Das könnte Ihnen auch gefallen
- Field Application Note: Reverse Dial Indicator Alignment RdiaDokument7 SeitenField Application Note: Reverse Dial Indicator Alignment RdiaYasir BhattiNoch keine Bewertungen
- Reverse Dial-Indicator-Alignment-Procedure PDFDokument4 SeitenReverse Dial-Indicator-Alignment-Procedure PDFamirthraj74Noch keine Bewertungen
- Dial Gauge and Alignment: We Are Your Team MembersDokument11 SeitenDial Gauge and Alignment: We Are Your Team MembersSIVAPATHASEKARAN100% (2)
- Reverse Dial AlignmentDokument7 SeitenReverse Dial AlignmentPopescu CarmenNoch keine Bewertungen
- Mechanical Workshop Presenters: Chris Akpan & Adeboye ODokument143 SeitenMechanical Workshop Presenters: Chris Akpan & Adeboye OAnie EkpenyongNoch keine Bewertungen
- Dial Indicator Alignment BasicsDokument24 SeitenDial Indicator Alignment Basicskiki270977100% (2)
- Alignment and Types Prepeard by InzamamDokument58 SeitenAlignment and Types Prepeard by InzamamUsama ArifNoch keine Bewertungen
- AlignmentDokument35 SeitenAlignmentdf100% (1)
- Reverse Dial Indicator MethodDokument14 SeitenReverse Dial Indicator MethodvinothenergyNoch keine Bewertungen
- Alignment Training (Presentation) - Apr07Dokument50 SeitenAlignment Training (Presentation) - Apr07Mohamed Belall100% (3)
- Rim and Face AlignmentDokument8 SeitenRim and Face Alignmentnazir305Noch keine Bewertungen
- Shaft Alignment: Your Photo HereDokument75 SeitenShaft Alignment: Your Photo HereMahmoud Elghandour0% (1)
- Alignment Lecture2Dokument42 SeitenAlignment Lecture2jlaguilar100% (1)
- A Practical Guide To Shaft AlignmentDokument74 SeitenA Practical Guide To Shaft AlignmentRjeb mohamed92% (12)
- Shaft Alignment - Solved ExamplesDokument12 SeitenShaft Alignment - Solved Examplesmane1976100% (3)
- Alignment Face and Rim MethodDokument3 SeitenAlignment Face and Rim MethodAbd Elrahman Abd Rabouh100% (2)
- 1 AlignmentDokument62 Seiten1 AlignmentTanoj PatroNoch keine Bewertungen
- Measurement and Metrology Lab ManualDokument29 SeitenMeasurement and Metrology Lab ManualVINITNoch keine Bewertungen
- Laser Shaft Alignment: Report No:1Dokument36 SeitenLaser Shaft Alignment: Report No:1Mahmoud Morsy AboualiNoch keine Bewertungen
- Introduction To Machinery Alignment: Advanced Consulting For TechnologiesDokument63 SeitenIntroduction To Machinery Alignment: Advanced Consulting For TechnologiesDamir Vucicic100% (1)
- Whitepaper - AlignmentDokument20 SeitenWhitepaper - Alignmentmanbkk100% (2)
- Reverse and Rim and Face AlignmentDokument37 SeitenReverse and Rim and Face AlignmentvenkeekuNoch keine Bewertungen
- AlignmentDokument27 SeitenAlignmentdax100% (2)
- Standard Overhauling Procedure of Single Stage Horizontal Centrifugal PumpDokument3 SeitenStandard Overhauling Procedure of Single Stage Horizontal Centrifugal PumpNilesh GohelNoch keine Bewertungen
- Steps of AlignmentDokument12 SeitenSteps of AlignmentRupesh SinhaNoch keine Bewertungen
- Heat Exchanger - PPT (Recovered)Dokument53 SeitenHeat Exchanger - PPT (Recovered)Jignesh PandyaNoch keine Bewertungen
- CM M 03 AlignmentDokument76 SeitenCM M 03 AlignmentAjay RanganathanNoch keine Bewertungen
- NATCOM Alignment TrainingDokument133 SeitenNATCOM Alignment TrainingMohamed M. AfifiNoch keine Bewertungen
- Rotating Equipment Knowledge2Dokument20 SeitenRotating Equipment Knowledge2SingSareblakKanaManah100% (1)
- How To Check Pre Alignment MotorDokument6 SeitenHow To Check Pre Alignment MotorJessie PimentelNoch keine Bewertungen
- 6 Steps To Shaft Alignment PDFDokument18 Seiten6 Steps To Shaft Alignment PDFAhmed SaifeldinNoch keine Bewertungen
- 14 Shaft Alignment 이해와 절차Dokument25 Seiten14 Shaft Alignment 이해와 절차Rini Dwi AstutiNoch keine Bewertungen
- Condition Monitoring of Rotary Equipments by Vibration AnalysisDokument34 SeitenCondition Monitoring of Rotary Equipments by Vibration Analysispradeep.selvarajanNoch keine Bewertungen
- Roundness IDokument13 SeitenRoundness Ibalasubramani_srinivNoch keine Bewertungen
- Notes On BearingsDokument42 SeitenNotes On BearingsPRAVEEN KUMAR SINGHNoch keine Bewertungen
- Machine Installation - Shaft AlignmentDokument17 SeitenMachine Installation - Shaft AlignmentD.b. Tampubolon100% (1)
- Rotating EquipmentDokument2 SeitenRotating EquipmentHasen Bebba100% (1)
- Soft FootingDokument4 SeitenSoft FootingSantoshNoch keine Bewertungen
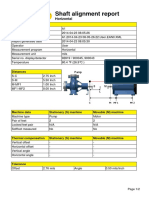
- Easy Laser Sample Shaft Alignment Report PDFDokument2 SeitenEasy Laser Sample Shaft Alignment Report PDFfjalzinaNoch keine Bewertungen
- Welding Tolerance StandardsDokument6 SeitenWelding Tolerance StandardsSowmen_CNoch keine Bewertungen
- Laser Alignment Standards PDFDokument10 SeitenLaser Alignment Standards PDFrohit singh100% (1)
- AE8009 Airframe Maintenance & RepairDokument80 SeitenAE8009 Airframe Maintenance & RepairAeronaughtycs HamdanNoch keine Bewertungen
- Rim & Face Alignment MethodDokument9 SeitenRim & Face Alignment Methoddg_cd7340Noch keine Bewertungen
- Machine Alignment HandbookDokument20 SeitenMachine Alignment HandbookJuan Carlos Rios Esparza100% (1)
- Shaft Alignment & CouplingsDokument30 SeitenShaft Alignment & CouplingsInaam Ur RehmanNoch keine Bewertungen
- Hydraulic Bearing PullerDokument4 SeitenHydraulic Bearing PullerRvenkatesan Venkatesan100% (1)
- Welded Steel Tanks For Oil StorageDokument43 SeitenWelded Steel Tanks For Oil StorageAluosh AluoshNoch keine Bewertungen
- Shaft AlignmentDokument15 SeitenShaft AlignmentahmedaboshadyNoch keine Bewertungen
- Pre-Alignment: How 15 Minutes Can Save You: Prolific Systems & Technologies PVT LTDDokument89 SeitenPre-Alignment: How 15 Minutes Can Save You: Prolific Systems & Technologies PVT LTDTushar RanjanSahu100% (1)
- 14 Shaft Alignment - 1Dokument25 Seiten14 Shaft Alignment - 1sppramNoch keine Bewertungen
- Dial Indicator Alignment ProcedureDokument4 SeitenDial Indicator Alignment ProcedureAnonymous HtYWpEtXGzNoch keine Bewertungen
- Dial Indicator Pump Alignment ProcedureDokument6 SeitenDial Indicator Pump Alignment Proceduresikandert4uNoch keine Bewertungen
- Pump AlignmentDokument6 SeitenPump AlignmentJuned Hamid KhanNoch keine Bewertungen
- Dial Indicator Alignment Procedure PDFDokument4 SeitenDial Indicator Alignment Procedure PDFMohamed ShehataNoch keine Bewertungen
- Alignment of TwoDokument15 SeitenAlignment of TwoquintanacalzadillasjaimeNoch keine Bewertungen
- Dial GaugeDokument3 SeitenDial GaugeEnChick Pe'OtNoch keine Bewertungen
- Axis & Ball Screw InspectionDokument15 SeitenAxis & Ball Screw InspectionPham LongNoch keine Bewertungen
- 944-950 Manual With PartsDokument27 Seiten944-950 Manual With PartsGabeNoch keine Bewertungen
- Effects of MisalignmentDokument50 SeitenEffects of MisalignmentRana RandhirNoch keine Bewertungen
- WSTP 112ME Week 6-7 Notes 2022Dokument32 SeitenWSTP 112ME Week 6-7 Notes 2022Noel LecanielNoch keine Bewertungen
- Analisis de Vibraciones Mecanicas SKFDokument31 SeitenAnalisis de Vibraciones Mecanicas SKFJhonathan GarciaNoch keine Bewertungen
- APEGA Professional Practice StandardDokument28 SeitenAPEGA Professional Practice StandardjohnsaballaNoch keine Bewertungen
- APEGA Professional Practice StandardDokument28 SeitenAPEGA Professional Practice StandardjohnsaballaNoch keine Bewertungen
- Vibration Severity - IsO 2372 ChartDokument1 SeiteVibration Severity - IsO 2372 Chartramnadh803181100% (1)
- Gylon GasketingDokument12 SeitenGylon GasketingjohnsaballaNoch keine Bewertungen
- Conversion TableDokument7 SeitenConversion Tableramesh77cNoch keine Bewertungen
- Gylon ChartDokument4 SeitenGylon ChartjohnsaballaNoch keine Bewertungen
- Gasket HandbookDokument48 SeitenGasket Handbookgladiatork00796% (24)
- Gylon GasketingDokument12 SeitenGylon GasketingjohnsaballaNoch keine Bewertungen
- Api Plan 11Dokument6 SeitenApi Plan 11johnsaballaNoch keine Bewertungen
- AB-516 PESRUserGuide PDFDokument92 SeitenAB-516 PESRUserGuide PDFjohnsaballa100% (1)
- Api Plan 11Dokument6 SeitenApi Plan 11johnsaballaNoch keine Bewertungen
- Shell Diala Oil BX PDS v00Dokument2 SeitenShell Diala Oil BX PDS v00johnsaballaNoch keine Bewertungen
- Simplified Analysisof Continuous BeamsDokument8 SeitenSimplified Analysisof Continuous BeamsMin Thiha NaingNoch keine Bewertungen
- Harmonic Drive CSD SpecsheetDokument3 SeitenHarmonic Drive CSD SpecsheetElectromateNoch keine Bewertungen
- Wheel BalancingDokument13 SeitenWheel BalancingSheerazNoch keine Bewertungen
- 1.6 66 77 2.0 105 110 135 KW TDI CR EngineDokument397 Seiten1.6 66 77 2.0 105 110 135 KW TDI CR EngineRSTNoch keine Bewertungen
- Cpmpression Member Design: 4.1 Introductory ConceptsDokument40 SeitenCpmpression Member Design: 4.1 Introductory ConceptssaadkhalisNoch keine Bewertungen
- Gearbox Failure of Large Gas Turbine Generator Case StudyDokument2 SeitenGearbox Failure of Large Gas Turbine Generator Case StudyJesusNoch keine Bewertungen
- Flue Gas CalculationDokument2 SeitenFlue Gas CalculationhcorpdgpNoch keine Bewertungen
- McqsDokument2 SeitenMcqsZameer Bhurgri100% (1)
- Recommendation of RILEM TC 261-CCF Test Method ToDokument20 SeitenRecommendation of RILEM TC 261-CCF Test Method ToManelNoch keine Bewertungen
- PartDokument9 SeitenPartMahendranath Ramakrishnan0% (2)
- Materials Today: Proceedings: Chirag D. Bhatt, Mukesh Nadarajan, R. Balaji, Isukapalli Rohith, Ashish SelokarDokument7 SeitenMaterials Today: Proceedings: Chirag D. Bhatt, Mukesh Nadarajan, R. Balaji, Isukapalli Rohith, Ashish SelokarRahulJNairNoch keine Bewertungen
- C32 Project GuideDokument32 SeitenC32 Project GuideAnonymous Kr13NEB100% (4)
- Reinforced Concrete Design of A 5 Storey Seminary Main BuildingDokument117 SeitenReinforced Concrete Design of A 5 Storey Seminary Main Buildingjedsclement100% (1)
- Service Manual H2SM 912H03R2 SM071225Dokument50 SeitenService Manual H2SM 912H03R2 SM071225Courtney PettyNoch keine Bewertungen
- Chittagong University of Engineering & Technology Chittagong - 4349, BangladeshDokument8 SeitenChittagong University of Engineering & Technology Chittagong - 4349, BangladeshAL-AMIN AHMED MOBIN 1801015Noch keine Bewertungen
- NDT Important QuestionsDokument2 SeitenNDT Important QuestionsSaffan ahmed KhanNoch keine Bewertungen
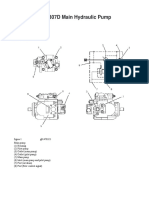
- Cat 307D Main Pump OperationDokument3 SeitenCat 307D Main Pump Operationkahandawala100% (1)
- Qip (Iit Indore) - Steel-Concrete Composite StructuresDokument33 SeitenQip (Iit Indore) - Steel-Concrete Composite StructuresLong LothaNoch keine Bewertungen
- Agitator Power Requirementand Mixing Intensity CalculationDokument26 SeitenAgitator Power Requirementand Mixing Intensity Calculationkkaranag100% (1)
- Modelling and SimulationDokument16 SeitenModelling and SimulationWajdi SadikNoch keine Bewertungen
- RigsPresentation PDFDokument16 SeitenRigsPresentation PDFAndrei ClaudYuNoch keine Bewertungen
- ProblemsDokument5 SeitenProblemsJustine Roy PunzalanNoch keine Bewertungen
- Orientation Syllabus Thermo 2Dokument16 SeitenOrientation Syllabus Thermo 2Kenneth Rodriguez HerminadoNoch keine Bewertungen
- Mvjce Me 6 SemDokument101 SeitenMvjce Me 6 SemAkash AkuNoch keine Bewertungen
- Auto Chassis NotesDokument70 SeitenAuto Chassis NotesSrinivas NadellaNoch keine Bewertungen
- Different Types of Moment FramesDokument2 SeitenDifferent Types of Moment FramesRazell RuizNoch keine Bewertungen
- Performance Based Seismic Design of Reinforced Concrete Tall BuildingsDokument175 SeitenPerformance Based Seismic Design of Reinforced Concrete Tall BuildingsPatrick CanceranNoch keine Bewertungen
- Carrier KHB Series Brochure - tcm478-51451Dokument2 SeitenCarrier KHB Series Brochure - tcm478-51451Jerine BabuNoch keine Bewertungen
- Ecg303-M3-01 Soil Permeability and Seepage PDFDokument20 SeitenEcg303-M3-01 Soil Permeability and Seepage PDFDk AshokNoch keine Bewertungen