Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- N9509-Welding Techniques For Tailored BlanksDokument7 SeitenN9509-Welding Techniques For Tailored BlanksAgustine SetiawanNoch keine Bewertungen
- US4026729-Method of Making A Soft Steel Sheet by Continuous AnnealingDokument6 SeitenUS4026729-Method of Making A Soft Steel Sheet by Continuous AnnealingAgustine SetiawanNoch keine Bewertungen
- SM - en - Ar - 2003-ANNUAL REPORT-Nippon SteelDokument56 SeitenSM - en - Ar - 2003-ANNUAL REPORT-Nippon SteelAgustine SetiawanNoch keine Bewertungen
- Nscguide2012 - e - 61-Flow Production Nippon SteelDokument2 SeitenNscguide2012 - e - 61-Flow Production Nippon SteelAgustine SetiawanNoch keine Bewertungen
- NSTR101-13 - Tech - Review-2-2-Change and Development of Steelmaking TechnologyDokument6 SeitenNSTR101-13 - Tech - Review-2-2-Change and Development of Steelmaking TechnologyAgustine SetiawanNoch keine Bewertungen
- US4144379-Drawing Quality Hot-Dip Coated Steel StripDokument5 SeitenUS4144379-Drawing Quality Hot-Dip Coated Steel StripAgustine SetiawanNoch keine Bewertungen
- Ductile Iron and Method of Making SameDokument4 SeitenDuctile Iron and Method of Making SameAgustine SetiawanNoch keine Bewertungen
- NDT-MT TheoryDokument14 SeitenNDT-MT TheoryAgustine SetiawanNoch keine Bewertungen
- NDT-Nondestructive ExaminationDokument103 SeitenNDT-Nondestructive ExaminationAgustine SetiawanNoch keine Bewertungen
- Welding-Basic Study Guide 1997Dokument136 SeitenWelding-Basic Study Guide 1997Agustine SetiawanNoch keine Bewertungen
- Visual Inspection ModulesDokument6 SeitenVisual Inspection ModulesAgustine Setiawan100% (2)
- NDT-PT TheoryDokument22 SeitenNDT-PT TheoryAgustine SetiawanNoch keine Bewertungen
- DNV Os C401Dokument44 SeitenDNV Os C401Mung Duong XuanNoch keine Bewertungen
- Boiler - DFKI PVBOChartDokument10 SeitenBoiler - DFKI PVBOChartAgustine SetiawanNoch keine Bewertungen
- NDT For BoilersDokument9 SeitenNDT For BoilersmjorionNoch keine Bewertungen
- Black SteelDokument2 SeitenBlack SteelAgustine SetiawanNoch keine Bewertungen
- The Metallurgy of Carbon SteelDokument5 SeitenThe Metallurgy of Carbon SteeltsoheilNoch keine Bewertungen
- Hot Dip Galvanizing of Sheet Metal-SpangleDokument6 SeitenHot Dip Galvanizing of Sheet Metal-SpangleAgustine SetiawanNoch keine Bewertungen
- Beda Antara Verifikasi & ValidasiDokument18 SeitenBeda Antara Verifikasi & ValidasiAgustine SetiawanNoch keine Bewertungen
- Trouble Shooting Guide For The Powder CoatingDokument19 SeitenTrouble Shooting Guide For The Powder CoatingAgustine SetiawanNoch keine Bewertungen
- Study of Fork Tube Failure in Motorcycle Using Scanning Electron MicroscopeDokument5 SeitenStudy of Fork Tube Failure in Motorcycle Using Scanning Electron MicroscopeAgustine SetiawanNoch keine Bewertungen
- Metallurgy of Iron and SteelmakingDokument13 SeitenMetallurgy of Iron and SteelmakingAgustine SetiawanNoch keine Bewertungen
- Periodic Table of The ElementsDokument1 SeitePeriodic Table of The Elementsm_tagliaNoch keine Bewertungen
- Cold Work EmbrittlementDokument2 SeitenCold Work EmbrittlementAgustine SetiawanNoch keine Bewertungen
- Cokal Confirms Indonesian Met ResourcesDokument1 SeiteCokal Confirms Indonesian Met ResourcesAgustine SetiawanNoch keine Bewertungen
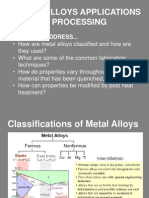
- Nickel Alloys Applications and ProcessingDokument16 SeitenNickel Alloys Applications and ProcessingAgustine SetiawanNoch keine Bewertungen
- Standard Test Method For Drop Test of Loaded Containers by Free FallDokument8 SeitenStandard Test Method For Drop Test of Loaded Containers by Free FallAgustine SetiawanNoch keine Bewertungen
- Drilling 01Dokument1 SeiteDrilling 01Agustine SetiawanNoch keine Bewertungen
- Metal Ki PehchaanDokument14 SeitenMetal Ki PehchaanParteek GandhiNoch keine Bewertungen
- Isstech Studies Paper PDFDokument28 SeitenIsstech Studies Paper PDFAgustine SetiawanNoch keine Bewertungen
- Welding & Material CS & SS From Go WeldingDokument30 SeitenWelding & Material CS & SS From Go WeldingExsan OthmanNoch keine Bewertungen
- Stainless Steel TableDokument4 SeitenStainless Steel Tableerinukafi100% (1)
- Alkaline Leaching of Xenoitme Conc.Dokument6 SeitenAlkaline Leaching of Xenoitme Conc.Ruth LimboNoch keine Bewertungen
- Centrifugal CastingDokument3 SeitenCentrifugal Castingdurim-fcb4435Noch keine Bewertungen
- And Jorge Taipe A.: Geology of This Remarkable Deposit (Yamamura, 1990)Dokument8 SeitenAnd Jorge Taipe A.: Geology of This Remarkable Deposit (Yamamura, 1990)Berthing HerreraNoch keine Bewertungen
- Foundry WorkDokument224 SeitenFoundry WorkMartin Ong100% (1)
- Answers To Chapter 3 Review QuestionsDokument3 SeitenAnswers To Chapter 3 Review Questionsieltstutor100% (1)
- KaolinballclayotherclaysDokument24 SeitenKaolinballclayotherclaysGunjan LalchandaniNoch keine Bewertungen
- Company Profile SBC - BrosurDokument2 SeitenCompany Profile SBC - BrosurTaufan WigunaNoch keine Bewertungen
- Welding CoatingDokument69 SeitenWelding CoatingphillipskincaidNoch keine Bewertungen
- Shaking Table ConcentratorDokument2 SeitenShaking Table ConcentratorMgn SanNoch keine Bewertungen
- Pin HolesDokument4 SeitenPin HolesEr WidodoNoch keine Bewertungen
- Weld and Base Metal DiscontinuitiesDokument69 SeitenWeld and Base Metal Discontinuitiestuvu0% (1)
- MT101 L1 04 Microstucture ExaminationDokument2 SeitenMT101 L1 04 Microstucture ExaminationPasan LiyanaarachchiNoch keine Bewertungen
- 304L MTC Int PDFDokument1 Seite304L MTC Int PDFTanmoy DuttaNoch keine Bewertungen
- Pricing PDFDokument5 SeitenPricing PDFDes MshenguNoch keine Bewertungen
- Jadeite by Kim Be Howard - UsefulDokument85 SeitenJadeite by Kim Be Howard - UsefulPhuong Ngoc VanNoch keine Bewertungen
- Oxo Act02 C3uu cm01 XxaannDokument3 SeitenOxo Act02 C3uu cm01 Xxaannpreeti.2405100% (1)
- Handbook Walter Insert Drill enDokument78 SeitenHandbook Walter Insert Drill enasilka68Noch keine Bewertungen
- Etchant Composition Conc. Conditions Comments Kalling's No. 1Dokument1 SeiteEtchant Composition Conc. Conditions Comments Kalling's No. 1Nick LaveryNoch keine Bewertungen
- Lowell Guilbert On Porphyry Cu (36 Pags)Dokument36 SeitenLowell Guilbert On Porphyry Cu (36 Pags)rmiguelmera4733100% (1)
- Weld AbilityDokument34 SeitenWeld Abilityae1329Noch keine Bewertungen
- Selection of Methods For Separating of Rare Earth MineralsDokument5 SeitenSelection of Methods For Separating of Rare Earth MineralsNatalia PetrovskayaNoch keine Bewertungen
- Welding Book Revised 2012 07 14Dokument15 SeitenWelding Book Revised 2012 07 14surya1960Noch keine Bewertungen
- WTCDokument57 SeitenWTCSarah FrazierNoch keine Bewertungen
- h04 High Sulphidation Epithermal Au Ag CuDokument6 Seitenh04 High Sulphidation Epithermal Au Ag CuErenz Emerald AlexandriteNoch keine Bewertungen
- Assab Steels 709M Machinery SteelDokument3 SeitenAssab Steels 709M Machinery SteelHAFIDZNoch keine Bewertungen
- En 10088 Steel NumberDokument3 SeitenEn 10088 Steel Numberrvieira659Noch keine Bewertungen
- Soldering & WeldingDokument82 SeitenSoldering & WeldingRachita Arora100% (1)
- 4 ESAB Solid Wires Nov 06Dokument84 Seiten4 ESAB Solid Wires Nov 06ananth84Noch keine Bewertungen