Das könnte Ihnen auch gefallen
- Method Statement For Fabrication, Installation and Testing of PipeworkDokument31 SeitenMethod Statement For Fabrication, Installation and Testing of PipeworkNaveed Ahmed Get-Info100% (1)
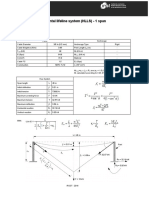
- Horizontal Life Line CalculationDokument1 SeiteHorizontal Life Line Calculationhasan_676489616100% (1)
- HARIG, 612 & 618 BallwayDokument25 SeitenHARIG, 612 & 618 BallwaySaul Saldana LoyaNoch keine Bewertungen
- ITP Installation of Boiler - R1Dokument14 SeitenITP Installation of Boiler - R1crys100% (4)
- Ms Ag 002 Rev 0 - Method Statement For Above Ground PipingDokument16 SeitenMs Ag 002 Rev 0 - Method Statement For Above Ground Pipingsugumar50% (4)
- Engine Bearing Failure Analysis GuideDokument32 SeitenEngine Bearing Failure Analysis Guidetiredforever100% (1)
- ITP For Duct WorkDokument1 SeiteITP For Duct WorktreyNoch keine Bewertungen
- Hydrotest Check List PDFDokument1 SeiteHydrotest Check List PDFSaut Maruli Tua Samosir100% (1)
- Mechanical Completion Check ListDokument6 SeitenMechanical Completion Check Listmanish2089Noch keine Bewertungen
- Attachment 6 - Piping Test Package (Manifold 204, 205) (Pages 56 To 121) - A4A0Z7Dokument66 SeitenAttachment 6 - Piping Test Package (Manifold 204, 205) (Pages 56 To 121) - A4A0Z7indusampath100% (2)
- Inspection and Test PlanDokument58 SeitenInspection and Test PlanTouil Houssem100% (1)
- Din 2614Dokument11 SeitenDin 2614hasan_676489616Noch keine Bewertungen
- Din 17240Dokument24 SeitenDin 17240hasan_676489616100% (1)
- Din 17221Dokument9 SeitenDin 17221hasan_676489616100% (1)
- E SN752Dokument3 SeitenE SN752hasan_676489616Noch keine Bewertungen
- Astm A923 PDFDokument10 SeitenAstm A923 PDFQcsss SHPLNoch keine Bewertungen
- Piping Above Ground Installation Work ProcedureDokument38 SeitenPiping Above Ground Installation Work Proceduremanoj thakkar100% (1)
- MS For Hydro Test ModDokument7 SeitenMS For Hydro Test ModIbrahim KhanNoch keine Bewertungen
- Fabrication Erection Installation Procedure For Piping PDFDokument35 SeitenFabrication Erection Installation Procedure For Piping PDFTaofiq100% (1)
- Fabrication Erection and Installation Procedure For PipingDokument36 SeitenFabrication Erection and Installation Procedure For Pipinggst ajah100% (2)
- Fabrication Erection Installation Procedure For PipingDokument35 SeitenFabrication Erection Installation Procedure For Pipingbain100% (1)
- Tank Erection Procedure: Note: This Is The Sample Document For The Related Job OnlyDokument5 SeitenTank Erection Procedure: Note: This Is The Sample Document For The Related Job Onlygeorge israelNoch keine Bewertungen
- DRP001-OUF-STA-MTS-L-000-030-O1 - WMS Pickling and Passivation PDFDokument36 SeitenDRP001-OUF-STA-MTS-L-000-030-O1 - WMS Pickling and Passivation PDFrodman823Noch keine Bewertungen
- PPR Method StatementDokument53 SeitenPPR Method StatementDiaa Gobran100% (1)
- 02 MechanicalDokument44 Seiten02 Mechanicalmusaismail8863Noch keine Bewertungen
- Vessel Final BoxDokument14 SeitenVessel Final Boxmanoj thakkarNoch keine Bewertungen
- Itp StructureDokument47 SeitenItp StructureMohammed Ady Ganjar100% (4)
- Taping and Chilled Water Pipe InstallationDokument13 SeitenTaping and Chilled Water Pipe InstallationProject enghvacNoch keine Bewertungen
- MS-M-063 Rev. 1 - Air Fin Cooler InstallationDokument6 SeitenMS-M-063 Rev. 1 - Air Fin Cooler InstallationwalitedisonNoch keine Bewertungen
- Construction Method Statement: Fabrication & Erection of Piping SystemDokument24 SeitenConstruction Method Statement: Fabrication & Erection of Piping SystemHarun Akkaya100% (2)
- Inspection and Test Plan Piping Works Main Deck, Service Platform, Module, EtcDokument3 SeitenInspection and Test Plan Piping Works Main Deck, Service Platform, Module, Etcaditya kokoNoch keine Bewertungen
- ITP - 003 - Rotating Equipment - IFRDokument3 SeitenITP - 003 - Rotating Equipment - IFRMari Belajar100% (1)
- Method Statement For Pipe Support Fabrication and Installation 6423dp420 00 0030000 Rev01 PDFDokument21 SeitenMethod Statement For Pipe Support Fabrication and Installation 6423dp420 00 0030000 Rev01 PDFfurkanNoch keine Bewertungen
- Method Statement For The Repair Works of HDPEDokument1 SeiteMethod Statement For The Repair Works of HDPEshameemNoch keine Bewertungen
- ITP For CW and ACW Piping WorkDokument8 SeitenITP For CW and ACW Piping WorkPhong DoNoch keine Bewertungen
- Method Statement For Insulation WorksDokument16 SeitenMethod Statement For Insulation WorksAhmed Farman AlqaysiNoch keine Bewertungen
- Installation, Testing & Flushing of Firefighting Piping System MSTDokument10 SeitenInstallation, Testing & Flushing of Firefighting Piping System MSTMohamedNoch keine Bewertungen
- MS For AG PipingDokument15 SeitenMS For AG Pipingmansih457Noch keine Bewertungen
- Steam BoilerDokument3 SeitenSteam BoilerMohammad AzlanNoch keine Bewertungen
- Proposal For Structural Steel WorksDokument1 SeiteProposal For Structural Steel Worksshabban4uNoch keine Bewertungen
- Specification FOR Piping Fabrication and InstallationDokument27 SeitenSpecification FOR Piping Fabrication and Installationgc_panchaNoch keine Bewertungen
- Punch List Report: Client Date Project No. Discipline Location Date of InspectionDokument1 SeitePunch List Report: Client Date Project No. Discipline Location Date of InspectionHanuman RaoNoch keine Bewertungen
- Welding Report For PipingDokument1 SeiteWelding Report For PipingRifki HasyaNoch keine Bewertungen
- A1.2.3 Method Statement 4a Redacted Version2Dokument98 SeitenA1.2.3 Method Statement 4a Redacted Version2ChanelNoch keine Bewertungen
- 003 ITP UG PipingDokument4 Seiten003 ITP UG Pipingrvsingh70100% (1)
- Site Erection ManualDokument11 SeitenSite Erection Manualjohney2Noch keine Bewertungen
- Tech SpecDokument16 SeitenTech SpecKingston RivingtonNoch keine Bewertungen
- Method Statement For Carbon Steel U G Piping Fabrication ErectionDokument28 SeitenMethod Statement For Carbon Steel U G Piping Fabrication ErectionAriel Anasco100% (1)
- Piping Fabrication Installation QCP On SiteDokument1 SeitePiping Fabrication Installation QCP On SiteTarun PatelNoch keine Bewertungen
- METHOD STATEMENT For INSTALLATION of PVC Conduits and Accessories in The Concrete Slabs, Columns, Block Works and Concrete WallsDokument6 SeitenMETHOD STATEMENT For INSTALLATION of PVC Conduits and Accessories in The Concrete Slabs, Columns, Block Works and Concrete WallsYoke Shu100% (1)
- 033-Itp For Piping Installation Ag and Ug PDFDokument13 Seiten033-Itp For Piping Installation Ag and Ug PDFKöksal Patan75% (4)
- Pipe Fabrication and Installation Work Procedure Rev-01Dokument21 SeitenPipe Fabrication and Installation Work Procedure Rev-01Dilshad Ahemad50% (4)
- Ag Test Package FormatDokument25 SeitenAg Test Package FormatoparoystNoch keine Bewertungen
- Method Statement For Pipe Sleeve InstallationDokument7 SeitenMethod Statement For Pipe Sleeve InstallationmieadidassNoch keine Bewertungen
- Sample Template For Procurement Progress Calculation SheetDokument10 SeitenSample Template For Procurement Progress Calculation SheetAkmal MuliawanNoch keine Bewertungen
- LZ-PC-B01 - Subcontractor's Mang - Site Coordination ProcedureDokument15 SeitenLZ-PC-B01 - Subcontractor's Mang - Site Coordination ProcedurecivilmechanicNoch keine Bewertungen
- Inspection, Flushing & Testing of Piping-21Dokument6 SeitenInspection, Flushing & Testing of Piping-21Saurabh Kumar VermaNoch keine Bewertungen
- GRE Hydrotest Procedure PDFDokument9 SeitenGRE Hydrotest Procedure PDFMohammad Saif AliNoch keine Bewertungen
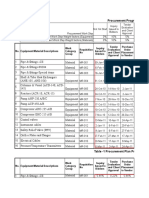
- Procurement Plan: FOR Epc For Constructing Pipe Line and Power Line For Sangsam Oil DevelopmentDokument9 SeitenProcurement Plan: FOR Epc For Constructing Pipe Line and Power Line For Sangsam Oil DevelopmentHaekal RamadhanNoch keine Bewertungen
- Erection Steel Structure ProcedureDokument15 SeitenErection Steel Structure ProcedureOussama Sissaoui100% (1)
- Itp - 002 - Duct Installation - IfrDokument3 SeitenItp - 002 - Duct Installation - IfrMari BelajarNoch keine Bewertungen
- Fabrication Erection and Installation Procedure For PipingDokument35 SeitenFabrication Erection and Installation Procedure For Pipingmohd as shahiddin jafri100% (1)
- Working Procedure For Pipes and GatesDokument29 SeitenWorking Procedure For Pipes and GatesAdvance Hydro Power Works Pvt. Ltd.Noch keine Bewertungen
- Oman-India Fertilizer Project OIFDokument24 SeitenOman-India Fertilizer Project OIFBassam Dahham83% (6)
- Method Statement of Ipa-227 Piping WorksDokument5 SeitenMethod Statement of Ipa-227 Piping WorksPramod kumarNoch keine Bewertungen
- Test Pack Table of ContentsDokument1 SeiteTest Pack Table of ContentsRavindra S. JivaniNoch keine Bewertungen
- 000-A-EE-0230015-514 Rev0Dokument20 Seiten000-A-EE-0230015-514 Rev0Hasan YeşilçamNoch keine Bewertungen
- Acid PipingDokument1 SeiteAcid Pipinghasan_676489616Noch keine Bewertungen
- Method of Statement Piping Fab. ErectionDokument22 SeitenMethod of Statement Piping Fab. Erectionhasan_676489616Noch keine Bewertungen
- Delayed PWHTDokument4 SeitenDelayed PWHThasan_676489616Noch keine Bewertungen
- ITP For Piping WorksDokument91 SeitenITP For Piping Workshasan_676489616100% (1)
- Cross Cut TestDokument1 SeiteCross Cut Testhasan_676489616Noch keine Bewertungen
- LNG Tank Dismantling MS RevCDokument14 SeitenLNG Tank Dismantling MS RevChasan_676489616100% (1)
- E SN883Dokument2 SeitenE SN883hasan_676489616100% (1)
- ITP For Piping WorksDokument91 SeitenITP For Piping Workshasan_676489616100% (1)
- E SN834Dokument3 SeitenE SN834hasan_676489616Noch keine Bewertungen
- OSHA - 29CFR - Construction StandardsDokument22 SeitenOSHA - 29CFR - Construction Standardshasan_676489616100% (1)
- Steel Grades ComparisonDokument14 SeitenSteel Grades Comparisonhasan_676489616Noch keine Bewertungen
- ASME B16.47 Series B FlangeDokument4 SeitenASME B16.47 Series B Flange41h189Noch keine Bewertungen
- Din 30678Dokument6 SeitenDin 30678hasan_676489616Noch keine Bewertungen
- Din 55928Dokument16 SeitenDin 55928hasan_676489616Noch keine Bewertungen
- E SN759Dokument2 SeitenE SN759hasan_676489616Noch keine Bewertungen
- Din en Iso 4014Dokument16 SeitenDin en Iso 4014hasan_676489616100% (7)
- Din 17155Dokument16 SeitenDin 17155hasan_676489616Noch keine Bewertungen
- Weld-On Pipe Coupling SN 789: Type ASDokument1 SeiteWeld-On Pipe Coupling SN 789: Type AShasan_676489616Noch keine Bewertungen
- DIN2391 1EN10305 1 - 2003 02 - eDokument27 SeitenDIN2391 1EN10305 1 - 2003 02 - ehasan_676489616Noch keine Bewertungen
- E SN753Dokument2 SeitenE SN753hasan_676489616Noch keine Bewertungen
- Angle Grinder Check ListDokument2 SeitenAngle Grinder Check ListEdhz Bilog100% (11)
- Brochure RZ 410Dokument8 SeitenBrochure RZ 410Harris ChackoNoch keine Bewertungen
- Experiment-1: Study of Bench Grinding and It's OperationsDokument10 SeitenExperiment-1: Study of Bench Grinding and It's OperationsMohammed RakibNoch keine Bewertungen
- Final 2Dokument22 SeitenFinal 2prasad moreNoch keine Bewertungen
- A 1016 - A 1016M - 04 Qtewmtyvqtewmtzn PDFDokument11 SeitenA 1016 - A 1016M - 04 Qtewmtyvqtewmtzn PDFfekihassan100% (1)
- Gear Grinding: Software UpdateDokument92 SeitenGear Grinding: Software UpdategrazianogirottoNoch keine Bewertungen
- COFMOW CompendiumDokument22 SeitenCOFMOW CompendiumRajiv Mahajan100% (1)
- Me PDFDokument340 SeitenMe PDFShyam ChoudharyNoch keine Bewertungen
- SH 5107 System Design 2021 - LumiNUSDokument110 SeitenSH 5107 System Design 2021 - LumiNUSShuyuan LuNoch keine Bewertungen
- JULY 2021 Surplus Record Machinery & Equipment DirectoryDokument719 SeitenJULY 2021 Surplus Record Machinery & Equipment DirectorySurplus RecordNoch keine Bewertungen
- VDM Alloy 625Dokument14 SeitenVDM Alloy 625Mukesh kumarNoch keine Bewertungen
- DLyte Brochure Issue 4 WebDokument13 SeitenDLyte Brochure Issue 4 Webrahan125Noch keine Bewertungen
- Design For ManufacturabilityDokument10 SeitenDesign For ManufacturabilityKeith Admin0% (1)
- Machining Operations - (MF F316) - 19, 20Dokument17 SeitenMachining Operations - (MF F316) - 19, 20Kislay TiwaryNoch keine Bewertungen
- Electro-Chemical Machining: Madhva Raj R, Sunil Adiga B K, Prateek P, DR T S NanjundeswaraswamyDokument8 SeitenElectro-Chemical Machining: Madhva Raj R, Sunil Adiga B K, Prateek P, DR T S NanjundeswaraswamyHOD MechanicalNoch keine Bewertungen
- Organizational Study Report of HMT Company KalamasseryDokument136 SeitenOrganizational Study Report of HMT Company KalamasseryAnonymous A7qXik8pNoch keine Bewertungen
- MCQ in Machine Design and Shop Practice Part 13 ME Board ExamDokument19 SeitenMCQ in Machine Design and Shop Practice Part 13 ME Board ExamKenn Earl Bringino VillanuevaNoch keine Bewertungen
- Cat-14 UWIFDokument8 SeitenCat-14 UWIFudaysahgalNoch keine Bewertungen
- Kiln Training MaterialDokument84 SeitenKiln Training MaterialAhmad AdnanNoch keine Bewertungen
- List ANSIDokument27 SeitenList ANSIRafiqKuNoch keine Bewertungen
- Spesifikikasi Alatan TanganDokument4 SeitenSpesifikikasi Alatan TanganMohd Dinie HafiqNoch keine Bewertungen
- Blastrac Catalogue 2018 ENG LR2Dokument122 SeitenBlastrac Catalogue 2018 ENG LR2elfigossNoch keine Bewertungen
- Surface Grinding MachineDokument26 SeitenSurface Grinding MachinejohnNoch keine Bewertungen
- EfcoDokument16 SeitenEfcoBisoyiNoch keine Bewertungen
- Reference List - REGRINDING - PRI - REF.007.II.23.INADokument10 SeitenReference List - REGRINDING - PRI - REF.007.II.23.INADimas DarfianggaNoch keine Bewertungen
- Questions BankDokument6 SeitenQuestions BankSyed KhaleelullahNoch keine Bewertungen
- Part 1 Piping SystemsDokument22 SeitenPart 1 Piping SystemsfacebookshopNoch keine Bewertungen