Das könnte Ihnen auch gefallen
- The API 579 Fitness-for-Service Standard - The Current State of Technology and A Ten Year Look AheadDokument32 SeitenThe API 579 Fitness-for-Service Standard - The Current State of Technology and A Ten Year Look AheadthiagopontualNoch keine Bewertungen
- Saep 317Dokument22 SeitenSaep 317brecht1980100% (1)
- Pressure Vessel InspectionsDokument29 SeitenPressure Vessel InspectionsStephanie Webb100% (2)
- Case 2203-1Dokument2 SeitenCase 2203-1Tahfiz AhlamNoch keine Bewertungen
- 04 Samss 003Dokument4 Seiten04 Samss 003Moustafa Bayoumi100% (1)
- 32 Saip 11Dokument9 Seiten32 Saip 11malika_00Noch keine Bewertungen
- PV Newsletter - Volume 2012 Issue 8Dokument8 SeitenPV Newsletter - Volume 2012 Issue 8SachinNoch keine Bewertungen
- Corrosion - ControlDokument10 SeitenCorrosion - ControlJithin FrancizNoch keine Bewertungen
- ASME Sec VIII the most common code for oil & gas pressure vesselsDokument14 SeitenASME Sec VIII the most common code for oil & gas pressure vesselsShieeplNoch keine Bewertungen
- ASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasDokument11 SeitenASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasShieeplNoch keine Bewertungen
- ASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasDokument9 SeitenASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasShieeplNoch keine Bewertungen
- ASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasDokument19 SeitenASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasShieeplNoch keine Bewertungen
- ASME Sec VIII the most common code for oil & gas pressure vesselsDokument13 SeitenASME Sec VIII the most common code for oil & gas pressure vesselsShieeplNoch keine Bewertungen
- Pressure Vessel Inspection 01Dokument9 SeitenPressure Vessel Inspection 01Bhavani PrasadNoch keine Bewertungen
- 34 Samss 611Dokument8 Seiten34 Samss 611shrikantbelekarNoch keine Bewertungen
- 00 SAIP 80 Process Equipment Insp GuideDokument90 Seiten00 SAIP 80 Process Equipment Insp GuideRaj BindasNoch keine Bewertungen
- Pressure Vessel InspectionsDokument8 SeitenPressure Vessel InspectionsCepi Sindang KamulanNoch keine Bewertungen
- Essar Steel PlantDokument62 SeitenEssar Steel PlantKrishnadev C.SNoch keine Bewertungen
- Allegheny Bradford Corporation: Craftsmen in StainlessDokument11 SeitenAllegheny Bradford Corporation: Craftsmen in Stainlessアルビン ベネNoch keine Bewertungen
- Pip Vessp002-2014Dokument9 SeitenPip Vessp002-2014d-fbuser-93320248Noch keine Bewertungen
- 34 Samss 612Dokument8 Seiten34 Samss 612naruto256Noch keine Bewertungen
- Vessels For High Pressure Dust CollectorsDokument4 SeitenVessels For High Pressure Dust CollectorsWade ColemanNoch keine Bewertungen
- 43 00 00 - LPG InstallationDokument13 Seiten43 00 00 - LPG InstallationNiong David100% (1)
- 04-SAMSS-048 Valve Inspection and Testing RequirementsDokument8 Seiten04-SAMSS-048 Valve Inspection and Testing RequirementsHAYKEL79100% (1)
- Astm F1200-1988Dokument4 SeitenAstm F1200-1988Abhijit TumbreNoch keine Bewertungen
- Saes A 004Dokument22 SeitenSaes A 004Branko_62100% (1)
- ASME Vessel Standard SuncorDokument71 SeitenASME Vessel Standard SuncorChristopher BrownNoch keine Bewertungen
- ASME BPVC Section VIII Division 2: Responsibilities and Duties ParagraphDokument3 SeitenASME BPVC Section VIII Division 2: Responsibilities and Duties ParagraphSubrata PatraNoch keine Bewertungen
- Piping Welding General Specification Consortium) Rev-3Dokument48 SeitenPiping Welding General Specification Consortium) Rev-3rvsreddy1972Noch keine Bewertungen
- 01 Samss 016Dokument13 Seiten01 Samss 016nasrpkNoch keine Bewertungen
- Use of Asme Code Case 2695Dokument2 SeitenUse of Asme Code Case 2695G.SWAMINoch keine Bewertungen
- IPS Grooved CouplingsDokument2 SeitenIPS Grooved CouplingsVijayakumar S.P.Noch keine Bewertungen
- American Society of Mechanical EngineersDokument4 SeitenAmerican Society of Mechanical Engineersb3 qualNoch keine Bewertungen
- (Process Industry Practices) Piping Flexibility OrgDokument9 Seiten(Process Industry Practices) Piping Flexibility OrgMursid Lafaliana Nuari100% (3)
- Pressure Req DesignDokument12 SeitenPressure Req DesignAbhinav PathakNoch keine Bewertungen
- Primer On The Asme Section ViiiDokument7 SeitenPrimer On The Asme Section ViiiCITRIXNoch keine Bewertungen
- A PRIMER ON ASME SECTION VIII, DIV. 1 MATERIALSDokument9 SeitenA PRIMER ON ASME SECTION VIII, DIV. 1 MATERIALSCITRIXNoch keine Bewertungen
- 34 Samss 611Dokument8 Seiten34 Samss 611naruto256Noch keine Bewertungen
- Materials System SpecificationDokument8 SeitenMaterials System SpecificationGOSP3 QC MechanicalNoch keine Bewertungen
- Piping SpecDokument355 SeitenPiping Speclcaron44100% (1)
- ASME Boiler and Pressure Vessel Code (BPVC)Dokument9 SeitenASME Boiler and Pressure Vessel Code (BPVC)SUKhanNoch keine Bewertungen
- Ownership Matrix Click For Copy of Word (Native) FileDokument5 SeitenOwnership Matrix Click For Copy of Word (Native) FileToniNoch keine Bewertungen
- Materials System Specification: Saudi Aramco Desktop StandardsDokument14 SeitenMaterials System Specification: Saudi Aramco Desktop StandardsMoustafa Bayoumi100% (1)
- Reply: It Is The Opinion of The Committee That TheDokument2 SeitenReply: It Is The Opinion of The Committee That ThehogoyoNoch keine Bewertungen
- Pipe Stress Analysis Scope and Specifications For Clients, Engineers and ContractorsDokument4 SeitenPipe Stress Analysis Scope and Specifications For Clients, Engineers and ContractorsUmesh TiwariNoch keine Bewertungen
- BS 7910 HISTORYDokument12 SeitenBS 7910 HISTORYggsachary0% (1)
- Repair or Alteration of Pressure VesselsDokument4 SeitenRepair or Alteration of Pressure VesselsMSNoch keine Bewertungen
- Applicable Codes and StandardsDokument48 SeitenApplicable Codes and Standardskiki270977Noch keine Bewertungen
- BS 7910Dokument12 SeitenBS 7910Mas Arman Tewo50% (2)
- Piping Stress Analysis Specification for PTTEP Arthit Field DevelopmentDokument23 SeitenPiping Stress Analysis Specification for PTTEP Arthit Field Developmentsamprof4vw83% (6)
- Pressure Vessels Field Manual: Common Operating Problems and Practical SolutionsVon EverandPressure Vessels Field Manual: Common Operating Problems and Practical SolutionsBewertung: 4 von 5 Sternen4/5 (12)
- Pocket Guide to Preventing Process Plant Materials Mix-upsVon EverandPocket Guide to Preventing Process Plant Materials Mix-upsNoch keine Bewertungen
- Subsea Pipeline Design, Analysis, and InstallationVon EverandSubsea Pipeline Design, Analysis, and InstallationBewertung: 3 von 5 Sternen3/5 (1)
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1Von EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Bewertung: 3.5 von 5 Sternen3.5/5 (3)
- A Guide to Ship Repair Estimates in Man-hoursVon EverandA Guide to Ship Repair Estimates in Man-hoursBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Nuclear Power Plant Safety and Mechanical Integrity: Design and Operability of Mechanical Systems, Equipment and Supporting StructuresVon EverandNuclear Power Plant Safety and Mechanical Integrity: Design and Operability of Mechanical Systems, Equipment and Supporting StructuresBewertung: 5 von 5 Sternen5/5 (1)
- Machinery Component Maintenance and RepairVon EverandMachinery Component Maintenance and RepairBewertung: 5 von 5 Sternen5/5 (1)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsVon Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsBewertung: 4 von 5 Sternen4/5 (1)
- Aluminum Brazed HEX Chart 015Dokument4 SeitenAluminum Brazed HEX Chart 015Mas Arman TewoNoch keine Bewertungen
- Flexitallic Joint Integrity CalculationsDokument7 SeitenFlexitallic Joint Integrity Calculationslotra1979Noch keine Bewertungen
- ABSA Failure Alert IB06-003Dokument1 SeiteABSA Failure Alert IB06-003Mas Arman TewoNoch keine Bewertungen
- Presentation PVP 2008 Fastener Preload GuidanceDokument19 SeitenPresentation PVP 2008 Fastener Preload GuidanceMas Arman TewoNoch keine Bewertungen
- 01 Script Hydrodynamic Layout PDFDokument0 Seiten01 Script Hydrodynamic Layout PDFMas Arman TewoNoch keine Bewertungen
- 1386 - FM Front Page Industrial Burner HandbookDokument14 Seiten1386 - FM Front Page Industrial Burner HandbookMas Arman Tewo0% (1)
- BS 7910Dokument12 SeitenBS 7910Mas Arman Tewo50% (2)
- Torque Charts and Pump Tutorial 3Dokument7 SeitenTorque Charts and Pump Tutorial 3Mas Arman TewoNoch keine Bewertungen
- Torque of Stainless Steel, Non Ferrous TorqueDokument1 SeiteTorque of Stainless Steel, Non Ferrous TorqueMas Arman TewoNoch keine Bewertungen
- CH 37 Waste Water GEDokument22 SeitenCH 37 Waste Water GEMas Arman TewoNoch keine Bewertungen
- Mechanical Design Internals Column Notes PDFDokument14 SeitenMechanical Design Internals Column Notes PDFMas Arman TewoNoch keine Bewertungen
- Practical Fracture MechanicsDokument2 SeitenPractical Fracture MechanicsMas Arman TewoNoch keine Bewertungen
- Ethylene Furnace Heat Flux Models Predict PerformanceDokument4 SeitenEthylene Furnace Heat Flux Models Predict PerformanceMas Arman Tewo100% (1)
- Engineering Critical Analyses To BS 7910Dokument15 SeitenEngineering Critical Analyses To BS 7910Mas Arman TewoNoch keine Bewertungen
- Seismic Load Calculation Using G-Values in PV EliteDokument3 SeitenSeismic Load Calculation Using G-Values in PV EliteMas Arman TewoNoch keine Bewertungen
- Tall Vertical ColumnsDokument2 SeitenTall Vertical ColumnsMas Arman TewoNoch keine Bewertungen
- A Step by Step Introduction To FEADokument7 SeitenA Step by Step Introduction To FEAMas Arman TewoNoch keine Bewertungen
- FEA 107 Validation ExperimentDokument7 SeitenFEA 107 Validation ExperimentMas Arman TewoNoch keine Bewertungen
- Mayer Stark and Ambrose 2000 Fatigue Design Procedures PDFDokument7 SeitenMayer Stark and Ambrose 2000 Fatigue Design Procedures PDFMas Arman TewoNoch keine Bewertungen
- SCL Through Areas of Peak StressDokument14 SeitenSCL Through Areas of Peak StressetyuyNoch keine Bewertungen
- Sample FEA ReportDokument13 SeitenSample FEA ReportMario Tirabassi100% (1)
- Behind The Pretty Pictures (Speaker Information) PDFDokument1 SeiteBehind The Pretty Pictures (Speaker Information) PDFMas Arman TewoNoch keine Bewertungen
- Finite Element Analysis For Pressure Vessel Design - by - MichelDokument4 SeitenFinite Element Analysis For Pressure Vessel Design - by - MichelaruatscribdNoch keine Bewertungen
- Ethylene Safety Incidents PDFDokument88 SeitenEthylene Safety Incidents PDFMas Arman TewoNoch keine Bewertungen
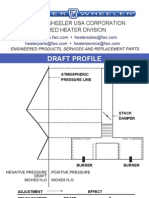
- Foster Wheeler USA Corporation Fired Heater Division Draft and O2 ControlsDokument2 SeitenFoster Wheeler USA Corporation Fired Heater Division Draft and O2 ControlsMas Arman Tewo100% (2)
- Causal Factor Chart and Fault Tree TemplateDokument7 SeitenCausal Factor Chart and Fault Tree TemplateMas Arman TewoNoch keine Bewertungen
- Causal Factor Chart and Fault Tree TemplateDokument7 SeitenCausal Factor Chart and Fault Tree TemplateMas Arman TewoNoch keine Bewertungen
- Part 2 ISLAMIC TECHNOLOGY Transfer TO THE WEST PDFDokument18 SeitenPart 2 ISLAMIC TECHNOLOGY Transfer TO THE WEST PDFMas Arman Tewo0% (1)
- Property Inventory PresentationDokument32 SeitenProperty Inventory PresentationTejaNoch keine Bewertungen
- Axis Inspection Report FY14-15Dokument31 SeitenAxis Inspection Report FY14-15Moneylife FoundationNoch keine Bewertungen
- Memorandum Circular No. 1Dokument2 SeitenMemorandum Circular No. 1Coolbuster.NetNoch keine Bewertungen
- Management Accounting Techniques for Decision-Making in Nepali Manufacturing OrganizationsDokument75 SeitenManagement Accounting Techniques for Decision-Making in Nepali Manufacturing OrganizationsManisha ChaudhariNoch keine Bewertungen
- King III & GRI Research ReportDokument96 SeitenKing III & GRI Research ReportTino FerreiraNoch keine Bewertungen
- Department of Transportation Executive Summary 2022Dokument25 SeitenDepartment of Transportation Executive Summary 2022Cassie ParkNoch keine Bewertungen
- What is Tax Mapping MeaningDokument4 SeitenWhat is Tax Mapping MeaningLevi Lazareno EugenioNoch keine Bewertungen
- Safety - Sirim Product Certification PDFDokument14 SeitenSafety - Sirim Product Certification PDFSyafiq MazlanNoch keine Bewertungen
- Chapter 2 Audit in Computerized EnvironmentDokument5 SeitenChapter 2 Audit in Computerized EnvironmentSteffany RoqueNoch keine Bewertungen
- مدى أهمية فارق التوحيد (الإدماج) الأول في توحيد حسابا... تقا لكل من النظام المحاسبي المالي الجزائري والمعايير المحاسبية الدوليةDokument8 Seitenمدى أهمية فارق التوحيد (الإدماج) الأول في توحيد حسابا... تقا لكل من النظام المحاسبي المالي الجزائري والمعايير المحاسبية الدوليةLina LinaNoch keine Bewertungen
- Third Edition: Peter D. Mary Lea Gregory A. Xiao-Jun Easton Mcanally Sommers ZhangDokument58 SeitenThird Edition: Peter D. Mary Lea Gregory A. Xiao-Jun Easton Mcanally Sommers ZhangRudyNoch keine Bewertungen
- Audit Evidence and DocumentationDokument57 SeitenAudit Evidence and DocumentationDymphna Ann CalumpianoNoch keine Bewertungen
- Hja WP 01 F 06 Audit Checklist ReportDokument2 SeitenHja WP 01 F 06 Audit Checklist ReportAlberto FrancisNoch keine Bewertungen
- Establish Quality StandardsDokument15 SeitenEstablish Quality Standardstemesgen yohannes100% (1)
- Healthcare Service Sector in the PhilippinesDokument3 SeitenHealthcare Service Sector in the PhilippinesCha BuenaventuraNoch keine Bewertungen
- Tax Audit Penalty Cannot Be Levied Where Assessee Had Bona Fide Belief of No Turnover Due to Project Completion MethodDokument6 SeitenTax Audit Penalty Cannot Be Levied Where Assessee Had Bona Fide Belief of No Turnover Due to Project Completion MethodShaik MastanvaliNoch keine Bewertungen
- Audit Ppe 1Dokument2 SeitenAudit Ppe 1ellaNoch keine Bewertungen
- Q 34Dokument40 SeitenQ 34Bob Miller0% (3)
- Internal Audit Checklist Q1 - ISO 2015Dokument29 SeitenInternal Audit Checklist Q1 - ISO 2015ayşe çavdar100% (1)
- Ca Final Law New MCQDokument149 SeitenCa Final Law New MCQKarthik Srinivas NarapalleNoch keine Bewertungen
- Commerce Test: A. AuditingDokument13 SeitenCommerce Test: A. AuditingMaria QuiNoch keine Bewertungen
- IsoDokument4 SeitenIsoTejendra GohilNoch keine Bewertungen
- Chapter 11: Basic Audit Sampling ConceptsDokument5 SeitenChapter 11: Basic Audit Sampling ConceptsKatrina ChuaNoch keine Bewertungen
- Import Export DocumentsDokument20 SeitenImport Export Documentsshehzaib tariqNoch keine Bewertungen
- Risk Matrix Assessment Bank Risk Matrix AssessmentDokument3 SeitenRisk Matrix Assessment Bank Risk Matrix Assessmentabdullahsaleem91Noch keine Bewertungen
- Internal Monitoring Unit (IMU)Dokument35 SeitenInternal Monitoring Unit (IMU)salman saeedNoch keine Bewertungen
- Accounting Information Systems 10th Edition Hall Solutions ManualDokument22 SeitenAccounting Information Systems 10th Edition Hall Solutions ManualCassieYangiosx100% (58)
- GE Supplier Add Refresh FormDokument1 SeiteGE Supplier Add Refresh FormromauligouNoch keine Bewertungen
- Accounting and Finance For Managers Assignment Assignment OneDokument6 SeitenAccounting and Finance For Managers Assignment Assignment OneBirukee ManNoch keine Bewertungen
- Introduction To Managerial Accounting: Seventh EditionDokument60 SeitenIntroduction To Managerial Accounting: Seventh EditionKefas AnugrahNoch keine Bewertungen