Das könnte Ihnen auch gefallen
- Construction and Manufacture of AutomobilesVon EverandConstruction and Manufacture of AutomobilesBewertung: 5 von 5 Sternen5/5 (1)
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationVon EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationNoch keine Bewertungen
- Milling Attachment With 3 FunctionsDokument3 SeitenMilling Attachment With 3 FunctionsKarthickNoch keine Bewertungen
- 2847-Keys & Driving PinsDokument1 Seite2847-Keys & Driving PinssyllavethyjimNoch keine Bewertungen
- 149-Workshop Hints & Tips PDFDokument1 Seite149-Workshop Hints & Tips PDFsyllavethyjimNoch keine Bewertungen
- 149-Workshop Hints & TipsDokument1 Seite149-Workshop Hints & TipssyllavethyjimNoch keine Bewertungen
- 2873-Cotters & Wedges PDFDokument1 Seite2873-Cotters & Wedges PDFsyllavethyjimNoch keine Bewertungen
- Cutting Force MarbleDokument8 SeitenCutting Force MarbleGhiyath WaznehNoch keine Bewertungen
- Contours 1: Hile It CannotDokument1 SeiteContours 1: Hile It CannotsyllavethyjimNoch keine Bewertungen
- 2943-Port & Valve TimingDokument1 Seite2943-Port & Valve TimingVinoth Kumar VinsNoch keine Bewertungen
- Grade 9 Physics - Steam Engine (Reporting)Dokument26 SeitenGrade 9 Physics - Steam Engine (Reporting)Ionacer ViperNoch keine Bewertungen
- Cb750k EngineDokument57 SeitenCb750k Enginepaul balfeNoch keine Bewertungen
- Lathe ToolslideDokument2 SeitenLathe ToolslideFrenchwolf420Noch keine Bewertungen
- 2924-Balancing Single Cylinder EnginesDokument1 Seite2924-Balancing Single Cylinder Enginesquartermiler6Noch keine Bewertungen
- Lathebeddesign00hornrich PDFDokument56 SeitenLathebeddesign00hornrich PDFLatika KashyapNoch keine Bewertungen
- 2965-Lapping Tapers & Seatings #7Dokument1 Seite2965-Lapping Tapers & Seatings #7syllavethyjimNoch keine Bewertungen
- Shaper Used As Surface GrinderDokument1 SeiteShaper Used As Surface Grinderradio-chaserNoch keine Bewertungen
- Engineering Vol 69 1900-03-16Dokument30 SeitenEngineering Vol 69 1900-03-16ian_newNoch keine Bewertungen
- 2947 Simple PatternmakingDokument1 Seite2947 Simple PatternmakingSandra Barnett CrossanNoch keine Bewertungen
- Dapra Biax Article Art of ScrapingDokument2 SeitenDapra Biax Article Art of ScrapingPedro Ernesto SilvaNoch keine Bewertungen
- Cowells Manuals PDFDokument16 SeitenCowells Manuals PDFpedjaNoch keine Bewertungen
- 2012 GrapesDokument3 Seiten2012 Grapesvorotyn_9479661530% (1)
- Engineering Vol 56 1893-11-10Dokument35 SeitenEngineering Vol 56 1893-11-10ian_newNoch keine Bewertungen
- ReamersDokument1 SeiteReamersvikash kumarNoch keine Bewertungen
- Engineering Vol 56 1893-12-15Dokument33 SeitenEngineering Vol 56 1893-12-15ian_newNoch keine Bewertungen
- Grinding MachinesDokument140 SeitenGrinding MachinesyowiskieNoch keine Bewertungen
- Quorn: Tool and Cutter GrinderDokument4 SeitenQuorn: Tool and Cutter GrinderDan HendersonNoch keine Bewertungen
- Shaper Cut GearsDokument5 SeitenShaper Cut GearstaiwestNoch keine Bewertungen
- Metal Spinning PDFDokument86 SeitenMetal Spinning PDFloosenut100% (1)
- Syllabus For The Trade Of: Machinist (Grinder)Dokument27 SeitenSyllabus For The Trade Of: Machinist (Grinder)swami061009Noch keine Bewertungen
- WErbsen CourseworkDokument562 SeitenWErbsen CourseworkRoberto Alexis Rodríguez TorresNoch keine Bewertungen
- 04 80 PDFDokument272 Seiten04 80 PDFRahmat Budi PermanaNoch keine Bewertungen
- Brunell CatalogueDokument36 SeitenBrunell CataloguePaul HartlandNoch keine Bewertungen
- Analysis of Shell StructureDokument37 SeitenAnalysis of Shell StructureDave Mark AtendidoNoch keine Bewertungen
- Machinists Tools by Williams 1944Dokument32 SeitenMachinists Tools by Williams 1944OSEAS GOMEZNoch keine Bewertungen
- Drill Vise MillDokument2 SeitenDrill Vise MillFrenchwolf420Noch keine Bewertungen
- (B) Testing Machine ToolsDokument100 Seiten(B) Testing Machine ToolsHyeonggil JooNoch keine Bewertungen
- 2886-Stud Fitting & Removal PDFDokument1 Seite2886-Stud Fitting & Removal PDFsyllavethyjimNoch keine Bewertungen
- Ebook Tapping Away Guide To Tapping and Threading Xometry SuppliesDokument19 SeitenEbook Tapping Away Guide To Tapping and Threading Xometry SuppliesAli KhubbakhtNoch keine Bewertungen
- 31B6E TurningDokument26 Seiten31B6E Turningwienslaw5804100% (1)
- Acoustic Tractor Beam: 35 Steps (With Pictures) PDFDokument38 SeitenAcoustic Tractor Beam: 35 Steps (With Pictures) PDFAmirNoch keine Bewertungen
- 2895-Different Types of PumpsDokument1 Seite2895-Different Types of PumpsDinkalai WaronfireNoch keine Bewertungen
- 6 Stroke Diesel EngineDokument16 Seiten6 Stroke Diesel EngineadityaguptaaNoch keine Bewertungen
- Center Punch Grinding JigDokument2 SeitenCenter Punch Grinding JigmododanNoch keine Bewertungen
- Tread Hammer RahulDokument36 SeitenTread Hammer RahulHemant MaheshwariNoch keine Bewertungen
- Quick Change Gearbox: Instructions For Installation and Operation Pictorial Parts ListDokument10 SeitenQuick Change Gearbox: Instructions For Installation and Operation Pictorial Parts ListhrjeldesNoch keine Bewertungen
- 2878-Chains & Sprockets PDFDokument1 Seite2878-Chains & Sprockets PDFsyllavethyjimNoch keine Bewertungen
- Anyang Power HammerDokument7 SeitenAnyang Power HammeraguswNoch keine Bewertungen
- Aferican Oxcart Design and ManufactureDokument62 SeitenAferican Oxcart Design and ManufacturereissmachinistNoch keine Bewertungen
- ACESORIOScatalog PDFDokument80 SeitenACESORIOScatalog PDFlmelmelmeNoch keine Bewertungen
- 33 - Making Clocks PDFDokument65 Seiten33 - Making Clocks PDFBruno DelsupexheNoch keine Bewertungen
- Sheet MetalDokument5 SeitenSheet MetalAlapati PrasadNoch keine Bewertungen
- Steam TurbineDokument7 SeitenSteam TurbineakmalNoch keine Bewertungen
- Failure Analysis of A Coil SpringDokument7 SeitenFailure Analysis of A Coil SpringCiobanu MihaiNoch keine Bewertungen
- South Bend 10LathesCatalogDokument14 SeitenSouth Bend 10LathesCatalogdsr200100% (1)
- Louis Belet Cutting Tools Watchmaking Jura Suisse Vendlincourt Switzerland Brochure Hob Cutters enDokument16 SeitenLouis Belet Cutting Tools Watchmaking Jura Suisse Vendlincourt Switzerland Brochure Hob Cutters enLogan RaoNoch keine Bewertungen
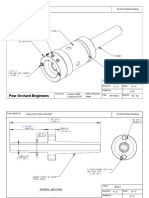
- Pear Orchard Engineers: Do Not Scale Drawing Part Used OnDokument4 SeitenPear Orchard Engineers: Do Not Scale Drawing Part Used OnAnonymous mKdAfWifNoch keine Bewertungen
- En Metalwork General Metal WorkDokument90 SeitenEn Metalwork General Metal WorkAnonymous mKdAfWifNoch keine Bewertungen
- Primena 3D Stampe U ObrazovanjuDokument4 SeitenPrimena 3D Stampe U ObrazovanjuAnonymous mKdAfWifNoch keine Bewertungen
- Zadatak 1a Vitlo SkidDokument2.018 SeitenZadatak 1a Vitlo SkidAnonymous mKdAfWifNoch keine Bewertungen
- A Few Project Images: Tool Posts Lathe Cutting ToolsDokument4 SeitenA Few Project Images: Tool Posts Lathe Cutting ToolsAnonymous mKdAfWifNoch keine Bewertungen
- Casting Elwany FullDokument22 SeitenCasting Elwany FullAnonymous mKdAfWifNoch keine Bewertungen
- 01 MaterialsDokument6 Seiten01 MaterialsAnonymous mKdAfWifNoch keine Bewertungen
- SilencerDokument4 SeitenSilencerAnonymous mKdAfWif0% (1)
- Preview Thread CuttingDokument21 SeitenPreview Thread CuttingAnonymous mKdAfWif33% (3)
- Pedia 2017 Case ProtocolDokument14 SeitenPedia 2017 Case ProtocolArjay Amba0% (1)
- Truss Design GuidDokument3 SeitenTruss Design GuidRafi HasanNoch keine Bewertungen
- Microbiology QuestionsDokument5 SeitenMicrobiology QuestionsNaeem AminNoch keine Bewertungen
- Baby Checklist: Room Furniture Baby Wear Baby BeddingDokument2 SeitenBaby Checklist: Room Furniture Baby Wear Baby BeddingLawrence ConananNoch keine Bewertungen
- Naplan Year 9 PracticeDokument23 SeitenNaplan Year 9 PracticetonynuganNoch keine Bewertungen
- Basic Mechanical Engineering Btkit Dwarahat: Attempt All Questions. Q. 1. Attempt Any Four Parts: 5 X 4 20Dokument2 SeitenBasic Mechanical Engineering Btkit Dwarahat: Attempt All Questions. Q. 1. Attempt Any Four Parts: 5 X 4 20anadinath sharmaNoch keine Bewertungen
- Modding For Ysflight - Scenery EditorDokument92 SeitenModding For Ysflight - Scenery Editordecaff_42Noch keine Bewertungen
- Research Article: International Research Journal of PharmacyDokument5 SeitenResearch Article: International Research Journal of PharmacyAlfrets Marade SianiparNoch keine Bewertungen
- Answer To Question-1: Agricultural ApplicationsDokument7 SeitenAnswer To Question-1: Agricultural ApplicationsSoham ChaudhuriNoch keine Bewertungen
- ClimateDokument38 SeitenClimateCristine CaguiatNoch keine Bewertungen
- C8 Flyer 2021 Flyer 1Dokument7 SeitenC8 Flyer 2021 Flyer 1SANKET MATHURNoch keine Bewertungen
- Fortified Rice FssaiDokument8 SeitenFortified Rice FssaisaikumarNoch keine Bewertungen
- Constructing 30deg AngleDokument4 SeitenConstructing 30deg AngleArthur ChewNoch keine Bewertungen
- CO Q1 TLE EPAS 7 8 Module 4 Preparing Technical DrawingsDokument47 SeitenCO Q1 TLE EPAS 7 8 Module 4 Preparing Technical DrawingsNicky John Doroca Dela MercedNoch keine Bewertungen
- Cross Border Pack 2 SumDokument35 SeitenCross Border Pack 2 SumYến Như100% (1)
- Theories of DissolutionDokument17 SeitenTheories of DissolutionsubhamNoch keine Bewertungen
- INERT-SIEX 200-300 IG-100: Design ManualDokument54 SeitenINERT-SIEX 200-300 IG-100: Design ManualSaleh Mohamed0% (1)
- 4200 Magnetometer Interface Manual 0014079 - Rev - ADokument34 Seiten4200 Magnetometer Interface Manual 0014079 - Rev - AJose Alberto R PNoch keine Bewertungen
- Homework 3rd SteelDokument4 SeitenHomework 3rd SteelPiseth HengNoch keine Bewertungen
- BR18S-7 Manual CracteristicasDokument10 SeitenBR18S-7 Manual Cracteristicasrendimax insumos agricolasNoch keine Bewertungen
- Standard Safety Practices Manual PDFDokument350 SeitenStandard Safety Practices Manual PDFsithulibraNoch keine Bewertungen
- Wanderer Above The Sea of FogDokument5 SeitenWanderer Above The Sea of FogMaria Angelika BughaoNoch keine Bewertungen
- The Ayurvedic Vegan Kitchen PDFDokument203 SeitenThe Ayurvedic Vegan Kitchen PDFRuvaly MzNoch keine Bewertungen
- Kyocera Mita KM1505 1510 1810 Series ELITEC EssentialsDokument6 SeitenKyocera Mita KM1505 1510 1810 Series ELITEC EssentialsJaime RiosNoch keine Bewertungen
- Balance Diet and NutritionDokument9 SeitenBalance Diet and NutritionEuniceNoch keine Bewertungen
- Custard The DragonDokument4 SeitenCustard The DragonNilesh NagarNoch keine Bewertungen
- Table of Content and PrefaceDokument5 SeitenTable of Content and PrefaceHaiderEbrahimNoch keine Bewertungen
- Module I: Introduction To Environmental PollutionDokument14 SeitenModule I: Introduction To Environmental PollutionAman John TuduNoch keine Bewertungen
- What Is MetaphysicsDokument24 SeitenWhat Is MetaphysicsDiane EnopiaNoch keine Bewertungen
- Edc Contractors Basic Safety Training: "New Normal" EditionDokument8 SeitenEdc Contractors Basic Safety Training: "New Normal" EditionCharles Rommel TadoNoch keine Bewertungen