Das könnte Ihnen auch gefallen
- Wheels BusDokument2 SeitenWheels BusHirenkumar ShahNoch keine Bewertungen
- Humpty Dumpty CompleteDokument25 SeitenHumpty Dumpty CompleteSvetik RotaruNoch keine Bewertungen
- Feathers For LunchDokument34 SeitenFeathers For LunchHirenkumar ShahNoch keine Bewertungen
- Jolly Good HockeyDokument20 SeitenJolly Good HockeyHirenkumar Shah100% (2)
- Emergency Vehicles WheelDokument2 SeitenEmergency Vehicles WheelHirenkumar ShahNoch keine Bewertungen
- G1V1 U1 T1Dokument37 SeitenG1V1 U1 T1Hirenkumar Shah100% (2)
- Animal SensesDokument14 SeitenAnimal SensesHirenkumar ShahNoch keine Bewertungen
- English Language Arts Test: Book 1Dokument16 SeitenEnglish Language Arts Test: Book 1Lena KovalenkoNoch keine Bewertungen
- Activity Book KDokument325 SeitenActivity Book KManuel Antonio Lazo Velasquez100% (1)
- Clever JohnDokument20 SeitenClever JohnHirenkumar Shah100% (1)
- Scholasticnews Indepth War-Iraq Militaryquestions PDFDokument1 SeiteScholasticnews Indepth War-Iraq Militaryquestions PDFHirenkumar ShahNoch keine Bewertungen
- Expert Answers: A Child Psychologist Helps You Field The Tough Questions Your Students May AskDokument1 SeiteExpert Answers: A Child Psychologist Helps You Field The Tough Questions Your Students May AskHirenkumar ShahNoch keine Bewertungen
- Scholasticnews Indepth Space Space3Dokument1 SeiteScholasticnews Indepth Space Space3Hirenkumar ShahNoch keine Bewertungen
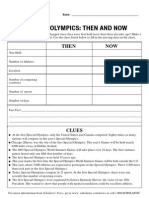
- Scholasticnews Indepth Special Olympics SpecialolympicsDokument1 SeiteScholasticnews Indepth Special Olympics SpecialolympicsHirenkumar ShahNoch keine Bewertungen
- Scholasticnews Indepth War-Iraq Expert AdviceDokument1 SeiteScholasticnews Indepth War-Iraq Expert AdviceHirenkumar ShahNoch keine Bewertungen
- Scholasticnews Indepth War-Iraq Brodkin12Dokument1 SeiteScholasticnews Indepth War-Iraq Brodkin12Hirenkumar ShahNoch keine Bewertungen
- Scholasticnews Indepth Shuttle PiecesDokument1 SeiteScholasticnews Indepth Shuttle PiecesHirenkumar ShahNoch keine Bewertungen
- Scholasticnews Indepth Space Space2Dokument1 SeiteScholasticnews Indepth Space Space2Hirenkumar ShahNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- ME 2201 - Manufacturing Technology-IDokument147 SeitenME 2201 - Manufacturing Technology-IMahendra Babu MekalaNoch keine Bewertungen
- 08 Askeland Chap PDFDokument12 Seiten08 Askeland Chap PDFMaiefnbNoch keine Bewertungen
- Design Sand Casting Class IDokument23 SeitenDesign Sand Casting Class Iiamajith123Noch keine Bewertungen
- Wa0017Dokument26 SeitenWa0017juanNoch keine Bewertungen
- Casting PDFDokument48 SeitenCasting PDFsanjay_lingotNoch keine Bewertungen
- Metal Casting & Welding 15Me35ADokument20 SeitenMetal Casting & Welding 15Me35A01061975Noch keine Bewertungen
- Me 333 - CastingDokument30 SeitenMe 333 - CastingFarhan HasinNoch keine Bewertungen
- Casting ME GATE 2020 Previous Year With Ans KeyDokument10 SeitenCasting ME GATE 2020 Previous Year With Ans Keyhyper meshNoch keine Bewertungen
- Casting Technology 03Dokument4 SeitenCasting Technology 03Felix Wahyu UtomoNoch keine Bewertungen
- Unit 1 MCQ MPDokument17 SeitenUnit 1 MCQ MPSandip AwaghadeNoch keine Bewertungen
- Final ExamDokument1.199 SeitenFinal ExamCora V. Walter100% (4)
- ProjectDokument14 SeitenProjectoladipo GraceNoch keine Bewertungen
- Feeding Risering For Steel Casting Design PDFDokument10 SeitenFeeding Risering For Steel Casting Design PDFHusen TaufiqNoch keine Bewertungen
- Gating System DesignDokument11 SeitenGating System DesignAshok Pradhan100% (1)
- Design of The Casting Process For A Spur Gear/Solid Shaft Using Sand Casting Process ObjectiveDokument17 SeitenDesign of The Casting Process For A Spur Gear/Solid Shaft Using Sand Casting Process ObjectiveYonas YG100% (2)
- 4B4Dokument7 Seiten4B4rathish14uNoch keine Bewertungen
- PROJ-DOC-PRsoft Copy of Project Report PDFDokument42 SeitenPROJ-DOC-PRsoft Copy of Project Report PDFjethwa999_62474255Noch keine Bewertungen
- PNC2 - Casting IDokument6 SeitenPNC2 - Casting IAlpNoch keine Bewertungen
- Assignment 5Dokument9 SeitenAssignment 5عمر صرانNoch keine Bewertungen
- Lab Manual - BWPDokument23 SeitenLab Manual - BWPAneesh KumarNoch keine Bewertungen
- Gating DesignDokument16 SeitenGating DesignNisar HussainNoch keine Bewertungen
- Box WTDokument2 SeitenBox WTRathnakrajaNoch keine Bewertungen
- M - I U - 1 C P: Anufacturing Processes NIT Asting RocessesDokument246 SeitenM - I U - 1 C P: Anufacturing Processes NIT Asting RocessesMahesh SalotagiNoch keine Bewertungen
- Tutorial QuestionsDokument8 SeitenTutorial QuestionsAmit SinghNoch keine Bewertungen
- Lab Report 2Dokument21 SeitenLab Report 2Cherif ChokeirNoch keine Bewertungen
- Metal Casting Principles and Techniques: December 2013Dokument7 SeitenMetal Casting Principles and Techniques: December 2013saravanan vNoch keine Bewertungen
- GE105-Metal Casting Experiment - Introduction Before The Practical-Lab ClassDokument26 SeitenGE105-Metal Casting Experiment - Introduction Before The Practical-Lab ClassBabong KobNoch keine Bewertungen
- Lecture 3Dokument51 SeitenLecture 3Kostas FrantzikNoch keine Bewertungen
- University of Engineering and Technology Lahore Machine Tool & Machining Lab AssignmentDokument5 SeitenUniversity of Engineering and Technology Lahore Machine Tool & Machining Lab AssignmentTauQeer ShahNoch keine Bewertungen