Das könnte Ihnen auch gefallen
- Ball Mill OptimizationDokument82 SeitenBall Mill OptimizationRashek_119588% (16)
- Ball Mill - Operation, Inspection & OptimizationDokument38 SeitenBall Mill - Operation, Inspection & OptimizationMadang Wijaya100% (2)
- Process Train Ball MillDokument28 SeitenProcess Train Ball MillvvijaybhanNoch keine Bewertungen
- Grinding Course: Ball Charge Design MethodsDokument12 SeitenGrinding Course: Ball Charge Design MethodsVishnu Vardhan . C100% (12)
- Ball Mill Audit and OptimizationDokument82 SeitenBall Mill Audit and Optimizationanrulo100% (4)
- VP - 10 - Ball Cement Mill Monitoring, Inspection & EvaluationDokument41 SeitenVP - 10 - Ball Cement Mill Monitoring, Inspection & Evaluationrecai91% (11)
- OSepaseparator 1Dokument6 SeitenOSepaseparator 1Slobodan StrainovićNoch keine Bewertungen
- Kiln Process and Operation Training - TRR - NEWDokument97 SeitenKiln Process and Operation Training - TRR - NEWDIAGNE100% (4)
- Loesche Round Table VICAT PDFDokument20 SeitenLoesche Round Table VICAT PDFrecaiNoch keine Bewertungen
- Cement Cooler ProcessDokument57 SeitenCement Cooler Processniteshvtank100% (2)
- Day 1 - 5 - BALL Mill Internals - MBu PDFDokument80 SeitenDay 1 - 5 - BALL Mill Internals - MBu PDFTELEGBIASIA100% (3)
- Vega LinersDokument80 SeitenVega LinersAnonymous knICax100% (2)
- Mill Ventilation MeasurementDokument5 SeitenMill Ventilation MeasurementBùi Hắc HảiNoch keine Bewertungen
- Optimization of Vertical Raw Mill OperationDokument32 SeitenOptimization of Vertical Raw Mill OperationNael93% (40)
- Vertical Mill CalculationsDokument11 SeitenVertical Mill Calculationsrecai100% (6)
- Newly Developed 0-Sepa Air Separator Provides Sharp Particle ClassificationDokument7 SeitenNewly Developed 0-Sepa Air Separator Provides Sharp Particle ClassificationTomas Masquimillan Peñailillo100% (1)
- 03 Ball MillsDokument71 Seiten03 Ball Millsranaravikiran100% (5)
- Mill Testing Optimisation and TargetingDokument134 SeitenMill Testing Optimisation and TargetingArtemMirra90% (10)
- Vertical Roller Mill Operation and OptimizationDokument49 SeitenVertical Roller Mill Operation and OptimizationMKPashaPasha100% (4)
- Report On Cement MillDokument9 SeitenReport On Cement MillYounas Khan100% (1)
- Cement Chapter 4Dokument11 SeitenCement Chapter 4shani5573100% (2)
- Clinker FormationDokument120 SeitenClinker FormationDragos PlaesuNoch keine Bewertungen
- VRM Heat and Mass BalanceDokument1 SeiteVRM Heat and Mass BalanceRajeshRockNoch keine Bewertungen
- Cement Kiln Operation Hand BookDokument12 SeitenCement Kiln Operation Hand BookAmit Pandey100% (2)
- Ball Mill PresentationDokument34 SeitenBall Mill PresentationISLAM I. Fekry100% (18)
- Grinding and Classifying Technology For Slag: Replacement Factors DryingDokument6 SeitenGrinding and Classifying Technology For Slag: Replacement Factors DryingGerman Gabriel Anaya Vega100% (1)
- 11.30 DR Stefan Seemann, KHD Humboldt Wedag GMBHDokument15 Seiten11.30 DR Stefan Seemann, KHD Humboldt Wedag GMBHMohd AliNoch keine Bewertungen
- Final - (Stefan Tuberg) Fundamentals of Mill Operation and ControlDokument46 SeitenFinal - (Stefan Tuberg) Fundamentals of Mill Operation and ControlRaúl Marcelo Veloz100% (1)
- MPS Vertical Roller Mills for Slag GrindingDokument4 SeitenMPS Vertical Roller Mills for Slag Grindinglijosh_rexy1983Noch keine Bewertungen
- Ball Mill Checking (Compatibility Mode)Dokument33 SeitenBall Mill Checking (Compatibility Mode)Nael100% (9)
- Ball Mill Inspection FinDokument77 SeitenBall Mill Inspection FinTamer Fathy75% (4)
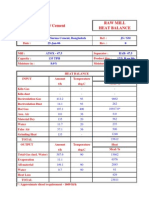
- Raw Mill Heat BalanceDokument1 SeiteRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- O-Sepa 750 enDokument29 SeitenO-Sepa 750 enEmanuel Widodo50% (2)
- Ball Mill CalculationsDokument12 SeitenBall Mill Calculationsvvijaybhan80% (15)
- Diagnostic Study For Cement Mill OptimizationDokument9 SeitenDiagnostic Study For Cement Mill OptimizationHilmy MuhammadNoch keine Bewertungen
- Multifuel Rotary Kiln Burner: Presented At: "1 Burner Day" 18 February 2004"Dokument38 SeitenMultifuel Rotary Kiln Burner: Presented At: "1 Burner Day" 18 February 2004"mustafNoch keine Bewertungen
- 07 VRM PregrinderDokument22 Seiten07 VRM PregrinderVishnu Vardhan . C100% (9)
- Clinker Coolers PDFDokument22 SeitenClinker Coolers PDFAhmed AwadNoch keine Bewertungen
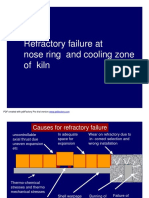
- Refractory failure at nose ring and cooling zoneDokument69 SeitenRefractory failure at nose ring and cooling zonezementhead100% (3)
- Process Guidelines for Cement Production OptimizationDokument20 SeitenProcess Guidelines for Cement Production OptimizationMKPashaPasha100% (4)
- Grinding Systems Operation Principles and Advances in Grinding SystemDokument58 SeitenGrinding Systems Operation Principles and Advances in Grinding SystemDinesh100% (3)
- Vertical Mill CalculationsDokument12 SeitenVertical Mill CalculationsAbhijeet Jhankal100% (1)
- VRM Operation and OptimizationDokument39 SeitenVRM Operation and OptimizationrecaiNoch keine Bewertungen
- All Cement Formulae PDFDokument163 SeitenAll Cement Formulae PDFGanapathy SubramaniamNoch keine Bewertungen
- 3 - Ball Mill GrindingDokument78 Seiten3 - Ball Mill GrindingMega Purnama Zainal91% (11)
- Finish Grinding by Roller PressDokument3 SeitenFinish Grinding by Roller PressManish Verma100% (3)
- Rotary Kilns: Transport Phenomena and Transport ProcessesVon EverandRotary Kilns: Transport Phenomena and Transport ProcessesBewertung: 4.5 von 5 Sternen4.5/5 (4)
- Advanced Pulverized Coal Injection Technology and Blast Furnace OperationVon EverandAdvanced Pulverized Coal Injection Technology and Blast Furnace OperationK. IshiiNoch keine Bewertungen
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasVon EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNoch keine Bewertungen
- Ball Mill Testing and OptimizationDokument29 SeitenBall Mill Testing and OptimizationdeepakNoch keine Bewertungen
- 04 MillingDokument21 Seiten04 MillingMKPashaPasha100% (1)
- Grooved Rubber Sole Plate SpecificationDokument30 SeitenGrooved Rubber Sole Plate Specificationgotosud100% (1)
- Factors Influencing The Grinding EfficiencyDokument27 SeitenFactors Influencing The Grinding Efficiencynoelbaba71100% (1)
- Lab Report On CBR Compaction TestDokument7 SeitenLab Report On CBR Compaction Testemmanuel biodunNoch keine Bewertungen
- Polycom Process-CalculationDokument42 SeitenPolycom Process-Calculationdarkcorsair100% (4)
- Size ReductionDokument12 SeitenSize ReductionJohn Paul RodriguezNoch keine Bewertungen
- 05 Excavators 3Dokument68 Seiten05 Excavators 3Mohammed FaizNoch keine Bewertungen
- Design Mix Calculation Grade 30NDokument6 SeitenDesign Mix Calculation Grade 30NikhwanNoch keine Bewertungen
- Ball Mill OptimizationDokument7 SeitenBall Mill OptimizationWael Fanous100% (1)
- University of Health Sciences, Lahore. MBBS Session 2020-2021Dokument3 SeitenUniversity of Health Sciences, Lahore. MBBS Session 2020-2021Shakil AhmadNoch keine Bewertungen
- ICR MG Brick Shelf Life Article PDFDokument4 SeitenICR MG Brick Shelf Life Article PDFMuhammadShoaibNoch keine Bewertungen
- Equity Trading PackagesDokument1 SeiteEquity Trading PackagesShakil AhmadNoch keine Bewertungen
- Dissertation, Final SubmissionDokument146 SeitenDissertation, Final SubmissionjenifferrayenNoch keine Bewertungen
- 3 Raw Milling and BlendingDokument6 Seiten3 Raw Milling and BlendingDianSwaraPiliangNoch keine Bewertungen
- Equity Trading PackagesDokument1 SeiteEquity Trading PackagesShakil AhmadNoch keine Bewertungen
- Super AsiaDokument2 SeitenSuper AsiaShakil AhmadNoch keine Bewertungen
- Taseer MustafaDokument1 SeiteTaseer MustafaShakil AhmadNoch keine Bewertungen
- Grinding Theory SentDokument27 SeitenGrinding Theory SentShakil AhmadNoch keine Bewertungen
- BangistanDokument1 SeiteBangistanShakil AhmadNoch keine Bewertungen
- AfridiDokument2 SeitenAfridiShakil AhmadNoch keine Bewertungen
- GRINDING MillDokument5 SeitenGRINDING MillShakil AhmadNoch keine Bewertungen
- Kiln RefractoryDokument23 SeitenKiln Refractorymahreza189100% (1)
- Cement Quality Enhancement With Multi Channel Burner in Kiln-DepartmentDokument10 SeitenCement Quality Enhancement With Multi Channel Burner in Kiln-DepartmentShakil AhmadNoch keine Bewertungen
- Pressure APMF 2007 PDFDokument275 SeitenPressure APMF 2007 PDFShakil AhmadNoch keine Bewertungen
- Underprocess PDFDokument12 SeitenUnderprocess PDFShakil AhmadNoch keine Bewertungen
- New Ball MillDokument23 SeitenNew Ball MillShakil AhmadNoch keine Bewertungen
- SKF RemeniceDokument91 SeitenSKF RemeniceSeherzada Kadric-RibicNoch keine Bewertungen
- World Cement Article August 2013-Data PDFDokument4 SeitenWorld Cement Article August 2013-Data PDFShakil AhmadNoch keine Bewertungen
- Kiln RefractoryDokument23 SeitenKiln Refractorymahreza189100% (1)
- Optimum efficiency range for separator performanceDokument3 SeitenOptimum efficiency range for separator performanceShakil AhmadNoch keine Bewertungen
- 1 Kiln ProcessDokument79 Seiten1 Kiln ProcessFedi ChennaouiNoch keine Bewertungen
- Technical Points Friction Torque LimitersDokument2 SeitenTechnical Points Friction Torque LimitersShakil AhmadNoch keine Bewertungen
- Clinker Formation PDFDokument120 SeitenClinker Formation PDFShakil AhmadNoch keine Bewertungen
- MSC Math 2nd RegDokument25 SeitenMSC Math 2nd RegShakil AhmadNoch keine Bewertungen
- Nox Sox ClinkerDokument21 SeitenNox Sox ClinkerShakil Ahmad100% (2)
- MSC Maths CourseOutlineDokument36 SeitenMSC Maths CourseOutlineShakil AhmadNoch keine Bewertungen
- B.S. Engineering Technology: EligibilityDokument2 SeitenB.S. Engineering Technology: EligibilityDhirendra Kumar SinghNoch keine Bewertungen
- BoilerDokument237 SeitenBoilerShakil AhmadNoch keine Bewertungen
- List of Job Specific Safety PPE Used On Site.Dokument2 SeitenList of Job Specific Safety PPE Used On Site.Aejaz MujawarNoch keine Bewertungen
- DC72D MK2 Genset Controller User Manual V1.5Dokument61 SeitenDC72D MK2 Genset Controller User Manual V1.5Cristobal AvecillaNoch keine Bewertungen
- ACCT 4410 Taxation Salaries tax (Part II) Key areasDokument40 SeitenACCT 4410 Taxation Salaries tax (Part II) Key areasElaine LingxNoch keine Bewertungen
- Anabolic Steroids Are Easily PurchasedDokument14 SeitenAnabolic Steroids Are Easily Purchasedfaqed ilzakira100% (2)
- Clean Room Laboratory ReportDokument6 SeitenClean Room Laboratory ReportHaider IftikarNoch keine Bewertungen
- Antox Pickling Paste MSDSDokument10 SeitenAntox Pickling Paste MSDSKrishna Vacha0% (1)
- Full Test 14 (Key) PDFDokument4 SeitenFull Test 14 (Key) PDFhoang lichNoch keine Bewertungen
- Environmental Clearance CertificateDokument4 SeitenEnvironmental Clearance CertificateAra Jane T. PiniliNoch keine Bewertungen
- Unit 1 Organic Questions Q1Dokument5 SeitenUnit 1 Organic Questions Q1Hadeel DossaNoch keine Bewertungen
- We Get Results!: Spring FlingDokument35 SeitenWe Get Results!: Spring FlingThe WorldNoch keine Bewertungen
- SF 9 - ES Learners Progress Report CardDokument3 SeitenSF 9 - ES Learners Progress Report Cardroxanne50% (2)
- Typhoid FeverDokument9 SeitenTyphoid FeverAli Al.JuffairiNoch keine Bewertungen
- AZIZ Ur RehmanDokument3 SeitenAZIZ Ur Rehmantop writerNoch keine Bewertungen
- Marital Rape in IndiaDokument8 SeitenMarital Rape in IndiaSHUBHANK SUMANNoch keine Bewertungen
- Types of Industrial DisputesDokument12 SeitenTypes of Industrial DisputesAntony MwangiNoch keine Bewertungen
- PreparationDokument2 SeitenPreparationmghaffarzadehNoch keine Bewertungen
- Test Bank For Leadership and Management in Nursing 4th Edition Mary Ellen Grohar MurrayDokument36 SeitenTest Bank For Leadership and Management in Nursing 4th Edition Mary Ellen Grohar Murraywitchingmazybs7k7100% (39)
- Litreature On Automatic Dipper Circuit For Vehicle-2Dokument10 SeitenLitreature On Automatic Dipper Circuit For Vehicle-2Rushikesh TajneNoch keine Bewertungen
- Comparative Analysis of Mineral Constituents of Ethanol Leaf and SeedDokument9 SeitenComparative Analysis of Mineral Constituents of Ethanol Leaf and SeedKIU PUBLICATION AND EXTENSIONNoch keine Bewertungen
- ABS and Air Conditioner Wiring DiagramDokument207 SeitenABS and Air Conditioner Wiring Diagramservice_00783% (30)
- 360 Joints PDFDokument9 Seiten360 Joints PDFelimz0100% (1)
- Lappasieugd - 01 12 2022 - 31 12 2022Dokument224 SeitenLappasieugd - 01 12 2022 - 31 12 2022Sri AriatiNoch keine Bewertungen
- Trilead bis(carbonate) dihydroxide identified as SVHC due to reproductive toxicityDokument7 SeitenTrilead bis(carbonate) dihydroxide identified as SVHC due to reproductive toxicityCekinNoch keine Bewertungen
- TN EpasssDokument2 SeitenTN EpasssStephenrajNoch keine Bewertungen
- Iesc101 PDFDokument13 SeitenIesc101 PDFBhaskar Sharma0% (1)
- DLL - Science 6 - Q2 - W1Dokument6 SeitenDLL - Science 6 - Q2 - W1AnatasukiNoch keine Bewertungen
- The Dukan Diet by Dr. Pierre Dukan - ExcerptDokument8 SeitenThe Dukan Diet by Dr. Pierre Dukan - ExcerptCrown Publishing Group15% (20)
- Performance Task MidTerm Second Sem. AY 2022 2023Dokument2 SeitenPerformance Task MidTerm Second Sem. AY 2022 2023KZpathryn Jemimench AleurevNoch keine Bewertungen
- Schematic 1280 - So Do Nokia 1 PDFDokument18 SeitenSchematic 1280 - So Do Nokia 1 PDFanh3saigon0% (1)
- 1 s2.0 S0016706105000467 MainDokument12 Seiten1 s2.0 S0016706105000467 MainLeonardo JaimesNoch keine Bewertungen