Das könnte Ihnen auch gefallen
- En 10088-5Dokument57 SeitenEn 10088-5SergeyGalkin100% (1)
- BS en 10028 7 2016Dokument58 SeitenBS en 10028 7 2016Carlos Benavides75% (4)
- BS-970!3!1991-Specification For Wrought Steels For Mechanical and Allied Engineering PurposesDokument38 SeitenBS-970!3!1991-Specification For Wrought Steels For Mechanical and Allied Engineering PurposesEric Mellier100% (1)
- BS en 10217-2-2019Dokument38 SeitenBS en 10217-2-2019Federico De Martini100% (2)
- BS en 764-1-2004 Terminology - Pressure, Temperature, VolumeDokument18 SeitenBS en 764-1-2004 Terminology - Pressure, Temperature, VolumemarkodzajicNoch keine Bewertungen
- Önorm en 10208-2Dokument6 SeitenÖnorm en 10208-2jan_matej56510% (1)
- BS en 10028-3-2017Dokument22 SeitenBS en 10028-3-2017Ly Khoa100% (1)
- BS 2874Dokument1 SeiteBS 2874poydulefya0% (2)
- Iso 7186 2011Dokument43 SeitenIso 7186 2011DBasak_1974Noch keine Bewertungen
- En 10273 (2007) (E)Dokument6 SeitenEn 10273 (2007) (E)Erik Rocha33% (3)
- 98704025203Dokument16 Seiten98704025203Ajeeth Kumar0% (1)
- (BS en 10226-1 - 2004) - Pipe Threads Where Pressure Tight Joints Are Made On The Threads. Taper External Threads and Parallel Internal Threads. Dimensions, Tolerances and DesDokument16 Seiten(BS en 10226-1 - 2004) - Pipe Threads Where Pressure Tight Joints Are Made On The Threads. Taper External Threads and Parallel Internal Threads. Dimensions, Tolerances and Desbipradasdhar0% (1)
- En 1320-Fracture TestDokument17 SeitenEn 1320-Fracture TestMadley RockNoch keine Bewertungen
- PrEN 10138-1 - 2000 - Prestressing Steels Part 1 - General RequirementsDokument21 SeitenPrEN 10138-1 - 2000 - Prestressing Steels Part 1 - General RequirementsDang LuongNoch keine Bewertungen
- BS en 12099Dokument7 SeitenBS en 12099OmerfAtaNoch keine Bewertungen
- G 81Dokument7 SeitenG 81islamakthamNoch keine Bewertungen
- Steel Forgings For Pressure PurposesDokument18 SeitenSteel Forgings For Pressure PurposesnikolicjelenaNoch keine Bewertungen
- A252Dokument7 SeitenA252Luz DuarteNoch keine Bewertungen
- Bs en 1057 - Copper and Alloys - Seamless Round Copper Tubes For Water and Gas in Sanitary and Heating ApplicationsDokument50 SeitenBs en 1057 - Copper and Alloys - Seamless Round Copper Tubes For Water and Gas in Sanitary and Heating Applicationsvinay19990% (1)
- En10028 2Dokument29 SeitenEn10028 2GaneshNoch keine Bewertungen
- BS en 10217-1-2019Dokument50 SeitenBS en 10217-1-2019Federico De MartiniNoch keine Bewertungen
- BS en 10106-2015 - (2016-06-12 - 11-05-27 Am)Dokument22 SeitenBS en 10106-2015 - (2016-06-12 - 11-05-27 Am)XiangShiNoch keine Bewertungen
- BS en 12334 2001Dokument14 SeitenBS en 12334 2001Ian Yu Hin Wong100% (1)
- BS en 10028-1Dokument24 SeitenBS en 10028-1Andrei Balázs100% (1)
- Din 1691 - 1985Dokument12 SeitenDin 1691 - 1985a.n.87711990Noch keine Bewertungen
- En 10222-5Dokument23 SeitenEn 10222-5Sakshi Agrawal100% (1)
- Din 3357-1Dokument7 SeitenDin 3357-1gm_revankar39420% (1)
- BS en 10028-5-2017Dokument18 SeitenBS en 10028-5-2017Ly Khoa100% (1)
- BS 1503-1989Dokument35 SeitenBS 1503-1989Олег Соловьев100% (1)
- DIN EN 14700: Welding Consumables For Hard-FacingDokument14 SeitenDIN EN 14700: Welding Consumables For Hard-FacingHany Elsayed100% (1)
- En10222 4-1999Dokument12 SeitenEn10222 4-1999Dumitru SorinaNoch keine Bewertungen
- Din 17100Dokument5 SeitenDin 17100Akhmad ZaenudinNoch keine Bewertungen
- BS en 00287-6-2010Dokument26 SeitenBS en 00287-6-2010Shan Sandaruwan AbeywardeneNoch keine Bewertungen
- BS en 10028-4-2017Dokument18 SeitenBS en 10028-4-2017Ly KhoaNoch keine Bewertungen
- Astm A351 2006Dokument5 SeitenAstm A351 2006Almas AthifNoch keine Bewertungen
- En 10220Dokument9 SeitenEn 10220Rada0% (1)
- BS En253Dokument50 SeitenBS En253VaradarajNoch keine Bewertungen
- BS en 10028-6-2017Dokument18 SeitenBS en 10028-6-2017Ly KhoaNoch keine Bewertungen
- Bs 3100Dokument20 SeitenBs 3100Sintha AidroosNoch keine Bewertungen
- ASTM A194 - CS Bolting PDFDokument11 SeitenASTM A194 - CS Bolting PDFFariz Andriawan100% (1)
- International StandardDokument18 SeitenInternational StandardshivendrakumarNoch keine Bewertungen
- BS en 1708-3-12Dokument22 SeitenBS en 1708-3-12gaso99Noch keine Bewertungen
- BS 7668.2004Dokument19 SeitenBS 7668.2004yy2010Noch keine Bewertungen
- Standard For FastenersDokument11 SeitenStandard For FastenersAmandeep SinghNoch keine Bewertungen
- BS en 10016-3-1995 (1999)Dokument10 SeitenBS en 10016-3-1995 (1999)Martijn GrootNoch keine Bewertungen
- Iso 4759-1 2000 PDFDokument8 SeitenIso 4759-1 2000 PDFangelokyo100% (1)
- BS en 10228 4 2016 Non Destructive Testi PDFDokument30 SeitenBS en 10228 4 2016 Non Destructive Testi PDFDaryna KupriianovaNoch keine Bewertungen
- Steel Wire, Carbon and Alloy Specialty Spring Quality: Standard Specification ForDokument5 SeitenSteel Wire, Carbon and Alloy Specialty Spring Quality: Standard Specification ForAli KatamipourNoch keine Bewertungen
- Iso 14582 - Hexalobular Socket Countersunk Flat Head Screws, High Head PDFDokument5 SeitenIso 14582 - Hexalobular Socket Countersunk Flat Head Screws, High Head PDFMitesh MakvanaNoch keine Bewertungen
- Bs 3293Dokument18 SeitenBs 3293nguyenmainam0% (1)
- Steel Castings For Pressure Purposes: British Standard Bs en 10213:2007Dokument32 SeitenSteel Castings For Pressure Purposes: British Standard Bs en 10213:2007Federico De MartiniNoch keine Bewertungen
- BS en 1515 2 PDFDokument22 SeitenBS en 1515 2 PDFCristian G. Ciocoi100% (1)
- BS en 10226-2 2005Dokument16 SeitenBS en 10226-2 2005kartikNoch keine Bewertungen
- Dinen 10079 - 200706 - enDokument46 SeitenDinen 10079 - 200706 - enAnonymous dvrhf5Noch keine Bewertungen
- Seamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceDokument11 SeitenSeamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceIndra NainggolanNoch keine Bewertungen
- Iso 683-18-2014Dokument64 SeitenIso 683-18-2014Amit TiwariNoch keine Bewertungen
- BS+5163 1 2004Dokument14 SeitenBS+5163 1 2004khai rule100% (1)
- Bsen-Iso3651 2Dokument18 SeitenBsen-Iso3651 2MANIVASAGANNoch keine Bewertungen
- BS en 1560Dokument13 SeitenBS en 1560Mustafa KorkutNoch keine Bewertungen
- European Standard Norme Européenne Europäische Norm: Draft Pren 10138-1Dokument21 SeitenEuropean Standard Norme Européenne Europäische Norm: Draft Pren 10138-1gguardianangel100% (1)
- Cold-Rolled Low Carbon Steel Flat Products For Vitreous EnaDokument24 SeitenCold-Rolled Low Carbon Steel Flat Products For Vitreous Enanandi_scrNoch keine Bewertungen
- BS en 758-97 PDFDokument16 SeitenBS en 758-97 PDFAhmet Memiş100% (1)
- Typical Mix RatioDokument1 SeiteTypical Mix RatioOmerfAtaNoch keine Bewertungen
- Mix Ratio CalculationDokument1 SeiteMix Ratio CalculationOmerfAtaNoch keine Bewertungen
- Design Drawing of Reinforced Concrete StructuresDokument319 SeitenDesign Drawing of Reinforced Concrete StructuresKiran D Anvekar100% (5)
- Corp CMF WP Cleaning and Desinfection PDFDokument3 SeitenCorp CMF WP Cleaning and Desinfection PDFOmerfAtaNoch keine Bewertungen
- Quantity of Cement in 1 M of ConcreteDokument8 SeitenQuantity of Cement in 1 M of ConcreteOmerfAtaNoch keine Bewertungen
- Asia Energy ProjectsDokument19 SeitenAsia Energy ProjectsOmerfAtaNoch keine Bewertungen
- 13 Health and Safety in Norwegian TunnellingDokument66 Seiten13 Health and Safety in Norwegian TunnellingOmerfAtaNoch keine Bewertungen
- BS4756Dokument8 SeitenBS4756OmerfAtaNoch keine Bewertungen
- HSE Inspection and ReportsDokument4 SeitenHSE Inspection and ReportsOmerfAtaNoch keine Bewertungen
- Is Iec 41 1991Dokument214 SeitenIs Iec 41 1991OmerfAta100% (1)
- BS6362Dokument8 SeitenBS6362OmerfAtaNoch keine Bewertungen
- Flexible Boru Problemleri̇Dokument2 SeitenFlexible Boru Problemleri̇OmerfAtaNoch keine Bewertungen
- BS5481Dokument16 SeitenBS5481OmerfAtaNoch keine Bewertungen
- BS en 12330Dokument19 SeitenBS en 12330OmerfAtaNoch keine Bewertungen
- BS en 1716Dokument11 SeitenBS en 1716OmerfAtaNoch keine Bewertungen
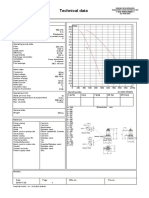
- EBARA-100DML51.5 Pump CatalogueDokument6 SeitenEBARA-100DML51.5 Pump CatalogueSyafiq KamaluddinNoch keine Bewertungen
- European Standard - prEN - 12811-2 - (E) - 2003-05Dokument17 SeitenEuropean Standard - prEN - 12811-2 - (E) - 2003-05Derek ReddinNoch keine Bewertungen
- M - ENG - DIS v1.1Dokument96 SeitenM - ENG - DIS v1.1Ahmed Emad Ahmed100% (1)
- Engine Construction PDFDokument149 SeitenEngine Construction PDFNitin Sharma100% (1)
- b205g - MS Plus - 201601Dokument44 Seitenb205g - MS Plus - 201601Alexandre SouzaNoch keine Bewertungen
- 14251A ch1Dokument32 Seiten14251A ch1jcarlos7411Noch keine Bewertungen
- Sri PDFDokument10 SeitenSri PDFJimmy TanNoch keine Bewertungen
- Presentation - China and Russia - Final 01.11.2019Dokument38 SeitenPresentation - China and Russia - Final 01.11.2019kaustavNoch keine Bewertungen
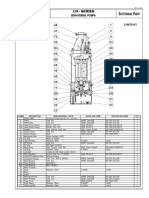
- Sec 06 LH430-61Dokument1 SeiteSec 06 LH430-61mario pastranaNoch keine Bewertungen
- Casting Basis-Rev 2Dokument27 SeitenCasting Basis-Rev 2Vasudev DevNoch keine Bewertungen
- Lecture 1-Eng Materials and Iron and Steel MakingDokument44 SeitenLecture 1-Eng Materials and Iron and Steel Makingم.ذكى فضل ذكى100% (1)
- BAS Catalogue No. 902 Mar2022 CompressedDokument31 SeitenBAS Catalogue No. 902 Mar2022 CompressedMetal deptNoch keine Bewertungen
- Caprari PDFDokument1 SeiteCaprari PDFTahirJabbarNoch keine Bewertungen
- Check Valves With Tilting DiscDokument2 SeitenCheck Valves With Tilting DiscSamir RawalNoch keine Bewertungen
- Phases in Iron-Fe3C Phase DaigramDokument5 SeitenPhases in Iron-Fe3C Phase Daigramapurva karleNoch keine Bewertungen
- Iron and SteelDokument5 SeitenIron and SteelMirnawati Jafar DMNoch keine Bewertungen
- Effect of Impurities On Cast Iron Impurities:: SiliconDokument16 SeitenEffect of Impurities On Cast Iron Impurities:: SiliconMD. ZUBAIR ISLAMNoch keine Bewertungen
- Article Nodular Cast IronDokument10 SeitenArticle Nodular Cast IronLauraRibeiroNoch keine Bewertungen
- r05311803 Heat Treatment TechnologyDokument8 Seitenr05311803 Heat Treatment TechnologySrinivasa Rao GNoch keine Bewertungen
- MoC ReviewerDokument37 SeitenMoC ReviewerRonaldNoch keine Bewertungen
- Compacted Graphite Iron Was First Patented at About The Same Time As Ductile Iron in The Late 1940Dokument4 SeitenCompacted Graphite Iron Was First Patented at About The Same Time As Ductile Iron in The Late 1940Agustin GerardoNoch keine Bewertungen
- Ca Ve Ba Sferoya EtkisiDokument9 SeitenCa Ve Ba Sferoya Etkisiİğrek Takım TezgahlarıNoch keine Bewertungen
- How To Weld Cast Iron - 8 Steps (With Pictures) - WikiHowDokument3 SeitenHow To Weld Cast Iron - 8 Steps (With Pictures) - WikiHowzidaaanNoch keine Bewertungen
- Alloy System: By: Engr. Glenda A. de MesaDokument53 SeitenAlloy System: By: Engr. Glenda A. de MesaJoseph MondragonNoch keine Bewertungen
- Cast Irons: - Iron-Carbon Alloys With More Than 2.11% CarbonDokument42 SeitenCast Irons: - Iron-Carbon Alloys With More Than 2.11% Carbonnaseema shaikNoch keine Bewertungen
- Metallurgists-Quiz No.6 (: Mutiple Choice QuestionsDokument6 SeitenMetallurgists-Quiz No.6 (: Mutiple Choice QuestionsRathnakrajaNoch keine Bewertungen
- 224 XyronDokument1 Seite224 Xyrontabrizee nurNoch keine Bewertungen
- Ensival Moret GeneralDokument2 SeitenEnsival Moret GeneralPatricia J ÁngelesNoch keine Bewertungen
- A1-Glandless Pumps - 2009Dokument495 SeitenA1-Glandless Pumps - 2009DanielAcovskiNoch keine Bewertungen