Das könnte Ihnen auch gefallen
- Catalog For Bearing DesignDokument70 SeitenCatalog For Bearing DesignHameer ReddyNoch keine Bewertungen
- D. All of The AboveDokument3 SeitenD. All of The AboveramarajanenggNoch keine Bewertungen
- Payment Acknowledgment - 180604092233Dokument1 SeitePayment Acknowledgment - 180604092233Mani Rathinam RajamaniNoch keine Bewertungen
- M.SC Result 2017Dokument1 SeiteM.SC Result 2017Mani Rathinam RajamaniNoch keine Bewertungen
- Computer Aided Process Planning Techniques: Mani Rathinam Rajamani PHD RoadmapDokument6 SeitenComputer Aided Process Planning Techniques: Mani Rathinam Rajamani PHD RoadmapMani Rathinam RajamaniNoch keine Bewertungen
- TL 9000 Quality Management System Measurements Handbook NPR ExamplesDokument7 SeitenTL 9000 Quality Management System Measurements Handbook NPR ExamplesMani Rathinam RajamaniNoch keine Bewertungen
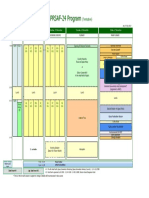
- ProgramDokument1 SeiteProgramMani Rathinam RajamaniNoch keine Bewertungen
- Product, Process, and Problem Analysis Quality SystemDokument25 SeitenProduct, Process, and Problem Analysis Quality SystemMani Rathinam RajamaniNoch keine Bewertungen
- List of Certifications DiscontinuedDokument30 SeitenList of Certifications DiscontinuedMani Rathinam RajamaniNoch keine Bewertungen
- Leave PlanDokument2 SeitenLeave PlanMani Rathinam RajamaniNoch keine Bewertungen
- Join The Big Family. Sign Up Is Open For The Time Being... Join Us!!!!Dokument1 SeiteJoin The Big Family. Sign Up Is Open For The Time Being... Join Us!!!!Mani Rathinam RajamaniNoch keine Bewertungen
- AS9100 Certification StatusDokument192 SeitenAS9100 Certification StatusMani Rathinam RajamaniNoch keine Bewertungen
- LSS Mani Rathinam RajamaniDokument2 SeitenLSS Mani Rathinam RajamaniMani Rathinam RajamaniNoch keine Bewertungen
- Flight 1 Mon, Mar 4: Cathay PacificDokument6 SeitenFlight 1 Mon, Mar 4: Cathay PacificMani Rathinam RajamaniNoch keine Bewertungen
- VSM TemplateDokument7 SeitenVSM TemplateMani Rathinam RajamaniNoch keine Bewertungen
- Learning Plan Dec 2017-Apr 2018Dokument5 SeitenLearning Plan Dec 2017-Apr 2018Mani Rathinam RajamaniNoch keine Bewertungen
- Month Wise NC TrendDokument2 SeitenMonth Wise NC TrendMani Rathinam RajamaniNoch keine Bewertungen
- Minitab Print Window PDFDokument1 SeiteMinitab Print Window PDFMani Rathinam RajamaniNoch keine Bewertungen
- Mani Rathinam Rajamani: Certificate of CompletionDokument1 SeiteMani Rathinam Rajamani: Certificate of CompletionMani Rathinam RajamaniNoch keine Bewertungen
- 3x5 Why Worksheet For SuppliersDokument1 Seite3x5 Why Worksheet For SuppliersMani Rathinam RajamaniNoch keine Bewertungen
- Letter of ParticipationDokument1 SeiteLetter of ParticipationMani Rathinam RajamaniNoch keine Bewertungen
- Matecconf Imanee2018 08013Dokument6 SeitenMatecconf Imanee2018 08013Mani Rathinam RajamaniNoch keine Bewertungen
- Fod Compliance & Findings - Bay 1Dokument2 SeitenFod Compliance & Findings - Bay 1Mani Rathinam RajamaniNoch keine Bewertungen
- Standards Made Available Free of Cost To Combat COVID-19Dokument4 SeitenStandards Made Available Free of Cost To Combat COVID-19Mani Rathinam RajamaniNoch keine Bewertungen
- BCB 201 (IB) - Mar 2019 PDFDokument38 SeitenBCB 201 (IB) - Mar 2019 PDFMani Rathinam RajamaniNoch keine Bewertungen
- Mani Rathinam Rajamani: Certificate of CompletionDokument1 SeiteMani Rathinam Rajamani: Certificate of CompletionMani Rathinam RajamaniNoch keine Bewertungen
- BCB 110 (IB) - NABCB Accreditation Criteria For IBs - Mar 2017 PDFDokument8 SeitenBCB 110 (IB) - NABCB Accreditation Criteria For IBs - Mar 2017 PDFMani Rathinam RajamaniNoch keine Bewertungen
- BCB 501 (O&G) - Competence Requirements For Inspection Bodies For Accreditation Against PNGRB Regulations PDFDokument10 SeitenBCB 501 (O&G) - Competence Requirements For Inspection Bodies For Accreditation Against PNGRB Regulations PDFMani Rathinam RajamaniNoch keine Bewertungen
- BCB 110 (IB) - NABCB Accreditation Criteria For IBs - Mar 2017 PDFDokument8 SeitenBCB 110 (IB) - NABCB Accreditation Criteria For IBs - Mar 2017 PDFMani Rathinam RajamaniNoch keine Bewertungen
- 09 - Chapter 3Dokument11 Seiten09 - Chapter 3Mani Rathinam RajamaniNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- MIS Question BankDokument3 SeitenMIS Question BankSubhadeepti GantiNoch keine Bewertungen
- Hajar Lecture 1 Introduction To Security ManagementDokument89 SeitenHajar Lecture 1 Introduction To Security ManagementGangadhar100% (2)
- Assesment of Study Habits of Grade 11 Students of HE ClassDokument2 SeitenAssesment of Study Habits of Grade 11 Students of HE ClassGino Dela Vega100% (1)
- ERM ChecklistDokument4 SeitenERM Checklistaqsa_munir100% (1)
- OGL360 Final Project - Phase 4Dokument77 SeitenOGL360 Final Project - Phase 4Cade SNoch keine Bewertungen
- Peer EvaluationDokument11 SeitenPeer Evaluationapi-296119798Noch keine Bewertungen
- Chapter 03 IHRMDokument25 SeitenChapter 03 IHRMnimeshvadhelNoch keine Bewertungen
- 1 The Nature and Importance of LeadershipDokument29 Seiten1 The Nature and Importance of LeadershipaleesameerNoch keine Bewertungen
- Sloan Miller ResumeDokument2 SeitenSloan Miller Resumeapi-337319133Noch keine Bewertungen
- The Quest For A General Theory of LeadershipDokument269 SeitenThe Quest For A General Theory of Leadershipextra1z100% (4)
- Different Types of Software Development ModelDokument17 SeitenDifferent Types of Software Development ModelRiantSoft123100% (1)
- Quality Assurance in Education PDFDokument13 SeitenQuality Assurance in Education PDFWaqas A. KhanNoch keine Bewertungen
- River Rafting PDFDokument2 SeitenRiver Rafting PDFPeryPrabowoNoch keine Bewertungen
- Succi, C., & Canovi, M. (2020)Dokument15 SeitenSucci, C., & Canovi, M. (2020)kellymeinhold327Noch keine Bewertungen
- Perancangan Sistem Informasi Logistik Dan Basis Data: ILI-3F3Dokument22 SeitenPerancangan Sistem Informasi Logistik Dan Basis Data: ILI-3F3PRAFAJAR SUKSESSANNO MUTTAQINNoch keine Bewertungen
- Principles of Management - Leading - : by Dr. Gopal Iyengar Director - KIAMSDokument34 SeitenPrinciples of Management - Leading - : by Dr. Gopal Iyengar Director - KIAMSAshfak ShaikhNoch keine Bewertungen
- Session 2 EthicsDokument20 SeitenSession 2 EthicsEL GADROUR EL MEHDINoch keine Bewertungen
- Assignment On Group DynamicsDokument4 SeitenAssignment On Group Dynamicssonu0208Noch keine Bewertungen
- Leadershift - Reinventing Leadership For The Age of Mass Collaboration PDFDokument209 SeitenLeadershift - Reinventing Leadership For The Age of Mass Collaboration PDFVipul KumarNoch keine Bewertungen
- Human Relations Revised Course OutlineDokument2 SeitenHuman Relations Revised Course OutlineJeselyn RequiomaNoch keine Bewertungen
- Principles of ManagementDokument19 SeitenPrinciples of Managementmehwishali72Noch keine Bewertungen
- Lesson Plan Let's Work It Out - Applying Conflict Resolution SkillsDokument11 SeitenLesson Plan Let's Work It Out - Applying Conflict Resolution SkillsPsiho LoguseNoch keine Bewertungen
- b2b - Cio List 1600Dokument228 Seitenb2b - Cio List 1600Ramesh100% (2)
- GM Tata SteelDokument32 SeitenGM Tata SteelAniket AutkarNoch keine Bewertungen
- A Final Report Submitted by The Effective Utility Management Steering Committee To The Collaborating OrganizationsDokument35 SeitenA Final Report Submitted by The Effective Utility Management Steering Committee To The Collaborating OrganizationsRadhakrishna MadabhushiNoch keine Bewertungen
- Automation Process QAACDokument23 SeitenAutomation Process QAACKannan SNoch keine Bewertungen
- AIESEC Way External Communication GuideDokument25 SeitenAIESEC Way External Communication GuideSneha BalaaNoch keine Bewertungen
- Unit 2 Interviewing ProjectDokument18 SeitenUnit 2 Interviewing Projectapi-561601258Noch keine Bewertungen
- HRD Notes DR C V KDokument19 SeitenHRD Notes DR C V KKanchana Krishna KaushikNoch keine Bewertungen
- Great Business Teams Guttman en 115841Dokument5 SeitenGreat Business Teams Guttman en 115841bagas wardanaNoch keine Bewertungen