Das könnte Ihnen auch gefallen
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaVon EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaNoch keine Bewertungen
- Acondicionado de materiales termoplásticos para su transformación. QUIT0209Von EverandAcondicionado de materiales termoplásticos para su transformación. QUIT0209Noch keine Bewertungen
- InyecciónDokument10 SeitenInyecciónKaty EstradaNoch keine Bewertungen
- Informe Inyección de PlásticoDokument14 SeitenInforme Inyección de PlásticoJhostin Cárdenas Rubio100% (1)
- Inyeccion de Plasticos PDFDokument8 SeitenInyeccion de Plasticos PDFJose Alberto Barrios MéndezNoch keine Bewertungen
- Inyectora de PlasticoDokument3 SeitenInyectora de PlasticoJaimeVp50% (2)
- Operación de Maquinas de MoldeoDokument27 SeitenOperación de Maquinas de Moldeomaloga_1Noch keine Bewertungen
- Inyeccionde PlasticosDokument8 SeitenInyeccionde PlasticosPablo Arenas AláNoch keine Bewertungen
- InyeccionDokument0 SeitenInyeccionsmejiagonzalesNoch keine Bewertungen
- Modelo Por InyeccionDokument33 SeitenModelo Por InyeccionMoulitieNoch keine Bewertungen
- Máquina de InyecciónDokument9 SeitenMáquina de InyecciónAbraham Ramirez100% (1)
- 1.2 Moldeo Por InyecciónDokument31 Seiten1.2 Moldeo Por InyecciónMoisés Vázquez ToledoNoch keine Bewertungen
- Máquina de Moldeo Por Inyección de Plástico y MoldesDokument8 SeitenMáquina de Moldeo Por Inyección de Plástico y MoldesrafaelNoch keine Bewertungen
- 3 Taller PlasticosDokument7 Seiten3 Taller PlasticosEduardo Andres Sierra DelgadoNoch keine Bewertungen
- Moldeo Por Inyeccion de Un Recipiente de PoliestirenoDokument15 SeitenMoldeo Por Inyeccion de Un Recipiente de PoliestirenoSlocky10740Noch keine Bewertungen
- Moldeo de PlásticoDokument13 SeitenMoldeo de PlásticoPaulino Hernández DanielNoch keine Bewertungen
- Moldes de Inyeccion de PlasticoDokument2 SeitenMoldes de Inyeccion de PlasticoFelipe ContrerasNoch keine Bewertungen
- Práctica RotomoldeoDokument12 SeitenPráctica RotomoldeoCésarNoch keine Bewertungen
- Fundición y Moldeo de PlasticoDokument31 SeitenFundición y Moldeo de PlasticoJoao Emmanuel Sanchez Gonzalez100% (2)
- Moldeo Por InyecciónDokument29 SeitenMoldeo Por InyecciónGerardo Zenteno RomanNoch keine Bewertungen
- Manual de Una Maquina de Inyeccion de PlasticoDokument38 SeitenManual de Una Maquina de Inyeccion de PlasticoLuis Manuel Càrdenas GarcìaNoch keine Bewertungen
- Soldadura de PlásticosDokument11 SeitenSoldadura de PlásticosManuelRamosPonceNoch keine Bewertungen
- Moldeo Por SopladoDokument19 SeitenMoldeo Por SopladoRoyner Castro PerezNoch keine Bewertungen
- Moldeo Por InyecciónDokument20 SeitenMoldeo Por InyecciónZamir DiazNoch keine Bewertungen
- Que Es El Moldeo Por InyecciónDokument22 SeitenQue Es El Moldeo Por InyecciónJOsvaldo FarNoch keine Bewertungen
- POLIMEROSDokument13 SeitenPOLIMEROSWendy Llatas JesusNoch keine Bewertungen
- Reciclaje de PlásticosDokument15 SeitenReciclaje de PlásticosMoy GPNoch keine Bewertungen
- Curso Inyección PlasticosDokument57 SeitenCurso Inyección PlasticosOscar Segura100% (2)
- Inyectora MulticolorDokument7 SeitenInyectora Multicolorsoufi1Noch keine Bewertungen
- Análisis de Caso Fallas en Proceso de Inyección de Plástico - Cristian Moises Gonzalez Bernal - Juan Sebastian Rodríguez VillegasDokument7 SeitenAnálisis de Caso Fallas en Proceso de Inyección de Plástico - Cristian Moises Gonzalez Bernal - Juan Sebastian Rodríguez VillegasJhon SmithNoch keine Bewertungen
- Tipos de PlasticosDokument11 SeitenTipos de PlasticosCristian Iván100% (1)
- Moldeo Por SopladoDokument6 SeitenMoldeo Por SopladoJ Fabian Luévano RodríguezNoch keine Bewertungen
- Extrusion y Soplado de PolimerosDokument7 SeitenExtrusion y Soplado de PolimerosJhonatan MontalvoNoch keine Bewertungen
- Diccionario de PlasticosDokument0 SeitenDiccionario de PlasticosPinkerton JD ICNoch keine Bewertungen
- Elementos Proceso Inyeccion PlasticosDokument9 SeitenElementos Proceso Inyeccion PlasticosWilliam MosqueraNoch keine Bewertungen
- Ejemplos de Uso de La Aplicación Del CPPLASTDokument25 SeitenEjemplos de Uso de La Aplicación Del CPPLASTJohn SuperdetalleNoch keine Bewertungen
- PlasticosDokument56 SeitenPlasticosNadeska Melissa Duarte UrbinaNoch keine Bewertungen
- Plasticos TermoestablesDokument9 SeitenPlasticos TermoestablesLuix HaNoch keine Bewertungen
- Materiales Poliméricos HomogéneosDokument13 SeitenMateriales Poliméricos HomogéneosClara MOralesNoch keine Bewertungen
- El Molde de InyeccionDokument16 SeitenEl Molde de InyeccionWilzon ChambiNoch keine Bewertungen
- Inyeccion de Plastico NuevoDokument170 SeitenInyeccion de Plastico NuevoEsteban Ramírez100% (1)
- Como Eliminar Las Burbujas en Piezas Elaboradas Por Inyección de PlásticoDokument2 SeitenComo Eliminar Las Burbujas en Piezas Elaboradas Por Inyección de PlásticoAnonymous i0SMnrO50% (2)
- TermoformadoDokument10 SeitenTermoformadocarlosNoch keine Bewertungen
- Diseño de Un Molde para La Inyeccion de Una Pieza de PlasticoDokument46 SeitenDiseño de Un Molde para La Inyeccion de Una Pieza de PlasticoRoberto TalledosNoch keine Bewertungen
- Proceso de InyeccionDokument166 SeitenProceso de InyeccionALFONSO TORRES67% (3)
- Reglas de Derivación CompletaDokument13 SeitenReglas de Derivación CompletaMiguel A. De Paz C.Noch keine Bewertungen
- Defectos en Las Partes Moldeadas - CAUSAS y SOLUCIONESDokument21 SeitenDefectos en Las Partes Moldeadas - CAUSAS y SOLUCIONESfabianNoch keine Bewertungen
- Mecatronica y Moldeo Por Inyeccion de PlasticoDokument32 SeitenMecatronica y Moldeo Por Inyeccion de PlasticoLuis GomezNoch keine Bewertungen
- 5 Soplado de Cuerpos HuecosDokument21 Seiten5 Soplado de Cuerpos HuecosAlejandro LoyolaNoch keine Bewertungen
- Moldeo Por CompresionDokument25 SeitenMoldeo Por CompresionarturoNoch keine Bewertungen
- CURSO MOLDEO CIENTIFICO ONLINE 23 Junio PDFDokument1 SeiteCURSO MOLDEO CIENTIFICO ONLINE 23 Junio PDFPatricio Aravena SanzNoch keine Bewertungen
- 03 OPI Llenado 2019Dokument23 Seiten03 OPI Llenado 2019Giö GdlNoch keine Bewertungen
- Tecnología de Los Plásticos - Inyeccion de Materiales Plasticos IIDokument86 SeitenTecnología de Los Plásticos - Inyeccion de Materiales Plasticos IIErnesto GheerNoch keine Bewertungen
- INYECCION de PlasticosDokument10 SeitenINYECCION de PlasticosGabriel MamaniNoch keine Bewertungen
- Trabajo de Consulta Procesos Industriales (Inyeccion Soplado)Dokument19 SeitenTrabajo de Consulta Procesos Industriales (Inyeccion Soplado)Maria Claudia Avendaño IllidgeNoch keine Bewertungen
- Plasticos Rimax S.A.SDokument11 SeitenPlasticos Rimax S.A.SBRYAN SMITH GONZALEZ CAMELONoch keine Bewertungen
- Reporte de Practica de InyeccionDokument38 SeitenReporte de Practica de InyeccionEdgar Ulises Pérez80% (5)
- Tipos de MoldeoDokument17 SeitenTipos de MoldeoSaulo Garcia CasillasNoch keine Bewertungen
- Inyeccion de MaterialesDokument80 SeitenInyeccion de Materialesnando maowNoch keine Bewertungen
- Introduccion, Cap1 Al Cap6, Conclusiones y Recomendaciones PDFDokument127 SeitenIntroduccion, Cap1 Al Cap6, Conclusiones y Recomendaciones PDFnestorNoch keine Bewertungen
- Quimica 2Dokument3 SeitenQuimica 2jose guadalupeNoch keine Bewertungen
- Practica 8 - Identificacion de Lipidos1Dokument10 SeitenPractica 8 - Identificacion de Lipidos1pili_ta91100% (1)
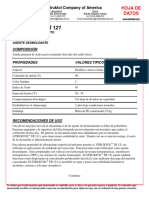
- TD TR121 - SpanishDokument2 SeitenTD TR121 - SpanishLuis Garcia MNoch keine Bewertungen
- Bielementos Biomoleculas Inorganicas Agua Sales Minerales Biomoleculas Organicas Carbohidratos LecturaDokument10 SeitenBielementos Biomoleculas Inorganicas Agua Sales Minerales Biomoleculas Organicas Carbohidratos LecturajamerNoch keine Bewertungen
- Formas Del CarbonoDokument15 SeitenFormas Del CarbonoJade LizNoch keine Bewertungen
- Tesis de María AlexandraDokument178 SeitenTesis de María AlexandraXavi D100% (1)
- 1111 Informe CiclohexenoDokument5 Seiten1111 Informe Ciclohexenokarol burbanoNoch keine Bewertungen
- Tratamiento Termico A Polimeros 3parcialDokument3 SeitenTratamiento Termico A Polimeros 3parcialMiguel Angel López NavarreteNoch keine Bewertungen
- Sistema DigestivoDokument11 SeitenSistema DigestivoAngelaa G Oviedo CarquinNoch keine Bewertungen
- Química Orgánica - Practica #2Dokument9 SeitenQuímica Orgánica - Practica #2rodrigo chNoch keine Bewertungen
- Suavecito Pomade ChileDokument22 SeitenSuavecito Pomade Chilesebafigueroa940% (1)
- Tipos de Vitaminas y Sus FuncionesDokument1 SeiteTipos de Vitaminas y Sus FuncionesNATASHANoch keine Bewertungen
- Clasificación de Las Señales de Tránsito Manuales - SonorasDokument41 SeitenClasificación de Las Señales de Tránsito Manuales - SonorasAlex-XD Free fireNoch keine Bewertungen
- Quimica - Semana 8Dokument6 SeitenQuimica - Semana 8Wilson Uturunco RafaelNoch keine Bewertungen
- Alcoholes y FenolesDokument8 SeitenAlcoholes y FenolesRicardo RamosNoch keine Bewertungen
- Especificación Técnica Pavimento Continuo de Resina EpoxiDokument3 SeitenEspecificación Técnica Pavimento Continuo de Resina EpoxiHardfloor Pavimento ContinuoNoch keine Bewertungen
- Matriz ExtracelularDokument4 SeitenMatriz ExtracelularQS MyriamNoch keine Bewertungen
- 3,4,5 TrimetoxibenzaldehidoDokument17 Seiten3,4,5 TrimetoxibenzaldehidoArianna PadillaNoch keine Bewertungen
- Clasificación de Los Seres VivosDokument34 SeitenClasificación de Los Seres Vivosatman17Noch keine Bewertungen
- Trabajo Practico de Tecnologia de Los MaterialesDokument20 SeitenTrabajo Practico de Tecnologia de Los MaterialeshansmarcosNoch keine Bewertungen
- Determinacion de CalcioDokument3 SeitenDeterminacion de CalcioDarkPeluxinNoch keine Bewertungen
- Plasticos TermoestablesDokument3 SeitenPlasticos Termoestablesveroni-k-andreaNoch keine Bewertungen
- Alquilacion Catalitica InformeDokument17 SeitenAlquilacion Catalitica InformeRonaldo Amaya rochaNoch keine Bewertungen
- Permanganato Creando Impacto en El Medio AmbienteDokument8 SeitenPermanganato Creando Impacto en El Medio AmbienteMonicaNoch keine Bewertungen
- Aldehidos y CetonasDokument3 SeitenAldehidos y CetonasSteven Perdomo CruzNoch keine Bewertungen
- Guia Aminas Sem 11Dokument16 SeitenGuia Aminas Sem 11Webster Christofer Rodriguez JimenezNoch keine Bewertungen
- Informe de Práctica 4 - ApanalDokument8 SeitenInforme de Práctica 4 - ApanalArmand Ruiz SaldañaNoch keine Bewertungen
- Actividad IndividualDokument22 SeitenActividad IndividualAleja Carmona BermudezNoch keine Bewertungen
- Carbon Activa DoDokument27 SeitenCarbon Activa DoLaura TorresNoch keine Bewertungen
- Taller de Bioquímica Aminoácidos Proteínas y EnzimasDokument5 SeitenTaller de Bioquímica Aminoácidos Proteínas y Enzimasricardo yepesNoch keine Bewertungen