Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Gtsac : Flight Engineering SectionDokument1 SeiteGtsac : Flight Engineering Sectionseafire47100% (1)
- Percival Q4,6 1937 - 3486Dokument1 SeitePercival Q4,6 1937 - 3486seafire47Noch keine Bewertungen
- PH - Carolina's Chorizo Carbonara With Garden SaladDokument2 SeitenPH - Carolina's Chorizo Carbonara With Garden Saladseafire47Noch keine Bewertungen
- PH - Almond & Garlic Crusted Chicken With Cherry Tomato SaladDokument2 SeitenPH - Almond & Garlic Crusted Chicken With Cherry Tomato Saladseafire47Noch keine Bewertungen
- 1937 - 3485Dokument1 Seite1937 - 3485seafire47Noch keine Bewertungen
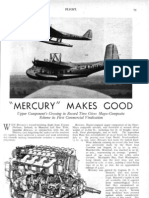
- Second Parting: Short-Mayo Compo-Site Separated "In Public"Dokument1 SeiteSecond Parting: Short-Mayo Compo-Site Separated "In Public"seafire47Noch keine Bewertungen
- Shor BRQS.: of RochesterDokument1 SeiteShor BRQS.: of Rochesterseafire47Noch keine Bewertungen
- Short S.20 Mercury SDokument3 SeitenShort S.20 Mercury Sseafire47Noch keine Bewertungen
- 1938 - 2869Dokument1 Seite1938 - 2869seafire47Noch keine Bewertungen
- Commercial Aviation and Airlines Updates in 1935Dokument1 SeiteCommercial Aviation and Airlines Updates in 1935seafire47Noch keine Bewertungen
- Flight.: Final Gliding Contest ResultsDokument1 SeiteFlight.: Final Gliding Contest Resultsseafire47Noch keine Bewertungen
- 203 Sample ArticleDokument8 Seiten203 Sample Articleseafire47Noch keine Bewertungen
- East To West Record: 13% HOURSDokument1 SeiteEast To West Record: 13% HOURSseafire47Noch keine Bewertungen
- "Mercury" Makes GoodDokument1 Seite"Mercury" Makes Goodseafire47Noch keine Bewertungen
- 74-A-23 Se5a F938Dokument4 Seiten74-A-23 Se5a F938seafire47Noch keine Bewertungen
- 598 Flight.: DECEMBER I 6, 1937Dokument1 Seite598 Flight.: DECEMBER I 6, 1937seafire47Noch keine Bewertungen
- 4 Worlds FairDokument5 Seiten4 Worlds Fairseafire47Noch keine Bewertungen
- 1937 - 3487Dokument1 Seite1937 - 3487seafire47Noch keine Bewertungen
- SB2U VindicatorDokument11 SeitenSB2U Vindicatorseafire47100% (1)
- Wright Flyer 1903 EngineDokument3 SeitenWright Flyer 1903 Engineseafire47Noch keine Bewertungen
- 8 Ross RS1 93Dokument4 Seiten8 Ross RS1 93seafire47Noch keine Bewertungen
- 95 Sample ArticleDokument5 Seiten95 Sample Articleseafire47Noch keine Bewertungen
- 7 Moundsville Lone Eagle 94Dokument9 Seiten7 Moundsville Lone Eagle 94seafire47Noch keine Bewertungen
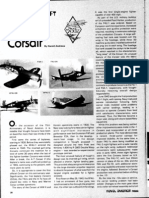
- Chance Vought F4u CorsairDokument6 SeitenChance Vought F4u Corsairseafire47100% (3)
- F4u 4Dokument8 SeitenF4u 4seafire47100% (1)
- VS-10001 GA 02 F4U-1 CorsairDokument0 SeitenVS-10001 GA 02 F4U-1 Corsairseafire47Noch keine Bewertungen
- Splash 1Dokument4 SeitenSplash 1seafire47100% (1)
- Designation OF USA AIRCRAFTDokument9 SeitenDesignation OF USA AIRCRAFTseafire47Noch keine Bewertungen
- Raid On Regensburg2Dokument8 SeitenRaid On Regensburg2seafire47100% (1)
- b47 v3Dokument4 Seitenb47 v3seafire47100% (1)