Das könnte Ihnen auch gefallen
- Lessons in Electricity Volume III SemiconductorsDokument489 SeitenLessons in Electricity Volume III Semiconductorsvozoscribd100% (1)
- PLC Handbook - FinaleDokument85 SeitenPLC Handbook - FinalesaravanaNoch keine Bewertungen
- Complete Wiring Manual EatonDokument659 SeitenComplete Wiring Manual EatonvozoscribdNoch keine Bewertungen
- Basics of Digital Multi MetersDokument25 SeitenBasics of Digital Multi MetersHugh Geerection100% (1)
- Residential WiringDokument84 SeitenResidential WiringJunior CruzNoch keine Bewertungen
- Ac Motors EbookDokument74 SeitenAc Motors EbookHammad MalikNoch keine Bewertungen
- Programmable Logic ControllerDokument214 SeitenProgrammable Logic ControllerImran Aslam67% (3)
- Practical Guide To PLCsDokument60 SeitenPractical Guide To PLCsvozoscribdNoch keine Bewertungen
- Semiconductor DevicesDokument524 SeitenSemiconductor Devicesapuinwork100% (1)
- Guidelines To Electrical Wiring Around Your HomeDokument38 SeitenGuidelines To Electrical Wiring Around Your HomevozoscribdNoch keine Bewertungen
- Parques eólicos-ABB-Vol.13Dokument136 SeitenParques eólicos-ABB-Vol.13Afonso FreitasNoch keine Bewertungen
- IEC 61850 Standard Application Examples of Substation Automation PDFDokument48 SeitenIEC 61850 Standard Application Examples of Substation Automation PDFvozoscribdNoch keine Bewertungen
- Motor ClasstyDokument128 SeitenMotor Classtywatep_08Noch keine Bewertungen
- Electrical PackageDokument260 SeitenElectrical Packageazmat_86Noch keine Bewertungen
- Data Manipulation and Transfer of ControlDokument35 SeitenData Manipulation and Transfer of ControlvozoscribdNoch keine Bewertungen
- Electric Motors Reference GuideDokument166 SeitenElectric Motors Reference GuideHemendra Jani100% (1)
- Course in Electrical Machines and SystemsDokument85 SeitenCourse in Electrical Machines and SystemsvozoscribdNoch keine Bewertungen
- Ei Nvq2 Ch06Dokument32 SeitenEi Nvq2 Ch06Nihar RoyNoch keine Bewertungen
- 100 IC CircuitsDokument60 Seiten100 IC CircuitsGicu CapatinaNoch keine Bewertungen
- Electrical Installations On Construction SitesDokument36 SeitenElectrical Installations On Construction SitesvozoscribdNoch keine Bewertungen
- AllenBradley ScadaSystemGuideDokument310 SeitenAllenBradley ScadaSystemGuideNguyen Chien100% (1)
- 200 Circuitos A Transistores PDFDokument115 Seiten200 Circuitos A Transistores PDFElvio Pereyra100% (1)
- Microprocessor ArchitectureDokument26 SeitenMicroprocessor ArchitecturevozoscribdNoch keine Bewertungen
- 50 555circuits PDFDokument152 Seiten50 555circuits PDFleonelartesano2Noch keine Bewertungen
- CIROS Studio Product Information enDokument14 SeitenCIROS Studio Product Information envozoscribdNoch keine Bewertungen
- TI Analog HandbookDokument101 SeitenTI Analog HandbookJenory DenemyNoch keine Bewertungen
- MTS TopMill TopTurnDokument4 SeitenMTS TopMill TopTurnvozoscribdNoch keine Bewertungen
- 70 Interesting CircuitsDokument21 Seiten70 Interesting CircuitsHasitha Suneth100% (4)
- MTS TopMill - TopTurn PDFDokument4 SeitenMTS TopMill - TopTurn PDFvozoscribdNoch keine Bewertungen
- 50 Best Tools.1Dokument35 Seiten50 Best Tools.1Ian Foreman100% (20)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Vol III - Forms and Price Schedules-AdjustedDokument72 SeitenVol III - Forms and Price Schedules-AdjustedAbdulrahman Saba AyonNoch keine Bewertungen
- 3-Variable Process Control Training System - Hands-On Industrial SkillsDokument4 Seiten3-Variable Process Control Training System - Hands-On Industrial SkillseugeneNoch keine Bewertungen
- Introductory Hand Book For 1600HP AC-AC Demu For Loco Pilots - FINALDokument68 SeitenIntroductory Hand Book For 1600HP AC-AC Demu For Loco Pilots - FINALDinesh MehtaNoch keine Bewertungen
- Service Brake Wear TestDokument14 SeitenService Brake Wear TestsatyaNoch keine Bewertungen
- Installation Manual EM-103: I. Accessory Parts II. Installation ProceduresDokument2 SeitenInstallation Manual EM-103: I. Accessory Parts II. Installation ProceduresАндрей КрупкинNoch keine Bewertungen
- Tools CatalogueDokument112 SeitenTools Cataloguetalha0703097Noch keine Bewertungen
- Eee-233 R1Dokument14 SeitenEee-233 R1ArifNoch keine Bewertungen
- ATTOMDokument2 SeitenATTOMWendyNoch keine Bewertungen
- Walrus hq800 Water Pressure PumpDokument2 SeitenWalrus hq800 Water Pressure PumpDenata Machmud SugandhiNoch keine Bewertungen
- Tajima TFGN 2007.06Dokument79 SeitenTajima TFGN 2007.06alsubhantraders937Noch keine Bewertungen
- Electronic Ballast Fundamentals: Dr. Bryan M.H. Pong Hong Kong UniversityDokument23 SeitenElectronic Ballast Fundamentals: Dr. Bryan M.H. Pong Hong Kong UniversityoneratoNoch keine Bewertungen
- Y22-007 Straight Centrifugal Fan CatalogDokument4 SeitenY22-007 Straight Centrifugal Fan CatalogdennyNoch keine Bewertungen
- 30ka Iom 6-2-19Dokument59 Seiten30ka Iom 6-2-19Athikom Ton Kongsup100% (1)
- 03 Rig InstrumentationDokument34 Seiten03 Rig InstrumentationArkhatTompakovNoch keine Bewertungen
- 010 Pre-Job Safety Checklist (Rivision 2) - UPDATEDDokument1 Seite010 Pre-Job Safety Checklist (Rivision 2) - UPDATEDLijo John100% (1)
- Satronic BoxDokument6 SeitenSatronic BoxbethmongNoch keine Bewertungen
- Amplificador de Flama Honeywell R7849Dokument8 SeitenAmplificador de Flama Honeywell R7849Tun Tun KleemannNoch keine Bewertungen
- RPT 30Dokument43 SeitenRPT 30Nelson SaenzNoch keine Bewertungen
- Canon Mvx250i Mvx200i e SMDokument259 SeitenCanon Mvx250i Mvx200i e SMfranzysNoch keine Bewertungen
- A330-200 NavigationDokument16 SeitenA330-200 NavigationTarik BenzinebNoch keine Bewertungen
- 150.75 NM2 YdajDokument100 Seiten150.75 NM2 YdajMohammed SafiuddinNoch keine Bewertungen
- Nova Occupational LensDokument26 SeitenNova Occupational LensashishNoch keine Bewertungen
- Manual FM-200 PDFDokument213 SeitenManual FM-200 PDFGabriel RuizNoch keine Bewertungen
- CONTROLS A4 en Load Bearing Buyer's Guide April 2021 REV2Dokument19 SeitenCONTROLS A4 en Load Bearing Buyer's Guide April 2021 REV2carlos riveraNoch keine Bewertungen
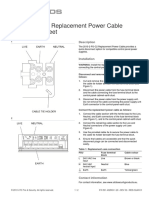
- 501-402803-1-20 (EN) R02 2010-2-PS-C2 Replacement Power Cable Installation SheetDokument2 Seiten501-402803-1-20 (EN) R02 2010-2-PS-C2 Replacement Power Cable Installation SheetDanNoch keine Bewertungen
- Balanza Mettler P1200Dokument23 SeitenBalanza Mettler P1200Sergio LópezNoch keine Bewertungen
- Manual VIF Ing DAMODokument2 SeitenManual VIF Ing DAMOAhmed SalamaNoch keine Bewertungen
- Fuel PumpDokument32 SeitenFuel PumpAndres Colina Carico100% (1)
- 08031-1 (Special Tools For HL 300 - Complete Set)Dokument1 Seite08031-1 (Special Tools For HL 300 - Complete Set)rolandNoch keine Bewertungen
- Mi Bluetooth Speaker enDokument1 SeiteMi Bluetooth Speaker enWeronika DeNoch keine Bewertungen