Das könnte Ihnen auch gefallen
- Astm A269Dokument5 SeitenAstm A269Jose M-hNoch keine Bewertungen
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryVon EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNoch keine Bewertungen
- D 2609 - 00 - Rdi2mdktukve PDFDokument5 SeitenD 2609 - 00 - Rdi2mdktukve PDFAndre CasteloNoch keine Bewertungen
- Stud Bolt Length For UploadDokument1 SeiteStud Bolt Length For UploadDan PastorNoch keine Bewertungen
- Hi Force CatalogDokument68 SeitenHi Force CatalogmjscarNoch keine Bewertungen
- Denison Hydraulics Proportional Pressure Control Valves: Series P2 & 4VP01Dokument12 SeitenDenison Hydraulics Proportional Pressure Control Valves: Series P2 & 4VP01abuzer1981Noch keine Bewertungen
- Oil SealsDokument42 SeitenOil SealsMehdi SoltaniNoch keine Bewertungen
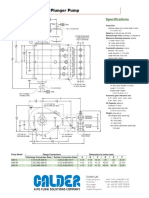
- 300Q-5 Quintuplex Plunger PumpDokument2 Seiten300Q-5 Quintuplex Plunger PumpJuanNoch keine Bewertungen
- Eaton Brass Products Master CatalogDokument166 SeitenEaton Brass Products Master CatalogMarvin Nta DgzNoch keine Bewertungen
- SolidWorks Property Tab Builder PDFDokument5 SeitenSolidWorks Property Tab Builder PDFCleyton L. AlvesNoch keine Bewertungen
- Metric Key & Keyway Dimensions Per ISO/R773 - Js9 Width ToleranceDokument2 SeitenMetric Key & Keyway Dimensions Per ISO/R773 - Js9 Width ToleranceImran Khan100% (1)
- 390F L Excavator GAYDokument2 Seiten390F L Excavator GAYisaac989Noch keine Bewertungen
- Pump UpgradeDokument2 SeitenPump Upgradepablopasqualini180% (1)
- 1026 FC FXX Duplex Power PumpDokument2 Seiten1026 FC FXX Duplex Power PumpJhon CastRoNoch keine Bewertungen
- Bobma Jedco - Omega F1000 W2250Dokument71 SeitenBobma Jedco - Omega F1000 W2250numonveNoch keine Bewertungen
- Aerospace Standard: Hose Assembly, Polytetrafluoroethylene, Metallic Reinforced, 3000 Psi, 400 °F, Heavyweight, HydraulicDokument5 SeitenAerospace Standard: Hose Assembly, Polytetrafluoroethylene, Metallic Reinforced, 3000 Psi, 400 °F, Heavyweight, HydraulicRangaNoch keine Bewertungen
- Toolbox Solidworks 2016Dokument53 SeitenToolbox Solidworks 2016brpnaidu2157Noch keine Bewertungen
- Serp3816-35 Vol I CdmasterDokument708 SeitenSerp3816-35 Vol I CdmasterJuan Felipe Garza GNoch keine Bewertungen
- SPE 124409 Formation and Removal of Hydrates Inside Wellhead ConnectorsDokument15 SeitenSPE 124409 Formation and Removal of Hydrates Inside Wellhead ConnectorsEnriCruzNoch keine Bewertungen
- DE1000 GBD LP Derick CentrifugeDokument4 SeitenDE1000 GBD LP Derick CentrifugePETROPATH FLUIDS INDIA PVT. LTD.Noch keine Bewertungen
- Ansi ABMA11Dokument23 SeitenAnsi ABMA11Andres Antonio Moreno CastroNoch keine Bewertungen
- MSS SP-114 SS 150# Pipe Fittings (Dimensions)Dokument12 SeitenMSS SP-114 SS 150# Pipe Fittings (Dimensions)Joel PoelNoch keine Bewertungen
- Rotary Positive Displacement Pumps, Ships Use: Standard Specification ForDokument8 SeitenRotary Positive Displacement Pumps, Ships Use: Standard Specification ForMelisa MackNoch keine Bewertungen
- SOUTHLAND PIPE, Steel Pipe General Data Size Chart, Steel Pipe Sales, NationwideDokument3 SeitenSOUTHLAND PIPE, Steel Pipe General Data Size Chart, Steel Pipe Sales, Nationwidea769Noch keine Bewertungen
- E04 Using Kalsi Seals in Washpipe AssembliesDokument17 SeitenE04 Using Kalsi Seals in Washpipe AssembliesSuresh Kumar MittapalliNoch keine Bewertungen
- 8510 1181TeflonBack UpRings PDFDokument23 Seiten8510 1181TeflonBack UpRings PDFAmir Hooshang Ghadymi MahaniNoch keine Bewertungen
- Surface Vehicle Standard: Rev. JUL86Dokument3 SeitenSurface Vehicle Standard: Rev. JUL86anupthatta100% (1)
- Witton Kramer CatDokument24 SeitenWitton Kramer CatashiyNoch keine Bewertungen
- Grades of Steel ChartDokument3 SeitenGrades of Steel ChartKimNoch keine Bewertungen
- Properties of Ss410Dokument5 SeitenProperties of Ss410gregkilatonNoch keine Bewertungen
- Industrial Gas Generator Illustrated Parts CatalogueDokument17 SeitenIndustrial Gas Generator Illustrated Parts CataloguejuanaNoch keine Bewertungen
- Sa 193&sa 193M PDFDokument18 SeitenSa 193&sa 193M PDFGabriel RodríguezNoch keine Bewertungen
- Grundfos Motor Book ENDokument250 SeitenGrundfos Motor Book ENdanmarNoch keine Bewertungen
- WANDFLUH - Contents Proportional Cartridge BrochureDokument187 SeitenWANDFLUH - Contents Proportional Cartridge BrochureEduardo Sanches SalesNoch keine Bewertungen
- How Stem Finish Affects Friction and FE With Graphite-Based Control Valve Packing PDFDokument22 SeitenHow Stem Finish Affects Friction and FE With Graphite-Based Control Valve Packing PDFAlexandreAguilarNoch keine Bewertungen
- Installmanual Cotta Arreglado PDFDokument20 SeitenInstallmanual Cotta Arreglado PDFCarlos Landeta GarciaNoch keine Bewertungen
- Vibration Mounts: Evolo® Series: Evolo® 633: Grade A-DDokument0 SeitenVibration Mounts: Evolo® Series: Evolo® 633: Grade A-Daleksandar_djordjicNoch keine Bewertungen
- Spool Valves and Hydraulic CircuitsDokument7 SeitenSpool Valves and Hydraulic CircuitsDINESHASHOKNoch keine Bewertungen
- Earth-Moving Machinery - Hydraulic Excavator and Backhoe Loader Boom-Lowering Control Device - Requirements and TestsDokument25 SeitenEarth-Moving Machinery - Hydraulic Excavator and Backhoe Loader Boom-Lowering Control Device - Requirements and TestsVictor MedinaNoch keine Bewertungen
- Alodine 6105Dokument3 SeitenAlodine 6105Sivalingam GovindarajanNoch keine Bewertungen
- Custom LiftersDokument17 SeitenCustom LiftersyogihardNoch keine Bewertungen
- Cross Reference Ro SteelsDokument17 SeitenCross Reference Ro SteelsJosé SilvérioNoch keine Bewertungen
- Angular Contact Ball Bearings - TCM - 12-121108Dokument62 SeitenAngular Contact Ball Bearings - TCM - 12-121108arunurs1Noch keine Bewertungen
- Military Handbook: Materials and Processes For Corrosion Prevention and Control in Aerospace Weapons SystemsDokument26 SeitenMilitary Handbook: Materials and Processes For Corrosion Prevention and Control in Aerospace Weapons Systemsalang126100% (1)
- 750-183 OM Boiler Mate June10Dokument51 Seiten750-183 OM Boiler Mate June10Bülent KabadayiNoch keine Bewertungen
- Flanges PDFDokument9 SeitenFlanges PDFDGG2010Noch keine Bewertungen
- Sucker Rod Failure Analysis Brochure V4 CompressedDokument24 SeitenSucker Rod Failure Analysis Brochure V4 CompressedKoray YilmazNoch keine Bewertungen
- NuFlo Liquid Turbine FlowmetersDokument6 SeitenNuFlo Liquid Turbine FlowmetersphostyNoch keine Bewertungen
- NAHAD Hydraulic Hose Assembly GuidelinesDokument65 SeitenNAHAD Hydraulic Hose Assembly GuidelinesLuhur BudiNoch keine Bewertungen
- ITT Gould PumpsDokument2 SeitenITT Gould PumpsBilly ZununNoch keine Bewertungen
- Jan Feb 2014Dokument52 SeitenJan Feb 2014cjp6124Noch keine Bewertungen
- Ball and Roller BearingsDokument105 SeitenBall and Roller Bearingssamurai7_77Noch keine Bewertungen
- Sae J1453 OrfsDokument7 SeitenSae J1453 Orfslink2u_007Noch keine Bewertungen
- Greaseless Bushing PDFDokument122 SeitenGreaseless Bushing PDFthavisiNoch keine Bewertungen
- Fatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965Von EverandFatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965E. GassnerNoch keine Bewertungen
- WS Electrolysis of Aluminium Oxide Fill in Blanks + ANSWDokument2 SeitenWS Electrolysis of Aluminium Oxide Fill in Blanks + ANSWAmanda SaturnNoch keine Bewertungen
- t2 Chem Revision Ex 19Dokument16 Seitent2 Chem Revision Ex 19Nicholas OwNoch keine Bewertungen
- A Guide For Customers and Partners 2007 - 2008: Capabilities of Midlands Aerospace CompaniesDokument12 SeitenA Guide For Customers and Partners 2007 - 2008: Capabilities of Midlands Aerospace CompaniesPetrNoch keine Bewertungen
- India Mineral Report PDFDokument38 SeitenIndia Mineral Report PDFRohan KumarNoch keine Bewertungen
- Status of AASHTO Materials Standards and Test Methods-August 2017Dokument64 SeitenStatus of AASHTO Materials Standards and Test Methods-August 2017MridulHasanNoch keine Bewertungen
- First-Row Transition Metal Elements - Scandium To ManganeseDokument11 SeitenFirst-Row Transition Metal Elements - Scandium To Manganesedestiny gowonNoch keine Bewertungen
- Roofing Insulation & Water ProofingDokument4 SeitenRoofing Insulation & Water ProofingAnonymous 3eHGEDbxNoch keine Bewertungen
- Exam I - F07Dokument10 SeitenExam I - F07parveenrandhawaNoch keine Bewertungen
- Heavy Metals in SoilsDokument615 SeitenHeavy Metals in SoilsMiroslav Cici Pavelkic100% (1)
- Industrial Training ReportDokument19 SeitenIndustrial Training ReportRam PandeyNoch keine Bewertungen
- Tabla de Potenciales Redox PDFDokument14 SeitenTabla de Potenciales Redox PDFAna Altamirano100% (1)
- 0620 s15 QP 62Dokument12 Seiten0620 s15 QP 62Mohammed Murtada0% (1)
- GalvInfoNote 1 4Dokument4 SeitenGalvInfoNote 1 4rplata63Noch keine Bewertungen
- BS 7371-3-1993 PDFDokument18 SeitenBS 7371-3-1993 PDFMuthuswamy0% (1)
- Guidelines and Facilities Required For Fabrication Maintenance of Stainless Steel WagonsDokument14 SeitenGuidelines and Facilities Required For Fabrication Maintenance of Stainless Steel WagonsSourav PaulNoch keine Bewertungen
- A 6 - A 6M - 01 Qtytmde - PDFDokument63 SeitenA 6 - A 6M - 01 Qtytmde - PDFdaemsalNoch keine Bewertungen
- Advanced Material For Ultra Super Critical Boiler SystemDokument2 SeitenAdvanced Material For Ultra Super Critical Boiler SystemgaotamaNoch keine Bewertungen
- Prospecting Licence PDFDokument22 SeitenProspecting Licence PDFPundalik KamatNoch keine Bewertungen
- Volume-7. Essential Knowledge Required For Design and Manufacturing of Hydraulic PressesDokument62 SeitenVolume-7. Essential Knowledge Required For Design and Manufacturing of Hydraulic PressesQ.S. Khan100% (5)
- 8.acids, Bases and Salts PDFDokument20 Seiten8.acids, Bases and Salts PDFHakim Abbas Ali PhalasiyaNoch keine Bewertungen
- 10 11648 J Ijmpem 20190402 11Dokument8 Seiten10 11648 J Ijmpem 20190402 11ShantyNoch keine Bewertungen
- Particle Reinforce CompositeDokument13 SeitenParticle Reinforce Compositemanzano99Noch keine Bewertungen
- Paint Cycle Electric Motors Types 1MB10 - 1MB15Dokument3 SeitenPaint Cycle Electric Motors Types 1MB10 - 1MB15jjermanNoch keine Bewertungen
- Group2 and 7 RevisedDokument46 SeitenGroup2 and 7 Revised123456Noch keine Bewertungen
- ASTM F593: MaterialsDokument1 SeiteASTM F593: MaterialsBilly DNoch keine Bewertungen
- Samson Eco HopperDokument8 SeitenSamson Eco HopperMauricio MpintoNoch keine Bewertungen
- General Specifications For RoadsDokument69 SeitenGeneral Specifications For RoadstiticarateNoch keine Bewertungen
- Cong Nghe San Xuat Dau Boi Tron PDFDokument239 SeitenCong Nghe San Xuat Dau Boi Tron PDFMinh Hai RungNoch keine Bewertungen
- Asme Sec V Art 6 Ed 2004Dokument10 SeitenAsme Sec V Art 6 Ed 2004Anonymous fnVTzv9XlNoch keine Bewertungen