Das könnte Ihnen auch gefallen
- Informe ChorizoDokument32 SeitenInforme ChorizoGabriel TorresNoch keine Bewertungen
- Construcción Del Diagrama de FasesDokument16 SeitenConstrucción Del Diagrama de FasesDavid Esteban Soler CamargoNoch keine Bewertungen
- Informe Técnico de Mantenimiento Del Desfibrador de Caña AuroraDokument10 SeitenInforme Técnico de Mantenimiento Del Desfibrador de Caña Aurorakelwin hampier hernandez rosasNoch keine Bewertungen
- 4.informe Tecnico - Allison OkDokument4 Seiten4.informe Tecnico - Allison OkAlvaro LabajosNoch keine Bewertungen
- Determinar Las Dificultades de Lectoescritura en Niños y Niñas de Primer Ciclo de Educacion Basica PDFDokument140 SeitenDeterminar Las Dificultades de Lectoescritura en Niños y Niñas de Primer Ciclo de Educacion Basica PDFEver CruzNoch keine Bewertungen
- Integracion de Funciones Racionales Por Fracciones ParcialesDokument6 SeitenIntegracion de Funciones Racionales Por Fracciones ParcialesLuiggi SanchezNoch keine Bewertungen
- Libro de JobDokument63 SeitenLibro de JobYamil Rosario PerezNoch keine Bewertungen
- Bourdieu, Pierre - Las Formas Del Capital (Poder, Derecho y Clases Sociales)Dokument19 SeitenBourdieu, Pierre - Las Formas Del Capital (Poder, Derecho y Clases Sociales)Jorge Vivas Santisteban100% (1)
- Unidad 6 Lab Salud Colectiva.Dokument8 SeitenUnidad 6 Lab Salud Colectiva.Maireni fortunaNoch keine Bewertungen
- Cinco Palabras Con Cada Letra Del AbecedarioDokument3 SeitenCinco Palabras Con Cada Letra Del AbecedarioMundo Web Centro de Servicio Informático100% (1)
- Unidad 2do Grado 2019Dokument9 SeitenUnidad 2do Grado 2019Jhonny ChayitoNoch keine Bewertungen
- AAC 120 mm2Dokument2 SeitenAAC 120 mm2DanielNoch keine Bewertungen
- Inversión PublicaDokument39 SeitenInversión Publicajuan diegoNoch keine Bewertungen
- Hanan Díaz - LIJ, Bordes y FronterasDokument4 SeitenHanan Díaz - LIJ, Bordes y FronterasFlor Palermo100% (1)
- Universidad Alas PeruanasDokument39 SeitenUniversidad Alas PeruanasRichard ChampiNoch keine Bewertungen
- ¿Qué Es La ElectrónicaDokument4 Seiten¿Qué Es La ElectrónicaTotoNoch keine Bewertungen
- Manual AlumnoDokument18 SeitenManual AlumnoAlejandro HerrerosNoch keine Bewertungen
- Cartilla - Lectura Crítica - 10 OkDokument40 SeitenCartilla - Lectura Crítica - 10 OkDEIRYS RUIZNoch keine Bewertungen
- Ficha Equipo L.G 34.000Dokument2 SeitenFicha Equipo L.G 34.000Paulitha AlejithaNoch keine Bewertungen
- SESION DE MAT DENTRO Y FUERA de AbrilDokument9 SeitenSESION DE MAT DENTRO Y FUERA de AbrilLuisG.SaraviaNoch keine Bewertungen
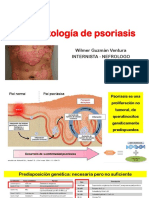
- Fisiopatología de Psoriasis: Wilmer Guzmán Ventura Internista - NefrologoDokument53 SeitenFisiopatología de Psoriasis: Wilmer Guzmán Ventura Internista - NefrologoMonica García Gutierrez100% (2)
- Guia N°4 SocialesDokument6 SeitenGuia N°4 SocialesSamuel Montoya ZapataNoch keine Bewertungen
- Poesía Popular InfantilDokument16 SeitenPoesía Popular InfantilMatías Rodríguez CárdenasNoch keine Bewertungen
- Beca de Pregrado 2017 (Postulantes Aptos para Exámenes) : (Leer Notas A Pie de Página) (Dokument3 SeitenBeca de Pregrado 2017 (Postulantes Aptos para Exámenes) : (Leer Notas A Pie de Página) (GilmerYhonContrerasNoch keine Bewertungen
- Avaluo Hotel Caribe PrincessDokument54 SeitenAvaluo Hotel Caribe PrincessFabian Tobias Medina Duran100% (1)
- Practica ClorofilaDokument15 SeitenPractica ClorofilaKarla OrtegaNoch keine Bewertungen
- CurriculumDokument2 SeitenCurriculumLuis Manuel VizcarraNoch keine Bewertungen
- Documento Expresión OralDokument14 SeitenDocumento Expresión Oraldavid armijos riosNoch keine Bewertungen
- Presupuesto Total DPA HUARMEYDokument104 SeitenPresupuesto Total DPA HUARMEYMsTerio Elera ContrerasNoch keine Bewertungen
- Dictados 3Dokument1 SeiteDictados 3Encarnación SobrinoNoch keine Bewertungen