tahle
12-6 "resenls some criticalslzc comments on the various hnrdfncing Imd ultctnulive
welding, gas welding. selcclive plating, Bnd Isimilar processes can be
done oniany sjze part becaus.e the llllcnlle can '1e broughl lO tlle part and lhe .
are avai!able almosl everywhere. Eleetrolbeam s.urfacing and hardening nd vac!Jum
I .! .. i, !/ 1';,,"
__ __ __
...
....
c
f.C,.,
FeCt2
t-
Feer'2 .,
FoCr3
t-
Foer-4
t-
F.CI3 i-
FeCr'4
Feer-5
F.CIli
FeM.,.,
FoM..,t------t-
FeM.,.2
FeMnZ I
Co-l
r-- Coi _
Co-2
-- C.,.2 .1.
.. .'
'Nominal
. AU..., c SI . C( W Co A2"
""'1
..'8 f. Ni Cu om.r om.r
__De
F.. l . 0.18' 0.30 2.90
-"-
1.1
12
1
.' Sal 35
f ..2
A 0.88 0.47 6.80 1.48 r 8al 20
FeCt.lu 2.20 0.90 30.00 1.30 801 3.8Il.10 1.50Ti 50
FeO-2
A 0.44 1.20 29.60 1.70 Sol 4.0Mo 60
FeCt-3" 14.00 1.00 23.00 8.1 0.5Il.10 7.50Cb 60
FeO--41l. 1.00 3.00 13.00 OJO 3.00 8.1 60
FeO-SIl. 6.00 1.00 13.00 2.10 8.1 5.2Ti 62
FeMr>-l
Jl 0.44 0.52 14.1Q 1!\.60 801 lO
Fe1llln-2
4 0.64 Q.28 0.47 13.60 Sol 20
Co-l+ 1.20
-2.06
30.00 4.50 B.tl 2.OQ 3.00 3.00 1.6Il.10 40
Co-2+ 1.80 :29.00 9.00 llal 50
Co-3+ 2.00 0JI5 30.90 l3.BO llal 2.30 55
Co-4+ 2.50 32.50 17.50 llal 58
Co-1A+ 0.95 1.20 27.40 s.oo
-Sal
1.90 :30
Co-1CIl. 1.10 29.00 4.50 Sal 3.00 40
36 Co-74
-
01-1+ 14.00 4.00 801 20
N\Ct-4+ 0.45 2.25 10.00 2.00 2.50 BaI 3S
NlCr-S+ 0.65 3.75 11.50 2.50 4.25 601 50
NlCr-6+ 0.75 4.25 13.50
.3.00
4.75 Sal 56
NiCr-C+ 0.04 0.86 lS.50 4.10 0.2-1 5.70 a31 lflMo
().34"
:30
COM-l + llal 60WC 62
COM-21l. llal
-
IIOWC 62
COM-3+ 0.48 o.so 12.00 1.90 10.00 0.80 1.20 1.20 IIOWC
fj()
F..ironbase; FtM... ron_;FeCt.iron tIIromium;Co. cobaltbase;NiCl. nidteltIIromium;
Cu.__base; COM.c:ampoate..
, ...i'od;" eIt:ctrode.
..
.:..
,
Fe-l
fr.2
Fof-1-
r--
I rtaci
F...,
Fe-2
Alio
----+
>- Co-3 t-
Co-3 i o
Co-4
r-
Co4 t
Co-l...
__
Co-1C
Co-7
..+ _
01-1
CU'1 I
NiCr-4
NiCr-4 I
NiCr-5 r-
NiClS
-+
CQM-l I
eOM-2 . !
COM-3 ----'-
44o-C.. __ __
- 2 3 4 5 6 7 8 9 10 11 12 X10-1
Wear Icm'/min)
Sha/tw....
Stock wear [cm3/mio:
Ibl
le)
Grapt\shows ofha.rd..surtacing:materiaissubjeted to
weargtaph. showsresultsofrunningtMblo:.sinconta.ctwi'1
abrasive Nutr'lbersindicalefortnuJatonsg:Ver. inoar: la).Composites
44Q.C.....inle5sSI..lsha/t01liRe58. InmostoPl'licatons.neither,hatr
exa!'llent tQ this typeofwear; FeCrSdidequaltywe!l.
wearnorb\ock we:ar is desired;severalcobattalloysgawt res\;lu.
( V'I
(':9'('<1
( l$)l'1
;
( ()f'f
,('j' .""
(
. ".
:
:,
':
(
Q'
{V
(
(
R)'
<
(
(-Q
(0,
(
.
\
(c:;;
(
(
i. E)'
( f:) ;
<).
r.::) .'
-G,l
\... '
,
.,.
'1
Selecling aWearReslslanlSurfllce
Chap. 12
336
TA8LE SIZE ANO PROCESS CONSIDERATIONS FOR SElECTEO
SURFACE TREATMENTS
Processlng
l'Imtatons
Size limltalions
PnlCSS
One alailm.
Are wc:ding Nono
ane 111 Q lime
NHIlC
A 'It!Jy IUfl!\!' uni! wUlIhJ IUlVe nvuetnuu One ui " linu,'
chumber wllh dilller",,< uI' 5 )( 5
)( S fi (3.5 ,.,l)
Work arcas lIrc llsually lh.n3 x 3
EU {f't!jtfu\ClI!
Onc to rcw aI.
Lusor Irc!llmclIl
alime
f fI (0,9)( n,9 m)
I Nem.
rlomc spruy. !Ire
sp"y
ane &1 atime
Pari or gun movemelll muSI be mecha-
Plasma spr.y. dp,tln
nrzc"
One ai alime
None
O"" AI.lime
Flame hardcning
Noe" 8kWlill.2 aod eoillocomrorm
Induelion har"ening
1(, part 00
Balch proc""
Funlllec sil.e
B.leh:.
Diffusinn arCnln\cnl;\
Purt. ,nusl fil in vaeUUnI chnmt>cr or re-
Thin IIms
lort
QlIe 111 ntime or
TlInk siu
1)111Iing,
baleh (banel
.plal;O!!) ,
One ui alime
Sele.liveplnling
None
Wcnr plille. Nonc
1
Repu;r Nonc :' 11. ':'.'
{ , \'I
rcquire thul the part til jnto the work zone ofavacuum chambcr. The cosi of 1,1
vacuum equipmcnt goes up exp<;>nentially w\h chamber volume, and Ihere are
,few ED units Ihal have awork chamber largcr thun 100 ftl (2,8 m
3
), When
te) Ihis process ror a very lurge Pllrl. il may OC' necessllry to condue! a
flml li company with 11 largeenough unit. When no ndequate unlt iR found, it is
lha! the shop will charge ti 101 for njob Ihan for the'same job on nsoloU part
bCCHlIse irhas lo amortize lhe cosI of lhe large machine.There /Ire oul-or-vacuull' ,EB
IIlIil:;, hul Ihey ure llol widc.ly nvuiluhle f(lr Rurrnco Ircntnl
c
l1
lS
, sincc job shllps lehd'io
'hll)' lhe Il10re flexihlc h:mJ VUCUUill unils. AsimiJar 011 VIICUUnI chulllhersize
in using thin films thal are lIpplicd by Icchnology, "here is lhe :same
Chlllllbcr si7.c dilcmnUl,ns well as the problem'ofHxturing .Ihe 'pm1s toget coaring
covcragc, CYD coatings CUI1 have lhe vacuum chumber sizo prohlcn1S; anti the ones
nol done in vncuum can have retort SiLC problems, These retorts lend lo be small,and
"ir11 very large retart s found, the cosI ()f using this special picce of equipmen may
IId\1 cOlIsidemhlc l'osi lO the
.'
.; Pro.cessComparisons
i '. '. < ,. ".' < 1.., .' , .
Even:1I1mpllt corburlzlng'and riitriding opcrlllons can gel coslly j( you have n
lurgc parto tarburlziogcan be,donehi any fUrj1ace wilhadequalclempcralurecapabilty
and litmosphere:control, but most heal,lrealing shops do nol have fUl1)aces wilh work
zones longr IhM aboul 6fI (1.8 m). Experience has.shown Ihal diffusion trealments
00 6 rt (1.8.m) long shafts gts very C)(peilSivc simply bec/luse ar lhe equipmenl size
Iinlitalhms,TIlus11 thingssimple/lS pllrisizecun bccomc1\ signiticnntcosiconsi<lcrnlio'n.
Thc onnnenls 11) Tuble.12-.6 cun be used lo dclcrmlnclf11 pllrt under cutlsiderntlm\'
Inay gel expensivc lo trcal jUKI because few suppliers huvc fneUiiies thUl ClIn handle.
Ihepart. '
Whco thc volume of par1S becomes any more Ihan a few, lhe cosr of surface
lrealment cao be acrilical proeess-selection fQclor. Some processes cao treal alIumher
ofparts for essentially lheeost oflrealing one part.As,shown in Tllble 12-{). diffusim
lreatmenl! imdsome,aflhe thin-tiIm coulings ean bc.balch processes. Ir11 par! hllsa
shapo Ihal does nol a/iow nesting, Jike abushing, thousandsofthese can be pUI jUllIbled
in 11 bllslet,and carburiied in.one'furnaco operntion: In such'a case. the cost of lhe
hardening process may only be 10 cenls per pound, Jf you only hud ooe ar Ihcsame
bushing5' lhe cosI lo cllrbuHze it may be$SO, lhe minimum churge. Melllt heaHrcal
lihops have 5ueh aminim\lm. Thin-liIm'Irealment5 can bedone 118 batch proccsses, but
it is nol as simpleas lhe difTsion proeesNes. Some CVO lrealmcnls clln be 011
jumbled pllrtS, bI olhers require individulIl support ofparts likemany clcClrol'luling
operalionsi each part musl be handled, PVD coatings and olher cOllting
processeseanbcdoneas balch processes, bullhepartsmusllil;nlolhe vacuumchambcr; .
each musl be lixlured and only lhe 5urfaces lhaIface Ihe.50urce orlargel gol coaled
TIlU$, 8 balch vacuumcoalingprocess js001 going to be as low coslllsabalch diffusion
procesS wherejumbied j,ar1S elln be processed.
The other pnlcesses'Iisled in Table 12-.6 require'one-lIt-a-lime trcalmenl. This
means individualhllndlingand lhecosIofIhishandlingIs partoflhecosioflhetrclllmenl.
.Table 12-7presenls some process cosI commellts lo eonsideralong wilhthe pllrt
sizeandvolumefaclors. ThedetenninalionofrusionweldingcoslSisfairlyslraightforward;
eilch welding process is capable ofapplying so much mellll per hour. lhe consum:lble
costs so mlJch per pound, and lhe machining and'/illillhing cosI! are estima'ed in lhe
siulleway thal theyIIre forany machiningoperadoo. The laborCOsI includesthe welder's
and machinisl's timelimes Iheirlaborrale (maybe$15 lo$SOlhollr), Low-ulloyconsumo
ables,CI>SII few dol/llrs perpound;'hlgh alloys (coball base. etc.) may cOSI as Inuch as.
$2S/lb ($SSlkg). The cosi bflhe melalllzlog,lypes ofIhemlnl sJlray follows
lhe SOme formu!". Figure. presenls an eslimale of lhe cosI of variolls Imrdfuciilg
jlrClCCSSCl. Tho IlpprOxhnale!cllst ofhardlilclng consutllllbles IH showlI in Figuro 12-10.,
I'I . PlaSma and ihe high-energy spray processes ore aflcn costed by 1\ rule nfthllmb
bfSO.S to$3IIn.
2
($0,07loO, ISlclil
2
) ofoulingpermil(15 /.1.111) ofIhickllesll.J::jllishing
are:cidedto Ihis IInd if ceramics or ecrrllcls IIre uscd. dillmond grinding
mly' bC rcquired. Tbis is nlllehillore xpensive Ihun: conventiorial grinding. since
machineshop,riMes Ihcprice to'amonjze lhe.cost of lhe dhlmondwhcelsI whichclin,.
.be high per ::':' '. : . 1\, '\
,.
I
'!
",.,'
c;.
0;
,ij........ WCA.
q.
.TAElLE 12.. 5
WAR COEFFlCIENTS FOR SELECnNG HAAOFACING AlLOYS
Compositon and btdDe:s$ of ironbase
'.
. Nominal SlidiDlI wear"
bmJncss c:OOIi.ciems
AbclISive wear'
De""l]
Alloy
. Composilion. DPH RC UI\lubriI::ared coellicienlS grntct Iblin. )
Pearltic Sleds
Fe-2Cr-IMn.().2C 318 32 6.6 X lO'" 5:6 X lO'" 7.85 0.283
. Fe-3.5Cr-2Mn-O.2C 446 45 6.9 X 10'" S.8 x 10'" 7.26 0.262
1'<:-1.7Cr-I.8Mn-O.IC m 18 9.9 x 10'" 1.1 X)0"3 '. 7.6 0.274
AUStf:RiIKSteeh
1'<:. HMn-2Ni-2.5Ct.().6C
As-deposited 183 Rb83 2.8 x lO'" S.I X 10"0 7.86 0.284
Work-hardmed 4S8 46
F.,-ISCr-15MnI.5Ni.().2C
As-deposi!ed 230 18 2.$ X tO'" 8.2 x 10" 7.84 0.283
WorlI:-bardened 485 .48
Manensitic
Fe-5.4Cr-3Mn-O.4C 544 52 9.8 x tO-' 9.3 x 10"0 7.6 0.274
k12Cr-2Mn-O.3C Si7 54 6.7 X to-' LI x Jo-l 7.69 0.278
High-alloy irons Fe-16Cr-4C
Fe-2Cr2.5C
S9S
544
SS
52
7.9 X lO'"
1.3 X 10'"
2.5 X 10 ....
8.8 X to-"'
7.61
7.72.
0.275
0.279
Fe-26CM.6C 633 57 I x 10-' 2.4X 10-- 7.17 0.259
Fe-29Cr3C3Ni 697 60 1.8 X lO'" 2.6 x 10'" 7.56 0.273
Fe-J0Cr.4.6C 560 53 5.3 X 10-' 2.6 X 10.... 7.33 0.265
Fe-36Cr.5.7C 633 57 2.4 x tO'" UxlO.... 7.69 0.271
Ualubric:atcd _teSU apinst 4620 rtg<. ou Dow LFW) _atlSO 11> for 2OOO'!e'I'Olwi"", ai 80 lpGl.
t Dry smd Nbbc:r wt.t:d abnIsicm _ u5ng Al'S sono sand, 3O-1b Ioads. lll<I 1.44 x In" mm lIidingGis1:aD<::e.
Nominal Self"""""
macro bardness
Ibre>botd SlidiD8
galliog wear coeftkient Abnsl'Vcwc::ar Coefticie."u
Alloy Nominal cf?O'plsion OPH Rc lui) unlubricaled af
Boride-<:onlaDing Ni-I4Cr-4Si3.4B.().75C 633 57 :>:; 6 x 10-
6
alloys iEiR NiCrB)
N12Cr-3.5Si-2.580.4SC 530 51 IS 4 x 10-' o..; x 10-) 0.3 x 10-'
(ElR NiCr-A)
Carbide-<:onl,.mjng Ni16.5Cr17Mo-Q.IZC (C) 200 (Rb-95) :S 2 x 10-'
LI x 10-;
alloys IN + Co)-27Cr.23Fel()(W + Mo)2.1C 405 41 :;6 J x 10-' o..; x 10-' 0.6 x 10-'
NIOCo-26Cr32Fe3W3Mo-l.IC 315 32 18 . J x 10-' Oo4.X 10-> 1.1 x 10-'
N;"17Cr-17M0-4W.().4C 315 32 18 2 x 10-' LI x 10-;
Laves.pha.,allo)'s Ni32Mo-I5Cr3Si 410 45 36 5)( 10-' 1.2 x lO"
eomp<l$i,jon ""d hardness of cobaltbase alloys
Nominal
Self
We:ar coefticicnt
IJIlIcro
maI.d
l
unlubricated
bardne.ss
thn:slwld
AWS galling (0-1501b) li f!O..4OO Ib) Abrasive weaf Coe:fficien.ts'
Alloy Nominal composition OPH Rc $\l'eSS (ks) (0-68.2 kg! (SUBO o:1yacetylene rungstel art:
aUoys
A
S E!R CoCrA
Co21Cr-5Mo-O.SC P.li
Co-,28Cr-4W1.IC !6l
255
424
24
42
72
72
6.6 x 10-$
6.6 x 10-'
3.3 x 10-
4
3.1 " lO"
2 x 10-
3
0.9 x 10-
C
O
EiR coCrS
ElR CoCr-C
Co-29Cr8WI.35C 112i
Co-JOCr12W2.SC"
471
577
47
54
72
72
6.6 x 10-'
I.! x lO'"
5.6 x 10 ....
. I )(
0.8 x lO"
1.2 x 10-'
IA x 10-'
E Co- 32CrI1W2.5C 653 58 7Z 1.) x 10-
3
1.1 x 10-' 0.9 x tO-
'Lavts-phase alloys
f Co-28Mo-8CrZS IT400, 580 55 72 3.3 x 10-' 3.3 )( 10-> 2.2 x IQ-.I
G Co-2&Mo-,l7Cr-lS IT-5OQ1 653 72 3.3 x 10' 3.3 x 10-' 0.9 x Hr'
Cocftid.:nts 'calculatcd from wea: te:>ts condttcte: Dow Corning against ..;620 sleel ring at rpm fO!' 200 tevoi<Jcio1)S-vat),in:g le appHcd kaL.
1 calculated irom dry sand rubber whce: abwslon Tc:stl!d for 2000 rcvolitons ;:n ta ic::.J of 30 "Ih (13.6 uSing z 9 (2.29 mm) diam<!'ter
whed kt"FS teS[ sand.
: Otn which p:n and show visual c; ;n;Jtt:nal (gaBinp:) after one re.volution o! In un!ubr::!ted
Sh::mszf!; "We:;u Cocfilci::nb of Hard S:':G:!c:n; Malcri:.:l." Wt:ur CCrJlrQI eds. .. l;J. rctcrson. \\. \":ir":. ASME. pp. 3SG--S!.
--,j -.,J _,-.,;.}
( . C .. "c. l ., (
)
340 Selecting aWe,ar-Resistant Surface Cflap. 12 Comparlsons . 341
:
I:
li
;. 'liI' 1'" ',,;, i, I I, 'I" 'i,;f
can be done by barrcl plaling. s a bntchprocess;jumbled pans arepul Inlo.
,," 1
", \
t .'" 11 barre! and lhe barrei rotates submerged in the plating bath. This is probab!y lhe most
ccollOlnicnl plnting pwcess forsinal! parts. . , , '. .
"'I,
(
..:pn
:OfI
'nlC cost ofthin-lilm coatings vlIrics signillcantly whh the nture'aflhe parto The
only vacuum coating Ihal is widcly lIvallublc TiN, applied :by spullering or some
( nlllliflcaliol1 of Ihis processo Tooibils und drilis cnn bc'cooled:forjpennies per piece ,
';,o''', ,"
,:!
ol:cause IllIHlY suppllcrs urc se! Ull lu d\1 llIuny rnrls in Ine cyclc.:1110 situnliQn
( "
cxsts for nlzor blllucs nud smal! cutling dc::vlccs. Larger pllrts8uch I1S geur hobs may
"",'(:)1'",' <"
C051 one hundred lo several hundred dollars, esjJecially iflhe part muM be done ilone,
111 gCllcrul, iftil C IHlrl is I"rger than 11 lalhe 1001 bitinserto it is wise lO uhlaill aqualalon
t ' from antl"lber ofsuppliers.
"
-V'I
Wc would likc: lo slImmarii'.e lhis discussion of cosls by presel1lng a cosI in
dollllrs per uni! area for cvery process, Unfonunately, bccause ofthe:faclors mentioned
previollsly, it'is nol possible to do this wilh any greal degree of accuracy. We have
some (luunlll11ive COSI information where possible, bUI purt size, geometry.
(,.,Q unel volume:,afrecI varinus surface-trentmenl processes in diITerenl ways, and (luotalons
-0,'
are lhe only accucutc way ofdetem1ining part costs, In general, lhe low-cosl processes
r arc conventional diflhsion treatmcnls. fusion welding, and selectivehurdening" probably
in Ihatorder. The procesxesthalcouldbeexpcnsiveareelectroplaling, Ihin/ilmcoatings,
(1J'
nnd high-energy surface Illodincations; Ihey require aquolation,
" ..-(1"
\
Distortion Tendencies
( -<j!
1.1;':',>:'i,
A llliljorreMOU whyIIltern:lliveprocessesareusedoverweldinghardfllcingislhepotenlial
\, ,..;
dist0l1ion from someafthc wclding processes, We have alremly oddressed the dislortian
aspects of welding, hut some of lhe processes thal have been presented as alternalives
(-9
lo welding <lIso have lhe potenlial for causing distorton. Acommon misconcerlionby
(.
llIuny pOlenlial users ofali ,types ofhardening processes is that heat causes dfstortion;
it does nol. DistOrlion can occur when somelhing is healed, bul it is nol caused by the
(..Q
heal anel lhe.volume e)(pansion Iof II llIa'rerilll Ihnl occurs when lhe ilem is h'eotecl,
(..(j::
l)jSlortion arilies from alterarion ofresidual stresses by,heating. from plasticdeformalion
when some portons of a are hentcd or cooled differenlially,,frorn nonuniform
supra
rt
during healing, from slresses cnused by pari reslrainl during heating,
( ,.()'
and linally rrllm volume changes Ihat occur in surface hardening opcrolions. lfa cube
1:;)',
01' low.carbon slecl is complclcl.y(ree ofresidual sircsscs, il couldbe hung in 11 furriaeb
111 ui hcnted to 2()OH"F (1090"C) IInd (.'lInlcd /J r(111l IcmPerfll\lrO 11 illlluNnnd limei! wlth,
(
no t1islorliulI-if'lhe hCllling ;10(/ cilOling wul IIlwllYs the lmnc nu 1111 faces \lI'lhe cUhc, .
'h,""" /lnd,if lhe block wus slllllll enough 80 lhal ii (jid not sag from ils own weight, and ir
""';).
lhe fllmaee atmosph,ere causcd no oxidaiion, tarburitlllion, or decarbur!z:ation, !l
nd
jf
A)' lhe suljport wire did nol slress only rine face. Obvioilsly, nobody heuts'and coolsparts
.in awny lhal lhe hCIltill8 proccsH pmduces no Slrcsses. and few panst'c cOlnplelely .
1:';,
"frce or residual stresscS; onc:: way lo minimize distortiQI In surfacelre!ilillg processes is
to nol henl lhe parI or lo use aprocess that only heuling i<i alow
Jf) ,
.Jj
)
(J0
I,: ;
,
.t.:::-)' , '" ".',u" ,\,1" , ' :' : . ..': ' =:'i
'\51' iI""Nr,.
,
)
,d
"
Figure, sbows lhe Ihat are eneounlered in variolls
hardel'ling processes.,' ,1,' fi", , !'\I li
h'!;': Prqcesses shown in iwo groups; processes is /ike/y to producell\
!1Cgligible part dist11ion., and lhe,other group contains prqcesses that,tiave varyingl:i
potentia!s ;f0reou.lng,dist11ion. disriminatlng temperature in figure 12-11 is.l '
, Thlslemperaturel,lmUreallyonly; lO ferrous metais; obviously,l
ateinpel'!ilurc,of lOOO"FC540"C) ean mclt onurnbi:rofnonfcrrous metaIs, and itwould;'
'-I!
eause disioitlol:ort,mctlls such as aluminum and inagnesium. However, this process
telnperature information bc sed lo compare lhe heoting Ihat will bel required for a '
particularprocess,andIhislemperalureennhecomparedwithlheslress-relicvinglempem-.,
"
W$ffff-o/ff$ff,#"$.M#ffffAl Mltallldlng
W .... plll"
..,
$putttreOltlng
'
'"
('",rburl.rng pl""""",nloti""
au'ndIherdel'lln,Uoy toar .".1$
,. 11'
! !
rFI
I 800 1000 1200' 1400 "
'." .':. , "J i:. T'''';PlraturI .' ,.,
I P t .. i", : "I . 1':1
,Maxlmum IcmpmiuC, 'lha! bc: andjpltod U; Vlno;., $urfac
and iioa1lng .. I ' : .
I! . , I
.,.,. ..
L
ProcessCornparisons 339
338 Sele(:ting aWear-Reslstant Surface Chap. 12
TABlE12-7 GUIOELINES FOR DETERMININO THE COST OF
Smnlldiumetur
PROCESSES FOR MAKINGWEARRESISTANT SUIlFACES
cabult wlrus
...- 90
'*n.X."1!511 Cu-sc Cumnk:UI
..o.. 80
l'uHioll wcldilllt,banlr.cinll , SMAW; SlbllI OAW: 21b1h
GTAW: 21b111
,.0- 70
olOlhlll
SAW:.lU Ihlll -0- 60
"AW: lU Iblh
.
60
Welding + r:lnlllhlng CO.'IIS
-,- 40
Fiam" 2Ih/h +'1lli.h CtllllS
flIeclric ateNIIt.y 4 IbIh +fi nbh COlIII
..,- 30
...__Plasma spr.yWC powum
n", IINspmy $tUlu$Mn. 2111111+ IInloh co.(.
_,__ Phuma spruy cerllmle INwdcn
lidec!!..: h.rdening IIlIdlur 1"", COIIII +Cinl\: I""
Rana ECoCr ....-....... SWfJlIt-Qf} IltlShfS
p.A: i.r"ICfIhlln nUl1Ic
cobal! allay. -- .... IIO/Ib
Din:uxiull Ill'.11 ht'1lntCnls .In "ullnlityo "urlo ore chlll'lJl'll hy wdUhl:
$1I."-S:!Ilb
.. O
PVO.'lon plale TiN Ihin cuacinll* an: low ""sC, bul OIhers Rllly o
bc expen.l""
___ R an<! eNICr
(;,,"1. depe..d011 1"1><" ror m..tillfl.mcklllS. .... 1 nickuJbnt.: alloys
R.nd EWC
11,,<1 .'IU.teinl!hes "cpluled eomposite.
..1- 6
...1" 6
Aand ECuA2. C"Zn
c"pp.r.lIoy. - -/- 4___R.ndeF.Mo
_,. 3 mangaoe"..I.
"""iI""'- Rarll't FFaCr whiteirolls
B "'d -[2 --- R 411(1 F.s
-".,... steels
- - I
____ ________ ____
FCAN
JZ-ltI RcllldV\: CHJ<;lsufhanfl':u:rng C(IUlHlllahlt'!\ \.111 J\lH' Sfntl!'l.:il ,1 IH/f '!I
GMAW
u/.t 811,....Y).
SMAW
Plaling is almost ncver as low custo as hcal tre.uling, auu lhe. cose is lI10stJy baseei
qn lhe labor requlrcments for lixturing, masking, anu inspectiun. Th(! cllcrgy ,'osls IIml
GTAW
OAW
lhe $()Iulion costs uro uftcn aducd 10 lhe luhor rale as burdcllo NO lhe labor ralS will !lI!
hishe,' Ihan Ihat for machillo Ihcy muy rallgc fr()1ll $50 lI) $125 I'L'1' I1mll. ,\"
PLSP
hlea oftlte COSI ofelcetro'platins a purt call be oblaincu by estimatinl.( Iww Illtleh labor
PSP I wuuld tnk.c 10 banule 11 part Ihrough c1canllg, masking, tlnu lixturill!l. Thc
uHually does nOI pay for time in lhe bath. If precious melais arc phucd.
EB ond I...r
tllal is somctimes used is 10 analyze the golu contem 01' 11 blllh bclore uml uflei' plalillg.
I
2 6 6 8 1/ tU anil lho.: custonlo.:f pays I\,i' lhe OIllOUIII oI' gold IJscd limes Ih\! CIIITL:111 COS'o 'irgold.
Scleclivc plaling illvolvcs lI10slly IItbo,. coSls, und cOlllng COSls I1re cslilll;lIcd
lJ.-9 Relalive hardr"dng ...,IH (h"""" ""110000' ur oll"y dCllOSil""
labor guiuclincs like Ihosc lIscd in tUHk plafing, Plnliug "rsilIall parIs likc h(,lts aml
per htlllfl.
-{
{
__L
\ .
t
r
"t
'"
-
f
-,
"
-;1.0'000"
..
" <.
"
t\o-
",
o'"'," ,
.......
o
"r
->f
G
q...
.";...
otfo'io, ,!i
i
. .
. H.::
Seleetinga WearRe$i$lent Surlace 'Chap. 12
produce hardening inlo lhe surface of a. subslrale and some are
lhe surface. This is aselection faelor; Can.npart loleratea buildup on lhe
surface? If not, the seleelion process.is narrowed ,lo lhe treatmenis that..penelrate.. lolo
the surface. rhepteotial user ofIhese processes Ihendecides:whit:noflhe penct'ating
Irealmenls will provideadequale deph for theanlcipated ,ioierimJ;!The ame
iR .done with lhe surfacecoatinllll.lfa of.less Ihani;d.OOlin;)(25 .
UflpllclIliun, ,lhe candidatcs IIro plulng:,nnd vacuum.
t()lerate 0.010 io. (O,25mm)cfweilr, lhe'welding hurdfucings
und hCllvy plating becorne cundidutes,.The very lhill pl;netratioll trealmellls IIre ion
implantation.und the thin difTusion trcutments;ferrilic nilrocarburizingand cyaoiding;
The ccating thickness and penetration deplhs showri in Figure 12-12 are nol technical
limits, but ralher typical Jimils. With special lechniques;i for example;'iIis possble to
appJy thermul eVllporntion,PVD eoatings as thick as 0,030 in. (0.75 mm), but IIt typicul
conliog rates of nbout 500 lhour, eoating Ihicknesses wi/h Ihis prO(;ess are seidom
greulr Ihan 2000 oi' 3000 , In summary, in lhe seJection prOcss, ;lhink aboul lhe
lhe surfaee is acceplable or ifil is desirable
louseapcnetrationtreolment, ThendecidewhlltisanapproprialcIhckness.Thisexercise
The sdcction 01' nprocess for producing a wcarresislant is the criticaI pan of
uddressirig wear in tribosystems, Thc rilelhodology,is shnple: cstllblish material profile
describcs whut yOIl expcct from lhe part Illd h()w much you can afTord lo plly for
the processes thal are available for producing wear-resisting surfnces
nnd cOflsidcr lhe IJPlion of using bulk materiais; !hen decide which of ortions
uncovered in your nwlerinl "rollle. Obviously,
doing this is no! li trivial maller, Thcrciare 50 muny ways thal wellr-rcsistant:surfaces
clln be obtained. We have med to fully describe the importaot processes ror'creating
wcnr-resistant sun'accs; the data Ihat we have presented sQould serve as the dntabase to
in your cosllbenelil comparison: Ifyou go though ali the se/eclion steps Ihat we
are srill not sUl'e oflhe besl process lo use, make 11 judgment
decislon.Selec\ingawear-rsis.tant surface ls oflen declsipn for even
. . -,,,I' '!i
:1,: '.
REFERENCES
K. G. "Gllide to Hurdfacing, Piam Engi;lurin;. Vol. 44, No.. 19, 1974, pp! '1.8i-':;:
,:,:1 ,'. !.. "llt i i
Lu1'l!S, W. L., and fl. F. Rtmll. "Selccling Wer Materiais," I
,':.'
_.. .'
i,''''
;.
i
'i .; ; I ,;. " I.'
MAT'I1lIlWS, S. J.; R. D. ZokA"': IikJP. sorutions lo Unlubtica.led
f' Mell Vol, No. 8,:/984, pp: 60-63.
I'IuCB; l... k
J
Wcaiin Agrlchllri OIT Roud,EquipmCIII," MelalProgress" V61.
j,No,3.:198:l.pp;21-27., . ;" ..,\.'1 ;"""11'1': '.\,
.i. RIOOllllbulIlM:;"Sie/liiaS WeJnRSis/arir M.lCrii "i'Tr.bolo$Y. Vol. 3. 1970.pp.
.. 1966;
li ",
'.'. " I
,...
'. "l
., >iH
1
i
o:.
.
.. \. , . . J ,
;i
,
.i .", :
j.
\ l"1
"i,1
" i
i
.1.:
. :'
i.
I:
., .
!Ii
>
.. ,
I
; ,I !
344
.............,.l
( :t ",I
< ;:-
in processes; some
coatings 011
JJ:)'
(1:)'.
( " .
..4)1
,
( Ji:iJ,"
j.LIII) IldcqulIIe fnr IUl
contings. If the part CUIl
( .'
$;)'
( \ '.
A)I
( '" '1'
.. L.\ ..' ... :..I.
,f --:v
'.fl
( .. ' '..'
use condilions and decide ir ncoaling 011
t.ty' i
will drop out mllny processes as clIndWales,
Atl
j
(, i.
'SUMMARY
(A!f :
.. ..... (
(P<1'
lhe pnrt; scrcen
i:;}r
hCSI IlIccts lhe pari Ilccds Ihal were
( .'
( .i::J'
use
( 41'
--' have outlined und you
....\
cllced metnl!urgists :md tribologists.
<,
-"I
'
I:
\
.'
(
"
"
IllJl)INSKI, JZ'\fi
183. I
4)i!
Vol. 6. 1956. pp: 243247.
.'
I
I
: '
__ ,,_'._............ '
II
.,..JllIiM .__.
'(
.1
11 Wcar-ResistiJl1t Surfuce Chap. 12 342
TAnlE 12-8 STAESSRElIEVING TEMPERATURE
RANGES FOR VARIOUS AllOrSYSTEMS
AII"y SyIICIl! SI","HClicvillg ICIIIIIC'"IUte (0I')
,----------------------------,
!l
c
!!
...
,S
B
fi
,11'
(
,
\,
AlumlnulI!
C .. pp!r 4tlO-650
<.' ...1IM' IIm-tIlKI
Alloy SI""I
Au,tcnilicstlinlcss 1600-1700
'ICo!
TOI>I.lcls
Il.inlcl<li IIIKI-12(KI
,Icei
Nickcl 900-1300
Tilanium 1000-1400
;l! . I!.' li
li li ,- J: ...
11 li J: ,Si
a:lll<j
'" ...
'5
.. 'Il
t I!.' li
J: 'i J:
J: 'ti J:
Iii <I
iil
I
F 'i
11"'
'iil
Q.
ti.
c
!!.
g
I
,:1 "l
o
...1 ti
- :3
g'...,
'l:.
Si}
1.( c
n ,,,
1:
I
ijj
...'"
o
>
,i 1
lO ..t:
P'.
o
-:
.2
'
,'t'
-.
;
d
:1 .:a
j
.l
- -:
:,-
g-' _d
!' "N
:
;
..... g
.:18
d
I
... li
1i
'I'
!s
]
o
H
d
co ><
f co,'"
B r
,g l
'S
z I
'" 2.c -I d
.. il li
i:i: S.c
6
..,
,li
,8
,
ti
8.
'
i
-8
1
5,
OI'
,5
'fi. ..;
..... -.J
jj
ture uf lhe mClUl Ihat is 11 candidale tor nsurface trealmenl. 11' the lempernlurc
is below lhe stress-relieving lempernlure for a melaI, ure good thal healng
bcow Ihis Icmperdlure willllOl causesignificanl dislorti(m. Typical slress-reUcving lem-
peralurcs for some melaI syslcms are shown in Table 12-8. Polenlial uscrs ofsurfne
trclllmcllls shlllild alw!lys inlluirc:11>0111 lhe upplicaliolllclllpcrulllreorlhespecific
,umlcr considcrution. ,
'fheolhervery importanlconsidernlion in raling lhedislortionpOlenlialafasurface
Ircalmenl on 11 particular subslmle is if lhe prucess by ilself produces achatige in lhe
,volume of lhe IrealeU slIrface. Nitrding causes 11 sllrface growlh ofup lo o.om in. (25
.... m) per surface. Carburizing am! similar processes produce a volume eltpnnsion ar
severaIpereenl ill lhe lrealcd lIurface. This 8ume surrace volume expnnsion occursin
induclion, flame, laser, and tBsurfacc hardening. Fusion welding leads 10 dislorliun
bccnitselhedeposiledmelaishnn"ssevenltpercontoncooUngfmnl lhemnhencondilion.
Thus some, processcs are nlnlllsl I.:crtaill lu cause liOlIIC diSh>rtion bllClluse by Iheir, ver)'
nature lhey involveallernlionoflhepartshnpe(lhevolumeoflhetrealedsurfaceregion).
Irapartcould benelit from Bsurrace lrealmenl, bUI dislortion in treatmenl cannol
bclolerated, 1I is ndvisable lo selecluncoI'lhe processes Ihul rc:quires mnimal heallng.
Thicknass
Oneoflhe1II0s1 distingllishingcharacleristicsafcuulngsandsurfuce is Ihickness;
In seleclingone for an npplication, lhe Ihic"ne.'IS cnpubililyshould be mnlched wilb lhe
wenr deplh rcquiremcnl lhal we jusl discussed. IrII purt can lolerale 0.010 in. (0.25
mm) or wenr, Ii is logical lo selccl a pnx..'Css Ihut can providc,asurfnce Ihal is II'ealed
10 udeplh ofaboul 0.020 in. (O.S mm). Pigure 12-12 shows lhe typical thickncssl
penetrationcilpabililie!lofvnriou8coatingsondsurfaceIrealmenlScompan:dwilhwcldlng
hardfacingprocesses;Thisil1uslralionimmedialelypuinlsouloneof.lhebiggesldifferences
.. ; '.
343
t
7'--:
-(
'.
"
l
1:
1
"i,
t
1
'l
A
------=---
\\':
'f.t':
:A,' '-I'I
(y'\
( ,I
(Jit j
{-9'
,',',' I
.'
,.(}I I
c.
r:;)
'
(-.)' ;1
(.,(jl,
{..<)1 f
()IJ
, 1J::'I. .',
l;
{-')r
\
(
(.4)
<' ,..<)
",i
(
\-<}
--<:),,
(-<j)'
4,:
348
Speciflcatlons Chap.13
TABLE 13-1 COMPARISON OF SOME COMMONLYUSED DIFFUSION TREATMENTS
Sullable Typical Quench
I'rocC$$ subllralcl ihiekneu. required
Carburizing and io 50 niila reI
alloy : (0.1210 J.l5mm) ,:: )
('lIrlwml'rlJlnR I.uw-cllrh<>n IInd 2lO 10 mIJa i,., Yel
BlIuy IlcdA lu 250 lLIII)
"c'fille t..<>w.c.rbon .nd 0.1 to 0.5 mil y""
ulloy IIcels (2';lo i2,s \.m)
Nitri\llng Nllrldlns .teeb 2lU 20 mlls No
and so"'e aUoy (50 jl.1ll '00,5111m)
slcels
form hard structure. Cnrburizing grades ofalloy steel must be used. Table 13-1 is an !
abbrcviatcdversionofthetablethlwaspresenledonthepropertiesofdilrusiontreatments :
in Chapter4.Thislableshowslhethicknessandsuitablesubslratesforlhemostcommonly
,used ditTusion trealmenls. For lw-cosl, low-carbon sleel subslrates, .three processes
could be )lsed lo produce asurface wilh enhanced wear resislance, but lhe thickress
capahililies vnry with lhe processo
Anitrided surface is oneoflhe finesl wear-resistanlsurfacesfor Sleels: ifnitriding
sleels,I are used, surface hnrdnesses of 70 HRC canbe oblnined and distortion'ia low
becauke lhe process is done aI alow lemperalure (aOOul IOOOF or540C), and aIiquid
qucnch is no!requircd. Similarhlsh-hardnesscllses(bUI Ihinner)are 011 slainless
slcels and 1001 sleels wilh proprielary processes. Ir lhe lowesl-cosi substrate 111 nol a
designrcquiremenl,lhenitridingprocessis reallyanexceplional1001 forsurfacehnrdening.
Bnridill(; chromizing. and specinl poek cemenlalion processes are besl ,reservCd for
applicalions whcre il ia known Ihal the moro convenlonal diffusion processes
do 1101 do lhejob. In generaI, theseprocesses producehard surfaces uial haveaIhickness
range of about I to 5 mils (25 lo,125 j-Lm). Chemical vapor deposilion prOa',sses lhal
involve diffusion prodttee cases that are usually less than I mil (25 ""m) in thickness,
am! lheyof!cn involve process temperaturesas highas 1800
0
P(980C).Theycanproduce ,
very wenr resislunl surface compounds, such as titanium carbide. but lhe ,
process temperatures often preclude their use on parts Ihat cannol tolcrale
The high procefis IIsually produce minor distortion by grinding, and lhe'
UI'(: nol Ihick cllough lu remove lhe d!st\lr1ion witlllllll penelraling th\) coating.
Nol ali CVDc(lutings rcquire pl'Ocessing ai tempetalure$ Ih"1 are highenough to produee
diffusion oflhe reaclng speces inlo the subslrate, but Ilny time aCV) process s used
lhe oflhe processing lemperlllures should be revie-.yed. ;I. ,I , ,
Thcprecedingaresomegeneralslatementsrev!awingwhalwasprevious!ydiseussed
anout these processes. Assuming Ihal one of Ihese processes is lhe surfllce-hurdening
process Ulnl offern the mos! flivorable;cosVbenefil ratio, the prper specifiealion for
()nc ,)ftheso treatmenls should contain the elements:
;1
I
,
',.'
'
I...' , ,
"te", ' '.. I., .'
Surfae Hardenlng
1! ',\. . . :
I, Typeafsubstrale (adoy,condllion ofhellt Iretmenl);
::a. Arcas lo be Irealed. ,!'"
i Spec:lllc dltrusion PfOCess deslred carburizing,,felTitic nilrocarburizing,
donO,1 simply sl>eclfy "Cse barden/,' . ' :' '.
range (e.g., 0.005 lo in. ar
IrIhis"is ai i:;Hlicl\1 11Ilramcler.dcsclibehow you argoing lO check ,
;' .' ':, .' ,I I .. .' , I.,
f frucluF.. ,undso on. ! :,l' ' "j' ;;
Posttrcalmenlprocossing(e.g.;carbur!zedcasesshouldbehardenedllndlemperedPi!1
' , .i;1 I1 :
;',: '; , 'l ... , i ! , : .
rpoopriclaiy ditrusol processes to beIuSe<!, the slalemenl Ihal wllSrilade '
proprielary platings ipj>lIes: ,Slale lhe irade nameof lhe process and Ih name nd:
, ddress oflheeompany who jK:nortns Ihis proprlelary processo ' :'" ':,1
.r, ",';}: ,,!L .ji.: tj ".;1' I" i'"0 .
, '
'j ':,' !:.;.L i ....;
I
:! flame; induction-hurdeningprocessesareusedto,producehardBurfacesonhilrdenable
'1
sleels by local austenitizing and quenching. Flame hardening can produce lhe,heaviesl
Fases; inducH,:>n hardening la usulllly more suled for productiol\ operallons. and II cao
bc used for,lhincases: l1ame hardening cllnnol. A major consideral(ln for IIsersof
!hcse processes Is ,Polenlial for These,are nol ensy processes lu conlrol, bul
thcy,can,bemade rouline ir.umclenl quanltiesofparts are Ireated to alio'\\' refinclllelll
oC equipment and proccss v.ruiablcs. If processes I1re considered for oneofakind
or forafew paris, itis advsllble lo use Rhoa! trelllerIhal spccialize.5 in these processes.
. The applicable steels are medium-catbon sleels, medium-carbon alloy sltels,casl
1oons, andsome1001 sleelsandstainlessateeis. High-alJoysteelsnre becase
oC lhe,iack of austenitlzing soak. They.oCten do nol respond.lfone oflhe "easr to
selective steels,Il lO be uaed,(l040 to 1050 stecls, 4140. 4340 sleels), lhe'
speciftcalion ofIhis process may cirily involve lhe following:
t "
;! ;'te :
l, Spcciflcalionbfthe sleel and eondition ofhcat treal.
'"'' 2. Areu. 10 bo hnrdcned." I'
3. Oesired deplh cfh,arderiing und bardness ievel (0.050 In. 1.25 rum depth of
f:,,'
',l' SO '
4. Surface,baidness range.
, . ';" 'I , !'
requlrcmehts. '; I, ' . i ' l 1
6. insi>efliorl technique deplh of craeking, elc.). il
7. Posl bardening surface treatmnls (chemical converson coatlng, plallng, elc;).
j . i'i:" ',' ';. . -; , " ; I i I.' !,.'.;
!
"
:
',. 'i I ,
In Ihc preceding chaplers, wc diseussed lhe illl(lurtunl processes Ihalllre for pmducing
wClIr-resislanl surfaces. The original purpose of (ext WlIS t.o discus$ only weh.ling
hurdfacng processes, but iI was expanded lo include lhe pmcesses lhaI compele with
wcltlng. WIIS dOl1c bccllusc 11 decisilln on lhe use o( a welding process should bc
bused 011 weighing ls Cllsts um! hCllelils eOIllJlurcd wilh nllernutive processes. We have
prescnlcu suflicient illformulioll 10 111I\lw Ihis compurisoll lo bc nUlde. AI Ihis puinl, wc
wll audrcss lhe lusl SICp in lhe process of producng weni-rcsislllnl surf:lces, how lo
specify,lhese pmccsses on cnginceringdrawings nnd on purchasng spcciliealiolls. Buw
do yOll properly spedfy a plating, a difl'usion lreulrnenl, Ihin-lillll coatings, or hurdfncings'!
This scep is nOI lo bc bclitlled. Ir lhe process is /101 done righl, lhe surface Ircalmenl
OI' coating may not work and money alld dme will bc wasted.
PLATINGS
Wc h:lve disclINscd clcClntllluljngs, plalings, chelllk-ul cOl1verS;O!1
anil clcclruchcmklll CVIIVClllillll Thcir rllle il prududllg surf'u\.,'Cs
eml be briclly summarized aS Jollows:
\. Ihlrd chromiulIl. electroplalc is the hardesl Illcull; it lins ulility for Ihi,. coutings
,ou lools und for rcbuilding in hCllvy IhicknetiSe5.
2. Elcclrolcss' nkkellllld similar eleclroless coutingl Iypieully Ilre IIseu in Ihickncsscs
ofless Ihan 2 mils (50 They CM huve hllronesses IIpprollching tlial of chromium,
and lhe)' are uscd for enhancing the wear resistance, of 10015, nol for rebllilding;
346
3. Sclcclivc e!cclroplaliul\ lias subslanli:ll utilily in rebuiling slHlflS and 11'01'11 pans,
Haro nickeltnckcl allny plmings are lhe mosl pO]lUhlf pl:lI ings tlscd for Ibis purpos.:.
4. lIard anotlizillg is aboIJI lhe only wuy 10 enhal1ce lhe wear prop.:nics (lI' alUllliml1\l
\ SUrfllCCS. The n()rmal Ihickllcss lilllil is 2 mils IUII). Anodi7.c!l surruces
fair ubms;on bul Ihcy IImy weur Illathll! Ilwtcri:lls ill slitlilll! "<ll\la,'1
applicutjons.
S. Sul'! me!!!1 plulings sueh qs silveI' anti gol l.\.IUIUCI IIS luhrkulv<: lo I\',dll\:l;
sliding wcaran frettillg
i
damagc. In Ihese upplicalions, Ihid:llcss as Il>w HS O.
mil (0.5 j.l.m) may bc adquule. Hcuvy cou!ings 1ll)IY Icllll lo allhcsivc wcaL
Many olher s!atel11enlS can be made nbouI phllillgs, !luI lhe prc(;,:dill!l Iisl C\lVCrSI
lhe mosl commonly usec.l plaling syslems. TheclemenlS 01' li )lnJpcr plaling spccilC:llioll
are the following:
I. Arca lo be plaled;
2. Spccinl fIlJlsking instrucllons (holcs" Ihreads, elc.).
3. 'Pluling thickness; ir lhe plating is to be linished a[ter pluting, lhe !inishe thick ncss
reqiirement musl be clcarly nOled.
4. f'oslplllting trealmenls; baking lo reducc hydrogcn clllbrittlelllClI1 is [he COllllII\lll
postplatng requiremenl for hardcned slcel subslrates. '
5_ COll1plcle idcmfication or subslrare (alloy" hcul ln:allllcnls, IC,)',
lf proprietar)' pialings afe 10 bc IIsed, lhe dnlwing UI' ptlrr.h'lsing
show who lhe trad:; name belongs !o, Mnny 5 yellr old tlrawings call !Ilr
wilh somcthing such as "WaskaUy.," am.! lhc persoll who m:te lhe drawillg is IOllg
gllne when lhe purt is to be remadc. This Clln resull in IIn K-hour hunl lo
relme lhe lrade lIaOle to acompany, You Caf)nOI senti ,a lJuotalion'for a PIHllll1! [ti :t
t'<lde liame; y()U necd li company Ilallle und audrcss,
DIFFUSION TREATMENTS
Mos!. machinc desigllers an shop personncl are very familiar wilh carburizillg" bllt
Iheir familiarily with .the other processes,lhat we described, nitriding, earbollilriding,
rcrritic nilnlCarburhdny, IIn difl'usion CV D, is often l\ bit fU7.zy. 111e successful use of
1I1lIny or processes depends Of) lhe substralc m;llcriul. Ir 11 design cOlIslrai nl is
i lowesl possible" cosi. Ihis usullJly means lhe use oI' lowcarboll SlccI ris lhe SUhSlnU.
Tlle processes Ihat appl)' in Ihis inSlance are carburizing (alllypes);fercitk nitrocarburizi/ll(,
carbonilric.ling, lInd some 01; the special difi'lIs!on Ircalments, such IlS boriinll mIl! some
CVOlreatmenls. In using these treallnenls 011 low-carbonstee[s, il be kCpE in
mind thnt lhe prol.'Csses such as carburizing anel cllrbonilritlillg thal rcquirc qucllch;ng
lo Bchieve a haro surfuce layer lIIuy nol w()rk If lhe part has 11 heavy cro8 sC<:li\lll.
Low-carbol1 with, a thickncss over I ill. (25 mm) may nol t]ul!uch Cllough lo
(
,
:>.,
....
'"
...
.,I'
,'"
!,
..I'
;
,
../
-t' -
... (
,) -
,) .
(
",\
\
"t
i
',tr'
'f "
,
-");. .. '
.)(
... '''1;
"
0""(1:"
._
nf;'
'\f
'-rm
I
Hardfaclng
Speclfications Chap. 13
352
In specifying'coveragc of eoalings, it should be kept in mind Ihal lhese coalings are
\1,,'
clone ih a vacuum ehamber, the coater musl have,8,ehunlber Ihal your par(will 61 iil.
( ,I
Mos! vacuum coaling operalions are linc of.sight;.Ihe.coatermusLhave manipulalo"
fucilities 10 cmir lhe arcas Ihlll yuu specify. ThecomposhiQnofacoadng may ie,diff!culj I
.()'
to confirmo TiN coatings usually have lhe propeF}sloichiomelryiwhen Iheyhavea
("" color. Olhercolors nuggcslnn./lfTnnQlysis cnllling..Pbyaicll lInd chemical propertiesof::
( lO'
( ,
.' I
.t:J1
thin.fihn coulings IIretllllicul! IrIhesc ure IlIIllurlulIl lo 1111 lI/lpIlCllllon, '
b.''', ngreemcnlshouldbeestabUshedwilhlhecoaleronhowIhesepropertieswillbeconlinned.
( In summu)' ,thinlihn coatings arc increasing,In importance in lribology every
)leuf bul successful ....lIuire snecllicalions Ihal ensure Ihal you gel whal you
wanl.
;1".
HARDFACING
r
. t i !.' ,'",- : ;; },
"1
(10"
In (he preceding ChllP!Crs, we have Iricd lo presen! sufficent lo decide ir
Fllure13-1 l'Iow chIU for lPeclllcadOll of '
A'
hardfacing is the besl lo use lo produce 8wear-resistant surface for a"partclar
We have describedlhe modesofwcarIhat occur, lheprocessesIhat compele '
.L:'l):'1 ,:'!is stiIJ ajudgmenl deeision. Por People who do IlOI wlde experienee wilh fusion
wilh hardfllclng, lhe methodology for selecling hardfaclng processes and consumables,
('
, wciding; aeonservallve entenon for uslng fuslon versus nonfusion technlques is that,
and how lo design for hardfacing. In this scclion, we will discuss lhe finalstep in lhe
.i ' Ir part will ciniy see relatlve sliding trom aconfonning surface and if lhe apparenl
( . process.: lhe specitlcalion of lardfacing 00 an" ,engineering drawing oron a process
contacl sttess 18 below aboul I Icsi (6890 MPa), Ilonfusion welding processes wilJ hllvc
spccilicltion. The bsie elemenls ofhardfacing specificalion include lhe fdllowing:
( adequale bondstrenglh. On lhe olher hand, irapart.is clearlY'loa (ragHe to.survive
:\. 'I, \ l' . \ '
.; mel\ing oflhe surface lo lpply afusion consumable, Ihen anonfusioriprocess mustbe
, DI
I. Proccss (which wcldng lechnique; use lhe AWS acronym)
" . i IIsed regardless of lho nnture of lhe Irlbosyslem. Somclimes the type ofco/lsumable
t:)1
2. c(mslIlIloblc (Ily AWS IypcarIrado nalnc) , ,
deslrecl dielates a fuslon or nonfuslon'process.For example, if a design requires o
3. l\rcn '!() bc (unel preparalion. ifnny) nonmelal surface for electrieal inslalion"or as aIhennaJ barrier, Ihere is no alleinative'
( '4. Derasi! "..
,bUI. lo. IIse.a nonfu8ion processo Ceramics are lhe only.hardfacings Ihal meel Ihese
cntena, and Ihey:can onlybeappliedbynonfusion Ihennal spray processes.
S. Deposit puttcrn, sequence, and so on
(J . Anerdeciding 00 afusion ornonfusion processo apropcrhnrdfaeing specificalion
6. Pro- and pOSlweld trealmenls
desiSnale lhe welding process Ihat will be used. The properwayto Iis.1 lhe welding
( 7. Deposi! hardness
process is lo use lhe:AWS process aeronyms, lhe name: in words, or, ifa proprietary.
,process i8 uSed,llhe process name should be used alongwitb lhe name and IIddress of
(V 'Thc following discussion will presen! some deiails on ofIhcse'elemenls of,::
, company that has t,he procesSo The'process choices thal are avalJoble ore shown in.
fi hllrdfucing spccilication.
along with Bome prOCC8$ . I' 1
" Buch. fusiou Ilnd nun(uRlon ProcCllII.IJIIII 118 nlche, S(lmelhlng Ihlll irdoes beller.
, .1::)
Process than lhe olhers. l'hese are ,Ies.cribed in Chllplefl9,:bUI lhe inosl popular for
" .
fusion hardfllcing are oxyacetylene and shielded melaI are welding and plasma spl'lly
-v Figure 13-1 summarizl)s lhe melhodology in lhe selection af a hardfacing procellS.
for nonfullion coalngs. The applicalion commenls In Tabl!l 13-2 are really an opiniil
After the dccision has becn'.mude lo use"hardfacing ori apart, lhe first slep ia lo decide
bo'.whuc a partlc.ular proccss migh! be,. used ovcr.olher procesSes. Ali lhe proccss
whother (O use a rusion or a nonfusion processo This is a very crtical step; fusion
Iimils'shown are "vlolaled" :by users ai some lime ar another. People hve fouud
processes lIpplicd to a fragilesubstrate can cause di5tortion Ihal is so severe thal lhe
\vys 10.appJy plasma spraycoadnss as Ihln 0.0001 in.;GTAWdeposits have becn
wll be rendcrcd usoless: li oonfusion process uscd on apar! under lhe wrong kind
made IIn, Ihlcleand10on.lfan appllclllionrequlressome.specialdeposit requiremenls,l
service stresscs and slrnins will fai! by spalling.fln prevlous we,eite<!
, I ; !
many cxmples lo nrnv;tli'. ,,'-'icfelines ror this step, lhe facl oflhe maltet is,ihat ii I
n- ...../ L"'\',
.
4'1
I .
'1
.4",,,,g;:;@!+.d!F.RiP.4'9!... L.,w.!ip.!1!!\"'WMM_JwLSL_-&L a iH ...
"' ..'
{
354
TABLE 13-2 COMPARlSON OF HAROFACING PROCESSES
mil;.
Nonnal dllfl""ll
Apl'li.:ale appUcaliun IlIickllCSl,
l'''lCO.5 . WII.urnablc. melllUd (in.)
ft"I'HI
OIlW: "'y..,ely. 110ft' "",.win:. Man".I tUl,1
le.... weldlng IUbeo (0.15 mlll)
SMAW: .hlelded Coaled Mlnual (l,OS
",<."ullll1: wcltl (2 111m)
(l'rAW: ga, IlIns Bare ttxl.,wirc. Manuul 0.114
. 10" are wcldlng ""wder
(! !11m)
GMAW: 8"'!l1C11I1 .Wln:, I\lhe Manual 0.08
are wclding (2 mnl)
(Opell are)
!IAW; .IIlllf8cd wirc,tubc Scminuto" o.OS
nte wc:ltfinv, .I,i,. ,u.11e (21111111
FCAW: li"orod wt.mhu Manual O.OH
ore ..cldllg win: 12 ",m)
PAW: p'asma are Ua..wln:, AuIO/n"li. 0.01
. weldingltrnns. powdor. (0,25 nlm)
ferred are !'TA
LUW: larbeain Uare wirC', AUlolTI",je (UH
w.lding powdcr (0,25 nUII)
e;nw: EI....f'un U.rc wlre. Aum",.II. 0.01
I.:.nlwcld!n, . plwder (0,25 111m)
F.5W: EI":iro slug Um"Id, wire AUlmn"Iic 0.80
weldlng (2111111)
Nonftlsion
I'LSP; wir<: II.,MC Wlre Se",l"uI... 11.01
JI''''y
III.Ue (0,25 IIIhI)
FI.SI': 1",..de",,,<I I'uwd..:r, rud ... 0.111
Ilme spray
10,25 nlln)
liASI': clcrlric lIfI' Wil'\! SCiUhmft'- fUI!
'I"'Y
III.. lU,ls-tlllll)
I'SP: t,la>III)' .ft' Puwder .Sondaulo- 0.003
. "llmY
",.lie (15,,"1)
llighcn"'IIY I'SP: l>Uwd"r AUIIHllllle (J.(JOJ
"-gun,
(1511-111)
el.,
Muhiply y 2.2 lu coovcn lo kilugram.,
SpeciOcaliol)s Chap. 13
..le
depctlitiu"
ml. App'il:lllio..
IIbIh)' CIlIIUIIClIIS
1-5 1.,welll .:IlIulllnI
2-6 !!asl ,10 use pro.
ccse
1-4 for '.1)'.",.11
depusil!
4-20 0000for ",anual
d.posils on Ilrgo .
atl!a.
4-130 Ueyde'K!lIltg,
lut,btC ItteR UlUst
be dne in sh""
4-20 GooU fur"Dnual
dellO,UI llII I.rl!"
.n: , ne.lcrde-
posl Ihn """n
an:
1-1$ GooU rur pruduc-
11011 hardfaeing
1-5 GooeJ IOf prodU<."
tion hardfacing
1-' 1'",.""elal .pplle.
tons OIIly
12(1-8'" I'or lIIu..lve del"'"
'IS, Inlllll be dono
111 "'u'p
12-50 1'",h".Vy depusilll
(O.fI40 lU 0,100
In.)
i-5 Gcner,,1 .hUI' wurk
4-I/XI Pnr largc nn:IISI
IIKmdy I1lI1:d rm
1-$ U"SI generul-pur
rl\!C<.'lI&
1-5 1'uI' appllcallllnl
wllCml :I'SP 'Iual-
ly IsIM!1 ade-
qu.i.
Hardfncng
SAW
PAW/PTA
FCAW
Open8",
(GMAW)
tlTAW
SMAW
OAW
o
WJ.J.I
10 20 30
%Dllulion
40
13-l f>ihllionrangc./'nr
cunvemiollal 1'1'11.
c,,"c,, A....."'UII<I I!lrer urllllfllf:ic.
m;ay hoc ncccss:ul')' irdflltion
in .dw fit:il Jnyer IS hiJ.4h.
355
.some process moditicltlioO; cun bc made lo muke il wor!<, Tublc 13-2 IIOl'lllitl
use.
The importal!!':C or lhe wclding Ihat 11 (;(JlIlrols lhe uI'
lhe hurdfadllg job. Spccifyillg a low-holll proccss C311 rcduce distol1iou; as showl1
Figure 13-2,dilutiull(lI'the hardfadllg wilthc8ubslmlc varies wilh lhe prm:",s; jlnJc"ss
also determines lhe coSI oflhe job, So Ihcre are mal1y advallluges lU prop<::r
specilicalian. Now Ihal we havc lold you how li> specify lhe process IInd \vhy il s
importal1t, we wi/l summarize Ihis discussion with lhe following 5IuICIIICI1I: il' in uuubl
as lo lhe besl welding process, leavc itOUI ofthe specilkatioll;jusl sr-ecify "lwrtlf:l!':c"
and lhe othcrilctlls 011 lhe spedliculiol1}ISI, conslllllable, arca lo bc 5urfm:cd,
and 50 011, This may sound likc a herelical slate.ue/l1 after aI! (hal was sa!! abou(
prot:csscs; bUI ifa user is no! lirmly familiar wlh l!lese weldil1g processes, ir ma)' bc
beuer lU l<lave lhe proces8 sclection up to lhe wclding CI>nlraClor. Ths is cspd;lily
'rue il' you are del.lling wirh 1\ lirmlhal in hal'l.lfm:ng, Thc exccJllioll lo Ihis
recol1llllcndalioo is lhe Ihermul spray hanlfacings. In this cus!.!, il' yOIl are /101 familiur
el10ugh wilh 1111 lhe processes lo comforwbly spccify 11 process, spccfy fll:isl1la
spruy (1'SI'). 1'hs process clIn he uscd lo aPI,ly IIlmos! nU lhe lumJfacillgs lhu! ar.:
avuilublc, anti lhe bond will be ver)'good. We mnkc Ihis .recoll1lncndution beclluse
some thcrmal spray processesdo no! gve lhesamcqualllyofdeposit. The bOl1u slrenglh
an porosily ofa liame sprayed wire wilI nOI be lhe same as thal of a plasma spl1ly;
lhe same Ihng is lrue af oxytfuel powder spray ueposls and eleclric arc sprays, 11 is .
also safe lo specify one orlhe high-energy processes sueh as d-gun, bul rhe cosI lIl<ly
be hillhcr. '11108 rhe "default" for uwclding spedliclllion is no! to rhe
procss for fusion wclding (bul spccil'y consumublc, hardncss, Ihicknes8, etc,), blll lO
specfy plasma are sprayard-gun {or equivalenls} for nonfusiOIl processes,
. Consumables
:llIe appri>priale hurdfacing mUlerial for a punicular plll1 s selcctcd by mmchillg t!te
scrvice requrements for lhe pari wilh lhe propel1ies Ihat are available from varj()lIS
eOllsumables. A muterial prolile is genl!rated for lhe desired malerial. This prolih: is
(,
' . .J
,
, ,\
.' ''-'r'J' ',) 1&
'
!'
"(
};
(;
J
C
1
-C
r.:
'i{
..,
W//'"
f:
I
'..;
,{'C/"
r'"
;":1/; .J
/ ""
(
(
.<._--
L
L
(t
'-'-
[
X
,
':',1
..
;r
..f:7"1
(
J-": '1
356
..cj'-'l
\h,'!1
( """)J It
TABlE 13-3 COMMONlYUSED FUSION WELDING
, ., ,'_.-,-:,:,:_..'
__.M". ,. '.,: ..' "'.. , '
, --,' ._--,; '
I"
Coml'0sillon ,
IIUC.011 Mn. 0.5/1 Cr. bal. 1'.
112 C. 1/1.5 Mo, 1112 Cr. 0111. Fc
0.3 C, 0.910,6 Mn, 0.811.1 Cr, 0.1510.25 Mo, ba/. 1'.
0.5/1.1 C, 0.5 Mn, 1/1 W. 3/5 Cr, 419 Mo, 1/2.5 V,
IUISi. bal. Pc
0.51l C, 111/6 Mn,2.7516 Ni: 0.5 Cr, J.J SI, bai. Pe
0.51! C, 11116 Mn, 0.611.4 Mo, 0.3/1.3 Si, bal. Fc
3.514 C, I Mil, 4115 Cr, 214 Mo, boi. Pc
2/4 C. 2/2.5 Mo, 12116 Cr, (lI8 Mo, boI. Fc
2.5/4.5 C. 111.5 Mo, 26130 Cr, bel. P.
3/5 C. 2/8 Mo, 26135 Cr. boI. Fc
0.3/6C. U Co, 8114 Cr. 1.25/3.25 Fc. l.25/3.25 Si,
2/3 B, b.l. Ni.
0.4/0.8 C, 1.25 Co. 10116 C,. 315 Pc. 315 Si. 214 B.
b.l. Ni
0.5!l C. I C'l. J2!!8 Cr, }.. Fc, 3.515.5 Si;
2.5/4.5 11. boI. NI
. I.
0.9/1.4 C, I Mo. 316 W, 3Ni, 26/32 Cf. I Mo. 3Fc,
2SI. b.l. Co
1
1.211.7 C. I Mn. 119.5 W, 3 Nlj 26132 Cr; I
,2Si; hal. Co'' I .,,',
, , " ", '.
21J C, IMn, 11114 W. l Ni" 26133 Cr"I Mo.
2Si. hlll. C
3/.5 "c. AI. h.1. Cu
,':
Tuoo: 0.1 C, 0.45 Mo, 0.3 Ni. 0.2 Cr. 0,3 Mo. bal. Pc
C.rbidcs: C, 94 W mino
J
i
Specificlltions
! t,
j
lIardoess ,
(HRC) ,
40-H
40-60
20-40
50-60 +carbldes
20-2j
SO-6O +carbldes
SO-O +carbides
40-60 +carbides
40-60 +carbidc.
45-50
50-0+carbidcs
,
Pc,
3Fc.
38-41
"!
, . li!:'"'.
, , '
411-58, +
:1,1
20-40'
I ) ! ,'"
5Q-5 +various
carbldes I:
li
I I.
"
--- -
;1
I.,:
'I
, J
, ,'I
"I;
Iwo oHhesccalegorics
;'1
, ,.
Hardfllcing
! ,
I',.: ,j:1I ,
')
h-'i
,:.1
appllcations and nol
1" ti: '\:
,',
. . '
351,
malchCd witll thepropestiesth!are availablefromhadfacings and allernativeprocesses.'
.!: .
'
I(hilrd(acing is clearly lhe procesll.of choice for generatlng a sudacc;
lhechapterOD cqsmableswiIJ supplyiDfonnationIhalcaD bemalchec:\' with lhemateml
. pro/lle..Wben ilJSpossible; th isspecified bylhe AWS designalioil:rl
CEP,eCr,..ete.'.\.The use consumable designadons alJows lhe
'opliolllllnpun:haslnglheconsumable;;onlargojobs'thisapproach mayallow
; (mil! a numhcrof8upplicrSalJ:lowcr costs juyou,ihe ousiumer. Thc
contractormayhaveapreferencefromIhe.operadng foraparticularmanufactur-
.er'sconsumables;andlheuseo(ihegenericdesfgn.alionmayallowhimlo useaconsumllqle .
.supplicr. W.hcn lt is noi lo use a consumabie
deslgnallon, lrIIde names orgenencclassesofmalenalsellll be specllled:
li.. . ,., '.:::':' I !iI'.
designalion: EFecl :f .
AltemalivC$: Waskaioy230;<Wass(l (:orp:JBOlovlil, N.Y.
400 slolnless all6y) .I'' ".
,', 'I' f , o;, lif;. :
JJI and IV islover800 cOllllumib/es bytradcname.TiJese .
consumobles are C8legorized by alloy systcm. There aremany differcnt allo)'s.,and il
inay scem:Iili:e an awesome lask lo selecl only one from110 many. As shown ln Tables
13-3andl3-4,thercarenolreally lhalmanY'dfferenl Iypes ofhardfacngconsumables.
Tablo 13-3lisls J 6classesofconsumableslhalcaD be used (orfuslon weldillg
and,AWSalJoy designliofl sysleins apply lo mosto Theappendixes 1151 quite anumber
o( consumablesirj acalchallcalegorycntltlediron-basealloys. Someoflhesearebuildup
consumablesj are propiielary materiais thal do not,fltlhe A WS calegorics,,and .
, somematch lhcompositiono(commonJyused wroughllool malerials. Ir, (orexample,
yoti would II1:e lo have fusion deposil wllh lhe propertiesofachlsel sleeJ (5 series
100/ stcel); you wlll find a.numberofconsilmables of Iype in Ihis grouping.
Nonfuson consumabJes fali Inlo aboul ten difl'erenl material categorics" bUI only
wldely uied for p'oduclng. wearresislllnl depusilll: lhe othcf
, malcrials, suchas composites,puremelal.s; polymers, and lheIike, Dr used (ortcchnlcol !
wear,appllcatlons;'Most wcar problems con be, addreSsed,with,
Ihree or foU! ccramcorceime) materiais. Mosl metais can be applied by Ihcnnal.spray,
I' ,,:i I ,
..t , I. . I' ,
TABUi13-4 COMMONlYUSEI>
NONFUSION THERMAlSPRAY
CNSUMABLES '
, ... , '.,(AIUmlnUll'lOltidCI
)
Chroinlum oltide' I
Ccr.mlc:kenntIS Chromlurn carbldc' , I.
l. ,. :ung'"cn :'"
I
I '{400Serie. "eel',
Melais Cobll-ba,ce a1loys ','.
Nlckellchromiumlboron alloYI
!' j "'1' "\;'
"
. !
, '" ',1
(
(..t')l'
t-<)1
\
(
,-'"
-<;lo
(..g'"
(--8
A)
"9
-<).
....<..y
>1
-<)
!
-<)",
"?';;','
Typc
To..,1 .Icels. oH hllnJ
uir hard
Alloy 4I30. ele.
Ifigh.<pced >Iceis IIlIR'
Fc5)
AlI'lenll;C mnnganc,c
slccls (f:1.JR FeMn)
Nickellype
Moi)' Iypc
Low hromlum mllr
,cn$ilic irOll
Lnwchromillunl
ICllilie iron
iligh.chromium /lIlIr
ICllsl ic irun
Illghchrmnlum aus
lenhic irn
(IlIR FcCr)
LIlW-CllrOOIl
ChNIllliumlboron
(IlIR NiC:r-A)
MediulTIcnrh<>o uickcll
chmmiunvboron
IlIR NiCr-(l)
1
NiCf-C)
l:.ow.carb<m coball
base nIlQY' (r!lR
CoCrA)
Mcdium'Cllroon co
b.ll,b,,,.Qrys (IlIR
C"Cr.[l)
..nohllll'
IIlIoy. (IVII
CoCrC)
Aluminum hrunze IElR
CltAI.DI
CtulIj1<"iIC tubul.rrod<
IRII! WC)
358 Specificaliolls Chap. 13
Orlanutlon
/ ___
ClrcUlnfcro"tI.1 SMAW .... -'
_-Consulu.ble
O.potllofeF.CrA -
Mlllhnum hordnen, __Hardnus
i'millimum
60HRC -
Ptwl",.1 1,,11 I'Kllflldftl liI..ol.1 frnlrllllllollll
"'", '
400" 10 450F .....--...Idlnu pr..... dur..
11\1.11"."
,(c.
U-J B.rdflldng wcld ,ymblll ahowing prucess on consul11ablc delails.
processes; jf a m:ucrial prorile pojols loward lhe use ofa cobalt-base ulloy, you can
sl'eci(y only lhe nominal chcmical composilion of lhe olloy Ihal yOIl desire, IInd lhe
wclder will fjml li powdcr or wire manufuclurer who mnkcs one Ihat cnalehes yOllr
cOn1l'osiUon.lf yOl! wlInt a slainlclIs steel depos!t', specil'y the AISI or generic typc:
111-11 aUSlcnitic marlensitc slalnJes! ateei, or42081ainles8 stecl, Or 410
stainless sleel, and 50 Specifying aconsumable fcom lhe hundreds Ihat are Rvailable
is nol Ihu! complicRled.
Arca toBeHardfaced
In lhe Uniled Slales. the acceplcd lechniqlle Cor specificadon ofweld deposits is lo use
lhe slandard symbols lhaI have been developed by lhe Amercan Welding Sociely and
Ihe,Amercan Nlllional Slandnrds Institute(ANSI/AWS A2.4--86):The welding symbol
for Speciticlltilln uI' Imrdrllcillll depo"ils ill lhe sumo 111 lhe symbol for surfucing, which
is two "bUOlpS" (whchrepresent wcld bcuds) placcd under an arcow Ihatpoints to lhe
areQ la bc surfllced. An alTOw wilh ali lhe .additions for proce5s und olhet dClails is
shown,in Figure 13-3: Surfacing is applyng weld deposil over ali DrCII lo incresse 11
dil'llenslon ofa submDlei hardl'acing is doing lhe slIme Ihi"g wilh a wel dcposit Ihal
is.inlended lo improve lhe weDr resislance of lhe 8urfuce. '111e bumpson lhe wcld
symoolalwllYsgOOn lhe underside oflhe alTOw; lhe Ihick.ness oflhedepusit ;sspccilied
by ndimension plnced to lhe Icfl oflhe bumps. If lhe deposit is lo be done in IlIycrs
of uiiTering Ihickncss, Ihis is dCllolcd by 11 sccond line on lhe arrow; as shown in
Figure 13--4a. Irlhe deposit is lo have aparticular lay or orientatioll, Ihis is
by 11 nOle in lhe lai! oflhe IIITOW, as shoWII in Figure 13--4b. Additionlll details aboul
lhe deposit, sueh Ilslhe prm:ess IInd IYll til'cunsuUluble, 1U'\l phll:ed in lho Inil
uI'Ihu urrow (FiguN 13-3),
IIhoW8 how lhe location oI' a fusion h:ufacing depusil would bc
spcdlied on 11 variely orparts. Iran enlire arell'is to be covered, shown in Ihefirst
examplc in FiguI'C 13-5; lhe weld symbol eould be put on lhe part drawing. Ifollly
sclectcd parIs ofan arca are'10 be covered, as shoWII in lhe olber cltullIples in Figure
"Symbols ror Wcldlng.n Nondcslruccivc For.<:umpl.lc cPy, AWS. S5U N. W.
LeJcuflc Rd P.O. Box Miami, Florida. 33135. Telephunc: 305-443-9353.
, 'y ,/... f'I',
Hardfocing 359
Deposit thickntl'JS;
VII Ih lJl.,cnll.y...:
t- til
T T
tIl
O,polit orientatioll:
x ( Ci,eurnfereulin'
Tftn .... ".
2"
o
,.L_.__._. ___
-f
tu,
"'Jgure 13-4 AWS s)'slcm fvr $pcciryiug Ihickucss IIml uricutatiHn.
13-5, il is recommended tha! a drawing (Ir skclch bc made of lhe p:l(t wlh 11\1 OlheI'
dimensions other Ihan Ihllse Ihal aN associ!lted wilh lhe hardfllcng dcposit. This \'IIl
prevenIconfuson betwcenbcfore-wclding paltdimcnsionsanclllftcr-Jilllshinl(lilllcnsioJlS
on lhe deposito Figure 13-6 shows how welding symbols are used to designa!c deposit
Jllcu!ion 011 pans Ihal are la he hardf'accd wilh lonfusion
[flhepartlo bchardfuccdre4uiNsSiglliliculltmat:hiningbcfoNlhewcldingul'cl'illion
(lo prcpure lhe wcltl areu), Ihme drawings wiII preveni rnxups. Auruwilll.l js mallc to
machinc lhe part 10 preparc for tlle hSl'I.Jfacing: adrawillg i5 made lo spcdfy lhe arcas
10 bc hardfacctl and lhe delails of lhe deposit; IInd ,lhe finul druwillg lhe tinish
machined parI, incluuinglhe finishing n:quiredonlhedeposil. Thisscq\lellccoI' drllwiup
In illu8ltUled In Figure 13-7. The plln Ihal was llIadc wilh this SC(IUCIlCC o[drawinlls s
shown in vuriolls stagcs ofcompletion in Figurcs 13:-8 lo 13--11. Obviously, Ihis Illll!.:h
detai:' is nol always warrnnled, but a key part oflhe sllccessfuJ use 01' hardradlill is In
I'
,//
r)
"ti
'",', J
__ r
J
'-,r"J
rJ
('\
" ..)
-,.-'
ti
",-,
,
((
':L
(..,
'(L
{L,
CL..,
"
:.J
".,
"
,/
"L' J,
'(L
'h
--'-
tL
'o.
'cL
'
Hardfaclng .
.i::
o
PSP ChrQmlum
oxld.
@
PSP Chromlum
r C:X:Y oxide
--"1_-
..'J,"::"""
( FLSP 400 Ser!e.
1"'.'"'.::c,.= ..... naini,ulI.ei
$
o
I,
Figure Descnation of nonfusl..nhardfuclng
:3 10 5 mUs (75 to jJ.m) wllJ be adequate: Extra coating thicknc$s increascs the
and lt serves no purpose,to have a lO-mil (250 jJ.m) deposit whcn lhe pari
'1. be removed from servicewhen It Is wom 2mils(50 jJ.m). Allolherrellson for
Ihicknesses 18 that plllsma spray and similllr thermal spro)' deposits
ipodrerbond IItrenglh inh.eavy IhicknessesIhanin thin depnsits. Grindingheavy
is more.likely to depcisit.cracking than grinding Ihin deposits. ifhis is.
tme.wilh ceramics. They PQOr conductors of heal, and lheheat orlgrinding
,I ,ealSe abnorml strests,:and cracldng lha! would no! occuron thin whicb
i: :," n!
, .:: '
, (Y'
-{5-'
, ,
(",
Specfflclitions Chap. 13
\
O.POII! 10",,1100:
, -Q-.
( ..
(,....,
360
4'j
.
( ....,
-.) 4" ,....-
(..(;)1
(--<)'1
()I
{ --\),
(4}'1
(A'&h
( ..Af!j:1 /",P"
-.I
-1-0.12' f
GJ
(...<;)
(-<J
{
(.co'
--,-,----,f
\ .',
Figure 13-5 liws,ystem (or s(lCGI(ylng hardfKlnldeposlt 10000lilln; only dlmension
thedeposil o'tho "",paroU,,,. (orlho deposJ! on lhe dlllwlng.
udcqualel)' specify whnt you want. Good drawings IInd .specificnlions on wherc lhe
deposil is 10 bc npplied are essenlial.'
#;).
DepositThickness
-,' Wc huvc shown how clcposlthickness is specified welding Thefollowing
general guidelines on lhe proper Ihickness for hardfacing deposits. '. .
( The tllickncss runges lhaIcan be oblained with lhe various nonfusion
are lstcd in Table 13-2,Theftarne spray processes lha!require groovingoflhesu\>strate
(
llIusl bc Ihck becausc of the groove dep/h, but in mos!.othercllses tHe Ihickness oflhe
deposit should be no grellter lhan abOlI! t"';'ice. the.allowllble wear, )fthe serviceability
of lhe pari wl1l be 10sI if the surface wear is 0.002 in. (50 fLm), acoatng thickneSl of
A:j;
.
'4" ,. ___"' ..___ ,,_.
,' ,'P!JI" ':.n:. "'. ' .... ' 'i': "... ",' I._ ) _ '" ,,',',...{j
I
/
,- ..
i nuntlnum
SMAW
!
I
I.
to prepare'
Drowin2 submined
for _Idi"ll
lOMlder
Chap. 13
I;
1',
'
"
t,
I
'.
"
, 'I,
,::,
li
11;;
:" I
'1'
::
I j
;!" " , , !, " " I,
Flglln 13-11 , Cml,S chcckinll on a
'Ch " " :' ,"'I" ", 11I9"1, ", '!
;1,,J: 1: ".1. " li I,';" 'I ',: ":;' t,," ',I;'j';. ,!"J11
, 19", bolilhlJlldllPIn Th\ll IhQ
Ihlokncs8 lt thilmud 8pray doposlta la lo minimizo Ibo dopoall thlcknoas: uao 11 thlclqiess:,
Ihal is comiDensura.te with lhe system wear. ',' ; ,: ; It;'
IThiclcer Is nol necessarily; better wilh fU810n hlU'dfacillgs. In facI, some frmidable t
problems esn arlse from 100 Ihick deposits; theycan spoll, and craclcng can cllsi.l "
smice The, harder those with a bulk hardness IIbove SO
oftcn erou IIfterweldin (Pigure 1& normal;; t is the way ,iJtai,I
thcse relatlvely brlttle: materiais stress re/ieve theinselves:' Cross checks occur about:!
i evelj' 1/2 'in. or lilch tI2.5, or 2S mm)transverse to lhe, depOsl; are tight and they
are only viilblq on smooth deposils. Tho cks Ihat develop wlth I<?O hellvy
are larg enough lo pUI your and irlhe cracks are cioso logethar. pleces
, of lhe deposit can spall. ;ThC harder thc deposito lhe II should be: .'1,1 r.
*PC;Sil 62 up:, use llUl one.laycr fi
.... ! 55 to 62 HRC: do nol use more Ihan I>NO lyers i,j
50 io S,S HRC: do use more three ,r: !I';
i 40 lo 50 tIRC: do !l0l use more Ihon five Juyars , ril '
Buiidup malrillls 20 io 40 HRC: no IImit I' '/
" '
,,? " !. II
Thcse thickn,ess guidelincs apply mostly lo. the ElR
chromlum alloys pnd the nickeVchromiumlboron lllloysare 80 brittle Ihat I is advisble 1
never more than Iwo layers of thcse materiais. They are rlatively brlttle ai :
hlU'dnesses as ,low. as 40,HRC., Flgure:J 3-13 shows spalling of 11 heavy deposit.ln ils
Instancc; welding over, wom surfacing ,conlributed lo lhe t:aiture; Ihis practice slio
I . ,', . I'
bo Old surfacing and wellt should bo ground otT borore applylng new
" ',AI Qle olher eXlleme, lhe Ihinnest hardfacinll deposl! that is commonly',
0.060 In: 0.5 mm). DepositS th!, chin (wilh low dilulion) can be achieved wilh
I '
1
("'!t", '
\
lO)
364
Speclfications
( r.....
(
(J::.:"
-.I
( ,
r\1
(
...()I
( ,
(,J'
( --Ql
( -'i'
(.JVl
Figure 1:)-10 Hardfaced plU1,
( -C:j!
(-}I
( /).
(.L?J.
(
.E'>1
"""'f."
AO'
..
(
/0'
","'
/:D'
ABf
(
A?J
fi')
')
, ,
13-11 UardfuC<l'd pal1 afler '!nal
maF'llnlnS,' '/ ' .I" ,I,
j . .. , t
rl:
.I
..
366
SpecificSlions Chap, 13
1'1\lUnI Sl!l1l11ng ur hanlrll<:lnll dC/.l1dt,'i...oe 1I1RlW),
Iene processes und some of lhe more PI'O<.'C.,sc5 such IIS laser surfacirig,
'fhe thickncss offU/;ion lIepostsshouldalso be commcnsuralewith lhe allowablesyslem
,wear, Ira syslcln can lolerale subSlanlal amounls ofwear, processes such as SAW or
r_'iW shoulll he cOlIsiderod, These cun be used lo produee heuvy deposits
using tlUlIIy , . . , .
DepositPatlorn
Some oilhe hardfllcingllep6sit pallems Ihal are 1I5ed with fusion welding Icchniques
clln bave an alreel Oll serviceabilily. Examples of lhe paUems lhaIare used on digger
.IceIhand dozer buckels were iIluslrllled in Chapler li,We will nol discuss lhe pullems
lha!have been found to be slIcecssful in .Ihese Iypes ofopplications because ml1ny
suppliers offusion hardfncing consumables huve excellenl IIl1strolions ofIhese pallern!
in Iheir hardfacing manuaIs. A general rule is lo space deposilS t lo liIn. (6 lo 37
upurt transverse lo lhe motlon ofrocks and abrasivc solids tin lhe wear surfaces.
Doi wcld pallemson cenlers fromabout!in. (18 mm) lo aOOul Hln.(37 mm) produce
11 ""ear-resiSlantpallernandminimizeqislortion oflhesubslr:lle; healinpulislessbecause
there is less weld than iircovcringan enliro area, Many deposit pOUtms Ihal are recom-
mCllded for earth-movinn equipmenl and mineral beneficalion equipmenl havc bccn
t:lIIllirkallydt!lcrl1lined. Uy cxperilllclllulioll.hill'l.lJ'adng uscrsImve rOlllllllhul. furexum-
pie. a herringbofle tlepo!>it pattern wllrks well in digging iron ore. anti iI 11tH paliem
wcll 011 digger leclh inmcky soU. There ure orten !lO Ihcorolicnl eltplanalions as
10 why p"rticulnr palterns work, bul paltcrns Ihal lend lo keep lhe flow of abolsive
.lIIulerillls Crom hnpingingon cl\po!ICd subslrllle aro inluitively prererred.
The use af girth.wclds roduces lhe lendcncy rur dislortion on cyJindrical parts.
. Again, !his is jusl comlDOII scnse. Awcld down lhe 10ng axis ofa cylinder will lend
lo dislml lhe cylinder coneave 1.0 lhe side Ihal is being we1detl, evenluu\ly yielding 11
Hardfacl1g
"banana."'Oil1h wclds. prllducecireufll!'ercntilll slrcs:;c,lhal are li,) thalll'"ttill[;
11 vc.:ry 81rong hose cJanlp on lhe part; there is 1t!lldcncy for di:;lortion.
In summary, thedeposilpaliemis nOI usually11 pnrtoflhcsPCCiriCillioll oI' Iltllll'usio!l
hardfacing deposits, but ilcan bc important011 fuson tlcposilS ItMllllrt: uscd ;!s-depositcd.
Agcnerolruleis 10 pattcmihedeposittominimizedistOf1ioll and tonlllke
to the lJow oflhe abrasive. On mchinc:ry pllrts Ihal are hllrdJ'lIccd and StlbSCIIIIClltly
lhe speeilh:ulioll oI'11 deflosil paliem iN usunlly lIIUlcc;:ssary.
Deposil Hardness
Il has bcen slulcll Illany times throughout Ihis tCM Ihat lhe Imrdllcss ui a h"rilJacllg
lIeposi! is notthesoleprediclorofwenrresislance. Moslharllfu<:ingdepwiitsarecompos<:d
orsof'ter malrixes and han{mieroconstiluenls, Thenalure.size, and vululUe fmclioll or .1
these microconstilucnls are more importanl Ihan bulk hurdness in d\!lcrmining w.:ur
russrallce, I-/owevcr,lhehardnc:ssoffusionweld should!lespccilh':lhllldchcckcd.
sincecvery ftlsion depusit is KuppusctllohavesUllle This
is IISlc.:d in lhe consumublc mnnufllclllrer's culnlog. 11' yOIl do nolllchicvc.lhis spcciflcd
hardncss. Ihere 1\ possibilly Ihal .Ihe tlcposil is dilut<!il (wlh SUbSlr:llt:
malerial)andlha!lhewel<.t'ing proccllurcwasinprpcr.Convenlionull{ockwdlChun!m:ss
can be used on two-Iayer deposits where euc.:h !aycr is aboul /. in. (3 III1U) thkk,
The lighlerload Rockwell superficial tcst, 15N, s applicablewhcnlhe lal'crsar\! Ihillllcr;
blll ':Vpll tesl does !lo! give li vulill indicalioll 01' h:lrdm:ss irlhe deposil is less than
ta in. (1.5 mll1) in thicknss. !
Rockwell hardnc:ss has no on nonfusioll thennal spray dcposils. 'file)'
are 100 Ihin; Rockwell penelralors will simply go Ihrough lhe tleposil :U1d mensure lhe
hlmlness of the subslrule. The hardncss of rhes!! can only bl! Iltcasur''tl hy
lIIicrohanJness Icchniques,' IInd Ihen Ihese hardnesses are nol c.:Vt:1I Ildcljtllllt:
01' wearchuraclcristics snce lhe poronily :mll oxide inclusions in Ih<::rrllal spr:ly dc!,o,its
can rhe penetrarion hurdness test ruS\llts. Th\ls l is 11\)1 lo spudfy 111<.:
hartlncss !/fa nOllfusion Ihcrnml spmy IICJlllsL Ir lin lfllllicllliOIl I'ClJuil\".) a,'surallcc: of
1\ propcr Ihcnnul spray deposlt, the rcconunendcd I\ppmach is lo ask tll\': IllIl'dfadng
.conlraclor to supply a Icsl sample Ihal WIIS sl'myed with the pm1, :lIld Itli\:mlwl'lh\css
and rnelallogruphc slUllies cunbe made 011 Ihis lesl eouJlon (nn extfll P/ui ean servI.! tiS
lhe destructive lesl coupon). The m,crohurllness oflhe depusit cal! be cOIllpared with
lhe eonsulIluble supplier's specficd lardncss range. .
Evell Ihough harllncs5 is not 1111 inllicnlor l)r lhe wClIr resstilne<: \lf a 11lII'dl;,dng
consllmablc, hurdness shotlld be sJlccilicd 111111 checkctl OI] ali l'uslm hUl'dfadllg ucppsils
10 makc suro Ihut lhe consumable is npplicd properly. The hardl,less spccilkatillll
show lhe manufaclurer'srangI!orhnrdness fl)r multiple-IuyerIIcposits. 11' t'\)JtSIIIII:Jbk
manuraclurer shllws aone-,Iayer dcposil of50 lo 55 HI\C al1ll yQU :1ft! ll"ing
onclaycr. your welding sYlnbol sholllll look Jike Figure 13-14. 'i
In summary, hal'dness is nOI norlllally spccilicd 011 Ihermal sP""Y !lul
deposil quality can be chec'ked by a laboratory mkrohardness Icst on aI) ex!t.t pari or
(
.'. --"
r"
..._/
'I
.J
<. ..,
"
(
-,'
\
.-.;..,(
\,
-{
"-"
}
"-'
C,
1
ti
1
r'
t:.
.'j
1 ,
-L
L
.,. '
( ,'-I!
,.,
( ,;
(,'-r'
('.;
( ,
AI
( ",
AI
( .
A
( . .
A"
(,AI
( '.
,.::..:-
( ". I
(A-I
p..'
( t
(?\'"r
(""'I
"....,/.,
( '\'
""\r
('
(FI>f,....
, ..
\
(,.,!
1
("1
,...,-
I '
('1
:
368
Speclficallons
-<
SMAW EF.CrA
/."--'\JCI"-';-""--.--< 011.I,yer.." I .' ,;,:
/ 0.12" 10 65 /iRe. Figure i30::
14
.
. " ,> i1, .;.1 . " '
on a( lest coupon sprayed witl! lhe parts. The hlirdriss hardfadng deposits
should nlways bespecifiedsince hardness is an indicaorofprOperapplicallon'lechnique.
"
Spaclallns!rucllons
Thc lai! oflhe hardfllcillg welding symbol ls lhe properplace lo pul speclnl instruclions
rclllling 10 11 parlicular deposito Somc of he things thal may need to be specified arc
lhe following: .
FUSION HARDFACING
Pecuing
Stress relieving
Tempcring
Straighleniu!l
Nondestruclive lestin!!
Preheatiog anel poslhcaling
NONFUSION IIAAOFACING
Imprcgmllion
Surfaceroughncss
Pcenlhg Pceningcanbc usedlominimizedislortionandcrosschecking.Thedistortion
:tnd cracking tha! can occur with some ftlsion hardf,acing operations arise from lhe
shrinkage oflhe weld deposit on solidification anel cooling.Lawsofphysieal properties
diclulc Ihal lhe wclcl musl shrink, and one way to prevenI Ihis is lo peeil lho deposit IIS
,t "ools fl'Om the wclding lempernlure. Peening is simply ballering Ih'e',deposil wilh li
bluflt-Ilosed hmnmer. 1I strctchos lhe wclu (by compression) and Ihis lowcni dislortion.
'nlis process musl be dono while lhe weld is sUII hOI, preferably over IOOO'F (540'C),
and to be etTeclive, ir IIlUSI be done wilh a pneumatic hammer sueh as a chipping :
.hammcr. pecnirig cold could cause deposildllmagc sueh as cracking anel spallillg. 80 it
is \'!;scntilll IImt Hhe dom: hllloedialcl)' uner welding, In munu"1 weldcr
\ViII m:lke 11 depusil 01' ahn\lt In. (I!O 111111), PU! dQ\\(n turch, Ilnd peel! lhe wcld.
This makes ovrluying li Icdious processo pcening is ollly usod fQr specllll appliCllions,
such as fotdeposls Ihalcannol toleratecrosachecldng. WheiJ itjsused,thesp,eeicaliQn
would slute sornelhing likc "pecn wcld while hOI (>IOOo
Q
P/540C)." . i,: "!',,
! 'I
Stress Relief Stress relieving ia nol normall)' performed on fusion or
depClsils. becausc it CIIll soflen fusion and it can oxidize ar do some olher
f01'1ll 01' dnmagc 10 nont'nson deposits. Some fusion wclding consumables sueh as the
369
. I . "
.'.
Tempering,does nOlapply lo nonfusion deposits, bul il dQes apply
essenlial part of.lhe hurdenlng processo I1le. lempering:
thesllme as those lhat would be .used in
.
.'
Nondestructive testing of hardfacing deposita is Illways'
a simple' bond-strengtll test is.to:
Bolh of Iheso will!
I; .
Hardfaelng "
clln stress. relier IIt 1200'F (650C) wi.lhout affecting ihe
ofthedeposit.lr alloys are Ceir hardfacings Ihal willbe machined
j 1U1d he,ld io accurate it ls.advisable to" 'Iressr,licve aflce welding. Thewcld
."! ; symboLwouldshow,'''stress relieve after welding'" in lhe tail.:If il is likely that lhe'
heat ttealel'1 are unfamlliarwilhalress.relievlngweldmcnts, Ibe lemperntures and IhhOS .
shouldbC consultedtodetermine
f
Irastress'reltcfwllI hllnll apllrtlculllrdeposlt.!....
.!' ..
,1:!'l'
Temperlng
fusioo deposils. Temperingofhardened sleclsin lhe lempernlure rangeof300'lo IlOOut
JlOO"F (150
0
10 590C) is an
process slgnficantly ncreases lhe toughness ofthehllrdcned slruclure. Sincc tool ateei'
deposita are partaf hardfacing, itisrecommended lo temperdeposits ofIhese materiais.
The. temperng temperaiures and times are
hardenlngandtemperingthealloy.in wroughtformo Thespccilicationwouldrcad "temper
ance welding(2 hours aI 600"F; 315C)," alld so on. Tempering ls not normall)'done
on lhe olherhardfacings;and Posthealing is absolutel)' not recommended on manganese
steels. Thej' can'embrittle. '.
:'H, :>;! '..
Stralghtenlng' Straighteningcan be used lo rcduce lhdistortion etrccts afweldilig.
Itcan be done by pecn!ng, press stra!ghtening, or local.heating. Ali thesc things can
causedamagetoafuslon ornonfusiondeposito Spllllil1gmaycecuron deposits.
The pOlenlial damage on fusion deposits is usually cracking. fngenerul, straightening
shouldonl)'bedoneon.ltlesofterhardfaeings,suehas buildupmateriais. Wherepossible,
straightenlng.ahould be followed by a thermal stress reHef.
. " .\ ,:. ': i ,
Nondestrucrtlve Testlns
appropriale;,Fusion weldsshouldbccheckedforhardnessand,wherenecessary.cracking.'
Nonfusion deposits can.becheckcd fr perosity and bond strength.. Amicroscope can,
be used todetennine if.peroslty. is excessivc. and
Ilpply a pieec .Df duet tope and brlskly pull It from the 8urfllCC.
dctect vel')' bad depesils; When nondeslructivc lests will be used for the aceptance !lf
ahardfacing job, it should bc made clcar on the part drawing.whal lests wil/ be used
.' and what wlll bc'lhe basis for pnrt rejection. For example, ireracks and etOIS checks":
cannolbctoleratcu00apart,thedrawlngorhardfacingspeeification\Vould show"hardfac-:i,
hig t1CfKl$11 lo be l'roo (lfcracks whcn chc:ckcd wilh dye penelranl." Do /lot overinspcct.,;
Ifcross chcking will not arreei'pari scrviccabilit)', do not for 11 dcposlt to be frec.
oflhem.'Onl)' ask for depositrequiremenls thal are essential.,
'I! 111 ",!; .;,: i;,
Ther!1lal Treatl'l18nts
Of'8 fusion hardfaeing processo Uurdfacing deposils mayspullb)' undcrbcad
ifhard deposils areput quen,ch hardenable.steelswithout anu
discussed thls brielly in Chllpler 11. but Ihis procedure is so importantJ
11 w8JTllnts reileration. i
.1
.Preheating.nnd posthealing ean be the most impOrtant
i ,
'.' d
..,..-,
.;
370 Specifications .Chap. 13
'111e inevcnconsidcringtheuseuI'I"usion IlIIlllfacingHhould be toIlclcnl1inc
lhe,wcldubiliiy oflhe suhslr111e. 1111 steelsthat Ilro tluench hurdellable roquire
prCI:autillns. Knowthesubstrdtemalrld. Neverweldonanunidentiliedsubstratc.Assum-
ing thll! lhe SUbSI",te identilication has beeuestablished and il is li hartlenable lIlaterhll,
Ibe appropriale preheat IInd po8lheat lempcratures,need to bcestabished and put 01110
wcld spcciliculon. ' '
As 'II1Cllliollctlln u\lrdNclIss!on., \Ir hunlrllclng lIIlllllurll)'. evcry hlmlllllhlc51Ccl
,Nlluircs I1 certaio cuolillg rate lo uchieve 11 hurdstl'UCluro. SOIlC alio)'. nced 11 waler
quench; some ulloys wil/ hurden with UII "ir quene/!. USlIally, lhe hgher the alloy
COIlICIII, lhe cusicr it is lU h:lrdcn n 81cel; 0" Iluenching, lhe hnrtlcning lempernlllro
sleels do nOI instanulIleouslytransrorm lo hard Slrucluro. They lrallsfonll progrcssively
over a lemperulure range. The lransfonnation slllrts aI 11 lempemture Ihal is diJTercat
for COlch ulloy. This lemperaluN ia called lhe mllnenshll slan lemperalure,M and it
cun be an)'where from aboul 300P(lSOC) la abOtlI lOOO"F (S40C). The lemperature
aI whilnhemartennhotrnnsfonnation is compleleisclllledtheMrlemperature(mnrtensile
aml this iempcrulure may bc below roont Icmperllluro, 1'ransfonnnlion 10 hHrll
, Slruclurc wll not slart on quenching untU lhe sleel reaches, lhe M. tempel'lllure, and il
,wil! nol bcc:omplcle until lhe sleel lemperature reaches lhe M
r
tempcrature, Welding
on'11 hnrtlennble stcel is lhe nine as an Duslenil!z:ing IInd quenehing operal!on. The
heuI of welding,raises lhe heat-nfll:clell zune inlo lhe'lIustnitizing lempernture range.
and lhemassfthepancanproducearaJl!dqucnch. 11' thishappensduringthehardfllcing
process, hard, briule tnartensite will form in lhe heal-affccled tone, and,Ihere is a
slrongpossibiliiy Ihat, this hard, brillle Slraclure will crnck from the wllld shrinkage
slresses.
, TheIheolj'bchindprehlllllingislokecpthe parilell1perlllurellbovelheM,tempera-
,lute durlng'wc!lding, IInd l'oslheating is perfonncd to sook lhe purt aI 11 lemperuture
abovc'lhe M. lemperulul'e 10 (onn 80ft slruclure. If a1001 slcel deposlt ar some olhcr
hardfacing Is beingapplied lo11 hardenedstccl, lheproperlesoflhepartmaybe mpaired
ir it is prehealed Ilnd pOslhellted lo 11 lemperature nbove lhe M. ifIhis lempcralure s
ab'I'e lhe Icmpering Icmpcrulurc Ihat wus used In hordening lhe purt; lhe part haroncss
will bc reduced. In Ihissilualion, lhepraperprehcullemperalurcislheoriginallemperlng
lelRpetllture.TheparIshouldbcbroughtloroomlemperalureafterweldingand relempcred
'alilie original Icmpcring lemperature. l'he6e Ihcnnal eyeles 1In: iIIuslrated in Figure
13-1.5. Ms lemperulurellund nonnal tempering temperdtures for 11 varieI)' ofsIcel8 Ure
showli inTublo 13-5. Aproper Ihermal cycle for ahardencd OI 1001 slcel Ihlll s lo be
hlrrtlccd is us fllllows: '
I'rhcuIIO4OUF (2\)(J"C); slow eoollomom IClllpcrulllre: Melupcr2 uI4(1('"P (2IJ(fC).
If lhe OI slcel was in the unnealcd condilioll (for subscquent hardening), the wellling
proecdure would be as follows:
Prchclll 10 500"F (26O"C); Inlllnlaln prcheut during w\lldlng, and puSlheul for 2houl'1I ui
5()OOP 126O"C); slow coolloroamlelllpetalaN.
Hardfacing
371
r
j
HurdnnfllU
teml.>erature {Ac,J
/ "Sook
L __,_, _r.L.___ _
-<4-Quench
M. ,flll11UJratme
/ Te'nporing
.
fluam
AI: \
I'U!(IIIHI\
/
,,'
/ tem,>.rO!ur. ((I TI
" .,\
---------------- -
Time--'-
T,mpO(
(.1 Typ;col ,honnu' cVclu
for queneh hordtlling
__ ____ ___J___ __L_
(h; HAZ"lllll1lf1l
ffl\d punlllwt;tH.U
111,
_ ____ ..IIT_ ......
Time---Ii-
lei HAZ Ih.rmal evel.with
poltheet.IInd pottw'ldI
u.,'forweld. on h.rdenfld
.llIure 13-15 ThcrIIlal fur "r,Iccl c.""p.tc,1 wilh (lrc anti 1"'Slhcllling c)'cb.
'l'his lall\'!r proceduro will produce a 50ft weld IIl1d no cracking, The proJlcr pr.:h':1I1
lemperalurcis 10000F (37C)abovelheM.lemperalUre.Thel'urIRerprocedurt:will pmdllct!
, 11 hard weld with no crueking. Themml trclltmCI\1 spccilications sueh 11$ Il1i$ !In: plll
a general note 00 lhe hnrdfac:ing drawing or, )f lhe)' fil. inlo the tail (lI' lhe welding
11 is nol neCC$SHrj' to prt:hcnt und (losthcat nonfusioll Ihenual spl11y dCflosil5,
lhe IcmpcrnlUrcs involvcd in clcposition do nol raisc lhe SlIrfur.:c !lI'
lhe subslrale la lhe poinl whcrc IJlIcn<.;h hardening is (>ossihlc.
'"
(
--.-.....'"
,( ""
.' ' ....
(
Z......
......;
(
,.....<
(
A
(
.' ....t.
(
c':"':
" '-J.
( .
'(
'......:
(-<
( <:
(''-':
(
(
.(
-(
J
.(
,r
J
..
372
'-,
Specifieatlon$
TABLE 13-6 THERMALTREATMENTTEMPERATURES FOR HARDENABLE STEELS
Nrmal
'M
'F('C)
,
tempering
Itmper.fure,
i, 'F('C) ;
worl:in,
luirdqe"
(HRj
, f', I.J'
370 (18R)
Prehenl. and tcmper aI
QIXI"JI (427);,
(260)
400 (205) $2':'$4
525 (274)
Pn:llCal. poslhell. and lemper t
500'I'(260)
(Sulrurized. do nol weld)
600 (316) '.i 500 (2O) 38-40
(Wcld igcd.ondil/on and re.,.afler weldns)
4.'0(222) PreheuI. po&llu'lll. and lomper aI
800'1' (427)
350(177)
500(260)
600 (316)
I'l1:hoal, poalheat, and lenlpeT a,
500'1'(260)
400 (205) 1030 (555)
63-65
370 (188) 1O.'iO (566)
400 (205) 400 (205)
61-62
300 (149) 400 (205)
S9-60
(316) 400
S6
600 (316) 400 (205)
58
400 (20S) 35() (ri7)
(Sulfuriu:d. d ..nOI "'cid)
(Sulfurlzed. do not ,"'eld)
660 (349) SIlO (260) . 50-52
1 150(621) 28-32
570 (299)
400 (205) "2-54
1200 (649) 28-32
'590(310)
(Donol ",old nllridcd mUla".I)
140(:193)
(Shalng;nol usu.lly hurdened)
(iwprictlll'Y stccls
(Ar:'
SpeeiaJ Instructionsfor ThrmaJ SprayProcesses Tllc mosl commoo poSlpro-
specilicntion uscd on Ihennal spray depollits is. some Iype of impregnation. Ir
lhcrmal spray hardraeings are lo be Ilsed for applieations where ehcmiclIl resislanec s
( :'
rcquirl',tI, 1m imprcgnotiun of lhe portlsity wilh nn ill1pregnllnl lha1 unafrected by il1c
\:) ,
cllvirorullenl will rduceIhcehllllCcs cnviroomenlpCllctraloll lhecoal!ng.
( ,.;;,
Typieal impregnant, are furfural IIleohols, epOltics, Ilunrocarbons. 3111!. cyallollcylales.
( , Impregnalion is usually pcrfomlcd in a designed o do impregnation.,1'110 parts
are plagC:d in a baskcl Ihul cun be rnlscd and lowered within apressure vesso!. The
1>0I110n oflhevesscl in filled wlh lhe impregllll(ll; lhevesscl is sealodImd ovaeualcd
Wilh'lhe parts suspcnded abovc lhe impregnan!. When ali lhe gases have been removd
"..;./
(by lhe vacuum) from lhe coaliog. the,baskel containi"g lhe parts is lowered inlo lhe
impregnan\. The vacllurn is lhen tumed ofT and air pressure is applicd. This helps to
A'
ftt,
(
"
i I
I'
Summary
\,', " . , "
Inlolho pof!is'ot- llie depos, The vessells iIlen bro\lght lo'roam'
. impregnant 15 removcd rrom lhe parts. and lhe parts areair
dried 10 seI up procas isbnly 100 pcreenlelfeelive If
lheporosily ls: completely:inlerpenetradng lO lhe surfaee.tril is nOI. Ihere is achance
jJenetratloriofeofrodenttolhesubslrale.ForIhis-reason.iiisadviSl\blelouse
sprnydeposi!thathaveenvironmentalresislanceoflhelrown.Theimpreg{
Uillrigopcration In Ihis eUBc will preveni erevicceoiTOsion, aod similurelfeets Ihal can
arlse from having aporoui In aliquid cOrrodenl. . i ' i ;
'I ,i PlJ$,aridsimilarfiuorocarbOnsareacommonimpregnantforIhermalspraycoatings
ihat are intended for unlubricaled,sliding syslem5. The Ouorocarbon aelS as adry film
lubricanti' .... ' I:! ',. .: '" I,
. !' ".' \ .
, :,", :The.otm:r eommon speifiClllion nole Ihal ia added to drawhlgs ror Ihermal spray
:' .eoating.Hs li e,?nlrol of,Burfaee roughness. The roughness of Ihennlll spray dcposits
(as-deposlte<!) can VIII')' rrom abciuI 100 microlnehcs R.lo as hlgh a5400 mlrolnehes
R.(2.S lo lo jLm). Many wearapplicalionsand chemical-re.,istanceapplicllionsrequire
a eenln surface roughness lo perform as inlendcd. If thls Is lhe cllse. depos!1 .
lopography should be speifid in lhe dl'llwing noteS or in.noles in lhe tlll orlhe weld
symbol,
The final phase in lhe speclficalion of hardfaeing 15 to mllke sure Ihal ali the
details are in plaee. We have discussed many ractors Ihal may or may nol apply,and
I,may ,cem lhat hardfaelng specifieatlon Is diffieult to do righl. 11 is ROI. Use of lhe .
AWS welding symbols really makes lhe lask quile easy. There are onlhe
symbol for ali aspeets ofhardfaeing specifielltionieven lhe preheatlng llnd posthealing
decalls for hardenable steelscan bc pUI in lhe, laU. Hnrdfaeingspecifeatioo wiI be
complete nd,aecurale Iryou consider lhe lisl af Itellls Ihal we presented nod !Fyou
aupply ihe welder wlth askeleh or drawlng Ihat only shows lhe delalls ofdeposilion:
Hardfacing la an easy welding ProcesSi Ir lhe wclder knows what yOIl wllnl through :
propcrspeclfieation. he will make It right.
SUMMAAY
Thls lexi was originally intended as asimple guide lo lhe use ofhurdfilcing. prompled
by lhe observal!on Ihal many dcsign engneers do nol know how lo use Ihis processo 11 .
ws expanded.to includeinformallon on compctitive procCIIRes when II was prdnld oul
Ihol some engineers fell Ihal Ihey dld nol neccl unolhcr Rurrllce coul!ng processwhcn
lhey Illreudy'knew ubout pladng and lhe othcr eom1l10n surrace-hllrdcning '
We have lried lo show how lo compare hardfaeing wilh Ihese olher 80 lhaI11 '.
dei::i:ion ean be mnde on'usng lhe mosl eost-efrcclive processo with hnrdfacing as a
candidate. " , , ,'
I : RighI ar wrong, lhe single flletor Ihal scems lO mnke designers reluctant to use'I
hardfaeing Is Ihat Ihey do nol know what eonsumable lo use. We slncerely bope tha!
webaveanswered thisqueslion. We haveshown lhedlferentenlegoricsofeonsumables:
nd lhewelding processes Ihat are used to apply Ihem. and we have even tablliated lhe,
I' ,i:
..
'J4)' "
("-t
#lt
(Ap"
( ,,'I
'ilJl,
<,k)l, i
(;;j'1
(;:::p
(
(
(
( \.
(;:6,
(
R
( ......
, r_, '1 '
"'""-,
( .',
KI"cIK
sleels
1'tCCIN
Cj\rhon
StC!'ls
440C
421)
414
416
410
17-4
D2
A2
Hl3
MI
M2
OI
02
SI
S7
WI
Vi,cnu"I44'
4150
4140
4J4fl
Nilrnlloy
10.10
I
374 Specifications Chap. 13
IIade names am.llllllnuraCIUrCrS or over 1100 ClllISUlllablcs in lhe appcmliltcs. The inform'l-
ton necessary lO use hnrfacing on a daily base Is in IMs leltl and If we bave done our
. job, you,the polential bardfacing user, will consider Ibls pmccsseverylime Ibal lidcsign
n:quircs a wear-n:sislnnt surface. IIIs lipheriomenal prece" and iteserves more empbasis
Ihan il gels. IIis hopeyou will become an avocale and loyal user.
REFERENCES
S)'mlmls for We/Jillg (In/I Nm"lestru('/;I'1t fil'ttlluttilJlI, AWS A2A-S6, Miami: American Wcllling
Sociely.... 986. .
WeMillg lIalldbook, Vol. 2, 7th cd. Weldillg I'roccllBcs-Arc. Gas Wclding, and Cunlng. Miami:
Amcrican Welding Sociely. 1980.
IVdeJillg Tcrms alUI [)'fmllilm.f, AWS A3.U-80. Miami: American Welding SacielY, 1980.
Appendices
APPENDIX I: HAADNESS SCALES ANO CONVEASION CHARTS
Description ofHardness Cade
Spcdry hardm.ls$ according to the code described in Figure A- 1.
'nscede i5 in agreeOlenl wilb lhe mClhod or designation IIscd by lhe lbllowillg
stanJurds organizlllions:
I.. Arlll.:ricull Soeicty for 1'csting llnd (ASTM)
t. American Naliollal Sllllldards Institutc (ANSI)
3. Illlcrllalional Standards Otganizution (ISO)
EXAMPlES
.1. 50-60 HRC mealls:
.2. K5 !IR 15'1' MAX mcuus:
3. 185-240 riV11\ nlcans:
4. 500.I-lK
2ul
MIN menns:
'
1\ hardness ",alue of 50 lo 60 uSlng Ihc Rockwll C
seale.
li Rlllximum harduess "'alue of 85 using lhe Rockwcll
15T sealc.
a hardncss vulue of 185 10 240 IIsing lhe Vickc!'sbu!'J-
ness tester and 11 test load Of 10 kilogrnm-fu'ce.
a lIlinitnum hurdness value of SOO using lhe Knoojl
h:lrdncss leSIC!' and n lesl loall 01' 200
375
L
'L
t
'Y-"
t
...... .
1 :..
I '
(""'I ',:
Appendlxi: Hardne6S$calesanei onverslonCherts
AppendlxI: HardnessSc:ales and Conve,sion Charts
( .
376
,i I !
i I,
, ',I , ',:'. ;'I' ,I I
( .', ) ,," 'I' ,', 'I I!
1' " "" II
(Gtfl,
r!
iI "I 'I
:1 l,!,
(
(q-,
"
!
..
:..
Mo..
(C::'n
coromlc
! I
XXX H x x
1600
(C)T},!
"",."."."," .".. 0.0 ! I J rlooe. Speclfy 81thar limlttt mlXimum or
( mlnlmum. lirequlred,
t.eUflf codo forhardnel$
LeUor dOlIQn.tlon for hordn...
Meuurement mCllhod (,,-r
11' lIockwall
V.Vlck."/DPH, dlamondpyr.mldh.rdn..d (
K.Knoop
BBrlne!!
(
ROCkw.1I herdo'"leal od.,lgnftlon,
fTha..dOlignotions or. u.oo onlv wn,nlho Aockw,III",
mothodhu,batl"specitied.' ,
B. RockwoU 8"'010
C 'Roekwan C,calo
15T.Roekwoll.uporllcl.115T,c.lo
15N'Anckwoll,uperlici.1 15N teal.
(lIC"
,
.'Ic
urc
A-I Spccificatlon ofhardocs$ numbcrs for metal (K. a.
M",.rinls: '"",pu/lu and S,leclon, 2nd ed. Rton. VA: 1983).
q-
( / I,
eC;C:
(
(
.,
(
"'?:I
'"",
".
"1
'1
""\
boo
1000
II I
800
H",d.st11..1 - 'I
800
600
400 .400
.,
20b
Mlldllool-
Knoop Aockwan C Brlooll
A'''olulo
kglmm
2
AppllctUon
Ind.nlo,
Hordn...Ttot ---,..
LOld
Mlerohardne" oi$Oh .tI,
tglO 2000g
Kl100p O, Vlc:kt.. Oltmond
to eeramic.
Soft .Itel.Indmetllsto
600tnd3000kg
SaU BrlnOU
40HAC
50ft ,lell,and nonferrous
s.n l00kg
Roekwall B
15.30Ind45 kg TIII...10ft malt"
8.11
15, 30.nd45kg
ftockwon T
Herd. Ihln Ihotlmotal.
DIlImond
Comanlad corbldos
Aockwtll N
DI.mond 60kg
Polymart
Ao.k'well A
8.11 10kg
SIto..duromoter Neodlt Sprlng Ellotomo"
Rockwell C DI.mond 150 kg Hardonad melaIs (tlllckl
Rockwall A
i " ' " '
.'RurtA-Z Ctlm(llU'lIOn orlIartlneu le.u. lI(.. o. /ludln.kl. E/lglnu
r
/III1 Mal.,/u/s: l'fO/"r/lo
fJnd S'/'CI/fllr. 2nd cd. Rc"tun, VA: RCMIM. 1983).
,!
.;
"
70
60
:t
600
400
100
1
0
$hora lIockwollB
-------
uct,..o;""bt,.o t..ouov.
t,Q'oC\oQ "0'<0
...., ....
oLt UO
n
>
'" 2:
I
>
'" 2:
:>
::n
2:
m
o
til
iT1
m
r-
>
Z
o
:x:
o
TABLE A2 50FT STEEl, GRAY ANO MAllEABLE CAST lRON. ANO MOST NONFERROUS METALS
HK: llB, HK, HB,
w
......
to
Rocl:w.U $Cale
500 g. 500 kg HB.
RockweU scale
500g 5OO1<g HB,
and (lO-mm 3000 and OO-mm JOOO
B 1ST 30T 45T. over ball) kg B 15T 301" 451 ove: ball) kg
100 93.0 82.0 72.0 251 201 240 49 76.5 49.0 22.0 106 82
99 92.5 81.5 71.0 246 195 2:34 48 48.5 20.5 105 81
98 81.0 70.0 241 189 228 47 76.0 47.5 19.5 104 80
97
96
92.0 80.5
80.0
69.0
68.0
236
231
184
179
222
216
46
45
75.5 47.0
46.0
18.5
n5
103
102 79
95 91.5 79.0 67.0 226 175 210 44 75.0 45.5 16.5 101
'"-78
94 78.5 66.0 221 171 205 43 74.5 45.0- 15.5 100 77
93 91.0 18.0 65.5 216 167 21)0 42 44.0 14.5 99 76
92 90.5 77.5 64.5 211 163 195 41 74.0 43.5 13.5 98 75
9J 17.0 63.5 206 160 190 40 73.5 43.0 12.5 97
90 90.0
_. 76.0 62.5 201 157 135 39 42.0 11.0 96 74
89 89.5 15.5 61.5 196 154 130 38 73.0 41.5 10.0 95 73
88 75.0 60.5 192 151 176 37 72.5 40.5 9.0 94
87 89.0 74.5 59.5 188 148 l:n 36 40.0 8.0 93
86 88.5 74.0 58.5 184 145 1;9 35 72.0 39.5 7.0 92 71
85 73.5 58.0 180 142 1,5 34 71.5 38.5 6.0 91 70
!14 88.0 73.0 57.0 176 140 IS2 33 38.0 5.0 90 69
83 87.5 72:0 56.0 173 137 159 32 71.0 37.5 4.0 89
82 71.5 55.0 170 135 156 31 36.5 3.0 88 68
81 87.0 71.0 54.0 167 133 153 30 70.5 36.0 2.0 67
80 86.5 70.0 53.0 164 130 15Q 29 70.0 35.5 1.0
79 69.5 52.0 161 128 147 28 34.5 66
78 S6.0 69.0 51.0 158 126 114 27 69.5 34.0 85
77 85.5 68.0 50.0 155 ;24 nl 26 69.0 33.0 65
76 67.5 49.0 1$2- 122 139 25 32.5 64
75 85.0 67.0 48.5 150 120 137 24 68.5 32.0
66.0 47.5 1'-
"
IIK 135 23 6&.0 31.0 82 63
'"
.....
'"
( .C
,---) , 'i'
(. ( JJ C. ( J (li ( ) (
--.
y ): !. ..t,
)I
li
.r
r
r'
]:' F, 51 P
"L
.!: .'f
"
r-
to> TA8LEA2 !Continuedl
co
o
HK: HB.
HK: HB.
RokwdJ ;cale
500 g 500kg HB.
Rockwellsca1e
SOOg 500kg HB.
;uui II(}.mm 300Q- ;uui (I(}.mm 3000
B 1ST 30T -1ST over baU) I:g
&,
1ST 30T 45T avcr ball) I:g
3 &4.5 65.5 46.5 145 116 132 22 30.5
72 &4,0 65,0 45.5 143 114 130 21 67,5 29.5 62
71 64.0 44,5 141 112 127 20 29,0
70 83.5 63.5 43.5 139 110 115 19 67,0 28,S 79 61
69 83,0 62.5 42.5 131 100 123 IR 66.5 27.5
68 62.0 41.5 135 107 121 11 27.0 60
67 82.5 61.5 40.5 133 106 119 16 66.0 26.0
66 82.0 60.5 39.5 131 104 117 15 65.5 15.5 76 59
65 60.0 38.5 129 102 116 14 15.0
64 81.5 59.5 37.5 127 101 114 13 65.0 24.0 58
63 81.0 58.5 36.5 125 99 112 12 64.5 23.5
62 58.0 35.5 124 9& 110 11 23.0 73
61 80.5 57.0 34.5 122 96 108 10 64.0 22,0 57
60 56.5 33.5 120 95 107 9 21.5
59 &0,0 56.0 32.0 118 94 106 8 63.5 20.5 71
511 79.5 55.0 3Ul
111 -
92 104 7 63.0 20.0 56
57 54.5 30.0 115 91 103 6 19.5
56 '79:0 54.0 29.0 114 90 101 S 62.5 18.5 69 55
55 78.5 53.0 28.0 112 89 100 <I 62.0 18.0
54 52.5 27.0 111 87 3 17.0
53 78.0 51.5 26.0 110 1!6 2 6l.S 16.5 68 54
52 77.5 51.0 25.0 109 85 1 61.0 16.0
51 50.5 24.0 108 84 o 15.0 61 53
50 77.0. 49.5 23.0 107 83
Knoop banIoc$sconYCrS"'''':'''1besewIues_"",,,,,,,imaleonIy si"""Ihc:y werc: detcrminedotI Iim.ited munberDfC<:sIs andSIUI1pIes,The;y
"",onIyfor Ioadsof OI' bellvier.
Fmm various SOIIRZ$. DtailedhatdncssconYCrSOf!tablesforr-..1s """ befoundinASl'Mpubliettioa-SI4()..n.
,-
. ,
_. - _ - - - t.l - t.l - - to.) - N _ _ ., .' -<, - ,- _ _
__ __
s k g i:: t: S!f is8-fj t 8 ! tJ $
382
r
..
Appeudix111: Fuson Hurdfm;ing 3U3 '"',j
Appendix111: Fusion Consumables
,-
.APPENDIX 111: FUSION HARDFACING CONSUMABLES
'T'
.1111: eonsulllublCll in Tahle A-4 Ilre grouped by AWS Iype or by typc of hasis melai.
..1'lIc informadon in Tuble A-4 and Appendilt IV (In dlennnl eonsumables. wns
TABLE A3 KEY FOR CONSUMABLE MANUFACTURERS CODE IN TAI3I.E A4 .,... ______________________.___0.
oblnincd frum a survey scnl in June 19115. lo 50 wclding consumable mnnufnclurers
lha! were listed in AWS AS.0-83 Flller Melai Companson Chlll1s (Miami: AWS,
No. I SIO<ltJy Delu", SlelJile. Inc. No. 11 Mel'" "rl'c,kill !!1I"".
I!JK3). '111e respundeul:! wcre to lrade lIome, chemlcllI cOlllptlsllion, dCpt)KII 610 w. A.h SI.e,,! 110II'ro'I'CI;! i\VC""
hnrdncss. an.d producl fonns, Tllis Iisl conlains infornalon obtaincd wilb pennission
Sun Diego, eA92101 Wesbury, Nr 115'XJ
,....
fmm lhe survey respondcnls; it does 001 Iisl ali lhe consumables Ihal are No. 2 AlIIs." Weling Diyislon No. 12 Inustr\t;s;
Del,)(" Slcllitc, JI'o. 3M5 Superior AVCIU1t:: , ......
sincc only afrnclionofIhose stlrveycd responded. bul iI iR inlcndcd 115 a3ampl,:: oflhe
610 W. A.h SII',.'el Clevcl."d, 011 4411, I
types of cOllsumables Ihal are eommcrcially availablc. Some manufaclurers consider
San Dicgo. CA 9210 I No. I) o.... Nonon C"mp""y .
chemieulcomposilionproprielary;insuehcases,IhisnfonnationIislS Ih/:WOi'<fdescnption
., No. 3 StultzSickl5,,,,,1 Co. I'Now Boud Sued
of lhe.eonsumable. and grouping was based on Ihis.description. Tnble A-3 conlains 929 luli.Slreet Wo..:.".'. MA 01601
...
.lhe key for lhe manufaclurers' cooes. . .t"'th. Nl 0120I No. 14 MClullurgic.lllldu'lrc.
. NoelnitlliH mudenrInlcndcdconccnlil11llheJlropertlcsormerilsoflheconSUlnOhleH No. 4 Wcld MQM eOlnp"ny ICold...."n' Wuy
..
Ihul nre lisled ur lhol are nol IisIOO. Questlons 011 lhe propeltlcs ondappllcabllllY
li ..",1 Ti"... " ""11. Nf
Ilrighlon, MI 48116 No, 15 Ar<'Q' Corp.
of specitic welding consilmables should bc direclc::d to lhe mnnufac!urer. Consumable
No. 5 Me!aUurgical TcchnolQgies, Inc. Romes 54 and 61
manufacturers are invited to ujxJate!heirIisledinfonnalion,andaddilional manuraclurcrs
14435 Max Ro. MI. ean"ol, PA 17851
;I
can ndd Iheirconsumablcs10 Ihis lislingin subsequenlrevisionsofIbistelt!by eonlacllng
Pe.arlnn, TX 7758 J No. 16 Wclding 1"lulpUlem & S"PI'ly
lhe flublishcr, I'rcnlicc-IIIIII, Inc. .
Nu, 6 Sp..'Ci.lly I'QWc"., UniQ C bic Corp, 5225 Il. Day;.",.
1550 1',lIcu Slr",,' Iktlui!, MI 48211
lo
Indlullul",!is, IN 46224 Nu. 1'1 McKI'y
1
NO),7 W"II Colmonoy 850 Gr"ntlc)' RU<ld
.;....
J02ti1 Slophensu" lighway 1',0. Ilox 150')
... lieighl1, MI 48071-1650 YQrk. rA 17405-1509
N. 8 Cerro Metal 1...J<lucl> Co. No,18 luwt:kl M:tnu{I\'I,,!!llring Ctl.
P,O. Uox 3Bti 1'.0. Bo.
Ilcllcl\mlc, I'A \6823 ClrCl!Hwlch. CI'06HJ6
No. 9 Allay Inc, No; 19 Ilublln Ilrolh.rs CUIP,
1972 MciJ<:r Il,lvc FilieI' Mrlnl Di,i,;""
Troy, MI 480ij4 wO W. Muin :;llc<1
Teoy, 0/1 4SJ'13
No. 10 Lineln lile.lric Company
(
22801 SI. Cla;r Avenu. No. 20 l'owdcr Alloy CO",.
Clevcland, OH 44117 1'.0. lJox U94LS
Cinc;".",ti, OH
....
:.... "
.. ,
I
-;r'
"l'l"
385
Appendix 111: Fuslon Hardfaclng Consumaples
384 Appendix 111: Fusion Hardfacing Consumables
\
(',. ;
.
,'; , .' 1 i . I :,1, I '{ f,;j '. ....
l' TABLE A04 HAROFACING CONS,,!MABLES Iconilnuedl
TABU, A-4 FUSION HARDFACING CONSUMABLE'S
.. .
Nominal cbemical
.
. ..... ManufllClure Depoalt
composilion .
' (,;'; tI;:'';: ,i.; f \. "
' .....,.. I." . I . " (wl. '1l),
j I ' ',. i' . . odc 11. hardneu Ponn.
(J-",
t
/1 . h," . .. ' . - ,. - ! :,":. L .
ISi .'45-46HRC CB 1.7SJ3C. 281. 2Mn. +S133 Cr.
3Ni, IMo, III14W.
, .' '.
Item. Co'
! J: l:q
0.7/I.4C. lMn. 2SI, 15I32Cr.
Cobend 6', IS 46-48HRC CB'
3NI. IMo. 5Fe. Rem.
(
, i"
Co
I" ,
O.2IO.4C.I.5Mn, ISI.2S129Cr,
as .26-35 HRC CIl
. CObc:nd 7,
(AI
214Ni. 5/6Mo, 2Fe; Rem; Co'
, :,',P. I li t ;, ,:
liI.7C. 2Mn.lSl.2smCt, I i
IS 39l1RC CE
CobCIId 11,
( ,,;;'fl 3Ni. IMo. 7/9.5W. Sl'e,' I
.,
Rem. Co I>
( ''''1 I CIl,W O.OS/O.ISC. II2Mn.lsl., I
.Cobend was JS
ri 'I 19121Cr, !IIIINi,l4J16W, i
(.l'( 'I. 31" Rem. Co :
(;,. CoICrfW alJoy
16. 52-53 HRC CE.R
Bureb 1
"""I CoJCrfW alio)'
o41-44HRC CE,R
16
(
CE,R CoICrfW Iloy
Bureta 6
.' 45-47HRC 16
Cobalt.base alloy .
Eutekall
30HRC CIl
0.3C.27Cr, S.SW. UNI.62Co
(
.EurebllOY X'. 16
32HRC R
HOIwark No. :1 l
HIg,h alloy. coball base .
( 4 46-55HitC CE.R.W
Polyrace601
Hiab alloy. coball baUl .
3&-47 HRC CB.R.W
HIBh aUoy. eob.llbal.
Poly(ace 606 . 4
""., 4
CE.R.W HiBh alloy. cobalt bISe
( Polyfac 612
42-52HRC CE.R,W
4 34-36HRC
(
Polyface 621
,
4 so.$$HRC W ECoCr-C
!'olymalie 601 FC
40-45HRC W IICCrA
Polymalle 606 R:
4
( ;:l"
4 4Q-45HRC W ECoCrB
Polylt1lllc 611 FC
4 30-:3S HRC W AMS 5385'
C ... PoIymade 612 FC . ,
l.Ie, 3.7SW. O.Mn. 27Cr,
l4 40-:44 HRC W
f'ollalloy 2S06-5PL 12
41'.; 0.15Ni. 0.8SI. Item; Co
(- JOCr. 2.SC;12W,Ren: Co
R.CB
Slellile No. I
33Ct. le. 12W. Rem. C
(lil, 33HRC R
SI.elllle No. 4 '
27128Cr. 1.111.4C! (lIIS,;
R,ca.W
( Slellico No. 15
OI2Mn.0I5Fe. 41SW, Rem.
, t)l..
Co', .: '\
,
27129Cr; dll.9C, 011SI. ',.!
4l-47HRC R.ca.Wi
( ,-' S/elli!e No. i2 .
O/I.SMn. (lISI' SW, Rem,! .
. Co \ I
:
33Cr.2.SC. 18...... Rerli.Co.l.
SSHRC R
( SldlllcNo.' 20
I
2<l-';1;8HRC R.ca.w 27tr, SMo. . I
( Stellhe No. 21
1I
,,1: . 2.8Ni. Rem. ,Co . . 1'1
'.1 F ,'.'
:;::"., 26Cr. 3.25C. 0.8551. 0.5Mn.j
54HRC R
Steill/c No. 190
IMo. 3Pe, 3NI. 14.5W,: :
Rem.Co .
( :,;
( c'
"'.
.1\
! "
',I I
)1
Appendix 111: Fuson Hardfating Consumables
Jll6
TABLf A4 FUSIONHAROFACING CONSUMABLES (Contlnusdl
NOfIIil1ll1 chcm!c.1
"'lrftJ>Ollillon
COII$ulnllble Mllrnclllrtl 0.:"0.11
(wl. -.)
c,..le h.rdne.. I'Ofms
'rode,n",m:
Ste!lltc 1'1".'228
'Sldlitc NIl. lI)!)
Slellib: No. 50(i
SlCllilc No. (,'14
.Stellle No. 2006 '.
51uUle No. 2012
S!.lIi!. F
S!ood I
Stood6
Stoode. 12
Tribaloy T-400 .
Tribal"1 T8OO
W.Uc. No. I
Walle. 1'10.6
Abllls"w.:ld
IOOOASfO AlIoy
AlI\3co 4Q
A.lsco X-53
AmscII 71
AW7J
A WTh.nuallllY 400
No. tlC240
,'0.1.,0I11C No. II
.
.4.IC. IS.6Cr,1.9SI,. IMn,
55 HRC CE
(I,6Mo, Reni. Pe.
O,IIC, 260", 3Mo, 2OFc, Rem,
CU
0.5'C,24Cr, ISI, 11 .,,51'11,
'
3W, 1Cb, Rem, Co
I,HC, 34Cr, ISI, 2Mn, 5Fe,
6.5W, Rem, Co
O.85C, 28Cr, ISi. IMn, 31'
51'11, O.04lJ, 19.5W. IV,
Re.nl. Co
1.3C. 31Cr. 1.251, 8Mo, 18r
8N. Rem. Co
1,1C,33C1, L2Si, 10Mo,
Ul'e.81'11, Rem. Co
1.7C, 25Cr. 221'11, Reli!.
CO
CrIW/CISilMnlFe
Cr/WICtSilMnlPe
CrfW/CISilMniFe
3muNI'I'Fe, 28.SMo.
2.651, O.SC, Rem. Co
3m..NiH'e.28.5Mo,17.SCr,
3.451. O.08C, Rem, Co
2,25C, 1.25SI, 3OCr, J2,'W,
Rem. Co
IC, 1.255i, 290,. 4,5W, Rem,
Co
Alloyateel
4.2C. 31.5Cr, I.3Si, 2.4Mn,
Rem.!'e
3,SC, 2er,'Mo,Rem. 1'.
J,se. l6Cr, Rem. I'e
2.'C, IMn. 0.'5i, 19Cr, IMo.
Rem, 110
4,SC, 3,5Mn. 2SI, 27Cr, Rern. "::"
1'0
r'
O.6C. 3Mn, 1.5Si, HCr.SMo,
8Ni. Rcn,., r",
3UCr, 1.5Mn, SC, L5Si, Rem.
F4
,
1
r%
'd' f
' li'
.':' ::
!I,
;::
ti
l' ,''',
'1Ii...'
t
'"I' ;
k.'
t:
,
'f;' ,
,I
. b,
' ,
;,
,"
I;,
L
Ir
" r
:ji
:;)'.'" ,li
I iL., -*<,;i
ar.
'i.'"
',O!
t.1..
1 :.1 11.'
,
1Ii,. '.
,"o Li. >!..
'.,
rt
337
Appendix111: Fusion Hardfacing Consumables
TABU! A-4 FUSION HARDFACING CONSUMABLESICOfltifluecJ)
Nvminal dl\:lIlical
Con.um.ble Manurctur\!'f l)"l""it compu$itiOII
I'onus (wt. %)
c\l<lc hard""..
o.:lcrume No. 11-0 4HHRC W 3.4C, 15,6Cr. 0,9SI. IM".
O.4Mo, R<III. li.
IJelcn.,,,, No. 17-0 431mc W 2.6C, IICr, 1.J.ISi. I.KMIl,
1.5Mo, 1<"111. 1'0
JC, 15.Kr. 12MII.
Dele/tlt". Nu. 23-0 44 HIlC W
,... ..........
4.5MI), He/ll, liC
(
..
32HRC CC; 2.Se. 26Cr, (),25Si. ...
Rem. FI!
o.lemnlC No. 90
"'" ,
(
W,I' 2.5C. 25Cr, 0.45i, IMII. Reli!.
o.lc"'I1IcNo. '}()(J 51 HRC
'......
F.
f
"
46HRC W 2.6C. 26Cr, ISi, l.'IMI1. Reli..
Oclcl'llln.! No. 90S
I'.
CE 4.6C, 2604Cr, J.3Si, O.35M",
Oclcronll! No. 1)1 57HRC
3.4Mo, !le",. F.
52HRC W 2.9C, 22,iCr. O.3SI, lUM.. ,
0.1c1'll1l1C No. 91-0
3M,,; RIIl, Fc
57 tlRC CU 3,5C, 31.5Cr, O.45SI, O.9MII,
Ocl.c."n'" No. 94
1.3Mo. Rem, Fe
3C, 28.2Cr, 1.581. 1.4Mn.
o.lcl'llnlC No, 94.6 60HRC W "-
3,Ni, O.SIl, Rem. (lo
3.5C, 2UCr, 1.151, O.9MII.
No. Y4--tl 56!iRC W
2.6Ni. O. ?D, 11.01)1. fle "'"
57 HRC W 2.!IC. 27Cr. 1.7Si, 2MII, UNi, '-
Delem"..No. 94S
0.111, IlclH. I't (
4.3C, 2KCr. 0.8SI. 1.1MII,
DoIcn)lf1C No. 1tXJ.O 521lRC W
"'"
( IAMo, RelH. FI:
W 4.oC, O.9S,
Oele","",1'111. IOJ,S 531-11\C
'( Reli . F.
5711RC IV 5.7C, 36,201', 1.15t;i. (l,
Oelero",e No, 91!.S
(
Rem. Pc
CIl FelCr ulJoy
P.c:ewc!d I 10 50-5ti liRe
(
10 50-58 HRC CI! FelCr ulloy
Fac'Cweld 12
SSHRC CH 4,6C. 27Cr, 3.5Mo. RCIII, Fe
liardaUoy 5' 11
Cll )C. 2Her, Rctn. Fc
1I1I1,IoII..y 1411 11 5511llC
CIl C, 22Cr, 7Mo, SW, RO'lI. I'c
Inweld IS20 18
10 58-61 BRe W Cr lIu,
Llnweld L6OIIHI,(J
6()HRC p 3.75C, I.5Cr. ISi, IMII, H)Mu.
Mullil'ass No. 92 1
I
1.75Co. HOIII. I'c
!
4 S1-CJO HRC CIl lIigh C. Cr Imu
PoIY,wCIlr..353
Polyweo, 3S7. 4 6O-64HKC cn CrIe IllnrtcmdUc irun
CI! Cr/MnlC iron base
Polyweat 3'8 4
30-36!-IRC CIl CrIMIVC iruu baso
I'oly....,.r 3'9.
r
\
,(
"
201il!C
3bllRC
3611ltC
50BRC
44 HRC'
491lRC
4311RC
53 HRC
S611RC
56HRC
51-58 !iRC
S4-6O tlRC
50-55 HRC
)9-44tlKC .
CE
W
W
R
R, CIl
R,CE
R
R.CB
R.Ce
R
R. I'
K,P
R,I'
11.,1'
lf<lnlChrnrniuml'uson W.ldinll Consumables
10
I
28-53 HRC
S6HRC
2
5)-68BRC
5Cl-54 HRC
IIRe
2 S7-CJO HRC
20-25 llRC
6UHRC
Cf
CE
Cf
ce
CI!
W
W
W
( <.7' '.' ... :,
Po".lIoy 282SPl.
(
P"'tnnuy 2K3Srl.
( .ir:
'I' I'{l$talloy 284SPL
(q'l<
SIA MU
(
SIA MI..A
SIA SUp<lr 20
(
SIA SupcrchmnlC
(L\lIJ'l '
'SIA 1'Oll8hw,
(f SIA1'uncChrome
Super 20
1'ubc-Alloy 255-0
(qr'
Tube.AlIoy 255S
Tnbe-Alloy
1',,1>0 Chwmcf.ce
Tufonhard
Turnnh.,..1
(
I\WeMS
( .... /\W Nkro
4'
(,< ,
lInnlull"y 118
Ho,dalloy,119
..
(l12SI/\
(
Inw. ld #536
(!
..
( ,
\. .4.
(
(;)
(
j"'1
,'..,--- '1
(
(
... -J;',' ._,
tI:
"1 .
I
388
Appendix 111: Fuslon HardftcingConsumables
. I
TABlE A-4 FUSION HAROFACING CONSMABLES (Contlnu6dl 1!
11 !:
Nominal eheinlcal
Consumable Munuf.""",r Deposll eomlJOlltlon .
tradenlmt code hardnu$ Porms ,. .
12 46-52 !lRC W 3e. !,25Mo, i..isi, ISCr,
1.2Mn, Rem. 110
12 56-(.0 IlRC W 4.SC, O.1SMo.0.4Sl 26Cr,
IMo, Rem. Pc.
12 62-65tlRC W 4.3C, 0.65B, OASI, 2UCr,
IMn. Rem. Fe
2
I
50.$4iRC Wl'C 3C, 16Cr. IMo. Rem. F.
i'
2 45t1RC W 2.6C, lo4Mo. 1.4SI, 12Cr,
1.8Mo,. Rem. 1'0
2 WFC S.2C. L2Mn,O.SSI.2ICr.
6Mo. 4W, Rem. Pe
2 5HltlRC WFC 4.8C. I.SMn. I.SSi,28Cr.
R.m.Fo
40-5S HRC WFC 2C. 1.4Mn. I.4SI,
l.AMo, Rem. F.
S6-(;4 HRC WFC 4.5C, l.SMn, 0.5SI. 22Cr,
13W, Rem. Fe
2 6<4SHRC CB 6C. 22Cr. 7Mo, SW, Rem. 1'0
2 56-l tlRC OE 4.5C. 2Si. lOCr. Rem. 1'0
17 57HRC W 4.5C. 26.SCr. Rem. Fc
17 S3HRC W'
4. SC, 29Cr, Rem. Fe
17 6lHRC W 6C, 24. lCr. Ren,. 1'.
2 60HRC R 4C. l.SMn, 2Si. 3OGr, Re.m.
Pe
19 51-541iRC CB j.SC,2Mo, 1.5Si, 12Cr.
OAMo, 0.6</, Rem; F.
Iq 53-65HRC CB 6C. 'Si.'6Cr.2V, Rem.
P.
IronIManj!an...Pusian W.1diol Consumabie.
;2.20110 W O.3C. 15M". 1.581. 15Cr, INi
1 i Rem. No I;
, i
. I
200HD W O.8C. 15Mn. 4Cr. 3.5Ni. Rem.
I'.
17 24!-1RC CI! (lAC. 14.5Mn, 14Cr. INi.
1.5Mo, 0.55V, Rem. Fe.
work luinle", ,
17 1811RC CIl O.SC, 16.5Mn. SCr; 0.3Nl.
Rem. I' w",k IUlrdens
17 21HRC CE lC. 20Mn. 0.5NI. 4Cr. Rem.
fe. work harde".
33
W
\8 235 !-In CE 0.9C. 17.5Mn. O.SV. Rem.I'.
,,
Ailpendlx11\: FuslonHardfaclngConsumables
::lHH:.!!! i"'!., i I ,. :>;'\.1
J,1TABLE:':4 (ContlnuBi'1
".. '....,'"''";.'\r
1
.. .' "f I...
:'1 .... :i ',. 1.
: DePoJI ..,
. , ; 'I code,-".I, ,han,lncn 1'0"", .
.
:liwdci . ."l'iL::! ia,;!! J' 2oinio .:1
MlIII,noll li;',
,,'i'
Man&iet '
Nwro-Mnnil
i ;;I."
NI.MUO.1I
'I: If",;
NI.ManS'C
;li.1 I" ... 'I .I,
NI.Mans-OA
Poclalloy 285SPL
S/A CM-O
SIA Man,.ncae
SIANlcromans
SIA RolI.Bulld
S/A Tn<:kllllm,
'1"."1
S/AZ90B
)
St.Mang
Sta.Mang
,)!(I',,;'
St.Mang OA
,;,' i ';,
,.
.Slul.124.s/A
1'li<:kwcar .
Tuhc-Ally I'.Q
Tuf.dISO '
If.
1'('
ACDeTubil Borium
lf Ti: r
Acetyl.n Tubc:
Borium
"hh,
33 ;.,! . Umrod
33 CI.!
33 W
10 17-20MRC CB
2 200 HB CB
.. .
" 99 MRB CB
.. " .
88 tlRB W
b
88 tlRB W
12 1S-20 tlRC W
220HD WI'C
2 235HD WFC
2 200HD WFC
2 180-230 lIB W
2 23SHD W
220-240H8 W
27HRC CC
95HRD W
19HRC W
2 235 IiR I
17 ; llllltC W
19 10-18HRC CE
. {l I
Composil. FlI$lon Wclding Consumublc.t
2350-2100 MK CIl
(paJ1lelc.),
2350-2700 HK R
'(panicl),
; .
:1::
.
;o! 'i:,
;.. .1'1 J
. .,.1
. N"minal chcmieal :.1; ;.
composlii9n . '1"1 i:i
.(wl. 'li).., .' H-I;
. u
8Co, 14.SM.n. 3.5NI;ROI);
14M", NI; Cc; IUllenlil.il;"'! . i
Uuildup for :'I:i.'
MIl,'"I.' ir:
0.8C. 14.5Mn. 4Cr;3,SNI.h !.
. Rem. 1'0 I}:.:Ji
O.6C. 2.5Cr, 0.251,
3.5NI, aem. Pc '. .j" I
O.65C. 3Cr. 0.451; lS.5Mn.
1.7NI. Rem. 1'0',fi. ,i,
o.asc,3Cr, 0:651. 14Mn. 4NI.
Rem. fi.. .
O.se. 3NI, 13M., 2Cr.
1'0
O.lC, 16Mn. l6Cr. INi. Rem:
Fe
0.9C, 17.5Mn. 0.5V; Rem. Pc
O.BC. 15M4Cr. 3.5N, Rem.
Pc
0.9C. 17.5 Mn. Rem. Pc.
IC,laMn,(l.5S!. 4Cr,. O.SV,
Rem. Fc
O.3C. 16M., 16Cr. INI, Rem.
Fe
O.6Ci lSCr,O.3Si,ISMn. ,
O.3Mo,I.5NI, Rem. pe
O.IC, IOSCr. 0.2SI, '3Mn:
6.9NI, Rem: Fc J.:
O.le.
i l;. li
i\ullcnltlcMoIMoIcid.pilalt
O.9C: 17.5Mn. O.$V,'Rcm.
!
'. i
ISCr, .3SI. lSMn,INI;
Rem. 1'0
,
0.42C. 16.5Mn,
0.7C,14Mn.
RCII\. Pc
PelWC
FclWC
(
390 Appendix 111: Fusion Hardlacing Consumables
! Appendix 111: Fusion Hardfacing Consumllbles 3::rI
.:00
.
TABlEA4 FUSION.HAilOFACING CONSUMABLES ICI>nlinlllld)
TABU:A4 FUSION HAI10FACING CONSUMAOLES ICO/1IllI()(/)
"
---------
NOllli",,1 chelllical
"iJJ: il
NAninnl
Comlln!llble MlnufaClurer Dl:pusil cUlnl'oliliun
'I' '.'1"
Consunlubl. o.:po.it co,npsilIJII,
ttadeMtlle c.xle hardnen' Futtllll trl!dcllUlllc odc h.rdnc$s Form' (wlo jK1)
lI.; I,
r'
R FetWC
'!
Silicon bnUl7.c '! -'.""'" 8lItO 1I0r0d
" !! PulynxJ 56B 12 R
j'
CUllcd Tubo: Shlite 5(1I11tC CI! CrfMnllI/SIiC/l'e
"1.." "
K5C 12 15(12201111 1\ C"t!.I1/NI
[!tOeI". '/'ubc l3urlulII fIc/WC
.;
Sitieun UraM'" W; IJJ CII
'li!
g
1\ O.KMn, LISi
Compusile 91 HRA R 6OWC. 40Hosleliuy B
'! !I;
W46 8 gJ IiIUl R 57.SCu, 2ASn, O.17Si, Illll, .....,'''-"'
Rod Nu, I (panide.), J.. . i" ( '!o
Iluywlllilc Cmtll...ilc R 6IlWC. 40:11011110 6
Rod 1'10.2
H.ySleJlite Nu. 3K W 38WC. Rem. l'e
HaysteJlile No. lSCC CI!: l8WC. Rem, Fe 'li!
Culmolloy No, 4 1 35-45 I!I(C R, CE. I' OAC.2.JSi, IOCr,
ltern,Ni
fby,lllle No. 50 W SOWC, Rem. Fe
W SSWC, Rem. Fe
'!li'
Colmlloy No. 5 45-50 HRC R, CE," O.HC, ),75i. I2Cr,
2.5[1, Rem. Ni
-". '......,
N<l, ." CC
1 ' CH .!IOWC. Rem, 1'0 "'! .....
Cohll.,n.,)' Nu, 6 7 56-.-61 !IIH: Cll. R, l' U.5C. 4,J5Si, 1:I.5Cr..I!'", {
H.yllemle No. 60 W 6OWC. Rem, Fe
JIJ. Hem, Ni
.
.,.
.. .r.;;;"
IlaysJellile No, A W 6OWC. Rem. I'c
:ohnollo)' No. 21 2!>-J lIme R, I' O,25C, 3.25Si, 50, II:c, (
H.yOleUile No, 60 CC CI: 6OWC. Rem. I'e
1.2SIJ, Relll, Ni
lIorscshuc R,CIi 60WC Rem,
Colmonoy No, 56 50.55 HRC R, P O.S6C, 3.7$i, 12Cr. 3.71:(
11\.,,,,,shue AII"y W wClr'l) 2.5D, Ni
(
Hllrscshoe Iloriulll R WClf'e
Colmolloy No. 7U 52-57111lC R, l' O.65C, J.4Si, 12.:'('1',3.71'.,
't..;.;
lnwcld #507 18 R.Ca 6OWC, Rem, Fe
2,51l, ISW, Rem. Ni
'(
Coln",,,oy No. 72 7 51-6211RC R.P U,65C, 3.65;, 12.Her, 3.M!'.,
,
S/A Tun8"il<' 2 WI'C wClr-e
\;...
SRB R 38WC, Rem, Fe IA
2.711. 12W, R.m, Ni
. (
R,CE 6OWC, Ren!. I'c "'!!!
CollllmlUy Nu, 84 40-45 HRC 1(.1' !.IC, 1.'15Si, J9Cr. 21'<" 'U\\' ..
. Tu"" Tung.h. jjJj.
I.:m: 110m. Ni
' ......
'l'ullg<'1"",,,. 2 5664 tiRe W 3,7C. (I.6MII. o,1!SSi.
l:leloro No, 22 22HRC I' O,t<:, 2.5SI,
(lub.!). 21Cr, Ren" I'.
' ...
6IWC. Rem. 1'0
Ni
'(
W.CI! , .i:;,,;;'
Dl:IOfU No. :\5 .151tl!C J' O,!5C .\.7('0-, ')')1:" t
1'unJline.A
W MWC, RCII1.l'e
UI!, Reli .. Ni
"C Tungmd R,:CH 6OWC, Rem. I'c ..... ..
IXlolO NQ, 40 421111C I! (I,45C, 'ICr, 2,25Si, 2,2.\1'", .'
CE.W 6OWC. I'c '" :i..;"
!.Sen, 2.51l, Ren,. N, '(
Voncar
R, w,r VClW/('JBiMnlSiIFe.
iI...1oi.
IXklfo No. 50 51 HRC R O,35C. 12Cr, 3,5Si, 31'0, 2.511, \:..
Hem, NI
1 .
I'u$ian Weldillll 'iP.
i
o.:loru No, 60 57HRC R 0,7SC, 150', ,ISi, ,H'c, J.5W, \.....
Bronze li 601IIlO R 1I.04Mn. O,H!>n,
"(
RelU,Ni
W-7K
O,lili. RelU, 7.n
.,
..,;
"t
Cu, 0.8 Mil. 3,351
J;1I,..,k.lI"y C 1(, 25111111 CLl MoICrIW, Re"" Ni
!{ilh."tlll 11fut11.1: R
" ....:
W133
H.YII." No, 1'16 I 2M-J'] IIRC W I.IC, l4Cr. USi, IM",
8 63-65 HRII R .!I9Cu. O,7SSn. 0.11881. Relll, Zn ':i.if
5,SMo. 31'c. lC", 0.1>11. 2w,
NavI\.l3ron1.e W21
Re.;.,NI
Navalllrun1.1l W.fI.) 8 5$-S8HRB R 6IlCu. 0,7'Sn. Rem, Zn.
'"
..\,
io:.1
Hayn Nu. 111 40-4J HRC R.CLl 2.1C, 27Cr, ISi, IMII,
Penn.Omnze W-16 8 57-60 lIRO . R 58.SCu. O,02II1.IMn, O,065i
23Fo, 12Co, 3W, Rem, Ni
0.02J0.071"'. Rem, Zu
"!
lI.ynci No. 716 24-32 R,CU l.Ie.26Cr, 1.5S;, IMu, 3M<I,
I'I.IIYl\><l.26-<: 12 120-16<' fiO R CuflnlNI
]J
291"., IIC<>, O.SIl. 3.5W.
42:<: 12 1I0-12Q Im R CIIiZnISn Relll. Ni
Ij.-.",,;'
7\
(
(
(. """-1
'-')
("9"1
(
(
(
(4;
(ryi
(
, "I'
( ,
(
( .'
( ..:.
oi,,;,'."
r'
..
...
(""_ iJ
(
(
(""',
.
(l
...
Cf
t)
("l'
.d
(. -.,
\ .
At
(
Appendix111': Fusion HardfacingCOnlimables
TABLE A-4 FU$ION HARDFACING CONSUMAStES IConlnuBdl
Nominal ch<:mic.l.
Clmsurnubtc ManUr.Clurer Dep.,s;! composUioo
tril(lcu<IInc rode hardncss Forma (wl, %)
392
""yue,; No. 721
Ni-65
Ni-U..I
Ni-R,,.j91J
"nlyf"rc 6'1.1
I'ol)focc 673-C
""Iyrnec 676-C:
P"'llIl1oy
SltlO<ly /IN
Trihalny:1'.
IIW 72
IIW 1')
11 li'H.I
AIV W,
AW420
Oilrc Tubo SlootlilC
BulhJllp
[lnildlll'
1IlIlld-lIll IH
('ultmlUn)' Nu,
I
CohU"""Y SI'CrI"1
Nt>. I
nmwIIUoy
r,urck. 2
Eurekll J111
Eurck.)$
. l ,j\ ,4'" ,I, "
11_"..';....
,__ ,.,.'
22 fllte R,Cr,
2 ..621mC R
It
R
IIRC CIi, R. W
IS-20IIRC CI!, R, W
4 20-23tlRC CE,R,W
12 S'-4>O IIRC W
SOHRC R
42.. 4H IltC R, Cf!, /'
!!<:>,,-lInsc I'lIslolI Wcldinll C01\$umnblcs
52HRC W
4411RC W
]() flRC W
41 flRC W
45 \li
57,lmC R
CE
2 'Z2-30 IlRC CE
29l1RC CE
h:\ IIH(' CIl
6(l-5I1RC CIl
16 190-460 Illl CE
ISHRC W,ll.
16 61-631lRC R. W
l
S()..52 filIe R
16 n351IHC cu
f; .': '
,,,. ,.... '["'<12
g ....... ,...
O.4C, 17Cr. ISi mlx. IMn
nmx" 17Mo, 6.Sen,
4.5W, Itom. 1'11
0.75C, 4.581, /SCr,4.5I'c,
).511, ICo, Rem. Ni
lIiglt alloy,
High nlloy, nletel baBO
!>Ii/MoICo
0.7SC, 3D, 61'0, 17Cr. 4.5SI,
Reln. !>lI
Cr/C/SilB/Fc
J IH"X. C.,+l"'o, J2.5Mo,
15.5Cr, 3.45i. 0.08C, Rem.
Ni
0.25C':2Mn;.ISI, 6Cr, O.SMo,
I.SW, Rem. I'.
O. 15C, 2.2Mn.0.7SI, 3.SC"
o.aMo, Rcm. r'1:
O. D.2.2MII. 0.8SI, 06Mo.
Rem. rc
O.14C, 2.2M". 0.8SI, 2.7Cr,
0.6Mo. Rem. Fe
O.I6C. l.l5Mn, 0.75i, 12C"
Rcm. Fc
Compo.lo. Cr/Mnlll/Si/CIFe
Low C, CrlNi
O.IC, LSMn, !.lCr,OA5Mo,
Rem. F.
Cr/MII/SI/C/Fe
U.9C, lter.0.411111.
2.5n.Iiem. Fc
tC. )Si. 13Cr. 0.71.1", JIl,
Rem, Fe
Austenilic mal ri.
MntNilCrlSilQf'e
M42 hlgh-a""ed .Icel.
IH3 1001 .Iecl
llol-work 1001 slecl
...:. ".,'C'1I1':''
Appendlx111: Fusion Hardfaclng Consumables 39
TABlE A-4 .FUSION HARDFACING CONSUMAStES (ContinuBdl
Nominal thcmlcI
COlllumable Qeposll CtlOlllQl<iliun
lradcllamo .ode hardnm Forma (11'1. %)
I,
.,
Bureta
I'.ureh4'N
llureb70A
I!ureh71-Mno-W
Bureta 7l
O_h7lA
Bulllb73
l!urcka 73A
Buretl74A
.l!urcb7SXA
Burcka 78-A
EIIlIlb$S
Burc:kI 88-A
Bun:kI 1301\
Eurc:ka 130/ 145
Eulllka 145 A
SllIl'ka 350-A
EuIllXa 400.c
Burekl t2U
Ilureka 1215A
Eurcka 1216
Bureta 122M
Bureh831011SX
BuretaAlr-40 8t arA
EIIrc:kamaUc 5.
Burchmarlc 145
Buretamallc 1216
BurekanlOld
,
IlXP-20
lIammcrwcld
Hlrrlalloy 32
Har!1alloy 42
Harrlolloy 40TIC
HarrlaUoy 48
Har!1alloy 55
16
11i.
16
16
16
16
16
16
16
16
16
16
/6
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
17
16
17
17
17
17
17
38-42!iRC
l2-3IiUnC
S8-6211RC
. 52-56/IRC
54-56HRC
56-S8/iRC
52-54/iRC
57-S8/iRC
S8-60HRC
56-5711RC
54-S6HRC
HRC
50-54 BltC
38-40JlRC
43-47HRC
60-62tlRC
6()..64 IIRC
38-40HRC
56-60HRC
5<;1-60 !lRC .
40-4611RC
!iRC
5<;1-60 tlRC
JI-32I!RC
38-40HRC
2{llmC
38-4211RC
16HRC
40HRC
45 !lRC
40HRC
" HRC
CIl
R, W
11
Cf!
CI>
R,W
ca
R. W
R
R
R, W
CE
R
R,W
CU
R
R,W
CIl
CB
R
CIl
R
CE
CE
WI'C
W
W
R
CR
CI!.
CU
CU
CB
CE
CIl
CIl
CE
Cr/MoIW hOl-worle uoI 310el
Medium Chot,wnrk 1001 aleel
01/021"'" MI<lCl1
OserlC$ 1001 IIccl
1i00-work lIu.1 OIcol
11121001 Slcel
CrlMo/W hol\lilork 10111 slecl
H21 1001 olccl
S7 1001 oIecl
WI/W2 1001 SIeCI
Iligh C, wrrcc.bnl-wrlt 1001
"1
HOI.work 1",,1 $Icel
HI91001 Sleel
4130 $Icel
4130/6145 ",ccl
6145 slo'1:l
Chromo-!>I
Iluildup like Ws,lcs1001 slcel
S%Cr alrhardel,1118 1001 "ccl
A2 r,xll "oel
M11M2 hl1th slccl
D21001 Ire.1
WI/W2 rool 51cel
Low .irohotdcnlnR 1001 lI.,cls
McdjunJ hleh C. CrlSlIMu nlloy
614311cc!
Iligh spccd I<K,I.SI,,,,I
P6 1001 Slcel .
C,.base alloy for caslings
Spc.lalCr IIlIoy .
O,4C, 1'1.2er,9.SNi, 1,4Mo,
Item. I'e
Hol-wonc 10\.1 oleel .
O.18C, O.7Cr. tl.3Mo, Rem. foc
O.17C, 1.8Cr,0.11110. O.3V.
Re,n.l'o
.3C, a.2Cr, J.STi. ItCIn. F
1.8C. JOCr. 3NI, UMo,Rcm.!'<:
4.6C, 27Cr. 3.5M,'. Rem. Fc
' !E
(
Appendix111: Fusion Harulaclng COllsuITliJlJlos . -'
Appondix 111: Fuslon Consumables
("
394
FUSION HARDFACING CONSUMABLES (Conrinue) \ '-..""
TABLE A-4 ._----_._-----
FUSION HAROFACING CONSUMABLES (ConCinvedl cllClllkul
TABLE A-4
cUIIII'I)silio\\
Nominal chmicul 1>01"..i'
C,\"sunlublc Mnnuruclurcr
(wl. %1
composilion . h.,dne.' Forms
.. """ lradename .ode
.. - .-,
Manuraclll/er IleP'-'"h
hurdne55
Con5u'Duble lwl. 'X
rUIm,; ("""'l
c,KI..: 0.2C, 2.:lCr, O.MSi, 2M". 45111\C CE
Muhipu!IJ No. S
O.6C, 5.5Cr,O.SMo, Relll. I'e
O.JMII, Ilelll. I'e
5aBRC W
17
Hanlalloy,8
4'IlfI{C W (I.IC, J.Ser. 1M".
O.SC, 4Cr, 8MII. I.IV.
.... Nu. S(I ()\'lIl1\e cn
17 (I.2MII, Rem. Fe
IIlnlulllly'l Relll. (lc
W
( "" O.15C, Jer, 0.6Si, 2MIl .
331IRC .... -\ '-.-' .o.7C, 23.SCr, 9.7Ni, Renl. Fe,
Muhipuss Nu. 5S 201ll\C CE
17 O.4MII. Relll. I'e
Uardull"yl20 wurl: hanlena ( ...,
431IRC W
0.2HC. 5.35CO". 1.35i, .... --'
W
o.\e. SCr, UM,,; 1.25W,
Multlpuss Nu. 5 I
5511HC
IMo, Rem. Fe
BW-'I' O.4V, Rem. Fe
Mod.S ('
O.O<JC, 2.6Cr. 0.55i. 2.3MIl,
37 HRC W Air-hardenlns 1001 slcel
Mullip...No. 58-S
-",---
58-6<l HltC R,Ca
18 OAMo. Rem. Fc ( ...... Inwdd I Srx. A.II..
High speed ,001.'"""
6G-63HRC. R,CE
O.IC, 1.7Cr. 0.55i. UM", .....""'.'.....-1 18
20HRC W Inwcld #S6M IISS :: Oi/-herdenlns 1001 !Icel No. 7-5
SS-6<l !lRC R,Ca O.5Mo, Rem. f'c ( .. IH
Inwdd 15M0.11.
W,"er-hardening 1001 sled
/lRC II,C\!
n.1C. 5.SCr, 1I.'iM".
U 57/11\C c:E
Inwdd 1'1./1. MulliIJU'. Nu. 22
Helll. Fc ( ,
58-6<l HRC CE
18
Inweld
lIol-worl: 1001 slcel ...
"I W OAC. 5ACr, o.9si ..lMn. R,CU
52-'5HRC 35 HRC 18 Mullipas. 22-5 Inw,ld 1562
O.8Mo. Rem. f', ( ,
CE Buildup
23-28\iRC
10
.,_.".......:.:. lel-LH BL"90 Ferritlclmanenlitle .INClure McdiullIC, high O'. !lel! wtJrk
IHIC CU 28-38HRC W, WFC.
polyrorgc 963U lO
. Lincore luol sh:cl Senliaullenillc .\luelute
4s..52BRC W
.10 S..
Llncorc SO Mcdilllll CI Ni/Cl/MlI Semlon'lenhlc .llUClure
4 3X-42 flltC Cf!. W
f() 50-.59HRC W, WI'C
polyr"l"g" %50 ( ,
Lincore S5 NiiMII "lIoy ,tccl FcniUc/n,anenshlC slNClure 35-3811RC rE
W 27-3iIIRC Polymolic 325 4
10 ..
Lineore 30lHOI NilCrihln "ccl AlislenUic struclute 35-3S/lRC WFC W, Wr:c
Il-18HRC Polymalic 325 I'C
10
Lineore M Iligh C. C"iSi ,Icol Like 420 slainleuSleel 54-5S fll\C WI'C
52-S4 HRC W Polymntic 329 FC
III
Linweld L-(oOlA96S C/Cr/Cu, inlll l.ikc 420 Sllinl....sltcl
28-3411RC WI'C W 30-32HRC Polymulle 3.16 PC
10
Linweid L-60IA100
5().55 I11\ C WI:C Mcdiillll IlIlow C. IIi CO". 11\" Alloy in nux
W l'ulYlllllle 9M I'C
10 wwl.: 1001 :-.trd l.Iilweld L60I:IX5
Selltlnu"cnitic .INel\l/C. "Uoy
IlRC. 1'1
lO
S7 luol >Icei Linweld L-6011'1550 in nux 54-57 HI\C CE, R, W
Polyshock 943-1. I
250-ksi lIlar"ging .Icoel Cl! IIi!,-h C. CriM'1 SI,", (
Ir,
52-5811Re
311-'J2 ul\e R PUlywc.r J54
-'.......
OCr/O' ,,"oy Sled Marweld 2511 0.6<:, 26.5Cr, 9NI, Rem. Fc J3-.IO \IRe. CE
20HRC ca Pulywe", 3S6 4
17
W 0.IC,I\.5Si: IMo. I:i.iMo. McKuy GP O.04C, 15.5Cr, 16Mo, 3.SW,
3J..381l1\C
9S HRIl CI> PostaUuy 387-SPL 12
17 2ACr, ilem. F.
O.03C, I5:SCr, 16Mu, 3.8W,
McKay C Rem. Fe
0.6(;,0.5MlJ.Il.4Si. H(l,.!/.W.
55-59/1RC \11
'9()HRIl W
r"sllIlIoy 28S-SI'L 12
17 OAMn, Rem. Fc
McKay ca Rem. Fo
Imc W
2.2C, IMil, O.95i. 7.<I("r.
O.03C, l5.ser, 16Mu, 3.SW,
90HRD W
28'I-SI'I . 12
17
1I.!,Mn.. 0.'):511.1<.111. FI! McKay CS Rem. Fe
0.3SC, IJCr, IU:;i. (UMII. 1I.IlJC, ..I(.MII, 3,KW,
50-55HRC W
'X) 111\11 W Puslalluy 28HS-SI'L 12
f"I Rel\l. F.
o.IC,2Cr,OASi,0.9Mn.itom.
. MI"Klly (."11 Rem.l'e
l 0.4C, 60", 0.6"'". I{elll. I'e
5811RC. CI..!
28HRC CIl
.RcsistwcllI 2
I
/:Auhipu"; Nu, 4. 1'0 0.5e, 3.JCr, UMII. l{clIl. I:.
5811RC W
S7-T 17
O.ISC, O."Cr,1.3SSi, J.9Mn, O.3C. IbCr. IMo. I(elll. I"'c
50-5411RC W 18 HlIC W
Si ARIlIl-l'lIcc 2
...No. HI O.3Mo, Rrm. I'c
WFC 0.6C. 3M". IUSi. 2:>0.
20-2S IIIIC
5iA T-40
0.1 C, O.6Si, I.9Mn,
U.5Mo. HNI. Helll. /'"
Muhip." No. l-S Rem.!'e
n.
.I'li
.', :"!i(
30llRC W
l
-l
l
l
"
\
( -"
Appendix111: Fusion HardtaclngConsumables 39
396 Appendix111:' Fuson Hardlacng Consumables
(
TABlE A-4 FUSION HARDFACING CONSUMABlES (Contlnued)
( ,"" i ------
TAaLE A-4 FUSION HARDFACING CONSUMA6LES (Colltnued)
Nmnlnlll chcmiclil
CUII.uma!>lc ManUrjIClurer Dcpo.i! COillJlOllilon
Nmnloal chemical
Consutmbl. MonUrac:lUror Deporl CUmIK"Jihiun
<. Ifudcnume code hlltdnes> Forms (wl, \li) InWcnamc ode ""rdoca. Fanl'll (wl,%)
( ....i
19 29-40HRC CIi O.23C. O,69Ma, O.23SI. 2.3er;
0.18Mn. Rem. Fc
SeI( UlI'clling 4711RC CIl Cr/MnlSilClFe Turanhard 37$
(" , Stood)' l1\1il<l'1I1' Wlrc ' 2.IIRC W Cr/MnlSlMnlClFc
Cfi .2C.1.9Mn, 0.5SI. 2er,R.nt.
Tur.nhOl'J 450 19 46-52!-IRC
Pc
" SII".ly C 141me Ctl C,/Mn/Sl/MnlClVClW/l'c
SuprFlnc No, 4 16 To 67 HRC R TIS hgh spced 1001 .11141
19 IIRC CI! O,29C.0.H4Mn.4.3Cr,
T..rnnburd /iOO
(.AJ, 'fhrrnulloy 40() 2().. Ime Cf: O,6C, 2Mo. ISI, 22Cr, O.SMn. lI.laMa, R . F.
KN, Rem. I'c
';;1.
60HRC CB CrlSl/C nlloy
UltraHOld l3
TrisleU. 'fS-1 38 HRC R, W, P lOCr. 10N. 12(:0, 5SI, IC,
( '"
Universal Ilardloce 3 S3HRC CE
Wearwdd 10 SO-S5 HRC Cf! Alloy sleel'
Rem.Fc
( -=)1
TrislcUo 1'$-2 45-4611RC R, W, r 35Cr, IONi, 12Co, SSI. 2C,
CE. wrc 4340 s(cel
Rem. fc Wcldmold 9.19 4 42-46HRC
2S-30HRC CS,W AISI 8620 Klcel .
'1'';'1,,110 TS-J 47-51 !fRC R. W, r 35C" IONi, 12Co, SS, 3C, Weldmold 92<1 4
Rem, Pe
(
AISI 4230 lIccl
Weldmold' 922 4 32-36HRC CH.R.W
WI!ool steel .
(
W ISC. 15Mn, 3.1Cr, Rem. F.
Tllbe-AII"y 218-0 17 18 !fRC
Weldmold !n5 4 5/HO.HRC CS.R
Tuhe-Alloy 219--0 32HRC CH 4140 Slcel 17 20HRC W IC, 20Mo, 4.5Cr. Rem, Pe
Weldmold 927 4
( ".:
, '
4 57--60 HRC CE.R OI 1001 stecl
17 42 !iRC W O.12C. 5.SMo, 5,JNi.Rem. I'e
Tuho AlIoy Bt.S Weldmold 935
'f\lhe-Allo)' 240..() 17 W 3.2C, 15.SCr, Rem. 1'. 56-58HRC Cn.R A2 1001 slcel
Weldmold 937 4
l\lboAl1o)' 242..0 11
( .'
D2 !ooblCel 40HRC W 0.14C. i,.sCr, Rem. Pc 38-42HRC CH.R
Weldmold 938 4
(
Hserles 1001 $lccl 39HRC 0.16C. HlCu. l.6Cr.O.6Mo.
4 38-42t1RC CE.R,W
0.22V; Rem. Fe
TIlI>o.'-Allo)' 2'1]-S 17 W
Weldmold 954
CE li l-2 1001 $Iecl
W_ldmold'957 4 5(..51HRC
(
, 4011RC W 2.4C, 9.5Cr. I:SMo, O.6Cu, H12 1001 ,teci TlIbN\IIt>Y 17 54-57HRC. CH.R. W
Weldmold 958 4
Rem. Fe
55-57 HRC Cl!. W Hl210,,1 oleCl (
Wcldmold 9580 4
O.2C. IICr, Rem. Pc
,.,,1>.AII,,)' 17 48 llRC W W.rree, .1"'1 \110.1 MIl Blccl
4 54-57 CB.R.W
4 17 45HRC W O.I7C, 3.SCr, Rem. Fu.'
W.ldmold 959L
M2 111gb spced Slcel
W.ldmold 966 .. 6Q-63 HRC C5. R
( 0,45C, Cr, UM\>. I.SW,
..O 17 57HRC W
54-57HRC CE,R W. ,CO. hul "'\)fl1'101 sleel,
Weldmolil 988 ..
Rem. Pc
(
li 52 HRC W 0.33C, S.llCi; 1.5Mo. 1.4W,
Tul"'f\lIuy 1.5SS
Rem. fc
(
58HRC W L8C, 7.5Cr. UMa.4. ?Ti,
Tnbc-i\lIoy 25M 17
Jt:\j" Rem. r.(eoll,uin. 'fiC) \
Tle.. !)
( .'
17 451me W 0.15C, 6Cr, UMo, IW, Rem.
..
T\lh",AIl,'y g:>I-S
Fe
( "
281lRC W 2C. t3,SMn. 3.2Cr. 3Sri,
'fllheAllo)' 17
Rem. Pc
IH 111((; W O.06C,' ler,OSI1.Rem, I'c
'1' ..1", AII"y 11 !I ,li 17
4'"
(,:1 17 2711RC W 0, 13C, O.RCJ, .Rem. ''''
'I'"bo,\III1)' illl-S
.. 1'1, 15.. 2Cl IIRe CIl 4Mn. O,SS;. 20Cr, 9Ni,
Tl!f;mhlHd lhO
( , Rem.l'e
19 23-2(, !-IRC CI; 0.2C. O.12Mn, 1,05Cr, Rem.
TuJ'Hllhart! i
C,
26-3411RC CIl O.ZC, IMo. OASI, O.9Cr, ( ..,-
Pe
'I'"fnnllllrd no 19
O,3Ni. O.4Mn. Rem, Pc
(J'
(,''
,l,
" ii
$
_!IM m 1 _._ .W& d
==
398
AppElndix IV: Thermal Spray Consumables
APPENDIX IV: THERMAL SPRAY CONSUMABLES
Appendix IV: Tnermal Spray Consumilbles
TABU, A-S IContnulldl
CtHlSUf1lahre
tr:.dcnalnu
M:tflu(ttetlJrcr
codc
alld
chc,nic:al C:0111tK>HititUI
399
..
"
"...,
TABLE A.S THERMAl SPRAY CONSUMABLES
Consuntohlc /'bnuftleturer
trmJcmlllu:
1,.,Kk
Dclcrlptlon/
chcnlicl1l C(UnlkUdliun
Spl'llyslee' 10
Sproysrecl 80 A W
1I
11
cubo" >lecl. 0.5 Mn; IC, !lem. Fc
alluplccl. 2M". 1.9C,. LlC. flASI,
(),2TI. !te",. I'l'
CCfUmic Thcnllul Sprny C0l15uHmhlcs
''"-'
Win:: 'r"enllul SCr"l em..u",,,!>I
Metcu70
1/
lin/zlne alloy, 7OSn, 30Zo
MCICO 402
II
nickell.luminumllron anoy, 52 NI, 20Al,
20r'C, 4Cr. anti o.hm
Mel...., 405
11
.iekel alumlnide. SOAI. 20NJ
Melell 470 AW
11
lnlnlcl!tomlumlnic'kel alloy, 25"0. ISCt.
Rem. 1'<:
Meleo Alumim!!!!
11
aluJni
Meteu CadmiulII
11
cudmiutn
Meleu eOPI""
11
ctlflJ)\!r
MeIL" Leud
11
MClcul';r"11 I
11
sloinlc Slcel. RNi. 2Mn,
0.1551, Item. l'
Mclculny 112
11
",,,inlcos s.ed, I 0.5SI, OJNi,
O.35Mn. O.35C. Rem. fc
MCleolo)' 115
11
,1.;l1le51 'Icei. I"Cr. 8.5Mn. 5Ni, 151.
0.15C, RCIn. r..
M<:lcol\ly ,+'4
1I
.",inl :11001. 17er. 12Ni. 2.5M\!, 2MII,
ISi, O.SC. Itcln. I'c
M."ol"y 11' JJ
li
nickellchro",lum imn, 6ONi. 16Cr...SSi.
Rem. r.
Mele\! Monel
11
Mond,67Ni. J .51'c. IM". Rem, Cu
Melro Nickel
11
niekcl. ICo.ll.6Fc. 0.2SC. O.15Cr, Rcm.
Ni
MeIL.., SI" IIUlllint1l1'l
11
94AI.431
Meteo11n
ti
'l9+'lb tin
MeIL'Q Zlnc
11
9'J+9& 7jll.
MeltO Zinc-AI..
II
.lulllillutnl1.inc anoy. 85Zn. ISAI
Sl'ruybond Wiru
11
99+9& 11l0lylxlcnUIII
Sltrj.yhllhhlll A
II
hnhhill. 1."5Sh. SII
SI,rnybr:o.$
II
!>(tCu.
SVruybrunzc
11
.luminuRl bron1-c, !IOCu. 9AI. 11:.
SI',.ybroll1.. C
11
red bros5. 9QCu. 1000ln
SI)wyhfllll1.e I'
11
bnIll7.c, 5Su
Sl'r\lybrol\lJ! TM
ti
""I'I'"rhlll': IIII"y, 5g.2CII, O.MSII, O.7SI'
ll.lSMn. Reli!. Zo
'See Tllblc A.3 111) rllf kcy 10 ma"lIf"Clurers'
NoU: Ali thenmli ."roy CII,um.bleJ li!le" are in l'<>wd<:r fom. unle55 olherwsc sllecifted.
Alllljry 304
, AJlKfry 306
Amry 118
Amdl)' 125
'Amry I15F
1261<
Amdl)' 141
Amry 142
AIIJry 144
Amry 146
Anlry 110
Alndry 171
Amdry 180
Amdry ISI
AnlJry 182
AnKlry 183
AnHlry 184
Allldry 186
Alllry 181e
An'ry 181F
333
Cols".'uy IlO
Mele" 1OC-NS
MClcolO1
Meleo 101UNS
Meleo lUI FI'
Meleo 102
Mereo 105
Meleo 106
. Meleo 110
Melcn !lei!'
Meleo 201
I
.
9
9
9
9
')
9
9
9
9
9
9
9
'1
I
9:
9
9
9
<)
9
<)
7
1I
I
11
11
11
11
1I
chn'miunl corhido (filie)
ltrollliulI1 carolde (coano)
zin:onjum oxide:
chrurnium I
chromium oxide
t::hrotnium o.tide/siJiCll
;,
94% lJn:unium uxide. (,% )'rlriulII H.\it!c
92% zircuniul1l S% Yllriluu qxitll!
88% 7.irClmium oxide, 12% yUrlUIH uxiJ\!
:tin:tmiul1l uxidc. 2U',11 ylh tum o:ddlo:
tlcun'ium oxide
'/0% 30% nlUIUltlll
uJulIIll1Urn ox.ide
ahl'lIhUl t ttlhuiu
97% nlllllll,,"_ 3% lilll"ill
87% UJUll1i,lIt1t 13% llunin
60% IIh.mll. 1'10% tifuuiu
UIUiuitlD (t-'\UIOiC)
ahuumt Oinc)
Jlutgutsium'1.irC()ludC
'aluJ1lin:Vtitunia
chromium clirbidt.::
90% alunlina, 2.S% IlliII';". 2% sitie".
iron oxido, Rem. olhcr tlAiJc!i
94% alumin 2.5% Ilmlli". 2% .lica, 1%
iro" oxide
fJ7% nhutlttlu. 3% titllniH
litaniu
98,5% .Iumino, 1% siliclr
96% chromiufJ1 2% lhuniol, Rem,
olher oxides
.10% .Iumlnl', 50% litania ;
;
5% :\iliclI, Jf;;, tlliWia, dlldllliwlI 11;\
ide "
93% 11reo1l18. 5% enleia. !U% ,,111""11;1,
0.4% siJicu, Ite,", UII!!!I' OAidc$
.'"
...
"..
Appendix IV: Thermal SprayConsumables
Deseriplion iOO
ohemiCal composi!ion
80% zireonia, 20% ylrra
1n8gncs'a, ROIn, lireonia
cnleium zlrcolI"l, 31 %ouM", Rem, 7.1reo
niu
magnesitl/alllminil spinel. 72% alumlna,
28% megn.sia
nluminum oxide
94%Ilumina,6% tllanla
Ihllnlum black
50% alumina, 50% thania
87% ulumino, 13% titania
60% pluminu. 40% litania
chromium oxide
92%oh,omiumoxide, 5%.illco.3%lilOni.
5% calei!nhilizcd ..ire"ni.
6% ynrlu .tubili7.ed zireonio
8% yuria st.hli7.ed drconi.
12% yUo, slablized zirco?'i.
20% yltria ,Iabiliudz!reonia
tnllgncsiunJ zJn:nnatc
chroni:iulll curbidc
tungsten curbidc
ehmmium e8tbide, 35-40 HRC
earbide. 45-50 HRC
.Iumlna
tifantll
aluminA
Illunllnwrihlna
chromhun oxide. siUcn
zirconia, lilne stabtJizd
cnlcium carbonnlc
M,: MtlhWY't!cI zrconia
,1'\% NilO, MIXo 1,II'('IIlIlu
chrmium '.lido
20% yllriu. Rem, 7.in:aniu
aluniin 13% titaniu
Blunllna, 13% Utanin
uluminu: 40% lilonl.
ululi,in. 40% litllui.
uluminD, 3% tilnnia
"
1.1
, J
I
ii:,'','-
(
>',.,J
" i:
(
(
N I
(J,)'-"
(
(
(
(
(JI
( j\t,'1
(,t)'1
(DI
(k:)l
(01
e
1 ">'
()
(h)
I
( .
Mt'
( , i
\
(
4
' '
Q,
( ,
(
AppendlxIV: ThermalSprayCorisumables
TABlE A-S (Conlilluedl
Consumable MlUlufaClurcr
code
DellCripClon anu
cOInpo$i!ion
Rokld. #112
Rokide #117
Roklde 11:10
Rokide 1170
Rokide #183
Rllllde #IH4
Rokido 1233
Rokide #235
ROlide #252
Rokide #272
Rokide #281
Rokide #324
Rokid. #328
Roklde A
Roklde C
Rokldc MA
Rokide MOA
ROlido MBAT 60/40
Rokido MIlAT87113
Roldde MDAT 91{'.
RokWe MDC
Roklde MZ
ROlide SA
Roklde Y'ZJ8
Roklde Z
Rotldo ZS
UCAR AIO-IOI
UCAR AIOIOS
UCAR AIOIOS
UCAR AIO-I 17
UCAR Cri'l-131
UCARI,A2
UCAR LA'
UCAR LN
UC"R U;19
UCAR ZrO-IOl
UCAR Zro.1I0
UCAR ZrO112
UCAR ZrP-lIJ
UCAR ZrO114
13
13
13
13
13
13
13
13
13
13
13
13
13
13
13
13
13
13
13
13
13
13
13
Il
J3
13
6
6
6
6
t'o
t
t'o
(o
6
6
6,
6
6
6
Ilumina, lilania
alumlnl, 3% lil.nia
alumlna
alumina, 28% magncaia
alumlna
ulumlna
zil\:Onla, Illi2S'X> magnella
tlrconla, $% ealela
tireoni., 5..,enleia
:tircu,,il. ealela
zlreo"I., 8% yttra
chromlum oxide
chromium oxide '
aluminuod
9O'X> obromlum udde
alumlna, 30% magnc,I. rod
alulOlno rod
alumina. 40% litollia rod
aliJlninil. 13% 1II0lllu rO<!
alllmino, 3% 1111Inl. nld
83% chrlllnium oxide
%lreonlalmagne.,ia rod
97.., alumina rod
zireoni 8% yuria rod
tlreonla, 591\ calelurn oxide
zrconia. ,melrod
98% alumlnuno oxld.
litania. Rem. aluminum oxide
3'"litania, Rem, .Iumlnumo,I.
99% alumlnum oxido
chron\ium oxide
IlhllllilllllJl Ilxlde (<I.glIlI)
foi)'" ulumlnu, liu,"ia (d-cun)
!l9'X> clllurnlum oxide
'70'1(, OlllO;"lulIl oxide. 30% ulUli.inu
MgZrO
Rem, 7-,0
'8Y,o,.Jlem. Zro
8Y,O,. Reln. ZrO
8Y,O), RolO. Zro
400
TA8lEA-S fContinuBd)
COllsumllbl.
,traden.,!,e
Melro 202 NS
Meleo 210
M':rrll ""
Meteu 2121'NS
101'0
M'I';IOII
MT IU20
MT /021
'Ml' IOJO
MT 1031
MTI040
1\11' 1050
MT 1,070
MT 1080 M
MT !tISI
MT 1082 M
M:r 1083 M
MT 1150 M
MT 2050 C
MT 2100 M
PAC 123
PACm
PAC 701
l'AC 702
t'AC 705
PAC 710
PACn2F
PAC SOl
l'Ae B,'
"I\CHIil
I'AC
I'AC litl6
PAC 202il
'Ilnkidc #106
I(nkidc #107
Roj,lde #108
Rokidc #109
Rokide #110
Ma.ul.oIU'"
cod.
11
11
11
II
5
5
5
.5
5
5
5
5
20
20
20
20
20
20
20
20
20
20
211
20
2U
IJ
13
13
13
13
ji,
, ,( i
402
403
(
AppendixIV: Thermal SprayConsumables API)Cfldix IV: Thermal SprayConsumables
TABLE A-5 (Contll1uodl
Consunlllbl MallufllClurer Pe.cripliunInd
Irallenam. codc cllmicul eUlllflIll'ilibn
Ccnu.1 Thcfll'ldl Spray Coolull1ublc$
Allldl')' 301 9 WC. 12'1> ell
i\mdry:JU2 9 Wl:. 12% Cu
Anldry 3US 9 ehrumium curbide. 25'11> Niler
i\lIIdry 307 75% chrmniuOl .umide. 25% NilCr
. i\lIIdry 30g 'I 85% chrUllliulII cumldo. 15% NilCr
Amdry 336 9 65% rrulgllc.ium lire"""te, 35% NilCrlAI
AllIdry 337 9 mosn..iu!1l 35% NilCr .1-
loy
Amdry341 9 65% mognosium zireun.le. 35% NiIAI .1
kly
AlIlry3M 'I 93% .t"","um"" ..bide, NilCr .Uoy
Amdry 367 9 'XI% ehrumium c.rbide, 10% NilCr IUoy
9 . ,,%WC. Amdry 761
Anldl')'132C 9 80% WC. 20% Anldl')' 761
Amdry 731C
9 SO% WClCo, 50% AIII<II')' 761F
",,,dI')' 736(; 'i WC, "",<lry761
"111<11')' 7.l4
Alndl')'737C \I 50% WC. 50'11> Amdry 761
9 30% WC/Co. 70% Amdry 850
Amdry 855
"",dI')' 927 WClI2Co
Amdry 928 9 7S'1I> WC, 2'%nieitel olloy
9 WC. 7'11> Co aggregutc
AIIIllry wsc, 9 we.Amdl')'956 o"d 761
""1<11')' 983
11 tung,lcn enrbide, nioitcl blllder, 46Ni,
3SWC. IICr, 2.51'e, 2.5Si, 2.50.O,'C
Mete0 JIC-NS
I, lu"plencarbidelnkkcl hlnder, 8OWC,
14Ni, J.SCr, 0.80,O.BFe, O.ISI, o.le
McIC\l32C
11 line tUllllSlen ClIrbideinlclcel, sowe.33Ni.
9Cr. 3.5Fe.:!.Si, 28,o,se .
Meleo 3417
11 WClniekel 50We,33NI, !lCr,
3.SFe.2SI,21l, O.5C
vleteo 34FP
I1 WCINI-Co bindcr, 30WC, 28Co, 19Cr,
"MIJ, 2.551:28, 1.9I'E.O.lC
MCh,'" :H,C
1I WC/Illckd ""unA. :lSWC, IICr, 2.511,
2.5Fc. 2.551, o.se, Relll, 1'11.
Meleu 35C
I1 WClcbllt bind.., 12Co, 'I'c, Rem, WC
71 VI'-NS
II WC/enbalt bin<kr, '2Co, 11'0, Rem. WC
Meleu 71NS
11 WC/cobalt bi.,der, .7Co, ReMI. WC
Mel<'\) StlNS II chrllMl,um carbide/NiCr m1ture, 8S cllnl-
nlium tarbide, 121'11, 3Cr
RI-NS chromiumcarbidelNilCr,75 ehron,;umcar-
Mel<'" 7JSI'-NS
11
bide, 20NI, Ser
TAOLE A-5 (Continuodl
lradcn:luu:
Mete0 H2Vf-NS
Mel""
Melell 30IC.NS
Mele,; 30.J.NS
Me{('" 3Q4-NS
Melro 312-NS
Mele" .IS1
Meleo 4Q41404NS
Meteo410/4111NS
Mele" 111
Meleu 412
Meleo 42INS-I
Mell'" 4:10 NS
Mel,,, 4:18 NS
Mele!> 4J'l/4.19 NS-2
Mete\> 439 NS
Meleu 441
Mele'IIIV
MT I!SIM
MT I15JM
MT20'O
MT2020
MT2030M
MT2040M
MunufllClurer
cude
l
I1
11
1I
1I
11
11
11
I
11
11
1I
II
1I
li
5
5
5
5
.......
f)1!t\c;rir,lnn lInd
chl!lH;c,'ut l"umpushion
93% dU\ImiullI rhide, 7% HVlllJ nkkcl,
chmmium'
chwmhUIl "atrhidl'INi('r. 5U
1
i', l.:hrl1luiullI
S()% NilCr alloy
borolllllride cennfl, 14CI, j ..5IlN.
3.51\1. Rm. N
50% zirconiuno o,ide, 28% nickcl. 15%
magncsium oxide, ;,%
aluminuOl bronze/boron nirrde, 9.lAfrt'u,
1!JN
nJckcl "lIoylllell!ollile, 4('r. 41\1, 21 Ull-
touit.!. Ni
hight:1Ubou iron!lron O;thic. 5 irulI oxide.
3C, O.3Mu, Rem. F
......;.
nickcl ululllinidc, 201\1, Rem. Ni
(
uluminidc, 70% 1111111111111111
uxit.lc, 30% lIickcl ululllillillc ( .
.1{j'}t. IllllllUflll. \.....
70% nickel uluminido
I
oluml"i<lo, 60%
35% nickel .Iumi"idc
65% "u'gllcsiumzirconalc, 35% nkkclulu-
minde
l.:hromium ntrbidc/uckcl
28Ni, M.:. 2AI. 21'.10, 1Il, ISi. HelIO.
C"
WClnickclllluu,illide, 75WC, .ICr, 1.51\1,
O.H!'e, O.HSi, O.SIl, 0.15t:, Rem. Ni
WCsclr,rusing, jOWC, 6er, I.5Si. I.5l'c.
lU, 0.7AI. O.!lC. Rem. Ni
WCillickellllulII;"ide, 50WC, 6e,., JM,
I,,5Fo, USi, JI3, o.se, Rem. Ni -(\....
50 l.irctlllill. 2Ni, 1.5 mugnesia, 0.7 CI. "
2/\1
W( '/('" li"'"". 7.\WC.1..'1<\.
t
IFc. ISi, 111, IUt:, /lelll. Ni .
5% IU1lgucsiutllZfrclIlltllt!t J5%
65% lim"'''Il',35% Ni/AI lo
WC/8%Co
WClll%Co
WClIl''Co
\
( 'r"
, fii) --(
(.;' ,
4QI\ Appendix IV: ThermlllSprayConsumables
(.
&:i) 'r
( , ,
, K)I
TA8LE A-S (COlllinlJsd)
-------
(ratlenome
Munu(.c!urer'
eOlI.
Dcscljp!ion and
ehemical compolWtln
\ >" i
MT 2060 vr: 90% chromium camlde, 10%'Nlcbrorne
A}"l
MT2070C
MT 20HU
851\\ .hromlum cumi"', 151\\ Nichrome
.111'11111111111 'IImlde, Nlcol'lllno
MT 20IJO chn>mium Clubidu. 15% NicbrtlMle
( ,
M,. 21'0,
MT
43RNS,I 11
75% Ii!a"ium carblde. 35'X> Ili.u"el 600
WC, 12% Cu/NI blcnd
WC ""Ir,fusing. 7SWC. 3Cr. o,sre;0.8Si.
0.6B, 0,35AI, 0.2e,Rem, N
,
,c\"
1
PAesO'
PAC 86
20
20
70% PAC 63, Rem. WC
S% PAC 601'. Rem. WC
(
I'AC 87
PAe 89F
20
20
80% WC. Rem, PAC IOF
SO% PAC 601'. SO% WC
PAe 20 WC/12% Co
\
\
PAC 129
PAe 130
PAC 1)1-1
PAe 2005
20
20
20
20
85% ohromium carbide, 15% NilCr alloy
75'i1o chromium carbide. 25% NilCr alloy
93% chromium camide, 7'l1; NJ/Cr alloy
WCllCo
PIIC 90J
Slellif. No. ISS
20 ?SI), WC, l(em. PAC 128. 124.900
0,7SC. 26er, 1,28i. IMn. IMo. 21'0. 31'11.
(
( "".
(
G
TiC()l\1 T,92
T(001,,'T-94
Tico,,1 Tt)l
lICAR CrC,Hl6
lICAR CrC'.Hlll
I
14
14
14
6
(,
0.711, S,SW, nem. Co
I, C/Sill!/FelNi/WC
tilanhlm carbide in aUo)' IImlrix
cilaniuM! camide in mntrlx
1'I"nlulO comido in ob.U-b.se ma"i.
75% chromium carhidn. 2S% Ni,chrome
75% ch"'millm c.,bide. 2S% Nlchrume
UCAH LCIC
() HO% chmmhnn UXilh!, 2UtJf, Ni/Cr nlluy
(d-guII)
( .
I
tlCAR LW,5
UC:AR l,W-llll
tirAR l,W.15
IICAH I.WIN:m
I)('AI( I.W.IN4!l
IICi\!( WC11I4
'IUCAH WC-III<,
6
6
(,
(,
11
11
(,
73WC, 20Cr, 7Ni (eI.gun)
88WC. 12Co (l'SP)
8('WC, lOCo. 4Cr (dSIl.)
H7WC. De..
K5WC, Iseu
HHWC.12e"
HHWC.12<:"
(
"',
')).
!JeAn WCJIl7
WC:IIJ
UCAR \'IC114
\JCAR WC1I9
UCAR WC128
6
(,
li
(,
'2Cr. 5NI. ROI)), WC
lOCo. 1Cr. Re...,WC
12Co. Rem WC
ISNi. Rem, TIC
17Co, Rem, WC
"')i,
J 1, '; li, , ' ' " '''_li. 'ti" .... ___ 's.naJ-
.: .! 1";*!fi1. ,.. '
I, "
' 1!I\II!II!I'II__ ' i_""""",
" . . .
\ ('
('4l"
AppendlxIV: ThermalSprayConsumobloll
TABlE A-5!Contlilu,dl
CUnlumablc Manu(wurer Oc.mplion Ind.
lradename todo ebemk:al compolllitll\
,UCAR WCI2S-2 6 17Co, Re",. WC
UCAR vrr I ,6 B3(W, TilC, 17NI (d.,un)
No. " 1 50'l> WaUex No. '0,'01\\ WC
WelldadW516 14 WC In cabal! dloymalrb
Wcarclad W.51O 14 WC In nlekal alloy nuolrix
Nlckcl.nase ThormQI Spray COfliumabl,!!
Amdry 31S \I 2OCr, Rem. Nl.
Amdry 322 9 22Cr,2OFe, \IM". Rem. NI
Amdry 384 9 9Cr, 7AI, SMo, 51'0, R.em. N
Amdry 721 9 6Cr, 3,41'e, 3.2551, 1.2511.0, ISC. Rem,
Ni
Amdry 722 9 3.2551. usa,IFe, o.ose, Rem. Ni
Altldry 723 9 2.S51. ID, IFe, O,QSC, Rem. Ni
Amdry 724 9 2.5SI, IB, Il'e. O.OSC, Rem. NI
AnKlry 154 \I IOCr. 3.6sr'C; 3.5SI, usa, O.4SC.
1'11
Amdry 75$ 9 12Cr. 4/SFe, 4Si, 2.48, o.sse. Reln. Ni
756 9 13Cr, 4.4l'e,4.25S,2.15Il,O.6C. Rem.
NI
Amdry 761 li 14Cr, 4.51'e, 4.4SI, 3.l5n,O.6SC. /lem.
Ni
' 'I
Amd,>; 769 9 14.SCr. 4.51'e, 4.451, 3.IS8.
0.6SC, R.em. NI
Amdry77\1 \I /6Cr. 41'0, 4SI, 48.2.4Cu. 2AMo, 2.4W.
Rem, Ni
AII1dJy 961 9 17Cr, 6AI, 0.5Y, Rem, Ni
Amdrjt 962 9 22Cr, 10AI, IY, Item. NI
Amdry 963 9 23Cr. 6AI. O,4Y; Rem. Ni
Allld,y 964 9 31Cr, IIAI, O.6Y. Item. Ni
Al11"ry 997 I> 23Co. 2OCr, 4Ta. 0,6)'. Rem. Nl
ct.1 No. 50 s 3.$SI, 1.90. Rem, NI, 3()...40 HRC
eM No. 50B 5 :USi, 1.511. Item. 1'11. J()19 fine:
('1.1 l'Iu. ;ISI, I.MII, lIum, NI, 2U 29 IlRC
CM Nu. S2 5 4,$SI, 311. Rem. NI, I/lH:
CM t1u. S3 5 4.S51, lll,7Cr. Rem. Ni
CM N,,; 54 S lS 20, IOCr. Rem. Ni. 34-40 Ime
CM Nu. S5 5 45i. 2.S0, IICr, ReOl, Mi. 44-S0 flRC
CM Nu. S6 S 4.551, 3D, 14Cr, Rem. Ni. 55-61 !iRC
CM No. S8 S 4,551, 3.41l, IOCr, I.5Co, Rem, Ni, S-
62 tlRC
li
I:
" I'
.' ,
---------------------------
406.
TA8LE A-5!Conr/nulJl
Cunwmablc
IradenllM
Cutm1'-545
NS41 .
C"hl:x 1'549
Cohnolloy No, g
CohllulIOy No, 22
Cnlmllnoy 1'.",
23A 8< 24
CullIllloy No, 43
olnlonllyNo. '3
COItIlO()()Y No. 63
ColnlOlloy No. 6? .
C"hnolloy No, 11
CulnlOlloy No. 6J5
C"lmonoy NO. 105
Coh1l0lloy N<I.1:ll1
C"hllonoy 1'11. 150
Colmnlloy .No. H05
t'ltlll1lUK'Y No. -\2:;/\
ColnlOnuy No. 525/\ .
Culnl"noy No, 62SA
Appendix IV: ThennalSprayCohsumables
Deseriplkm lIIId
Manuflll:lurer
o:hl:nlical COIIIf'O$ilion
codc
14
,14
14
1
1
7
7
7
1
!,
7
0.50,2C,4V, 61'0, 8Mo, 9W, 2HCr, Rem.
Ni, 36-40IUtC
lAC,4V, (,'1u, "Mo, KW, 211Cr.
Itetll. Ni. 411-44 Ime
0.51l.2.4C, 61'e, 8Mu, 28Cr. Renl. Ni.
41-4611RC
chnmliumooridin anickel nuurix. o.9C,
3.9Si.:ZOCr, 0.5 IIIUPc, 3.18, Rem.
Ni. 53-58 lutC .
0.lC,'0.75fc, 1.611. 3.3SI, Reli" Ni, 28-
33 BRC
O.IC. O.75fc, I.SB, 2.5Si, Rem. Ni, 16-
23 HHC
fu"ble NIICrIB aUoy, O.4C. 2.3Si, IOCr,
31'0, 2.18, Rem. Ni, 35-40HRC
NUCrl8 alio)', O.5SC, 3.7SI. 12er,
3.11'e, 2.58, Reln. Ni, 4S-S0 HRC
fusible NllCrlO .110)', 0.1C,4.355i, 14Cr,
41'c, 3.IB, Rem. 1'11,51:-63 HRC
fUibl ebnllnum eurbdeinckclaUo)',
0.7C.4S';2.3Mo; 14.SCr, 41'.,3.18.
2.3C1I, p,,,m. NI."-62H!tC
WC No. 62SA,
WC. 58-63 HRC .
WCinkkclcompo,!lo, Cohnonoy Nu,
6, WC. 58-63 HRC .
WCiNi Colt"ooo)' No. 63,
50% WC, 58-63 HRC
..h,".....yN".12,
. WC, 58-63 HRe
WClNi .:ompo.ile, Culnlf/nOY No. 72,
50% WC, 58-63 HRC
cbromiuHI boridcs In I oleke nlotri..,
Colmonuy No. 6,25%ehromiulII buride,
6.-67!lRC
(hnunhul1 cnrtn,1c! 'n "Icltd",olrIJ.,
\lAC,2.3Si, IOCr. 31'c. 2.11l, Rem. NI,
35-41J lutC
ebrunllum.eatbldc. In Dnchlmalrix,
0.55C, 3151, 12Cr, 3.7l'e, 2.51l, Ren.
Ni, 45-50 HRC
. dlroinlulII clllbidclniekel n.atrix, O.7C,
4.3SI, 14Cr. l,ln,Rem. Ni, 5/.-
62111tC .
40i'
Appendix IV: Therrnal SprilyConsul11bles
TABLE A1i IContinuodl
.--------_.-... ... .. _.
l.)cscri,>tiHI1 uml
M;UIUrnClhrer C"'I$umnle
cllI11IKmi(iv'u
traueruunl! codc
Col.pruy
NilCr alloy, 10lmU
Cul,proy 2\10 1 <lt",miu", bvridelnick"llIllIllh, ...5IIRe
Colal,r"y.l9j 1
ohm",ium bordeluickd '"IIUi" III(C
Cullung Nu. I
WC/nidcl IIHttfi:\, 60% t:hnouo)' NIlo fi,
40% WC, IIRe
Meleo 12C 11
.
lICr, 2.18, 2.5Fo, 2,1SI, 0.15C. 1\,1\1.
Ni
M"lCO 14E.
14Cr. 41'0, 3.5SI, 2.75H, (U,C. Rem. NI
Meleo ISE 11
17Cr, 41'., 481, 3,511, 2C, RolO. Ni
Mele<. 151' 11 11Cr. 4Fe, 4SI. 3.SIl, IC. Relll. Ni
Meteol6C 11
16Cr. 48i,4a, 3CII, 3M\!, 2.51'". 0.5e,
RelU.Ni .
Metcu 19ti
. IOCr, 4Si, 41l, 41'0, 2AMo, l..1W, lU!'".
Ren!. Ni
Meleu 20
16Cr. 4.5Si. 3.58. ({.tII. Ni
Meleu 440 11 14Cr, 7Fc, (IAI, M", Item. NI
M<lc" 44114.41HS
II
Mo/AIINi C\lIl1J.1USitU, 5,5AI.;
5Mo, Relll, Ni
Moteo I1 NilAI cum!,,,.il., 4.5AI, Ilcll'. Ni
MelcII 4SIlf>
!'lI/AI comp... il., 4AI. ROIII. Ni
Meleu 451 I1
NilCrlAl, 9.$Cr,2.5Si, 1.51l, O,Si\I. I(.IU.
Ni
Meleu 501 11
,ell,\,.IIw'nll M,. hlcoJ, 30140, 12C"
2.75$1. 2.15F", 2.511, 0.15G, Hem. Ni
Mctt" j(l5 II ,df.lxmJiflll Muhlcnd, 75Mo. !.2SCr.
ISi, lI'c, II.HIl, 0.2e, ROIII. Ni
N-11l
\.\ 1.511. J,5Si. ICI'. Ite",. Ni. 1.\.
20llRe
N-4U
14
IU.K'. 211, . HlCr, R.IH. Ni,
36-40!IRe
N.SU
14
1I.4C,l.5I1, (11'0, 121.:r. Reli\. NI, 41
HI(C
1'1.(,0 14 U,5SC, l.lIl.4Sl, 4.Si'e. l'ICr. 110"'. Ni.
5763 HRC
Nc,,!U 14
U.r,c, 2.7CII, 2.(,140. 3AII,4Si, 1.51'.,
15er, Relt!. Ni. $'1..64 flRC
!'AC6U
20 NilCrllllSI IIII0f, ()()..65 IlRe
i'AC65 2t1 NIICr/IJ /tlloy, 30-35 IIRC
PAC 69E 20 NilrlBalloy, 50.-55 IlRe
PAC 134 20 NllCrlAI blcn", 25-35 HRC
I'AC 64JO 20 SilCrlllll:e/Mo "lIuy, 58-62 HlH':
\'AC912 MuINi/AI 1>1."d, 7O..
(
I'(.
........
(
(
'"-'
( c
..... '-
.--,''''''''''
.
(
..J
'-'
-'
...J
(
\
._(,
l
.,
l_ I
\.
'L
l...
h-
..,
\
i.
\
409
AppendlxIV: ThermatSprayConsumables
(
406 Appendlxiv:Tt)ormalSprayConsuma/jles
( &""{ TABLEA5IContlnu.dl
TABLE Af;(eontinvadl
Con$umable M.nufalumr DcscripJOlI and
,
-------------------------------
lradenamc . codo hemical compolillon
( .... ; C"nsuma!>le Oescriplon and
Iraden.rne j code chemical composi!lon .
A:l
1I 4OCo. IBCr. 6Mo. ',5SI.3D. 2.SI'c.0.2C.
ilc
l.,'; i
Rem. Nl
SloOOy 63T,0 ClSilCr/B/FelNI/WC. 60 HRC
tli'fl
11 6lCo, 28Mu, aCr, 251
Melo 661'N5,
50N!, ISCr. 381. 3fMo
( ,. SIOt'.dy 64T,O .
C/Si/C,/IlIFelNiIWC, 40 HRC
MclCO 67F.NS" 11
11 52Co. 28Mu. I7Cr, 3Si
A"(
Sto"dy (,5T,f/ C/SilCr/Il/WC/FclNl. 50 II/!e
Melco ( '.
85T.
CISIICr/BIWClFe/Nl, 63 !lRC
0,1
MT406SC 5 SIellllc6
( 1:loo<ly 861',0
CISi/Cr/DIWClFetNI. 63 !iRC
20 'Co!NilCr/MoIOISI IIne
PAC6J
PAC 'lOC
A-I
SI...ly 81"'.0
CISIICr/U/WClFclNi, 63 HRC
20 CulCr/NVW .Uoy. 30-3'IIRC
6 99% nickel
20 C,/CoIW/Ni aUoy. 3():..3S.fiRC
( .
lIcAR
\
I.N211
PAC90VI'
14 2.6C. 12W, lOCr. Rem. 50-54 Imc
F:tl !JCAH Ni106 6 2llCr. Rem. Ni
5-1 (,.
6 2OCr, Rem. Ni
UCAR }li.l07
14 1.211.6C. lOCr, 4.5W. R.n. Co
: 5-61S-156 .A-I NiCuC,AIY
IlCAR Ni130 6
14 1.6C. 3OCr. 9W, Rem. Co, 40-4.6 IIl!C
S12 { '!
6 NiCrAICoMoY
UCAR Ni163
S-21 ' i .. 14 0.2C,5.4Mo, 27Cr, Rem. Co. 2K...'5flRC
( ... lJCAII 1'1 i H4 6 NiCrAIY
14 0.78.0.7SC. 5,SW. UCr.Relll. Co
S-ISI
6 NiCrAIY
urAR1'11164-2
1.61::,2l1Cr. !.ISi. IMn, IMo. 3NI,4W,
SlCIlite No, 1S6
6 NiCoCrAIY
lICAI! Ni- t7l
Rem. Co, 43 URC
6 SAI. I<em. Ni (preall"yed)
ueAR Ni-IR5 O.lC. 22Cr. 1.6SI. IMo. 21'c, 2NI. 2.48.
SlellilC No. 1,S7
lICAR 1'11-191
(-"1
6 NICoCrAIY UW,Rem. Co. 52-54 llRC
6 NiCoC,AIHfSiY 1.75C. 2SCr, LlSi. O.SMo. O.6Mo. 3F UCAI! Ni.192
Slcllile"
l
NiC,AIY 221'11, 12W. Rem. Co. 43 llRC
&iJ..- Ut:;AR Ni211 6
, --9
6 MC,AIY 6 25Cr. (ONi. 7.SW, Re.m. Co
UCARChl03
<-
6 NiCrAIY (fine)
\JeAR 1'11-220
6 25C,. 101'11, 7.5W. Rem. CO
UCARCo-IOS
NiCrAIY (coa,..,) (
UCAR Ni24().J
2l1Mo. BCr. 15i, Rem, Co
UCAR Co-l09 6
6 NiCrAIY
UCAR 1'11-246-4 6
6 CoCrAIY
UCAI! CoII0 UCAR Ni.27R
(AI
6 CoC,AIY
6 NIC,AIY
lICAR 1'11292 UCAR Co-I 10-1.
6 Complex brazc aUoy 6 CoCrAIY
UCAR Co.123 UCAR Ni332
;. NiCrMol1e CoC,AIY
UCARCo-I39 6
6 cumplex brauRlloy
lleARNi-na
6 CoCrAIPtIlf
UCAR Co-I10 lJCAR Ni334
UCAR Co-I14 6
<IiJ
6
CoCrAIHf
lhel!!!:"SE'"?Y Cun5ulllable.
CoNiCrAIY 1 . tlCAR C1>-210-1 6
9 CoINi/Cr/W I'TA I'wdcr
Almlry,"R
6 CuNiCrAIY
UeARC0-2Jl i
C) 3OCo.4W.1Si,IC,Rem.Cuthennohpl1ly
( -' ArnJry :\2(, CoCrNIT.
IlCAR C0-222 6
lind ITrA p()wder
(
tI-SUII IKlwdcr. 28Mn, BCr, 151, Rem. Co.
.. UCAR LDT-4(X1 6
!) 10Ni. 25Cr. MI. 0.6Y. Rem. Co
,'IRtlr)'
7 USC. 1.5SI. 29Cr,8.5W, Rem. Co.4S-
Wallcx No. 12
') l'l(,'r. IHNI. IIlW.
AI",lry 50 HRC
I ti.7C. IlcIII. Cu
7 0.5C, 7W. 2Fo. 24NI. 211. 16C,. USf;
.Wallcl No. 40
321'11. 21Cr. o,sy. nem, Clr
(At') Amdry 995
9
Relll. Co, 41-46HRC.
9
IUNi. 2SCr. 7AI, 5Ta, 0.6Y, Rem. Co
:tlmdry996 7 0.8C. IOW. Ifc; 18NI, 3.58. IOCr,
Wallcx No. 50
2,75SI, 1.7511, 13.IW, Rem. Co,
2.75Si, Rem. Co. 56-6! URC
BRC,
CM No. 4210
'1
..
'9 0,7SC, 26Cr, ISNi. 2.ISSI, 1.7.m, 9W,
eM1'10.8659
Rem. CIl, 45-53 HRC
'. .
,..."
,
'.
." .. (A:)
'. jI,
') lIIA.d , .'-fIIII!-
.. 1
( . "'*"'.1xallilll'lWll\lC!l
J
I V -
,d'
410
IV: ThcrnllJl Spr'lCOtl!HJIIluhlcs
,'11
IV;ThermalSprayConsumables
TABlEA-!; IContlnuedl
TAlllEA51Contllu<ld)
Dcseripllnl amI
MaRUrlH:tun:r
c""mic.1 c:on'P'l&ilion
l",dcR.me cOOa
IMI.!J.se 'bennalSEr"lConsulllubles
'} 24Cr. RAI, O.SY, Rum. fie
tllIKlry '110
9
420 IllinlcSl.. spray and I"rA
Amdry 55420
!",,"der
low..:1Irlx>n .teel
1
Colspray 120
maoerulle lIainlcuIIccl. 30 H!te
7
Cobpray 400
14
2.8C, 29Cr, Rem. Fe
1'90
0.12C, IZer, R ..... re,36--\2 URC
14
1'410
low.earb<ln atecl. 0.5Mn. 0.2C. Rem. ['c
11
Mleo 91
bigh-carilon .tecl,3.SC. 0.35M",Rem. Pc
11
Meleo 97F
$\!lf.bondnlllow.e1rbon ,Ieel .mupesiIO.
II
Melco 448
IIlAl, IM", 0.2C. Rem, Pc
...1f.buI\ding hlSh-carbon ,1",,1. 31'11. 3M\),
ti
Mete0 449
3C. Rel1>. l'e
high-ebromlumlrolllstainlc$$Slcel compus-
11
MClcIl463
IIc, 2Mo, 6AI, UCr,Rem, Pe
bigb-chromlum iron.buecon.posi1c,
Meteo411S
11
27.SCr, 61'1'- 2Mo,
400 ..me.II.lleu ateei, 3S-40 HltC
20
PAC 97
400 seriC$ !Iuinl...IIcclPTApllwdcr
20
Me97 I'rtl
17Cr, 2.5Mo, 21!'li,I\CI'I1, r-e
6
UCAR 1'.101
3ICr,.14Mo. 28,Rem, I'e
6
UCAR 1'.,.,123
24Cr, 81'11, O,SY,ltcnl, Pe
(,
UCAR 1'0124 .
19Cr. 4.5AI, O.Sy, Rem. 1'.
6
UCAR l-"e-l32
30Cr, 12.SAI. IZ.SCo,18Mn,10N1.4.6Si,
6
UCtlR Fo.l-140
Rem.l'c
Come".ilcThcnndlSl!!!lConsuonablcs
60% Ni, IImphile
9
"mdry9:l1
709& !'li, 30'"gl'lpllhc
9
tlmdty 9S2
85% Mi, IS% Ill'lphilC
9
AlIl<lry 953
80.... !'li. 20...llmphlle
9
"mllry9S4
!'li.
11
1'11, 1
11
",IINS-2
80% Ni, 201> Brapbllc
11
MeteI;
11
SS"" til.7.... 26.... grspbile, l2'l>urgnnic
Meleu 3111'15
bindr
40% AI. 4S.S'lI> gl'1lpbile, .S,S'I& Si, 9""oro
11
Met.'u 3131'15
blllllct
12% SI/AI. Rem, Mete0 600 !",Iy..lcr
11
Meleu bOlNS
90% nlumlnmn bronze, 101> polyesler
11
Meleu 60SNS
ConstlUJllblc ,Muuufactulc:.f Dc.e,iIJliulI ""u
trlWCIIlUlle ..te chcmku\ C\lI1ill\)!iilinn
Meleo 625
Amdry 1331
Colmun"y NIl. 15
Colspray 500
Mel.uSI
Meleu 5IF-NS
Mc'lcu 445
MT42/OC
"AC 16
I'AC 940
UCAR C..IOI
UCtlR Cu./02
UCAR Cu-IOl
UCAR Cu-I04
Amdry JIJX
Am<trY 357
Anlury 918
A.ndry 919
Meleo 4
MT30IO
PAC 118
PAC 661
Amdry 137
Amdry
A".lry
AIIIJry 392C
AlIldry5\JOC
Amd!')' 956
Amdry 9(,(}
Colspray 9SS
Meleo 350
11 txmi.koa :\tcl!l,
2.5',1, nylllll
'111"<111111 IiJlruy
9 uluruinum tlronr.
7 corperbuilJup, 9J'J!, Cu, 7',1.,1', 7Kg2
HKU
7 nlumnuIII hron,e, 70 HlW
/I IIlumillulIl hron%c, 9.5AI, 11'0. ((em. Cu
II idumuuUl bronze. 9.SAI. IFc. Rem, F
1I :!u:lf.lxm'-'illg aluntinum brOI17.c. ,IOAi l
Rem. Cu
uluminum bronze
20 10% AI, Rem. Cu, 50..5K IIRIl
20 urulIlinum broo.cei(). ...(JO UJUl
fi 3(NI, sln. Ilem. Cu
6 36Ni, Sln, R.IU. Cu
6 3KNi, Rem, Cu
(; 101'1/, Il'c, Rem. Cu
Pure Molol '11,01111.1 Spray Con5u",,,bk's
lIIolybUeoulII
9 alumnum
9
9
\I
5
20 IIK,lyb<.lcOUIII )()'40 IIRe
20 lungstcn. 4()'5U HRC
Mi.::cllaocous TlloMB"1 Spray COlIsuIII"blCJ
9 7.S'l!I Mo, 2S% sclf.f1uxing IIlluy
80'*, Mo, 20% .clflIudllgoUoy
\I NI, $0% Cr .{
'-
9 12% .meun, Rem, til
".
9 cop,,,,rlnitkclllndiulIl blcllu
--<I
95% llitkel, 5'l1> uluminulII blcll 9
.(
9 94% NVCr, 6% AI blend
f
7 nide'aluminide bIlIld conl
(
iflmlMo. 18Mu. :lC, 0.25MII,
Rem. (
e,
{
J
.(
1",
l
___ _
.1
\ .. -;, ,-,
< ,
.117. Appendix IV: Thermal SprayConsumables
(
TABlE AS IContlnu8d) {#f;f'
t Con$umahle Mllnuflur.r DCilCrlption and
Iradename code chemical composition
(
( .,
"1' \
( "
,;
'rt
(
(:t'
, (\
\I,
n .==, "",
::, '". ""> rt:;'; . I 0'.'
11
11
II
11
20
20
20
20
20
20
20
20
20
14
14
14
14
14
lelf-bonding 55 campos!!e, 7AI,
5Mo, 25i, 21'e, 20, J lilani., Rem. Ni
NICrlAI cnm(lOHlle 6A1. Rem. tiVCr alio)'
.,
.elf-bondlng S5 composlc, 9Cr, 7AI,
;'
S.5Mo, 5Fe. Rem. Ni
pol)'csler
blend af Mo and NilCrlD/Si 0110)', 50-3j
HRC
tilooium 6.0.1. 4V.110)', 35-40HRC
75% Mo, Rem. PAC 1;\5, 3'-40tlRC
CoICr/W alloy. 45-53 HRC
CoICrlW alio)'. 35-40 HRC
CoICr/W alio)', 37-44 HRC
Co/CrlMo alloJ, 26-31 HRC
C,,/CrIW alio)', 40-45 HRC
ColCrlW alio)', 4&-54 HRC
Co +'Nj base, 2.5C. 14W, 28Cr,
Rem. Co + Ni
Co + Ni base, 2C, 29Cr:14W.91'0. ReR'
Co+Nj
Co + Ni ba.e.2.2C. 91'e, 9W, 27Cr. Rem.
eo+Ni
Co + Ni bose, o.le.81'e, 7M", 28Cr,
Rem. Ni + Co
Co +NI b.,e.0.9D. IC, Hl'e. f>W. 2SCr.
Rem. Ni +Co
ohro",i"n, boridelself-nuAing. 'R2C,. I
6&-72 HRC
j!"!l!!
t " , _ e!ft! ..
Index
A Alloylns, 2'2 Anodizing. (ue II/SO Harel coalin,:)
Alio)' Slecl., 251-:-53 dccor.'lvc. 50
Abmslo_: IlB hurdcnlng, 168 hard.67
cUrbido, 261 ItIUJ ",licr, 342 5uh!lrules, 31'
coball al/o)'a. 271 Aluminum: Ar.hard .'luanon. 248
Ofl1po$ile hlll'llraclnp, 276 bronze. 273 30-31
c"alnc,313 Auslenlle. 84
207,269 hnrcJf.ciog, 298 Imn. 267
hatdracings, 331. 335 Slrcss ",Iicf,342 delinlion. 2<1M
hi;hst,css, 14 wire .spra)'"d, 223
$I.inlcslcel, 263
AyailnbUly:
b)' i_ol1lanlca. 'J9 Alumlnlzins, 109
1(111 implo"I, 3.11)
low sl/'elS. 17-19 Aluminum oxide:
pmeo".323
mcrolln.clurc alTeei. 1$, H1 co.sull1llbICl. :199
partldesiu.neet, 18 IIlIe,s. 193
plutings, 73 29
B
poUlhing, 21-22 hardncu, 197
.Ivrry.,147 I..cr .II1'plled, 180
IlllhhlU. 34, ,286
Ilallll...llcel. 264 plll..ma 111'"')'"". 233
1I0lnll., 16K, 171, 2'IH
wcur .lceveS" 2()(, powdcr ,sp,"')', 284
Ilagnll, 196
Amivc,17.1:, 1117 mlll.227
IlCC .Iruelure,
Abmivil)', H .pulft"'O, 149
Ileryllium oxide.
Acou.tie umi'51,,_, 237 lhcmltlllchcmical, 202
llluins, 48
Adheslon: liles, 196
CIlllI;
mecllllldsm. 22 ' AIl1erlcan ''''''and SI""I hUlilul. dell..i!ion, 224
Ihe"",,1 .pra)', 280 ' (AISI):
nl"kol alullllllld., 2K'l
I.woar, 9 , alio)' deaig"olion, 248 [londing.
Adhesionlesl, 145 1001 lIeel 254
Ihcrmal spruy, 280
Ad!lC4lvc II/CIr. 11, Amerlcan Walding Soeiel)' (AWS) va" der Waals, .46
Age !tardenlng, '3
doslg"lln. 264 Ilond Slren8lh:
,AIS! (oitt American Iro.anil Slool Ammonln, 100 I.'.ASP.230
Instilulc) Alln....li...oratcels, 89 cvalualion. 235
(Ar,
<AI
( ,
J Pt}!
(J-
(R,-
r'
',,-
I "
Meleo 442
414
Melco (lOOIC,(IONS
PIIC 135
MC /J
l'AG902
PAC ICo
f'AC,6Co
PAC 12Co
PAC 2lCo
PAC IS(.Co
PAC 157('0
SN-81
SN-R6
SN-812
SNR21
SN858
SwcatMQIl PaMe
413
(
r
:,....
( "
(,
t
414
Bond (('III.t.)
powde, .\pnay, 224
PSI', 2JS
110'00 <.rhide, 2/10
BOnlo in sleel, 270
Boronizillg, 112
lIom niuide, 197
hurdfl.':;n!l. 273
Ilra7Jng dUlh, 201
219
IImn?_.:
,25
cunsumublc.; 390
Ihem,"1 .pmy.'28(,
wh'U Bpruyc. 223
Bulldu!,'\ln!unmblclJfusioll. 219
c'
Cnthidct!
, CCII","I.'\!. 261J,,(,2
,chmnlin. 25( 267
in cob.li. 272
"ombus,ion jel,229
cO/lII'''3hlon. 276
228
15.2SU
mutlnl"Clu!\!. 262
204
1'51'.
in Ilcel. 2S1
!urCnce r.ligue.J7
TiN couling. 318
vOlludiurn.
welllllKI. 27(,
Calboll cnntelll, slcel, 247
Carbon "'Iuivlllcnl. 298
<leIl1l11iOll, H)(,
felTillc. 108
107
.uh. lo('
316
COM>n "Icei:
EIl
gu,. r_ ,
, V$. hurdracing, 316
limilulill/!!. 91
liquld.
IIIJ,king.79
mClallurgical reaclluns. HO
Ilaek.87.-91
90, J4a
.Ieels. 81
uses. 38
VDcuunl. 317
Cu,e elcplh. 87
IID. 169
nanlC, 127
bllplu"IIIIIIIII. IKK
IlIeluctlon. 133
tneasun:mcnt. 90
CU"h.rdeninl
avnilabilily.
tost.338
34K
343
USC$. 34. 37
Cllsting. ecnlrifuijlll.203
Cosi iron:
coarinss, 313
Cerrllic. 167
lillings, 204
,cI'IIlr. 192
OIre..relld.
wcar 1.lote!. 197, 206
C, linings. 35
Cavilution:
bnmzcs.273
""b.1! alloys. 273
... .aUOY'. 274
cJcOnllion. 24
n....challlsm. 8
rebuldlnsccntenu. 112
TiN coaling. 160
usus.24
Cemelllcd carbldcs:
ddinillon. 260
del""ilion. 198
fu.d ,,1I)!h. 2tXl-202
gnleles.261
Iiles, 19(,
Ccrnenlitc. 89
dcfinliuu. 248
h.rcJness. 250
CentOnl', rebuildillJl. 8. 191-9S
culCt)Qllnl!$. 203-S
CCftunicx:
d.!\tIfl.
hurdoc..,.197
PSI', 231-33
!'VO.147
",ticon.,ulOubIe5. 226-27
Iherm.1 spray.22. 219
thin lilnl. 157
liles,25
wear.3tW
Ccrn'dg:
nbrmsron, 18
"u"sum.blcs, 402-H
!'SI'.231
Ihenllll II''"Y, 285
Chcck11l8. 2\10, 298, 365
Cho:mical vapor
cJcf1Uslllon (CVI):
.'0.11, J:l7
apecilkalMl. 347
lempetlllUrC8. 161
TiC.112
uses, 19.22
Chcmislryflymbols. 381
Clm.mium:
COIIII'"unIl5. 1H4
iml,l.n':llIon. 184-116
48
111 &lainl.." Sle.l. 263
In IIccl.
111 tool'lcel. 254
wcnr,73
weur COUpICII, 315
WClIr plales. 107
weDr 11...."" 206
Chmrnium ".ic:
consutu.blc 399
roda, 227
'hernmllchcml..,.I. 202
O.Mnluns. I11
Cletllllnllputler. IS2
Comins. chc",ieal v.por
(CVD):
."plle'lilm.319
plasmu ussislcd. ISQ
lpecillcation. '
IndllX
Couting. eli,IUr1lon, 341
euulinl. pbYlical vupor d_I'".ilim,
(/'VO):
adhesiun. 142
eleflnlllun, 138
cuntlnuOU'. 143
v . ion implantadon. 184
proces!ICS. 142
.pullcr. 148-53
Cuatincs:
cenlrirug.1 cosi. 2113-8
178
CVU.
ellruder.
I=rhardcnlng. 178
IClnperalulU. 341 ,
lhemlllllchemical, 20l-3
, Ihcmlll cvapomllon, 140-48
Ihcnuu\ apr:ty. 27').88
Ihemlal Ipnoy. thle!mcss, 361
Ihiekne rungcs. 342
Indcx
Ihin 111m:
."pliculi..n,. 35
uvuil.bllily. J2J
v . Olho, ,,",<:0,".'. 318
s,*cincOlion. 350
Ihicknc 318. 343
Ih""lul/I nitric, 314, 351
v"cl.um.316-19
Cobalt nUnys:
fus;IIfl cOIIsumubl.s. 382
hardfudngl.271-73
pil'"Uning.
CobaU In 'Ieel. 256
C"cllidenll, wear. 32. 335
Coltl WIIrkinc.267
Lump,.sitcl'i:
r".ionconsumubl...389
hurcJf.oIn8. 276-79
liniog. 204
rSI',231
Ihcmllllsl'rny, 410.. 12
C"mllmnhlc1':
.pruylng.
Avuil.hilily. 325
AWS dcs/gnallon. 243
cul.g"rie 243
(0<1.339
cnnitiun. 242
fu.lufI. 264-78
Co b!lSc. 364
0"'''1''':111". 276,,77. 38'1
Cu 273, 3!Xl
I'CAW.215
CiMAW, 211
GTAW. ll3
$1",.<1 RI... I. 265
imtl base: JtJ2
irllll hrOllllum. 27. 386
Mil ".01. 2(;9, JHH
nickc1 hllse. ,11'1, J')I
u5l1ge. 269
ntu"u(acIUrer$. 383
'""!\U$C. 356
nonruslon, 405-12
,.lllie 23 I.2H4
CCrlMIS_407
,,,h,,IIIlIfli4!. 4(lS
2K4. 4J2
ull"y'. 410
;rull base. 410
nteial alhlys. 283
nkkel base. 405
pure mcluls, 263. 411
355
wircs.28S
PAW, 218
rod, 226
SAW.9
SclI!Cli\)II, JJ2
SMAW, 212
Conlacl arca. JI
Cunversion ctulting>:
chemic.l. 48
chro",olc. 4H
elcclrochem;'ul;47
pll",,,hOlO. SO
}'cu.ling. 313
oonsull1llbles, 390
In slainl.ss".cl.
slre..relicf, 342
Ihcrm.1 'pllly.41 1
wddnbllllY, 298
Curroslon, 27
, aluminilIg. 10')
are spr.yinu (j><. 230
chrom;um. JIS
c"h.1i .lIoys. 271
"1I,,y., 274
(rclllng, 2
1
'
plalh.!! Cur. 73
rcsistance; H
aI a ..,Icellun fach". 322
Iherm.1 spr.yul'Osil,. 240
nd'M\lftvilv 26
Slru<IO",. aJ
.lcl, 250
11 sled, 248
Curie poiUl. 128
CVl) ("Chc",iclIl VIII''''
uCfl\,.ilioll)
CYlluide 95-%
Cyllfliding, 106
Cyli",lor lillcl>. 205
o
[-e.rburiUlcion, 92
Dell.iron, 84
..f J81
uC 2.11
C\lating
cunsurnablcs
cusl.337
361
227. 221
D-gun (,Delonailon 1:UII)
j)iamond by PVD. 351
Dlamond WC,tr, 245
Dic c.sling, 25S
DiH'ulion, n
DiI'lI1.'iilllllrC:IIIIIC1US,
115-16
hanlm:ss rttngC.'i, IIH
,ekcliUII.II.1
spedheilti(lfl. )(17
use. 316-17
Di.,loca,i"n" K2, H6, IHS, 251
JIQ,,12
Ihe"n.1 'I""Y. !96
E
415
IlIlSI'(St" Ele,lrl" are
l!ddy UITCnI. 128
moSlonlcrs. 18
crosioll, 27
wc.r 1'17
lU:C spnlyillH lEI\,sP). 12.!)
IJ
P..rcctwdcpu1"tlon:
b.ch.49
chromiufU. 45
dclinilion.4-'
H!cc,rodcs:
e"b,,1!
ilun/chmmium. 1M"
d(d. :'j(lll
nidl!!
SMIIW.21'1
4f.J
m\!l'lrutc:ss ,11
Blcl.'lrttlllH'ulIl {llf,O:
!Ivaililhilily. J2J
glazilll!. 16J 1
mdling, 144
uclinion, J('>t1
169
RI. 1<>5
JJCnciruiioll, 165
rtluircmcnts. 16']
'l'ccl1klflil1l1. 170
.ub,',,""'. I(,g
h!chnitlu(!s. 169
34 J
U.<C.Il.
w"lda,. 1(,1
Hlccltuns, iHn 15J
l!1cirOns. 14a
l!ICllopolishin&, 4Y
Elcclrl1'l'afk dcposilion, I!IM2OU
Elenlenls. ,Ii,,;nu. 381
""'!
\J
C J
_.....
( J
(, -"
l_...;
""-
"C,
L
'C
L
L
-c
L
l..
l.
.l,
'-6:.
{ ,
...
--tJ
f;.
'.
,!. , ':',:; l
;( '.
.. :t,'f
.; .
'q(
l :
(jl
.
{
\. "
(
,
{
r\
(-./
\
t
(
t
,
\, .
"-
4HJ
Elllbrlllclllent, Mil "Iceis, 261>
iflVf:\iuu. 176
84
cuvilali,m, 24-25
definil;,.n. 111
iml)ingcment, 27- 2R
22
23
Pllflidu, 2, 21. Zll6
ycl,)lY 2:\
34
F
l'unHI:ly cur, IR4
Farlld;I)"s luw.
f'uliguc:
bendin", 127
nilridcd stlrfaccs, J17
rcsislanrc, 9
11I",,,,al 'play, 294
rCAIV (sce 1'11.IX core are
I'Cr:.lnlNurc, 85
I'w!!C, 11.7. 24M, 250
Fcrrilir fORt)
2(.9
I'ich',law. i')
arAW,215
25
C:luipmcnL 121
126
'peeillclllioll, 3:19
,tcels, 125-26
1<'1111,""1111"'. 12"
.11'1
J 1"1111' HI
1.\1'.' 1'11I1IIe,
FI",""" ",,' wcldill(l (I:CI\ \VI, 210,
! 16 11
1'111,', rur!iclc, 23 '
1'111)( 'corcll rod'l'121:'
Flllt:lurc: ,
,IIIcchllnic,l, 7
'r\!s;);ftull'c.7
tn w,ClIr, 15
1;It!uing:
t:cUT()sic)fJ. 211
WC4'lf,
Frie!iun, impl""luUon efreels, 187
Fumacc
Fuscu OI .
Pus!on consumablc.',
pusioo proces$cx,
G
)4-35
on, J4
oi.Iul ule58 ,'cci, 263
Oas gcneralu"" cndo, exo, 92-93
aas mctul ate wcJding (OMAW),
214-15
vs, '".cr, IM
G", IlInr,slon ure wclding (GTAW),
213--14
oialloy slccl., 25J
vo, I er, 181
Olu'ng, lu,cr, 181
GMAW(ueOa. melai .rcwclding)
Gouging,20
OTAW (,rn olungslcn .rewcld-
illg)
H
lI.rdco",in.67-70
."uys.
!hidnc.,", 7
'...,c;lr.69
lIardc".hilty. 252
c.lcul,lIion, 29&
carhou sleo!, 247
Jow c11rl1tm 3j 6
Hilmc.
Indu'lio., 120
lut;cr j JJ9
uH:dlIlUi,"UI. '"I
1'"I,e,
sl<'cI.
,urf".o. 120-)?
(ju<'lIch, K2. 247
qucllch vos. cnnl, 10
11 .. ",rudng!
Ilhl'lIsjon. 19
ulloy slcels, 252
.lIc,"atives, 313
applicali()n )lu/de, 2M8-J02
uv.il.bilily, 324
1\WS 'ymbol'.35K
IhdBX
.euball base .lloys,20, 22, 25, 29,
.34,35,37,39
consumablcs, 242--88, 38J-412
deslgnation, 264
manuf.ctnrers. 383
lon, 355
cuppcr
33), J3g
290
,leposl! p<lIlCmS, 269
dcpo.,1I tYPC$. 290
for, 29 I
dilution r.,,&us. 211,355
dislonion, 31), 340-42
drawings, 362
clcclrodes, 264
crosion, 24
PCAW, 215
finishlng, 299
frcuing, 29
f"mace fusing, 218
fuslon, 209, 290-92
fus,,," v,'. nonfusion, 241
general requiremcnts. I!
gouginr".:W
OTAW,2JJ
h:ortlncs", 267
la,cr, 179
fnyrrfi.290
nickel
lIon(usion1
294
OI\W, 218
opc" are. 215
299
3K, 42, 2(,5
20
vs, olher pn>ee'lI<:s, 320
p!;I.<IlIU, 217
pl'm:cH1l: cmllp:trill.nn, ,12t.
2,0
1
) -41
I"'occnn ,152
rcp"i". 2KI)
(I"I',2M
s/unj', 26
SMAW,
sl'ccifi,alh>ll, 12.'212. )52, :158
sltalghle"ing, :169
slrell,' rclicf, 299; 368
substraloS, 248, 313
surfucc prcpurnlion. 299
Icmpcndurcs, 341
Index
lempcrillB. 369
Ihitnc.u. 12.343, 360
i0oi alceI.
uses. 24S . I I ',
wcnr felli"arn:O, 3l1S. 333
HardllCl$l
absolulO, 377 ;
.dllCJIlvc welll'.:31
brlllclJ, m,
bulx. ti
caruidc. 200
convcrsion dI,n" 313
de/lnldon, 6
diffuslon pro<:csscl, 118
duromclCl', 377
hardfudng. 367
implantcdsurfaces, 185
Knoop, 376
Mohs, 19(,
niexel 269
Ro<:kwell. 376.,
role in weur, 348
Sborc.377
1001 steel. 2S9
varioU$ pI'IlCC$,$C$, 328
Vlckers. 376
HIgh .peedalce",2S9
Higbcatrcs$ abmion, 19
lI,dnlpaphy. 237
1101 work 1001 ..cela, 258
ml. 45.72
hnpaCI wear,
Impillll",ncnl, ...11<1 JIIniclc. 27
ImpluntUlion. n:cuU. 184-111.\
Impregnqlioo, rlalios. 70
Induellon hurdening. 120-37
appliCIIlilln$, 132
av,ilabilily, 323
case dcplh, 13,1
delinili.IO, 128
C(luipnu::III. 1;H'1
IU.dUUlI..... 12M
133
Apeeilirllilnn,., 349
317
work cnUs. 132
Indueltlr, 129 '
Inspeellmi, lhcnnal apl'ly. 2.16
IlIlcrfcn:ncc IlIs. 206
IntennClalllc c0II1pOIInqs:
coball, :m
nlekel aluminklc. 287
lon bcam mialn,; 184
ion Irnplanlat/on, 182--89
applicollons. 187
_,.,340
dcllnltoo. 182
equipmcnl. 182
mcdlansm, 184
metallurgy, 18S
lpeeies, 186
aub,trale errcel_. IH'
U5, 2S, 319
100 plaling. 139, 153-55
luns:
Icaltcn:d. 184
pl.sml, 149
lron, whllC, 267
Imo earolde, 84
Imn enrben dlagram, 84
lronlehromlum alloy 21-26
lronlchn"nium eonsllmnhles, )H6
J
Jel Kote, 228
L
176
179
mechuni.,". 176
apeei".lion,. 179
Icchniques, 177
hanlfacinB, 179-80
hnlngrnphy. 237
VI, PTAW, IHI
I.JIVCs pha.e. 27/
Lcad. IhemlOl .pny.286
Linear aceelcralor, J82
Lubricanls;
dcfinilion,6
inlcrcal,,!ivc, 6
..,11<1111111,:(,.27, 1(,2
I.uhrlcullun, hy,I"KlynlUlllc. 3M
M
"'"thlningpaller, IS2
Mllchlning cnrburi7.cd Iloel 91
Mag_lum:
oaInga, m
SlIes$ r;licr. 342
M48neslul1l 233
Ma'lIClic penncabillY, 130 '
417.
MallgllOO$C 'Icel:
coosumables; 252, 266. 388
uses, 21
wcar plale5,
M.ncnsite. IllS, 167
IR carbon Jleel. 24'1
In copper .Iloya,273
definlri"n. 86
2S0
M. ICl1lllCrlltlltc. :1711
In sllllnless Bltels, 263
Material sclcct!\ln, J()J-47
bareJe"i"):. 167
MerAIY,. 408
Mechanical workillr.. 80
Mcchanl,m. Impacl WCIII'o JO
Mclling. IlU, 172
MClallidlng. 54
Melolll7.lng, 221, 29'
MClullusraphic nccllolI, 90
MicroohiJl'. 21
Microh.rdnelllO. 10
Mieroatruclurc:
carbldc. 262
carbon .Icels. 248
Mold slccls, 24H
MOlybdcnullIl
compounds, 2H4
in 1001 S1cd. 255
in 5u:"I, 2S2
"I'ml' wire, 398
W4:ur. 283
wire
N
NDIl (ueNomlcslnlcdvc CVlllu'lllon)
Nkkcl:
coalings.31J
e,,"sum,bles, 391
hardfacing, 269
lo IfainleiS aled, 263
In "cOl. 2',.
.Ir...",lIcr,
therll1al 'I'r"ylo,% ,2H6. 40$
wclduhlllly, 29H.\19 .'
Nickcllllul1linidc,' 282, )98.411
NllmU"y.99 .
Nilridlng, 98-1
Case deplh, 99
dc!inido", 99
342
implllnlalioll, 186
lon, 105-6.317
10I
reaelion 98
(
Index
Index
418
'11.9
SiJicun cnd)jdc:
Nlrllillg (m"I.) ci. pluling. 53 T
1'11. 2f>J
,"11, IO:l-S 46
!iles, 197
tpeCir:Bliun, .348 aluminuOl. 47 Quenching, selr. 133 Silironizing, 1II
371
55
aU1ocalalylic. '2-'3 lO"!:
SUbSll1llcS, 316 Sifi<:un uxide. 319
Tcllnll '10
li.cries, 255
Nitrog.n in'Iccl;252 bnJsb.56
Slecvcs, wcar. 205-6
1'IEM (,r..Tr.IO.mj""iJ" "'':"11011 ...
Nonuctlruc!lvc cvalualion (NUm, chromlum, 3j,69, 72. 139 R
Slurry:
/)scrics, 256
UIl'WSCOpc)
fi.cri,250
etnllfl'lsltc, 53 -' !l6,369 cflJ.",ion,25 'l'cIIUlcf11Inn..
NlIrllldl II mrnllllnll,72 Itchllldln8 hy pltdin 315 piping. lO)
sl'<c,I, JIH
ru.l.:1:17
dcslgnlng ro,. "1 191
N"nnllitlflll stc'CI 11') Rol"dldlns cc.."'I.: SM/\W(.r<, Shielcd melai are
.258
Mscries. I
wcling)
53 /95
O.cries.255
Soli ",.tlicle 22-24
i'.,crie., 258
o Cu&. builuup. 50 dclillllinn, 8. 195
Solid lololi"lI, K3, /85 IIlff;tiing, ;,1:1(,
'I"-,,ial pul'p<"c, 2lY
S,cries, 257
elcclrIIIYlc,. 47 'OSllng !'Cpalr. 197 Spallinu: 1'1'"111&. J 14
OAW(,ltt OxY"Celrlello w_ldinSI nuh, 73 "".111,194 Ic".di'g, 310 .23 f
T.eries.
for Ecol1\lmk Co- guld,73 '25 dcUtlhlim, 3K VltCUUtu JJH
Wscri,2H
hoal lrealmenl, " Rerm,!o!}' I!II!lals: J opcrl!l'l/I an" Oeveltlp, . plalinu.70 1'enl./Xring:
ulll'llhgll Sln:ngrh, 258
nlCIII (OECOl, 34
medl.nical profl'!nl.s. 71 h'"dfaclna.298 SpcciliC.rj"ns, 346-14 . c:nrburiud pari:'. !Jf
weltlabllily, 297-98
Ove"'flI"')'.222
nidel. 52 In slecls, 2.'S
dlrrusiulI """''<'II'C!, 119 1If1 nu. I7J . '"' ..,.
Slcllilc. 201, 271. 278
Olldnli"n,92 phYilcnl pn'I'cnk'.'. 71 Sprny ,,,,,I fu.e. 2(04, 411 fllUUC'.fwldlu:d !l,IU', n(
llrulchlolllclry. Ihinlllm. 1.16
--
O.hl"nyc"',:nr. Jf>-:J1 I""'''''''''',447"
lIelurts.91
51'1".r1n8. plasUla. 231-34 "x,, s(ods. 372
Itrspuuerlng, 149. 155, 160 Slrcnglh, hiCt> 10"l'e"'lIIr 268
II.nlenlng, 121 talc 43 Spuller COlltillC, 148-53 CUlld""ll'iIY, IJJ,
Slrenglhcning, .olldSOIUlioll, HIl, -,
OXr"cel)'lclle Iher'lnal _pl'1lylllll. 222 ""Iccllve. 56-66 Rockct tll",h. 228
'hudl. nrc.152. J18
269
l1u:nJlnl cvapr:llilJU, J
,,"c'''inS (OAW). 21H silver, 73 elh!/Ii"". 148
.uJlu;,'ittm. f4j Roda: ...
S(n:,ss 128 .....,
suf!, 29, 37 cuba"anor, 271
I"".es, 184 14(i
Slrcs$t!$:
.pecillca'i()ll. 51 .346-47 eupper allu)'. 275
tU:tRllcfrun, ISI,3rti 140
compreiv 127
p subslr.'.'!314
.I",nlr.cing, 264 IIh:dmni:ull, 14U
(
'"
IIlech"islll, 148
Iooft,i.n, 38, 310,316
Ihkklle.., 76. J4J IrunlchrumiuIII. 268
planar diodo, 149. 318 141
v., Ihill fUml. I()I Romng clements. wear, 38 1I1ubSfnlll!s, 144
( residuul. 127
l'nck eernellla'i"n. 110 pioccsslng. ISI
, SII'I:S.< rello!': '"
RUlherro'" backscaucrlng, 184 '/1,cn",1 Spru)': r-
I'nnidc ""lishlng, 18-21 tin, 143 re..:tivc, 149
l'assive /Ilms, 24 'YI',,,50 lfuustra'cs. '$2
sf>i'l:lfIcation, 368
"1'l'lic"tlons, 234.,.17 (
" fCUlI}l.!t"'.rtufC.$, 342
:Ire
Ulelar, HJ
pmivilr.1b2 useo,314 ICtI'I"''''lun;,. 152
PAW (r" I'I..mu ore welJl\g) w."r, 65, 73, 347
s
Sttlinltl:!$i'I
ilYhHubitity. ]14
( ...
Submergc<l li'"wcldillg (SAW),
bomr 209, 21 I
. I'e.rlilc, 1(,8.248, 2S0 l'oU.lllng, 21-22 busie IYPC" 26.1
216 . r'-"
.Pcening. 3(,8' 1"ly.lllylonc, UIIMWl'fi. 197
S.IIbUlh:
c:vutihl:!,3IJ
uuli 1lg J7J
c,.rburlzinl!. 95 cUllling SIJ1It.'hm!', 2'19
Slllhl(t in Slccls I, 299 ...
..rbn>n1.c. 27.3 I."uflsumnb'cs, lf)2, pofrtclrullulIn!lhrlcllc (I'TI'IlJ, 'PUI-
melnllidlllg. 55
Surfncc dc!wlill!.!ss. lthin fihu, f4o'S t:Uflll,U:.:fivn Jct, 21H .. 2? ,"
prufl'!tlJe niokel. 2119 1"",,1, 156 ucliu;liufI;'.
SAW ($'" Suhn,crllcd .te
Surfnce cugiut!criflg:
219, li 12 (
,
l'hr#leal v"fI'l( (l'VO), . I'om.llr: IIi1ti,liI'r,.IOI
cllllilion. I
""bull,4Ua "/l- (.".. Cu.tiog, l'hYiieal v.por I'SI'.231 236 ,lrelSS 11:lid. 342
bi.'IUry, 3-5
SeoUng PSP, 234 cOlllpu!Jilc, ,., 10
. . .
Iherlllul 211, 280 theonal 'p"."powdcr, 407 (
processcs. /O .'
Sei%llI'C,'33-:-34 ""1'1"''' "lIoy., '11 J l'u.lheulnn. 369 therm...' spmy w;rcs, 394 1';lIing; 37-38
Surrafalig"c, 17.37
Scle<:tlv.: hordcninS: 11"..." sl'ray, 22 J.. J'I
I'owdcrs, selfnUAing, 224 weur, 159
in frrUing. 28 Surfucu tinish. 235
llO,163-:-16 I'o"dcr spr;oy. 221-),'
l'rcdous melais:. Slcel:
I'lasma: Surfac'C hunlening:
"
VI. hutdfacing, 317
eUniliofl .148 plal.d.81 .1I"r, 82. 207
I.ser, 176-81
lus.:r, 176-81 us" l
PVO.147 com"",lllol\."249
loreh, .231
v mUlloli.he, ll0-14
PI'UC<'s cornpuri!lOlI. 135 uycragc, 227
wekhn,.117
Ihin 1iIIIl, 157 coadngs, 313
sun .pots. 350
.pcciticalion. 318
tfc('losit Imrdncss, 244, J7
PI"m OI'" "1'1'1Iy lPSI'). 2J 1-:-34 """.,315 nlllllliuiy.cd. 110
Surfncc 163 dep",ilSlress, 361
11111:". 22. 37 .
hHldruiu/l (1'111. H.I c:urbuu, 'U
r"",,,,,...hl .I"K411. Surru...,.11111111""0, 163, IH(, 221 Scle"lIyc 1'111.111', 5(,.(06
249
COSi. ,U'/ Surftlcc trcllllllCtds: 229
c.rt><., ",cel. 148
01lll)'1l,61
!tigh, 22. 47
hunlne55. 367 ubra.iun. IH nUI t;UfJiU!CX, 294
hunlfncing, 298 uPI,UC.,iulIs. 6.1 cOMllogs, 313
'(l<'cilicud"". )(,1 cOVil'llolI. 25 gt\s cOUlbUSlitm, 294, .372
lhkkllt:l 2')4
3(09
dcJlnil!"", 56 cllrulllizeU, I11
powcr II1Ipplies, 66
erosiOll, 24 3M3
IOIHI",ralu,." 298. J72 (NO ","chlnlnlt. 299 PI.smu."" \V.luins (PAW), 217-18 (1'\!1dng,29
",,,,,Ir. 62 2/t). 2!/oI
l'n'i"'nieJI.malcrial. 306-7 hnnlncu, 250
PI...i<.: ImpinMelllcnI. 28 pl"'"U1. 2JI
splluor 153 slurry,26
/'SI'(se. an; 31'1'11)')
apeclllcallo", 66. 69
HSLA, 313, 326
subsrrnc... 2J5
Pulse hanJclling, 134 '",anlt.n",e,.3.88
subslnilCl, 60 . l'owuc., 224-25
Shl.ldcd metal.r.:wcldlnc (SMAW), Surfuclng "ro<''1:''.5, Sll<.'<:iul, ,rllcusse", 21 !1-4'
,hem1.praring, 2lO, 297
11IIl131 "-unSlllllablcs, 411
mkroconslilucnls. 250
191-208 rtKI '!lUIS. 22(,
"",ar,
PVO (s,. lllllng.phrkical vapor 212
mcroslNCIUn:s, 255
SwcatulI P.1S(C:. 271
wur 148. 30')
..ilioll) . Silie"," b""IU"273
speetlic"!;",,, 357. :1,('1
"(,
"
(>
()
(C
-:,.
"
I
\i"
'
}.
,
\'tI
\ ..
<\!lI
{
f
I
I
.,)1
I
,
\ '
,:iJl
\ '
;\l!t'
(, '\
li'
"
ti:
),
(
\
'\
(.
\:
I
\;.
(
,'!I
t
('"
);'
t
,\.
\.,.
)"
i.
'\:
1.,
\.
\,
,
C
(
(
420
n'cm,al spmy (""",.l
haruJlcslh 297
submatcs, 235
suna.epreptalion, 2",220-21
lempenllure., 341
Ihick,nes>, 240
velocilY, 227
11lin/iIm . DR'{ll
cost. ).1.1, J4n
tlellnition,
Iypcs.
wc.r, 157, 33J
mes, 195-9M
Tiu, in
Tilaninm:
.,\Sting'. :11 J
eros!"",21'
hartif"jng. 31'1
,ire,s'relier, 342
TiJa"lu", caruidc, 112, 187,205,
2&4
Til,Ulium dihw1t1C. J18
1'i\uniunl n1itridc:
ion pIOI"", I
spulI"rCd. 149. Isi
I/lilllilm.lni'
Il,;cs. JIX
WC""
'1'",1 .teels, 253-64
ClIICI!ilricS. :14, 249, 154
."alincs, 3D
:W).
deli"ilioll. 2.\3
h::.nkmr.:;.
'!igh SI"',c<1 steel", 26
nlpluntati(Hl,
I'clic!'. :170
25,1
whilc ir!)fI, 267
TrHn!\nlis.slon cleclrnn Illtcmsl>re
185
J2J
Ilm,;:.;hm 1;I'\NlIPi,Ji\id. um
u
1Il\llcculOlf \\'cighl po'ycth.
IlJlIMWl'til, 191
v
Vac.neies, 185
Vucuum:
ooalnll, 138-63
hord, 165
sofl, 165, 174
Vulcnce,45
Vul\lldlulIl, I" slcels,
VluiudiulIl 205, 2(.1
Van der Waals 142
Vapor prossur 141
VcloclY:
pnrticle ro.'Iion. 22
l/lenna! spr.y, 229
w
WOllt:
.dhe.iv.,309
allowan.e., 314, 344
basc calegm;es. 16
cavilutinn. 310
ccrantc.. h).cemmic, 32
cerami.lo,netal, 32. 309
cocfllci.nts, 31. 248. 335-36
cu"t, '2
dcfinlllun. 15
f:1I111ue. 310
fmuiug.
g.!IIng,3!()
general ospcCl>, 5
".r<!fllelng, 270, 331-35
ItlCtlllfylng ",,,,Ic.', JOX
ImpucI. ,lO. 267
Irupir.scU:'';::IHt ) H1
implanleu surraecs. 187
32
copper aU"ys. 273
hardracings. 331
nickcls, 271
platings. 75
Ihin IiIms, 15?
mode:\:, 15
modos Vfi. lrcalnlcnl. ;\27
".Idativ.31,
:\7
I'IIlSlic.I'HI1CIHI, I
U,20f",X
Ix,li"hng. 21, lU)
30')
prccious
29
rc,iSl1ml Inalerials, 31!
rcsls'unl Ir,cutmcnts, ), t2
mie ofh"rdncs., 329
role ofpropcrties, 246
5lceve., 205-6
slding distan.e,'29
slaloless moel, 264
Ihin film., 155-62
lil.s, lO, 22, 195-97
looh,5-11 '
11l,,1 slccls, 255
unluhriculed. I
Weldabilily:
fusion.297
nonfusion; 297
.Ieels, 248
dcposition rates. 216
T'CAW. 210. 216
GMAW, 214
GTAW.2/3
OAW, 218
PAVi.217
plug, 207
SAW.216
,elf.,hieldin8. 215
scmiuulo"ulic. 216
SMAW, 212
Wcld symbols.
Wire:
FCAW, 215
sl'l'1lying, 222
Whilc Jr"n:
deOnitlou. 2f,7
Iinings, 21>4
Whilc I.ycr. 100
x
difTriii:tiol1, J86
y
,Yurin, eonsulHnhles. 401
z
Ziu<::
.1.13
hnrdlilcing; 311
wire 223
u')()
233
",,1s.227
Zirconium, COlOpounlb, 284
lndox
)
\J1
\J
,'-
\Jr
c)
C:o
" ('
\IV
._' ,.J:
)'
---
~
-""'
---
-
-
-,
,-"
~ - - ~ ;-....... ~
-
~ ; - : ; A V .. ~ ,j'... r-,.\. 'J/., .:.iA ' li; : /1-
:J', )l :..,
~
"
:A lA .f 't. 1,e1 f,'l' I\.
~ ~ . n II
'.
(.
.d \l
,,( ;..
l
",'(
j,.(
,
.."\.
----------. ~ ~ - '" "
v
Das könnte Ihnen auch gefallen
- Física Moderna - Caruso e Oguri PDFDokument592 SeitenFísica Moderna - Caruso e Oguri PDFGabriela PaivaNoch keine Bewertungen
- Manual de Sevico Agrale 16.5Dokument92 SeitenManual de Sevico Agrale 16.5zago150% (10)
- GRAMATICA COGNITIVA - Fundamentos CriticosDokument248 SeitenGRAMATICA COGNITIVA - Fundamentos CriticosDari Ral MaidNoch keine Bewertungen
- Teste WasiDokument43 SeitenTeste WasiMrGledsonbf100% (2)
- Manual Do VW Fusca 84-86Dokument59 SeitenManual Do VW Fusca 84-86fast_jackNoch keine Bewertungen
- LYOM John Algumas Escolas e Movimentos ModernosDokument6 SeitenLYOM John Algumas Escolas e Movimentos Modernosinfanticida6660% (1)
- Gestão de Segurança EmpresarialDokument193 SeitenGestão de Segurança EmpresarialFabio R. BarreiraNoch keine Bewertungen
- Apostila Curso de Drone V3.0Dokument91 SeitenApostila Curso de Drone V3.0Principe OicramNoch keine Bewertungen
- Meu Livro Da Tabuada - AlunoDokument206 SeitenMeu Livro Da Tabuada - Alunolperini100% (3)
- 06 - Tectônica GlobalDokument16 Seiten06 - Tectônica GlobalMarcus CândidoNoch keine Bewertungen
- Anthony Giddens - o Mundo Na Era Da GlobalizaçãoDokument48 SeitenAnthony Giddens - o Mundo Na Era Da Globalizaçãoisabelrochinha100% (1)
- Projeto Da Praça, Alex Sun PDFDokument287 SeitenProjeto Da Praça, Alex Sun PDFUlyPulga100% (9)
- Antoine Compagnon - Os Cinco Paradoxos Da ModernidadeDokument66 SeitenAntoine Compagnon - Os Cinco Paradoxos Da ModernidadegabrielagmeNoch keine Bewertungen
- Apostila Arquitetura - A Praça e o Traçado Da Cidade PDFDokument127 SeitenApostila Arquitetura - A Praça e o Traçado Da Cidade PDFArquiteto IndependenteNoch keine Bewertungen
- 10 - Rios e Processos AluviaisDokument24 Seiten10 - Rios e Processos AluviaisMarcus CândidoNoch keine Bewertungen
- Catalogo Enfil Tratamento de Agua e EfluentesDokument24 SeitenCatalogo Enfil Tratamento de Agua e EfluentesMauricio LamenzaNoch keine Bewertungen
- Silva Franklin Leopoldo e Descartes A Metafisica Da Modernidade PDFDokument67 SeitenSilva Franklin Leopoldo e Descartes A Metafisica Da Modernidade PDFAntonio Janunzi NetoNoch keine Bewertungen
- Decifrando A Terra - Cap 9 - Sedimentos e Processos SedimentaresDokument24 SeitenDecifrando A Terra - Cap 9 - Sedimentos e Processos Sedimentaresslemos100% (1)
- O Odio A Democracia Jacques RanciereDokument145 SeitenO Odio A Democracia Jacques RanciereGuillermo StämpfliNoch keine Bewertungen
- Astm C-1185Dokument9 SeitenAstm C-1185Anonymous 8ymi3aDSTNoch keine Bewertungen
- Gestalt Do ObjetoDokument94 SeitenGestalt Do ObjetoRamon SenaNoch keine Bewertungen
- Split - História Do Pensamento Econômico - Hunt & ShermanDokument244 SeitenSplit - História Do Pensamento Econômico - Hunt & ShermanYuri Avanci Laguardia100% (2)
- A Psicose Ordinária - A Convenção de AntibesDokument398 SeitenA Psicose Ordinária - A Convenção de AntibesThiago StainthorpeNoch keine Bewertungen
- Livro Fisica ExpDokument158 SeitenLivro Fisica ExpVasco SilvaNoch keine Bewertungen
- Livro - A Regra e o Modelo - Francoise ChoayDokument159 SeitenLivro - A Regra e o Modelo - Francoise ChoaySidnei Sérgio EspósitoNoch keine Bewertungen
- Alfonsin - OUCs Como Instrumento de CaptaçãoDokument11 SeitenAlfonsin - OUCs Como Instrumento de CaptaçãoPaulo FerreiraNoch keine Bewertungen
- Fdocumentos - Tips Vygotsky Luria Leontiev Linguagem Desenvolvimento AprendizagemDokument115 SeitenFdocumentos - Tips Vygotsky Luria Leontiev Linguagem Desenvolvimento AprendizagemAdri VeygaNoch keine Bewertungen
- A Memória, A História, o Esquecimento - Paul Ricoeur Paul Ricœur - 2007 - Editora Da UNICAMP - 9788526807778 - Anna's ArchiveDokument534 SeitenA Memória, A História, o Esquecimento - Paul Ricoeur Paul Ricœur - 2007 - Editora Da UNICAMP - 9788526807778 - Anna's ArchiveRaphael Torres BrigeiroNoch keine Bewertungen
- Revista Finestra - Varandas ContemporâneasDokument7 SeitenRevista Finestra - Varandas ContemporâneasFarkasvölgyi Arquitetos AssociadosNoch keine Bewertungen
- UntitledDokument592 SeitenUntitledVeve'h SantosNoch keine Bewertungen
- Decreto 7247 Leôncio de Carvalho - 1879Dokument22 SeitenDecreto 7247 Leôncio de Carvalho - 1879professormarcelo09Noch keine Bewertungen
- Revista Projeto - Escritório Parque UsiminasDokument6 SeitenRevista Projeto - Escritório Parque UsiminasFarkasvölgyi Arquitetos Associados100% (1)
- Colleccao Leis 1871 Parte1Dokument220 SeitenColleccao Leis 1871 Parte1Daniel AlcanizNoch keine Bewertungen
- Estrutura 01Dokument68 SeitenEstrutura 01fabioriemannNoch keine Bewertungen
- Alexandre Serra Barreto - Modelos de Regressão - Teoria e Aplicações Com o Programa Estatístico R-Editora Do Autor (2011)Dokument173 SeitenAlexandre Serra Barreto - Modelos de Regressão - Teoria e Aplicações Com o Programa Estatístico R-Editora Do Autor (2011)EDFRAM RODRIGUES PEREIRANoch keine Bewertungen
- Livro de Receitas Pingo Doce - Estações Do AnoDokument51 SeitenLivro de Receitas Pingo Doce - Estações Do AnoCozinhaMinutoNoch keine Bewertungen
- Diario Do Congresso Nacional 1959Dokument30 SeitenDiario Do Congresso Nacional 1959Javier Miguel Gamez VizcainoNoch keine Bewertungen
- Estetica GingaDokument152 SeitenEstetica GingaShayda CazaubonNoch keine Bewertungen
- Lehninger - 3 EdDokument1.009 SeitenLehninger - 3 EdCaio Hideki JakeNoch keine Bewertungen
- Do A Terra - Cap 1 - o Planeta e Suas OrigensDokument26 SeitenDo A Terra - Cap 1 - o Planeta e Suas Origensthais_barros100% (1)
- CAMARGO, Cap 3 Os Mestres Da ArteDokument41 SeitenCAMARGO, Cap 3 Os Mestres Da ArteRoberto Severo BastosNoch keine Bewertungen
- Ribeiro Ribeiro 1957 Arte Plumaria OCRDokument83 SeitenRibeiro Ribeiro 1957 Arte Plumaria OCRRudinei FreitasNoch keine Bewertungen
- NEVES, Marcelo. A Constitucionalização Simbólica. 3 Ed. 2011Dokument143 SeitenNEVES, Marcelo. A Constitucionalização Simbólica. 3 Ed. 2011Bernardo Prata MeloNoch keine Bewertungen
- Carta de Lei 10 de Novembro de 1772Dokument3 SeitenCarta de Lei 10 de Novembro de 1772Juarez AnjosNoch keine Bewertungen
- A Era Da Iconofagia - Ensaios de Comunicação e Cultura - Norval Baitello JDokument8 SeitenA Era Da Iconofagia - Ensaios de Comunicação e Cultura - Norval Baitello JCamila Mont'AlverneNoch keine Bewertungen
- Trajano - Arithmetica Elementar IlustradaDokument138 SeitenTrajano - Arithmetica Elementar IlustradaJosé Caetano dos SantosNoch keine Bewertungen
- Implementação da Manutenção Proativa em Sistemas Hidráulicos de AeronavesVon EverandImplementação da Manutenção Proativa em Sistemas Hidráulicos de AeronavesNoch keine Bewertungen
- Potenciometria: aspectos teóricos e práticosVon EverandPotenciometria: aspectos teóricos e práticosNoch keine Bewertungen
- Técnicas Para o Aproveitamento de Níquel, Cromo e Outros Metais em Resíduos IndustriaisVon EverandTécnicas Para o Aproveitamento de Níquel, Cromo e Outros Metais em Resíduos IndustriaisNoch keine Bewertungen
- 7 Curso Impressao 3d Como Avaliar Projeto e OrcarDokument21 Seiten7 Curso Impressao 3d Como Avaliar Projeto e OrcarRamon AraujoNoch keine Bewertungen
- 5 Curso Impressao 3d Qualidade e DimensionamentoDokument30 Seiten5 Curso Impressao 3d Qualidade e DimensionamentoRamon AraujoNoch keine Bewertungen
- 2 Curso Impressao 3d Modelagem para Impressao e Boas FerramentasDokument23 Seiten2 Curso Impressao 3d Modelagem para Impressao e Boas FerramentasRamon AraujoNoch keine Bewertungen
- 3 Curso Impressao 3d Tipos de TecnologiasDokument46 Seiten3 Curso Impressao 3d Tipos de TecnologiasRamon Araujo100% (1)
- 1 Curso Impressao 3d Definicoes e Como FuncionaDokument19 Seiten1 Curso Impressao 3d Definicoes e Como FuncionaRamon AraujoNoch keine Bewertungen
- 4 Curso Impressao 3d Gerando Arquivo para Impressao 3dDokument14 Seiten4 Curso Impressao 3d Gerando Arquivo para Impressao 3dRamon AraujoNoch keine Bewertungen
- Putacao - P7 2 GabaritoDokument2 SeitenPutacao - P7 2 GabaritoRamon AraujoNoch keine Bewertungen
- 1 Curso Impressao 3d Definicoes e Como FuncionaDokument19 Seiten1 Curso Impressao 3d Definicoes e Como FuncionaRamon AraujoNoch keine Bewertungen
- 6 Curso Impressao 3d Como Lidar Projetos GrandesDokument17 Seiten6 Curso Impressao 3d Como Lidar Projetos GrandesRamon AraujoNoch keine Bewertungen
- 1 - Impressoras 3D - Conceitos e AplicaçõesDokument20 Seiten1 - Impressoras 3D - Conceitos e AplicaçõesRamon AraujoNoch keine Bewertungen
- EDU-HANDBOOK-TEXT-v3 (Hippo PT Final)Dokument146 SeitenEDU-HANDBOOK-TEXT-v3 (Hippo PT Final)Ramon AraujoNoch keine Bewertungen
- Metalurgia de SoldagemDokument209 SeitenMetalurgia de SoldagemJames PhillipsNoch keine Bewertungen
- 2 Curso Impressao 3d Modelagem para Impressao e Boas FerramentasDokument23 Seiten2 Curso Impressao 3d Modelagem para Impressao e Boas FerramentasRamon AraujoNoch keine Bewertungen
- Putacao - P3 2 GabaritoDokument2 SeitenPutacao - P3 2 GabaritoRamon AraujoNoch keine Bewertungen
- Como Determinar Os Custos Da Soldagem 07-Jun-2018 11-30-49 PDFDokument78 SeitenComo Determinar Os Custos Da Soldagem 07-Jun-2018 11-30-49 PDFRamon AraujoNoch keine Bewertungen
- Putacao - P6 2 GabaritoDokument2 SeitenPutacao - P6 2 GabaritoRamon AraujoNoch keine Bewertungen
- Putacao - P4 2 GabaritoDokument2 SeitenPutacao - P4 2 GabaritoRamon AraujoNoch keine Bewertungen
- Teste - Atividade para Avaliação - Semana 4Dokument4 SeitenTeste - Atividade para Avaliação - Semana 4Ramon AraujoNoch keine Bewertungen
- 1 D Verdadeiro - Eng. Prod - Avaliação - Semana 3Dokument3 Seiten1 D Verdadeiro - Eng. Prod - Avaliação - Semana 3Ramon AraujoNoch keine Bewertungen
- Semana 4 Ramon Da Silva AraujoDokument9 SeitenSemana 4 Ramon Da Silva AraujoRamon AraujoNoch keine Bewertungen
- Como Determinar Os Custos Da SoldagemDokument78 SeitenComo Determinar Os Custos Da SoldagemRamon AraujoNoch keine Bewertungen
- ALIMENTOS - Toxicologia 8Dokument34 SeitenALIMENTOS - Toxicologia 8Ramon AraujoNoch keine Bewertungen
- Catálogo Consumíveis SandivikDokument6 SeitenCatálogo Consumíveis SandivikRamon AraujoNoch keine Bewertungen
- Semana 6 - Introdução A EngenhariaDokument2 SeitenSemana 6 - Introdução A EngenhariaRamon AraujoNoch keine Bewertungen
- Como Determinar Os Custos Da Soldagem 07-Jun-2018 11-30-49 PDFDokument78 SeitenComo Determinar Os Custos Da Soldagem 07-Jun-2018 11-30-49 PDFRamon AraujoNoch keine Bewertungen
- Estudo TensõesDokument49 SeitenEstudo TensõesRamon AraujoNoch keine Bewertungen
- Cat Helimax Internet 2013 Cat TecnicoDokument74 SeitenCat Helimax Internet 2013 Cat TecnicorenanheckNoch keine Bewertungen
- Estruturas Metalicas Notas de AulaDokument71 SeitenEstruturas Metalicas Notas de AulaEder1000100% (3)
- AtritoDokument4 SeitenAtritoRamon AraujoNoch keine Bewertungen
- DesgasteDokument9 SeitenDesgasteRamon AraujoNoch keine Bewertungen
- Acervo PFCGDokument575 SeitenAcervo PFCGtziporahbatyohananNoch keine Bewertungen
- Teste PeregrinaçãoDokument2 SeitenTeste PeregrinaçãoCristina MatiasNoch keine Bewertungen
- Resfriamento Com Oleo MineralDokument5 SeitenResfriamento Com Oleo MineralWeberton KaicNoch keine Bewertungen
- Benefícios Da Prática Do VoleibolDokument5 SeitenBenefícios Da Prática Do VoleibolEDSON MATEUS INACIONoch keine Bewertungen
- Filosofia Da Educação ModernaDokument12 SeitenFilosofia Da Educação Modernarsgon81Noch keine Bewertungen
- Livro OncologiaDokument112 SeitenLivro OncologiaDanielNoch keine Bewertungen
- Dia 01 - 21 Dias Com Espelho - Louise HayDokument6 SeitenDia 01 - 21 Dias Com Espelho - Louise HayMatheus Honorio100% (1)
- Cachorro Pastor AlemãoDokument26 SeitenCachorro Pastor AlemãoCheiro LeiteNoch keine Bewertungen
- Blue MerleDokument4 SeitenBlue MerleGisele PassosNoch keine Bewertungen
- A Inteligencia Coletiva Por Uma Antropologia Do Cyberespao Pierre LeviDokument292 SeitenA Inteligencia Coletiva Por Uma Antropologia Do Cyberespao Pierre LeviFabricio Eu100% (1)
- Brugmansia Arborea, Datura StramoniumDokument6 SeitenBrugmansia Arborea, Datura StramoniumminhapicaNoch keine Bewertungen
- Bomba D'água Injetora Mbi-1 I1-15 1.0 CV Schneider Mono - Parcelamento Sem JurosDokument4 SeitenBomba D'água Injetora Mbi-1 I1-15 1.0 CV Schneider Mono - Parcelamento Sem JurosAugusto Carlos MiamboNoch keine Bewertungen
- Pré-Relatório - 001Dokument3 SeitenPré-Relatório - 001Emanuel AmaralNoch keine Bewertungen
- CBV Retiro Espirtrual Catequistas e Adoracao Vs Catequista Bruno VelascoDokument9 SeitenCBV Retiro Espirtrual Catequistas e Adoracao Vs Catequista Bruno Velascojurandi2011100% (1)
- Sensual SegnificadoDokument2 SeitenSensual SegnificadoDomingos Da Costa CostaNoch keine Bewertungen
- Posicionamento de Réplicas em Redes de Distribuição de ConteúdosDokument12 SeitenPosicionamento de Réplicas em Redes de Distribuição de Conteúdosubiratam123Noch keine Bewertungen
- Semiologia Do Sistema Digestório - LivroDokument15 SeitenSemiologia Do Sistema Digestório - LivroVictoria GarciaNoch keine Bewertungen
- 3ºano Eletrostática 1Dokument27 Seiten3ºano Eletrostática 1Maria ClaraNoch keine Bewertungen
- Secretaria de Educação - 22.03.2019Dokument316 SeitenSecretaria de Educação - 22.03.2019Hercules NegreirosNoch keine Bewertungen
- ESTEVES, Alan Da Silva. Gerenciamento de Riscos de Processo em Plantas de Petroquímicos Básicos-Uma Proposta de Metodologia Estruturada. Mestrado em Sistema de Gestão) - Universida PDFDokument403 SeitenESTEVES, Alan Da Silva. Gerenciamento de Riscos de Processo em Plantas de Petroquímicos Básicos-Uma Proposta de Metodologia Estruturada. Mestrado em Sistema de Gestão) - Universida PDFAender FerreiraNoch keine Bewertungen
- Banco de Dados GeograficosDokument507 SeitenBanco de Dados GeograficosDinei ManjiNoch keine Bewertungen
- Relatório GRS Acari-RnDokument32 SeitenRelatório GRS Acari-RnRANIERE RYAN DE JESUS PEREIRA100% (1)
- Sistema Metrico2Dokument5 SeitenSistema Metrico2Benvindo Sebastiao Antonio100% (1)
- A Retórica Da Alegria, Frei Bento Domingues, Público 200912Dokument2 SeitenA Retórica Da Alegria, Frei Bento Domingues, Público 200912josearmandopinhoNoch keine Bewertungen
- Docência I - Com GabaritoDokument20 SeitenDocência I - Com GabaritomelwelleNoch keine Bewertungen
- Curso para Pregadores LeigosDokument20 SeitenCurso para Pregadores LeigosThais IllianoNoch keine Bewertungen
- 04b Apostila de Psicomotricidade ApostilaDokument45 Seiten04b Apostila de Psicomotricidade ApostilaDebora LopesNoch keine Bewertungen