Beruflich Dokumente
Kultur Dokumente
Usinagem Ifma PDF
Hochgeladen von
rosielsenai0 Bewertungen0% fanden dieses Dokument nützlich (0 Abstimmungen)
59 Ansichten49 SeitenOriginaltitel
Usinagem ifma.pdf
Copyright
© © All Rights Reserved
Verfügbare Formate
PDF, TXT oder online auf Scribd lesen
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
© All Rights Reserved
Verfügbare Formate
Als PDF, TXT herunterladen oder online auf Scribd lesen
0 Bewertungen0% fanden dieses Dokument nützlich (0 Abstimmungen)
59 Ansichten49 SeitenUsinagem Ifma PDF
Hochgeladen von
rosielsenaiCopyright:
© All Rights Reserved
Verfügbare Formate
Als PDF, TXT herunterladen oder online auf Scribd lesen
Sie sind auf Seite 1von 49
Ministrio da Educao - MEC
Secretaria de Educao Profissional e Tecnolgica (SETEC)
Instituto Federal de Educao, Cincia e Tecnologia do Cear
CURSO: FABRICAO MECNICA
DISCIPLINA: USINAGEM
PROFESSOR: EVALDO CORREIA MOTA
2
CRDITOS
Presidente
Dilma Vana Rousseff
Ministro da Educao
Aloizio Mercadante Oliva
Secretaria de Educao Profissional e
Tecnolgica
Marco Antonio de Oliveira
Reitor do IFCE
Virgilio Augusto Sales Araripe
Pr-Reitor de Extenso
Gutenberg Albuquerque Filho
Pr-Reitor de Ensino
Gilmar Lopes Ribeiro
Diretor Geral Campus Fortaleza
Antonio Moises Filho de Oliveira Mota
Diretor de Ensino Campus Fortaleza
Jos Eduardo Souza Bastos
Coordenador Geral - Reitoria
Jose Wally Mendona Menezes
Coordenador Adjunto - Reitoria
Armnia Chaves Fernandes Vieira
Superviso - Reitoria
Daniel Ferreira de Castro
Andr Monteiro de Castro
Coordenador Adjunto - Campus
Fortaleza
Fabio Alencar Mendona
Elaborao do contedo
Evaldo Correia Mota
Equipe Tcnica
Manuela Pinheiro dos Santos
Kaio Lucas Ribeiro de Queiroz
Vanessa Barbosa da Silva Dias
Edmilson Moreira Lima Filho
Vitor de Carvalho Melo Lopes
Rogers Guedes Feitosa Teixeira
1
O QUE O PRONATEC?
Criado no dia 26 de Outubro de 2011 com a sano da Lei n 12.513/2011 pela Presidenta
Dilma Rousseff, o Programa Nacional de Acesso ao Ensino Tcnico e Emprego (Pronatec)
tem como objetivo principal expandir, interiorizar e democratizar a oferta de cursos de
Educao Profissional e Tecnolgica (EPT) para a populao brasileira. Para tanto, prev uma
srie de subprogramas, projetos e aes de assistncia tcnica e financeira que juntos
oferecero oito milhes de vagas a brasileiros de diferentes perfis nos prximos quatro anos.
Os destaques do Pronatec so:
Criao da Bolsa-Formao;
Criao do FIES Tcnico;
Consolidao da Rede e-Tec Brasil;
Fomento s redes estaduais de EPT por intermdio do Brasil Profissionalizado;
Expanso da Rede Federal de Educao Profissional Tecnolgica (EPT).
A principal novidade do Pronatec a criao da Bolsa-Formao, que permitir a oferta de
vagas em cursos tcnicos e de Formao Inicial e Continuada (FIC), tambm conhecidos
como cursos de qualificao. Oferecidos gratuitamente a trabalhadores, estudantes e pessoas
em vulnerabilidade social, esses cursos presenciais sero realizados pela Rede Federal de
Educao Profissional, Cientfica e Tecnolgica, por escolas estaduais de EPT e por unidades
de servios nacionais de aprendizagem como o SENAC e o SENAI.
Objetivos
Expandir, interiorizar e democratizar a oferta de cursos de Educao Profissional
Tcnica de nvel mdio e de cursos e programas de formao inicial e continuada de
trabalhadores;
Fomentar e apoiar a expanso da rede fsica de atendimento da Educao
Profissional e Tecnolgica;
Contribuir para a melhoria da qualidade do Ensino Mdio Pblico, por meio da
Educao Profissional;
Ampliar as oportunidades educacionais dos trabalhadores por meio do incremento
da formao profissional.
Aes
Ampliao de vagas e expanso da Rede Federal de Educao Profissional e
Tecnolgica;
Fomento ampliao de vagas e expanso das redes estaduais de Educao
Profissional;
Incentivo ampliao de vagas e expanso da rede fsica de atendimento dos
Servios Nacionais de Aprendizagem;
Oferta de Bolsa-Formao, nas modalidades:
Bolsa-Formao Estudante;
Bolsa-Formao Trabalhador.
Atendimento a beneficirios do Seguro-Desemprego;
2
SUMARIO
APRESENTAO DA DISCIPLINA ........................................................................................... 4
TORNOS MECNICOS .......................................................................................................... 5
ESCOLHA DO TORNO MECNICO ......................................................................................... 5
TIPOS DE TORNOS ............................................................................................................... 5
1. TORNO UNIVERSAL.......................................................................................................... 6
Nomenclatura do Torno Mecnico Universal .............................................................................. 6
Cabeote fixo ................................................................................................................................ 7
Carro transversal .......................................................................................................................... 8
Carro longitudinal ......................................................................................................................... 8
2. ESPECIFICAO TCNICA ................................................................................................. 9
3. ACESSRIOS DO TORNO .................................................................................................. 9
3.1.Placas ...................................................................................................................................... 9
3.2. Placa universal ou Autocentrante ......................................................................................... 9
3.3. Placa de castanhas independentes ....................................................................................... 9
3.4.Placa de arrasto .................................................................................................................... 10
3.5. Placa lisa ............................................................................................................................... 10
3.6. Arrastador ............................................................................................................................ 11
3.7. Bucha Cnica de Reduo .................................................................................................... 11
3.8. Pontas................................................................................................................................... 12
3.9. Lunetas ................................................................................................................................. 12
3.10. Mandril ............................................................................................................................... 13
4. PRINCIPAIS OPERAES EXECUTADAS NO TORNO UNIVERSAL ........................................... 14
4.1. Torneamento Cilndrico ....................................................................................................... 14
4.2. Faceamento ......................................................................................................................... 14
4.3. Furao................................................................................................................................. 14
4.4. Sangramento ....................................................................................................................... 15
4.5. Perfilhamento ...................................................................................................................... 16
4.6. Recartilhar............................................................................................................................ 16
3
4.7. Torneamento Curvilneo ..................................................................................................... 17
4.8. Torneamento Excntrico ..................................................................................................... 17
4.9. Torneamento Cnico ........................................................................................................... 18
4.10. Processo de inclinao do carro superior ......................................................................... 20
4.11. Processo de desalinhamento da contra ponta ................................................................. 21
4.12. Roscamento ....................................................................................................................... 23
Nmero de entradas ................................................................................................................... 24
Sentido e Direo do Filete ........................................................................................................ 25
Localizao .................................................................................................................................. 25
Roscas triangulares ..................................................................................................................... 26
Rosca Whitworth ........................................................................................................................ 28
Rosca Americana ........................................................................................................................ 29
Rosca trapezoidal........................................................................................................................ 30
ACME.......................................................................................................................................... 31
Rosca Quadrada .......................................................................................................................... 32
Rosca Redonda ........................................................................................................................... 32
Rosca Dente de Serra .................................................................................................................. 33
Clculo para Roscamento ........................................................................................................... 33
Abertura manual de rosca. ......................................................................................................... 35
5. FERRAMENTAS DO TORNO ............................................................................................ 35
5.2. Materiais para Ferramentas ................................................................................................ 36
5.3. ngulos das Ferramentas .................................................................................................... 38
6. FLUDO DE CORTE .......................................................................................................... 40
7. CALCULO PARA USINAGEM ............................................................................................ 40
TABELA DE ROSCA E VELOCIDADE DE CORTE ...................................................................... 43
BIBLIOGRAFIA ................................................................................................................... 47
4
APRESENTAO DA DISCIPLINA
No curso de Fabricao Mecnica a disciplina de Usinagem ser dividida em dois contedos
bsicos, Tecnologia Aplicada a Tornos Mecnicos e a disciplina de Fresagem, nessa apostila
trataremos apenas sobre Tecnologia Aplicada a Tornos Mecnicos, ficando outra apostila com
contedo especfico da outra unidade didtica. O total da carga horria ser de 120 horas
sendo que a disciplina de Tecnologia Mecnica Aplicada a Tornos Mecnicos ter 60hs
aproximadamente, e demais carga horria para disciplina de Fresagem.
Conforme a Classificao Brasileira de Ocupao CBO, o torneiro mecnico tem as
seguintes atividades resumidamente: Preparam, regulam e operam mquinas-ferramenta que
usinam peas de metal e compsitos e controlam os parmetros e a qualidade das peas
usinadas, aplicando procedimentos de segurana s tarefas realizadas. Planejam sequncias de
operaes, executam clculos tcnicos; podem implementar aes de preservao do meio
ambiente. Dependendo da diviso do trabalho na empresa, podem apenas preparar ou operar
as mquinas-ferramenta.
A Tecnologia Aplicada a Tornos Mecnicos est programada para ser ministrada com aulas
tericas e prticas, onde sero desenvolvidas tarefas relevantes executando operaes
fundamentais no setor de tornos convencionais, no Laboratrio de Mquinas Operatrizes
(LMO) no bloco do curso de Mecnica Industrial.
As avaliaes dos alunos sero realizadas em duas formas, verificaes escrita relativa aos
contedos tericos ministrados ao longo do desenvolvimento da disciplina e outras notas
relativa s atividades prticas individuais desenvolvidas no LMO.
Sobre as avaliaes das atividades prticas, as mesmas consistiro em avaliar as peas
executadas individualmente pelo aluno, tendo-se como referncia as medidas e acabamento
das mesmas conforme desenho e suas tolerncias, sendo que nota incidir ainda um conceito
relativo ao uso adequado das ferramentas, execuo correta das operaes fundamentais na
mquina, conhecimento tcnico, iniciativa, organizao, raciocnio lgico, criatividade,
qualidade de servio, disciplina, higiene e segurana.
Os alunos tero orientao sobre os procedimentos adequados a serem observados e
cumpridos nas dependncias onde sero ministradas as aulas e as atividades prticas alm das
informaes tcnicas e de segurana necessrias para desenvolvimento de todas as atividades
a serem realizadas durante sua permanncia no curso.
5
TORNOS MECNICOS
O torno mecnico uma das mquinas mais antigas e indispensveis na indstria
mecnica e em oficinas, devido ao volume de operaes que pode executar em relao s
outras mquinas operatrizes.
A usinagem no torno consiste basicamente em fixar uma pea num dispositivo
assumindo o movimento rotativo atravs do eixo principal da mquina, enquanto a
ferramenta, presa no carro superior, assume o movimento de avano usinando a superfcie
da pea. Esta superfcie pode apresentar variadas formas de acordo com a operao e perfil
da ferramenta; as superfcies obtidas podem ser: cilndricas, cnicas, planas, perfiladas,
esfricas, roscadas, etc.
ESCOLHA DO TORNO MECNICO
A escolha adequada do torno est ligada a funo que ser exercida na indstria. Para a
escolha do tipo de torno necessrio avaliar alguns critrios, entre os quais podem ser
citados: dimenses e formas das peas, grau de preciso requerido, tipo de produo,
possibilidade de obter peas diretamente de vergalhes, o peso da pea, etc.
TIPOS DE TORNOS
O mercado de mquinas operatrizes oferece grande variedade de tornos para satisfazer
as inmeras exigncias da indstria. Baseados nos critrios j descritos anteriormente, estas
mquinas podem apresentar-se de formas e tamanhos variados e com funes
determinadas. Entre inmeros tornos usados nas indstrias podem ser citados: torno
universal, vertical, copiador, revlver, automtico, semiautomtico de cava, comando
numrico, etc.
Figura 1: Torno Universal Figura 2: Torno CNC
6
Figura 3: Torno Vertical
1. TORNO UNIVERSAL
O torno universal paralelo geralmente utilizado na indstria para trabalhos de
manuteno e produo no seriada e ainda na preparao de peas que vo passar por
outros processos de usinagem (retificao, fresagem, etc.). As operaes fundamentais
realizadas so: faceamento, furao, torneamento cilndrico, torneamento cnico,
roscamento, recartilhamento, perfilamento, etc.
Nomenclatura do Torno Mecnico Universal
Figura 4: Principais partes do torno universal
7
a) Bancada;
b) Cabeote motriz ou fixo;
c) Placa;
d) Carro;
e) Cabeote mvel;
f) Motor;
g) Polia;
h) Correias;
i) Caixa de mudana das velocidades de
avano;
j) Alavanca de mudana das velocidades de
avano;
k) Alavanca de inverso do movimento de
avano;
l) Engrenagens de ligao entre eixo arvore
e caixa de mudana;
m) Alavanca de mudana de velocidade do
eixo arvore;
n) Fuso;
o) Alavanca da porca do fuso;
p) Vara;
q) Porta-ferramentas;
r) Carro superior;
s) Carro transversal;
t) Carro inferior;
u) Volante para deslocamento longitudinal do carro;
v) Vara de transmisso do motor;
w) Contra ponta;
x) Volante do avano da contra ponta;
y) Alavanca da embreagem, frico e freio;
A
1
) Suporte para ajustar complemento do trem de engrenagens;
Cabeote fixo
A parte do torno que possui um conjunto de engrenagens responsvel pela mudana de
velocidade e o avano automtico do carro longitudinal. A mudana de velocidade feita
atravs do manejo de alavancas externas.
Figura 6: Detalhes do cabeote fixo.
Figura 5: Trem de engrenagens
8
Porta ferramenta ou castelo.
Parte destinada a fixar a ferramenta de corte ou o suporte da mesma.
Figura 7: Porta ferramenta
Carro transversal
Localizado sobre o carro longitudinal e movimenta-se de transversalmente sobre o
barramento do torno. usado para dar profundidade de corte no torneamento longitudinal
ou para facear.
Carro longitudinal
Parte do torno que se movimenta ao longo do barramento de forma manual ou automtica.
Neste localiza-se o carro transversal.
Figura 8: Carro longitudinal
9
2. ESPECIFICAO TCNICA
Os dados tcnicos so fornecidos pelo fabricante para orientar uma melhor utilizao da
mquina. Estes fornecem caractersticas numricas baseadas, sobretudo nas dimenses das
peas e capacidade de trabalho das mquinas. Os dados tcnicos geralmente fornecidos so:
distncia mxima entre pontos; altura dos pontos (do centro da ponta ao barramento),
gama de rotaes, gama avanos e roscas, potncia do motor entre outras.
3. ACESSRIOS DO TORNO
3.1. Placas
Estes acessrios so empregados para fixar as peas que devero ser usinados. Existem
vrios tipos de placas usadas de acordo com suas aplicaes, entre as principais temos:
3.2. Placa universal ou Autocentrante
Dependendo do nmero de castanhas, ela pode fixar peas cilndricas ou poligonais
regular com um nmero de lados, mltiplo do nmero de castanhas. Esta placa tem
vantagens por ser prtica, devido seu funcionamento quando na centragem de peas
garantindo a concentricidade da pea com o eixo principal de rotao do torno. As castanhas
movimentam-se equidistante ao centro da placa ao mesmo instante, sendo em nmero de
trs castanhas a placa comumente usada nos tornos.
Figura 9: Placa universal.
3.3. Placa de castanhas independentes
usada para fixar peas de vrios formatos (retangulares, quadrados, cilndrico,
irregulares tais como peas fundidas e forjadas) com preciso, usando graminho e/ou relgio
comparador para centragem das peas. usada tambm para torneamentos e furos
excntricos. As castanhas movimentam-se uma de cada vez independentemente.
10
Figura 10: Placa de castanhas independentes
3.4. Placa de arrasto
uma placa usada em conjunto com o arrastador, bucha cnica, ponta do torno e contra
ponta nos trabalhos com peas entre pontas.
Figura 11: Placa de arrasto
3.5. Placa lisa
Placa com superfcie plana com vrias ranhuras para fixao de peas atravs de
parafusos, cantoneiras e outros dispositivos na usinagem de peas de forma irregular ou
especiais que no podem ser executados em outro tipo de placa.
Figura 12 : Placa lisa
Ateno
As placas so feitas geralmente de ferro fundido, so montadas na extremidade da rvore
atravs de rosca. Devem ser limpas, lubrificadas e protegidas contra pancadas, assim como o
11
cone interno da placa e cone da rvore devem estar limpos e isentos de cavacos na troca das
mesmas, para garantir a concentricidade.
3.6. Arrastador
um grampo com formato adequado que fixado pea para transmitir o movimento
de rotao mesma no trabalho entre pontas, o arrastador pode ser montado diretamente
no rasgo frontal da placa arrastadora ou est placa possui em sua fase um pino onde
apoiada a haste do arrastador.
Figura 13: Arrastador de haste reta Figura 14: Arrastador de haste curva
Figura 15: Arrastador com dois parafusos
3.7. Bucha Cnica de Reduo
Usada para receber a ponta do torno ou outras ferramentas que no possuem as
mesmas dimenses do cone interno da rvore. fixada diretamente no cone interno
da rvore juntamente com a ponta do torno para trabalhos entre pontas.
Figura 16: Bucha cnica
12
3.8. Pontas
Peas cnicas padronizados com extremidades geralmente em forma de uma por onde
apoiam o furo de centro. Podendo ser fixas e rotativas. Montadas na rvore ou mangote do
cabeote mvel serve para centragem das ferramentas de corte. Existem ainda no mercado
contra pontas rotativas com pontas intercambiveis variadas de acordo com o tipo de
operao.
Figura 17: Contra Ponta Rotativa Figura 18: contra Ponta fixa
Voc Sabia?
Os cones destas pontas so padronizados e tabelados com suas dimenses (CONES
MORSE ou STANDARD AMERICANO).
3.9. Lunetas
So dispositivos para apoiar peas delgadas e compridas na operao de torneamento,
com finalidade de eliminar vibraes e flexes da pea a usinar. As castanhas devem ser
reguladas cuidadosamente para evitar excessivo atrito na pea, devendo-se tambm utilizar
leo lubrificante nas superfcies em contato. Existem dois tipos de lunetas:
Luneta mvel
fixada no carro, deslocando-se assim com o mesmo. Possuem geralmente duas
castanhas para apoio da pea, sendo a ferramenta o terceiro apoio.
Figura 19: Luneta mvel
Pontas Ajustveis
Pea
13
Luneta fixa
montada diretamente sobre o barramento e convenientemente fixada. Possuem trs castanhas
para apoiar as peas.
Figura 20: Luneta fixa
3.10. Mandril
Usado para fixar brocas, machos, alargadores, escariadores e as vezes peas cilndricas de
pequenas dimenses. As fixaes so feitas similares as placas auto centrantres, possuindo
trs castanhas que se movimentam equidistantes do centro de seu eixo de rotao.
montado, geralmente, no mangote do cabeote mvel atravs de sua haste cnica. Alem
dos mandris convencionais de aperto com chave, existem tambm os mandris de aperto
rpido, que so apertados com a prpria mo sem o uso de chaves.
Figura 21: Mandril com Chave de Aperto Figura 22: Mandril de Aperto Rpido
Voc Sabia?
Existem outros acessrios que so usados em tarefas mais especficas no torno mecnico.
Ex.: pinas, cabeote de fresar, haste para mandrilar, arrastador frontal, suporte com
castanhas irreversveis, gabaritos, dispositivos especiais, etc.
14
4. PRINCIPAIS OPERAES EXECUTADAS NO TORNO UNIVERSAL
4.1. Torneamento Cilndrico
a operao realizada com maior frequncia, pode ser executado o torneamento externo
e interno. uma operao das mais simples no exigindo maiores habilidades de quem a
pratica. Basicamente descrito como sendo o deslocamento longitudinal da ferramenta
presa no carro, enquanto a pea faz o movimento de rotao. O torneamento pode ser
executado com a pea em balano, entre placa e ponta, entre pontas e com placa e luneta.
Figura 23: Torneamento Cilndrico externo e interno.
4.2. Faceamento
uma operao executada com frequncia, tendo o objetivo de deixar a pea com
superfcie plana perpendicular ao eixo principal do torno. Pode ser executada de duas
maneiras: Com o avano transversal da ferramenta da periferia da pea para o centro como
tambm do centro para a periferia, sendo necessria uma ferramenta adequada para cada
caso.
Figura 24: Faceamento.
4.3. Furao
uma operao realizada no torno horizontal que consiste em fixar uma broca
diretamente no magote ou montada no mandril, a pea assume o movimento de rotao
enquanto a ferramenta responsvel pelo movimento de avano, atravs do movimento
manual do volante do cabeote mvel. necessrio a pr-furao das peas com uma broca
de centro adequada e no caso furos de grandes dimenses se faz necessrio furar a pea
com brocas de dimenses menores para aliviar a presso de corte, bem como utilizar fludo
de corte na refrigerao da pea e da ferramenta.
15
Figura 25: Ciclo de Furao
4.4. Sangramento
uma operao que consiste na abertura de canais ou corte de peas, utilizando uma
ferramenta afiada adequadamente denominada bedame. Nesta operao a ferramenta se
desloca da periferia para o centro da pea, penetrando perpendicularmente na mesma,
podendo ou no terminar com o corte da pea, enquanto esta ultima faz o movimento de
rotao.
Figura 26: Sangramento radial e axial
16
4.5. Perfilhamento
Processo de torneamento no qual a ferramenta desloca-se uma trajetria retilnea radial
ou axial, tendo como objetivo superfcies de forma definida, determinada pelo perfil da
ferramenta.
Figura 27: Tipos de Perfilhamento
4.6. Recartilhar
uma operao que consiste basicamente em imprimir sulcos e estrias geralmente
paralelos ou cruzados em superfcies cilndricas atravs de uma ferramenta denominada
Recartilha. Esta operao tem como objetivo tornar as superfcies speras ou rugosas de
peas que necessitam maior aderncia manual, permitindo maior firmeza quando
manuseadas. A ferramenta consiste de um suporte com um ou mais roletes de ao
temperado onde esto impressos estrias de variados desenhos que deveram ser estampadas
nas peas.
Figura 28: Recartilhar
Ateno!
Nesta operao necessrio verificar: velocidade perifrica, passo do rolete e
refrigerao em tabela apropriada, para melhor acabamento e aparncia do Recartilhado.
Pode tomar como base os dados: Velocidade Perifrica, 6m/min (Materiais duros), 8 a
10m/min (Materiais moles). Avano, 1/5 do passo do rolete.
O dimetro usinado deve ficar ligeiramente menor antes de recartilhar, pois o mesmo
tende a dilatar-se aps a operao. Na prtica pode usar, para clculo, a frmula.
17
D
F
= D - P/2
Onde:
D
F
=dimetro final.
D = dimetro inicial.
P = Passo.
Ex.: Deseja-se recartilhar uma pea de 40 mm de dimetro com uma recartilha com 1mm de
passo.
Sabendo que, D = 40 D
F
= ? P = 1
Ento:
D
F
= 40 - P/2 --> D
F
= 40 - 0,5 --> D
F
= 39,5mm
4.7. Torneamento Curvilneo
Consiste em dar forma perfilada a pea atravs de uma trajetria curvilnea da
ferramenta. Quando esta operao executada no torno universal exige habilidade do
operador, no uso dos carros transversal e superior no mesmo instante (movimento
bimanual).
Figura 29: Torneamento Curvilneo.
4.8. Torneamento Excntrico
uma operao que consiste em usinar uma pea constituda de dois ou mais trechos
no coaxiais. A pea pode ser fixada em placa de castanhas independentes, placa lisa ou
entre pontas. A operao executada como o torneamento cilndrico, necessitando apenas
que a pea seja traada previamente aps o clculo da excentricidade. Excentricidade a
medida da distncia entre o eixo de simetria e o eixo de rotao; podendo ser calculado de
acordo com a frmula: e = a-h/2.
18
Figura 30: Torneamento Excntrico
4.9. Torneamento Cnico
uma operao que tem como finalidade obter superfcies cnicas externas e internas.
Existem alguns processos para obteno de cones; os mais usados so: inclinao do carro
superior, desalinhamento da contra ponta e uso do aparelho conificador. Cada um destes
processos possuem tcnicas prprias, mas o procedimento e ferramentas so baseados no
torneamento cilndrico. Antes de iniciar a descrio dos processos so necessrios alguns
conceitos importantes que esto descritos abaixo:
Figura 31: Torneamento Cnico
Conicidades: a relao entre a variao do dimetro e o comprimento do cone.
Dada pela frmula.
c = (D d) /L1
Onde:
D = dimetro maior do cone
d = dimetro menor do cone
L1 = comprimento do cone
19
A conicidade pode ser expressa de trs maneiras
Forma fracionria
Ex: c = 1:20; c = 1:10
Forma fracionria com unidades diferentes
Ex: c = 5mm/m; c = 5mm/10m
Expressa em porcentagem
Ex: c = 10%, c = 5%
Onde:
c% = (D - d/l ) X 100
Ou
c
%
= c X100
Ateno!
Inclinao a relao entre a variao do raio e do comprimento do cone e expressa com
mesma unidade da conicidade.
Figura 32
I = (D d) / 2L
1
Ou
I = (R r) / L1
Ou
I = c/2
20
ngulo de inclinao: o ngulo formado entre o eixo do cone e sua geratriz. Conhecido
tambm como ngulo de ajuste, pois este ngulo ser regulado no carro superior para
confeco de cones.
Tangente (/2) = (D d) / 2L
Ou
Tangente (/2) = r
ngulo do cone o ngulo medido no vrtice do cone .
4.10. Processo de inclinao do carro superior
Consiste basicamente na inclinao da plataforma giratria onde esta montada o carro
superior, ficando s guias do mesmo paralelo a geratriz do cone. O avano da ferramenta
deve ser sempre executado manualmente; de maneira lenta, gradual e uniforme, para
garantir um bom acabamento (Se possvel o uso das duas mos no manpulo para avano do
carro). Este processo aplicado para confeco de cones com qualquer inclinao e
comprimento que no ultrapassem o curso total do carro superior, sejam cones externos ou
internos.
Figura 34: Cone interno Figura 35: Cone externo
Ex: Calcule o ngulo necessrio para confeccionar um cone pelo processo de inclinao do
carro superior.
Dados: D = 36
d = 20
L = 100
/2 =?
Soluo: tg /2 = (D d) / 2L = (36 20) / 2
x100 = 0,08
Verificar tabela de tangente:
ngulo /2 = 4 35'.
21
Ateno!
Na prtica para confeco de cones at 10, usa a frmula:
= 57,3 x (D d)/L.
Ateno!
Acima de 10 usa-se tabela de tangente.
Ateno!
Existem outros processos para obter peas com superfcies cnicas, o aparelho
conificador um exemplo. A vantagem desse dispositivo permite o avano automtico e
torneamento com ngulos at 15, adaptado junto ao barramento do torno interligado ao
carro transversal fazendo funcionar os carros simultaneamente deslocando-se com o ngulo
selecionado na rgua do mesmo. O aparelho conificador utilizado em peas de fabricao
em srie, mandris de mquinas operatrizes, brocas, alargadores, roscas cnicas, etc.
Figura 36: Aparelho conificador ou reprodutor
4.11. Processo de desalinhamento da contra ponta
Consiste em deslocar o cabeote mvel, retirando-a do centro do torno, conforme Fig.
31, para usinar cones externos usando o avano do carro longitudinal, nesse caso pode ser
automtico. Este processo usado para confeco de cones com inclinao at 5 e
22
tambm onde no possvel quando o curso mximo do carro superior menor que o
comprimento da pea. aplicado geralmente para cones compridos e delgados.
Figura 37: Desalinhamento da contra ponta
Figura 38: Parte cnica usinada
Onde:
L: Comprimento da parte cnica
L
1
: Comprimento total da pea
Frmulas para clculos:
Quando a pea cnica em toda a extenso (pouco usado).
S = ((D d) /2) x cos (/2)
Sa = (D d) /2(Aproximado)
23
Quando o cone faz parte de uma pea.
S = (D d)/2 x L1/2 x cos (/2)
Sa = (Dd)/2xL1/L (Aproximado)
Ex.: Calcule o desalinhamento aproximado para confeccionar um cone com os dados abaixo:
Dados: D = 30, L =100, d = 25, L
1
= 200, S = ?
Soluo: S = (D d) /2 x L/ L
1
= 30 25/2 x 200/100 S = 5 mm
Ateno!
Quando a conicidade dada em percentagem basta dividir por dois e multiplica-la pelo
comprimento total da pea.
Ex.: Calcule o desalinhamento do cabeote mvel para confeccionar uma pea com as
seguintes dimenses:
Dados: C = 10%, C = 10% = 0,1, L = 200.
Soluo: C
a
= C x L = 0,1 x 200 S
a
= 10.
Ateno!
Os processos descritos anteriormente para a obteno de cones no torno universal
existem dispositivos copiadores para obteno de cones. O aparelho conificador um tipo
usado para confeco de cones e roscas cnicas no processo de fabricao de peas em
srie. Este aparelho montado na parte posterior do torno, paralelo ao barramento, onde
pode ser graduado o ngulo em sua rgua, a vantagem estar na preciso e a utilizao do
avano automtico.
4.12. Roscamento
Processo mecnico de usinagem destinado obteno de filetes, por meio de abertura
de sulcos helicoidais de passo uniforme, externo ou interno em peas cilndricas ou cnicas.
O processo mais comum para a abertura de rosca executado no torno mecnico universal;
podendo ser feito com ferramenta monocortante afiada de acordo com o perfil e sistema de
rosca ou com ferramentas de perfil mltiplo. A abertura de rosca tambm pode ser feita
com o uso de machos ou cossinetes.
Operao que exige habilidade e ateno o torneiro, e procedimentos tais como: calculo
do trem de engrenagens, verificao do sistema de rosca que ser usinada a pea, afiao da
ferramenta adequadamente ao sistema de rosca, aplicao de formulas e tabelas para
clculos relativos ao perfil da rosca, tipos e aplicaes das roscas, etc.
24
Figura 39: Roscamento
Tipo e aplicaes das roscas quanto ao perfil
Triangulares
Usada para unies e fixaes em geral de parafusos, porcas e tubos.
Trapezoidais
Para transmisso de movimento suave e uniforme de fusos de mquinas operatrizes. Ex.:
fusos de tornos, fresadoras, etc.
Dente de Serra
Quando o parafuso exerce grande esforo num s sentido.
Ex. macaco mecnico, morsas, etc.
Quadrada
Em desuso, mas ainda aplicada em parafusos de peas sujeitas a choque e grande
esforo. Ex.: morsas.
Redonda
Parafusos de grande dimetro e que devem suportar grande esforo.
Ex.: eixo para navio, peas plsticas, etc.
Nmero de entradas
Rosca Simples (uma entrada): formada por uma s helicoidal, usada geralmente para
fixaes e unies.
Rosca Mltipla (vrias entradas): formada por mais de uma helicoidal, aplicada quando se
necessita de um maior avano. O avano a distancia axial percorrida em uma volta
completa. Na rosca mltipla, o avano encontrado multiplicando o passo pelo nmero de
entradas.
25
P
P = M x
A = P x Ne
L
f
= 0,941 x M
h = 2,166 x M
Onde:
M = Mdulo
A = avano
L
f
= Largura da Ferramenta
h = altura do filete
Ne = Nmero de Entradas
Sentido e Direo do Filete
Rosca Direita
Maiorias das roscas so direita, ou seja, o filete ascendente da direita para a esquerda.
O sentido de aperto horrio.
Rosca Esquerda
Usada quando a confeco assim exige, geralmente para se evitar desatarraxamento da
pea. O filete ascendente da esquerda para a direita. O sentido de aperto anti-horrio.
Ex.: Eixo de esmerilhadores com par de rebolos, eixo central de bicicletas, rosca de eixo
principal de certas mquinas operatrizes.
Localizao
Externa
Executada roscas sobre superfcies cilndricas e cnicas. O dimetro e desbastado
previamente na medida da rosca; podendo ser ligeiramente menor devido a tendncia de
aumento do dimetro. (depende de preciso da rosca ).
Interna
Na abertura de roscas internas necessrio calcular o dimetro adequado a ser furado ou
verificar em tabelas. A ferramenta assemelha-se com a ferramenta de tornear interno.
26
Frmulas para Calculo do furo Interno
o Para abertura com ferramenta
D
1
= D - 2H
Para abertura com macho
D
1
= D - P
Onde:
H = Altura do filete (depende do sistema de roscas)
P = Passo (mm ou pol.)
D, D
1
= Dimetro externo e interno da porca respectivamente.
Sistema De Roscas
Os sistemas de rosca tm como objetivo a padronizao de normas indispensveis na
construo de rosca. Os sistemas mais usados na indstria so: Mtrico, Ingls, Americano,
modular e Diametral Pitch, onde cada um destes possui suas prprias caractersticas,
padronizadas pelas normas brasileiras (ABNT) ou estrangeiras (DIN, SAE, etc.).
Smbolos:
P= passo (em mm) i= ngulo da hlice
d= dimetro externo c= crista
d
1
= dimetro interno D= dimetro do fundo da porca
d
2
= dimetro do flanco D
1
= dimetro do furo da porca
= ngulo do filete h
1
= altura do filete da porca
f= fundo do filete h= altura do filete do parafuso
Os sistemas mais usados so:
Roscas triangulares
Rosca mtrica ISO (ABNT - NB 97 - parte 1)
Relaes fundamentais do perfil bsico:
27
Figura 40
ngulo do perfil da rosca
a= 60
Dimetro Menor do Parafuso ( do ncleo)
d
1
= d 1,2268 x P
Dimetro efetivo do parafuso ( mdio)
d
2
= D
2
= d 0,6495 x P
Folga entre a raiz do filete da porca e a crista do filete
f= 0,045 x P
Dimetro maior da porca
D= d + 2 x f
Dimetro menor da porca (furo)
D
1
= d 1,0825 x P
Dimetro efetivo da porca ( mdio)
D
2
= d
2
Altura do filete do parafuso
he= 0,61343 x P
Raio de arredondamento da raiz do filete do parafuso
r
re
= 0,14434 x P
Raio de arredondamento da raiz do filete da porca
r
ri
= 0,063 x P
28
Rosca Whitworth
Possuem trs tipos: Whitworth normal (BSW), Whitworth Fina (BSF) executadas com
machos e cossinetes; Whitworth com folga nos vrtices para abertura no torno mecnico.
Rosca Whitworth (Norma DIN)
Figura 41
ngulo do perfil da rosca
a= 55
0
Passo
P = 1/ N de fios
Dimetro Menor do Parafuso ( do ncleo)
d
1
= d - 2H
1
Dimetro efetivo do parafuso ( mdio)
d
2
= d - H
1
d = D
Raio de raiz do filete da porca e do parafuso
r
ri
= r
re
= 0,1373 x P
Altura dos filetes da porca e do parafuso
h
i
= h
e
= 0,6403 x P
29
Rosca Whitworth com folga nos vrtices
ngulo de Perfil = 55
0
P = 1"/ N
0
de fios
h = 0,5663p
r = 0,1373p
d = D - 2a
d
2
= d
1
+ h
2
h
2
= 0,4923p
D
1
= d
1
+ 2
a
d
1
= d
1
-2h
2
h
1
= h
a = 0,074p
i = tg = P/ d
2
Rosca Americana
Figura 42
H = 0,86603 P
h
2
= 0,61343 P
H
1
= 0,54127 P
d
2
= d - 0,64951 P
D
1
=d - 1,08253 P
d
3
= d - 1,22686 P
30
Rosca trapezoidal
Figura 43
ngulo de Perfil = 30
D
1
= d - 2H = d - p
H
1
= 0,5P
H
4
= H
1
+ ac = 0,5P = ac
h
3
= H
1
`+ ac = 0,5P + ac
z = 0,25P = H/2
D
4
= d + 2ac
d
3
= d - 2h
d
2
= D = d = 2z = d - 0,5P
a
c
= Folga
R
1
= max. 0,5ac
R
2
= max. ac
31
ACME
Figura 44
ngulo de Perfil = 29
t = 1,93336P
t
1
= 0,5P + 0,127mm (> 12 fios)
t
1
= 0,5P + 0,254mm (< 12 fios)
t
2
= 0,5P
b = 0,37069P
b
1
= 0,37069P - 0,066mm (> 12 fios)
b
1
= 0,37069P - 0,132mm (< 12 fios)
D
2
d - 0,5P
32
Rosca Quadrada
Figura 45
P = 1
n
o
fios
h = P + 0,125
2
f = P + 0,02
2
a = de 0,125mm at 0,130mm
(folga entre parafuso e porca)
Ateno!
O passo tambm calculado em mm.
Rosca Redonda
Figura 46
ngulo de Perfil = 30
h = 0,5 x P
r = 0,238 x P
R = 0,255 x P
R1 = 0,221 x P
a = 0,05 x P
33
Rosca Dente de Serra
Figura 47
h = h
1
+ b
H
h1
= 0,75 x P
b = 0,11777 x P
c = 0,26384 x P
d
1
= D - 2h
D
1
= D - 2h
1
d
2
= D - 0,68191 x P
r = 0,12427 x P
Clculo para Roscamento
o Clculo para engrenagens de recmbio.
Ex.: Passo da rosca e fuso do torno em milmetros.
Pr = 2,5
Pf = 5
Pr = Za (Motora)
Pf Zb (Conduzida)
Za = Pr = 2,5 = 1 Za = 1 x 20 ou 1 x 30
Zb Pf 5 2 Zb 2 20 2 30
Obs.: 1/2 representa a relao de transmisso que deve ser multiplicada pr um coeficiente
cujo produto determina o nmero de dentes das engrenagens do recambio. Podero ser
colocadas engrenagens intermedirias sem alterar a relao de transmisso.
34
Ex.: Passo da rosca e fuso em polegada.
Dados: NF = N
o
de fios do fuso = 4
NF = N
o
de fios da rosca = 16
Za = Pr = 1/16 = 4 x 6 Za = 24 (Motora)
Zb Pf 1/4 16 6 Zb 96 (Conduzida)
Ex.: Passo da rosca mtrica passo fuso em polegadas
Dados:
P
r
= 2mm
P
f
= 1/4
P = 1/NF = 25,4/4
Za x Zc = __2 _ = 2 x 4 = 8__ (x5) = _40 ou _20_ x __2__ = 100 x 30 (Motora)
Zb Zd 25,4/4 25,4 25,4 (x5) 127 25,4 5 127 75 (Conduzida)
o Clculo do dimetro interno para confeco de uma porca com ferramenta de
barra.
Ex.: Calcule o dimetro interno de uma rosca M30 com 3,5 de passo.
Dados:
P = 3,5
D = 30 (dimetro externo)
D
1
=? (dimetro interno)
D
1
= D - P
D
1
= 30 - 3,5
D
1
= 26,5mm (dimetro do furo)
Ex.: Calcule o dimetro interno de uma rosca 7/8 com 9 fios pr polegada.
Dados: Soluo:
NF = 9 D
1
= D - P
D = 7/8 = 22,22 D
1
= 22,22 2,82
D
1
=? D
1
= 19,39 (dimetro do furo)
D
1
= D - P
P = 1/NF = 25, 4/9
P = 2,82
35
Abertura manual de rosca.
Figura 48: Abertura de Rosca com
Macho no Torno universal
Figura 49: Abertura de Rosca com
Cossinete no Torno universal
Ex.: Calcule o dimetro menor de uma porca de 3/8 para ser confeccionada com o macho.
Dados:
D
1
= ?
NF =16
P = 1/NF = 25,4/4
P = 25,4/16
P= 1,5875
Soluo
D
1
= D - P
D
1
= 3/8 1,5875
D
1
= 9,525 1,5875
D
1
= 7,93 (dimetro do furo)
5. FERRAMENTAS DO TORNO
A ferramenta responsvel pelo corte do material, ou remoo de cavacos com objetivo
de dar forma, dimenses e acabamento na pea. As ferramentas apresentam-se de vrios
formatos e perfis de acordo com a operao que vo executar e tipo de material das
mesmas e da pea, podendo ser monocortantes ou policortantes, as mais usadas so:
ferramenta de desbastar, alisar, de perfil, abrir roscas interna e externa, tornear
internamente e ainda bedame, brocas, alargadores, escariadores, machos, cossinetes, etc.
Tipo de
operao
Ferramenta de
Torneamento Interno
(interia).
Ferramentas
Soldadas
Ferramentas
Intercambiveis
Desbaste
interno
36
Abrir
Canal e
Sangrar.
Perfilar
Desbaste
a Direita e
a
Esquerda
Tabela 1
5.2. Materiais para Ferramentas
A escolha do material para ferramenta depende de alguns fatores tais como: custo e
caractersticas fsicas do material a ser usinado, condies da mquina operatriz, forma e
dimenso da ferramenta, emprego de refrigerao, etc. Os materiais empregados para
confeco de ferramentas so: ao carbono com ou sem adio de elementos de liga, ao
rpido, ligas fundidas, metal duro, materiais cermicos, Cermet, CBN e o diamante.
o Ao Carbono: Com ou sem adio de pequenos percentuais de elementos de liga
ou composio acima de 0,75% de Carbono. Ainda so usados na indstria devidos seu baixo
custo, disponibilidade no mercado, usinabilidade, etc.
o Ao Rpido: Caracteriza-se por sua tenacidade, resistncia ao desgaste, durezas a
frio alem do baixo custo de fabricao que favorece na sua preferncia com relao a outros
materiais, aos poucos est sendo substitudo pelo metal duro na maioria das operaes.
37
o Ligas Fundidas: So empregadas em operaes onde necessrio um material
mais duro que o ao rpido e menos frgil ou mais tenaz que o metal duro.
o Metal Duro: Metal duro um material da metalurgia do p; um composto de
partculas de carboneto de tungstnio (WC) e um ligante rico em cobalto metlico (Co).
utilizado na usinagem de praticamente todos os materiais, desde os mais dcteis aos mais
tenazes. Graas ao avano tecnolgico e o desenvolvimento de mquinas mais potentes, as
pastilhas de metal duro tornaram-se de grande importncia e utilidade proporcionando alta
produtividade. importante saber que esses materiais podem ser pastilhas soldados ou em
forma de pastilhas intercambiveis onde so montadas em suporte prprio padronizados,
sendo necessrio um bom conhecimento para seleo das mesmas, em catlogos de
fabricantes.
o Materiais Cermicos: Apresentam como caractersticas principais sua resistncia
ao amolecimento pelo calor, elevada dureza, resistncia temperatura ambiente, alta
resistncia formao de crateras e baixa condutibilidade trmica, possibilitando o uso de
velocidades de corte elevadas. Sua aplicao ainda restrita, pois exige mquinas potentes e
rgidas, alm do que seu custo ainda elevado. As classes de cermica podem ser aplicadas
em uma ampla variedade de aplicaes e materiais; na maioria das vezes, operaes de
torneamento com alta velocidade, mas tambm em operaes de canais e fresamento. As
propriedades especficas de cada classe de cermica permitem alta produtividade quando
aplicadas corretamente. Saber quando e como usar as classes de cermica importante
para uma operao bem-sucedida. Limitaes gerais da cermica incluem resistncia a
choques trmicos e tenacidade para quebra.
o Cermet: um metal duro com partculas duras base de titnio. O nome cermet
combina as palavras cermicas e metal. Originalmente, os cermets eram compostos de TiC e
nquel. Cermets modernos no contm nquel e possuem uma estrutura projetada de
partculas ncleo de carbonitreto de titnio Ti (C,N), uma segunda fase dura de
(Ti,Nb,W)(C,N) e um ligante de cobalto rico em tungstnio. Ti (C, N) agrega resistncia ao
desgaste classe, a segunda fase dura aumenta a resistncia deformao plstica e a
quantidade de cobalto controla a tenacidade.Comparado ao metal duro, o cermet possui
melhor resistncia ao desgaste e reduzida tendncia a abraso. Por outro lado, ele tambm
possui menos fora de compresso e resistncia inferior a choques trmicos.
uma combinao do material cermico com o metlico a base de Ti, C, Mo, Ni. Sua dureza
superior ao metal duro, no entanto tem baixa resistncia ao choque, tornando seu uso
restrito para, basicamente, acabamento de peas de dureza elevada. Aplicaes tpicas so
acabamento em aos inoxidveis, ferros fundidos nodulares, aos com baixo teor de carbono
e aos ferrticos. Cermets podem tambm ser aplicados para soluo de problemas em todos
os materiais ferrosos
o CBN: Nitreto cbico de boro policristalino, CBN, um material com excelente
dureza a quente que pode ser usado em velocidades de corte muito altas. Apresenta
tambm boa tenacidade e resistncia a choques trmicos. As classes de CBN so
amplamente usadas para torneamento de acabamento em aos endurecidos, com uma
dureza superior a 45 HRc. Acima de 55 HRc, CBN a nica ferramenta de corte que pode
substituir os mtodos de retificao tradicionalmente usados. Aos mais macios, abaixo de
45 HRc, contm uma quantidade maior de ferrita, o que causa um efeito negativo na
resistncia ao desgaste do CBN. CBN tambm pode ser usado para desbaste com alta
velocidade de ferros fundidos cinzentos em operaes de torneamento e de fresamento.
38
o Diamante policristalino, PCD (DP): um compsito de partculas de diamante
sinterizado com um ligante metlico. O diamante o mais duro e, portanto, o mais
resistente abraso de todos os materiais. Como uma ferramenta de corte, ele tem boa
resistncia ao desgaste, porm falta estabilidade qumica em altas temperaturas e se
dissolve facilmente em ferros. Ferramentas PCD so limitadas a materiais no ferrosos,
como alumnio alto silcio materiais com matriz de compsito (MMC) e fibra de carbono
reforada com plstico (CFRP). PCD com refrigerao abundante tambm pode ser usado em
aplicaes de acabamento em titnio.
5.3. ngulos das Ferramentas
Os ngulos das ferramentas de corte so dos fatores primordiais no rendimento e
trabalho das mquinas operatrizes. Os ngulos das ferramentas so tabelados de acordo
com o material da pea a ser usinada e tipo de operao, necessrio esclarecer que
existem os ngulos da ferramenta e ngulos efetivos ou de trabalho.
Quebra-Cavacos
Existem vrias formas de cavaco (fita, helicoidal, espiral, lascas) onde determinadas tipos
podem influenciar no acabamento superficial, no desgaste da ferramenta, dificultam a
operao de usinagem ou ainda pode provocar acidentes. Nos cavacos tipo fita, geralmente
necessrio um recurso tcnico, chamado de quebra-cavaco executado na superfcie de
sada da ferramenta, permitindo cavacos em pedaos (rupturado) ou helicoidal, facilitando o
transporte e armazenamento do cavaco, diminuindo tambm o risco de acidentes.
O quebra-cavaco pode ser executado diretamente sobre a superfcie de sada da ferramenta
ou fixado sobre a ferramenta, chamados de quebra-cavacos postios.
Figura 50: ngulo da ferramenta de corte
39
Os ngulos da ferramenta de corte so classificados em: de folga (alfa), de cunha
(beta), de sada (gama), de ponta (epsilon), de posio (chi) e de inclinao de aresta
cortante (lambda).
Figura 51: ngulos da ferramenta de corte
Figura 52: ngulos de sada
40
6. FLUDO DE CORTE
Os fludos de corte tm como funo introduzir melhorias no processo de usinagem dos
metais. So encontrados geralmente sob a forma de elementos ou compostos slidos,
lquidos e gasosos. So encontrados em catlogos, com aplicao adequada de cada tipo de
material a usinar e a operao ser executada.
Os principais objetivos dos fludos de corte, entre outros so: Reduo do atrito entre a
ferramenta e o cavaco, refrigerao da pea e ferramenta, melhor acabamento, reduo do
custo da ferramenta etc.
7. CLCULO PARA USINAGEM
Velocidade de corte/rotaes por minuto
n = 320 . Vc Onde: Vc = velocidade de corte (m/min)
D
n 318 V
C
n = R.P.M. da pea
D D = dimetro da pea (mm)
1000 = constante de transformao
Tempo Principal de Usinagem:
Tp = _ L T
t
= Tempo total (mm)
a . n L = Curso da ferramenta (mm)
Va = a . n a = avano de corte (mm/rot)
T
t
= Tp . Np n = R.P.M. da pea
Va = velocidade de avano (mm/rot)
Profundidade de corte / nmeros ou passadas:
Sc = Pc . a
Np = D - d
2Pc
Sc = seco do cavaco (mm
2
)
Np = Nmero de passadas
Pc = profundidade de corte (mm)
D = dimetro inicial da pea (mm)
d = dimetro final da pea (mm)
Anel Graduado: necessrio conhecer a sensibilidade do anel graduado para deslocar os
carros na profundidade exata desejada.
41
Exemplo:
Anel graduado com uma volta equivalente a 6 mm de curso e com cada subdiviso
equivalente a 0,05mm .
a
c
= P a
c
= avano correspondente a uma diviso do anel graduado
N P = passo do fuso.
N
d
= Pc N = nmero de divises
a Nd = nmero de divises para deslocar (penetrao da ferramenta)
Exerccios:
1. Calcule os dados necessrios para confeccionar um rebaixo na extremidade da pea
cilndrica de ao 1030 com dimenses iniciais de 120 x 200. Sabendo-se que a pea
dever ficar com medidas finais de 96 x 102,4, usou-se na operao os dados abaixo:
Dados:
V
c
= 96m/min
a = 0,4mm/rot
S
c
= 2,4mm
2
S
c
= P
c
x a
P
c
= S
c
= 2,4 P
c
= 6mm
a 0,4
Soluo
n = 320 V
c
= 320 x 96 n = 256rpm
D 120
T
p
= L = 102,4 = 102,4 T
p
= 1min
a x n 0,4 x 256 102,4
N
p
= D - d = 100 - 96 = 24 N
p
= 2
2P
c
2 x 6 12
T
t
= T
t
x N
p
= 2 x 1 T
t
= 2min
42
2. No exerccio anterior calcule o n
o
de divises que deve ser deslocado no anel
graduado do carro transversal na operao, sabendo-se que o passo do fuso 4mm e
possui 200 divises no anel graduado.
Dados:
P
c
= 6mm
P
f
= 4mm
n = 200
N
p
= 2
Soluo:
a = P = 4 S = 0,02 (menor diviso)
N
d
200
P
c
= 6 N
d
= P
c
= 6 N
d
= 300 (para cada passada)
a 0,02
Resp.: 600 divises
43
TABELA DE ROSCA
44
45
Tabela 2
46
VELOCIDADE DE CORTE
Tabela 3
47
BIBLIOGRAFIA
Dormer. (s.d.). Tabela de Rosca. Dormer.
Gerling, H. (1977 ). Volta da Mquina Ferramenta. Revert .
J.M.FREIRE. (1978). Tecnologia Mecnica (Vol. 1). Rio de Janeiro: Livros Tecnicos e Cientifcos Editora S.A.
MEC. (1974). Mquinas Operatrizes Torneamento. So Paulo: Edgard Blucher Ltda.
SANDVIK Coromant. (s.d.). Catlogo de ferramentas para tornear. BRASIL: SANDVIK DO BRASIL.
Senai. Apostila Tornearia Mecnica. Fortaleza: Senai.
Souza, P. D. (s.d.). Apostila Processo de Fabrico por Usinagem Parte II. Porto Alegre, Rio Grande do Sul, Brasil:
Universidade Federal do Rio Grande do Sul.
Stemmer, C. E. (1993). Ferramentas De Corte I. Santa Catarina: UFSC.
Stemmer, C. E. (1993). Ferramentas De corte II. Santa Catarina: UFSC.
Yoshida, A. Torno mecnico. So Paulo: Edies Fortaleza.
Das könnte Ihnen auch gefallen
- Lista de equipamentos para manutenção automotiva pesadaDokument6 SeitenLista de equipamentos para manutenção automotiva pesadarosielsenaiNoch keine Bewertungen
- Prova NR 10Dokument4 SeitenProva NR 10Valdenir Dos SantosNoch keine Bewertungen
- Cursos de Aprendizagem Profissional em Nível Técnico MédioDokument247 SeitenCursos de Aprendizagem Profissional em Nível Técnico MédiorosielsenaiNoch keine Bewertungen
- Exercicio de VolumeDokument3 SeitenExercicio de VolumerosielsenaiNoch keine Bewertungen
- Prova NR 10Dokument4 SeitenProva NR 10Valdenir Dos SantosNoch keine Bewertungen
- Slide - Modelo 6 Welington1Dokument69 SeitenSlide - Modelo 6 Welington1rosielsenaiNoch keine Bewertungen
- Doces e Salgados Santa Luzia Do ParoáDokument6 SeitenDoces e Salgados Santa Luzia Do ParoárosielsenaiNoch keine Bewertungen
- MAST 2022 EmpilhadeiraDokument3 SeitenMAST 2022 EmpilhadeirarosielsenaiNoch keine Bewertungen
- Solicitação de compras para confeitariaDokument5 SeitenSolicitação de compras para confeitariarosielsenaiNoch keine Bewertungen
- Os Componentes Elétricos Utilizados Nos Circuitos São Distribuídos em Três CategoriasDokument18 SeitenOs Componentes Elétricos Utilizados Nos Circuitos São Distribuídos em Três CategoriasrosielsenaiNoch keine Bewertungen
- Insalubridade e PericulosidadeDokument24 SeitenInsalubridade e Periculosidaderosielsenai100% (1)
- Atividade Recuperacao ReconstruirDokument4 SeitenAtividade Recuperacao ReconstruirrosielsenaiNoch keine Bewertungen
- Modulo Atividades Insalubres PerigosasDokument54 SeitenModulo Atividades Insalubres PerigosasHenrique AndradeNoch keine Bewertungen
- Pneumatica e Eletropneumatica Senai Minas Gerais PDFDokument41 SeitenPneumatica e Eletropneumatica Senai Minas Gerais PDFljimyNoch keine Bewertungen
- Eletropneumática - Controle de Qualidade Eletro 33Dokument1 SeiteEletropneumática - Controle de Qualidade Eletro 33rosielsenaiNoch keine Bewertungen
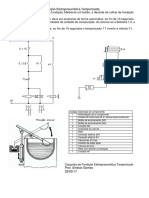
- 17 - 05 - 05 Caçamba de Fundição EletropneumáticoDokument1 Seite17 - 05 - 05 Caçamba de Fundição EletropneumáticorosielsenaiNoch keine Bewertungen
- Português Cursiva Vogais 4º AnoDokument2 SeitenPortuguês Cursiva Vogais 4º AnorosielsenaiNoch keine Bewertungen
- Acionamento eletropneumático com bloqueio e esteira de rolosDokument1 SeiteAcionamento eletropneumático com bloqueio e esteira de rolosrosielsenaiNoch keine Bewertungen
- Atividade de MTM 4ºDokument2 SeitenAtividade de MTM 4ºrosielsenaiNoch keine Bewertungen
- Atividade de CNC 4ºDokument2 SeitenAtividade de CNC 4ºrosielsenaiNoch keine Bewertungen
- Avaliação de HistóriaDokument3 SeitenAvaliação de HistóriarosielsenaiNoch keine Bewertungen
- Elevatória transporta cargas entre plataformasDokument1 SeiteElevatória transporta cargas entre plataformasrosielsenaiNoch keine Bewertungen
- Português Caligrafia 4º AnoDokument1 SeitePortuguês Caligrafia 4º AnorosielsenaiNoch keine Bewertungen
- Atividade de PTDokument2 SeitenAtividade de PTrosielsenaiNoch keine Bewertungen
- Atividade de CNC 4ºDokument2 SeitenAtividade de CNC 4ºrosielsenaiNoch keine Bewertungen
- Atividade de MTM 4ºDokument2 SeitenAtividade de MTM 4ºrosielsenaiNoch keine Bewertungen
- ATIVIDADE DE CURSIVA 4ºanoDokument2 SeitenATIVIDADE DE CURSIVA 4ºanorosielsenaiNoch keine Bewertungen
- Atividade de PTDokument2 SeitenAtividade de PTrosielsenaiNoch keine Bewertungen
- Atividade de Geo 4ºDokument2 SeitenAtividade de Geo 4ºrosielsenaiNoch keine Bewertungen
- Atividade de Cursiva 4ºanoDokument1 SeiteAtividade de Cursiva 4ºanorosielsenaiNoch keine Bewertungen
- GRUPO - 08 - Elementos de Indexação PDFDokument82 SeitenGRUPO - 08 - Elementos de Indexação PDFericsoncezar1Noch keine Bewertungen
- NBR6355 - Arquivo para ImpressãoDokument42 SeitenNBR6355 - Arquivo para ImpressãoVitorNoch keine Bewertungen
- Ova Desova ContainerDokument6 SeitenOva Desova ContainerCarina Araujo100% (1)
- Materiais Abrasivos e Cortantes - Klingspor PDFDokument148 SeitenMateriais Abrasivos e Cortantes - Klingspor PDFGessé NetoNoch keine Bewertungen
- Difusão e Movimentos Atômicos - Transferência de MassaDokument30 SeitenDifusão e Movimentos Atômicos - Transferência de Massastudient10Noch keine Bewertungen
- Check list inspeção cabos açoDokument2 SeitenCheck list inspeção cabos açoHemerson Luiz RezendeNoch keine Bewertungen
- Especialização em Estruturas MetálicasDokument6 SeitenEspecialização em Estruturas MetálicasviniciusfanesiNoch keine Bewertungen
- APRESENTAÇÃO DA MICRO INDÚSTRIA DE ALHO E TEMPEIROS-redDokument12 SeitenAPRESENTAÇÃO DA MICRO INDÚSTRIA DE ALHO E TEMPEIROS-redWelliton OliveiraNoch keine Bewertungen
- CILAMCE 2014 GuilhermeDokument15 SeitenCILAMCE 2014 Guilhermeg401992Noch keine Bewertungen
- Aula 11 - Exercicios de Corteedobra1Dokument17 SeitenAula 11 - Exercicios de Corteedobra1Gustavo ChavesNoch keine Bewertungen
- Prova Canteiro de ObrasDokument9 SeitenProva Canteiro de ObrasLuigi GustavoNoch keine Bewertungen
- Extintores de Incêndio com Pó QuímicoDokument23 SeitenExtintores de Incêndio com Pó QuímicoRamiro Escobar IporreNoch keine Bewertungen
- H13Dokument2 SeitenH13Franciele KaezalaNoch keine Bewertungen
- Seguranca em Carpintaria e Armacoes de Aco PDFDokument11 SeitenSeguranca em Carpintaria e Armacoes de Aco PDFRoberto CarlosNoch keine Bewertungen
- Bomba E-Ep (Fora de Ordem)Dokument20 SeitenBomba E-Ep (Fora de Ordem)Ernon FilipeNoch keine Bewertungen
- Corrosão por cloreto acelera falha prematura de tubos de aço inoxidável em pré-aquecedor de caldeiraDokument6 SeitenCorrosão por cloreto acelera falha prematura de tubos de aço inoxidável em pré-aquecedor de caldeirabiancogallazziNoch keine Bewertungen
- RM - Ficha 2 - Exercicios Propostos (Traccao & Compressao - Estruturas Hiperstaticas) 05.08.2014Dokument6 SeitenRM - Ficha 2 - Exercicios Propostos (Traccao & Compressao - Estruturas Hiperstaticas) 05.08.2014J.a. Pindula PindulaNoch keine Bewertungen
- CADERNO QUESTÕES INSPEÇÃO DUTOSDokument56 SeitenCADERNO QUESTÕES INSPEÇÃO DUTOSSilveston Silva100% (4)
- Aplicação Do Bronze - Ampco PDFDokument2 SeitenAplicação Do Bronze - Ampco PDFAndre alexander dos santosNoch keine Bewertungen
- Sistema de dentes Volvo - GUIA DE REFERÊNCIA DE PEÇASDokument20 SeitenSistema de dentes Volvo - GUIA DE REFERÊNCIA DE PEÇASFernandoNoch keine Bewertungen
- Cabos de AçoDokument18 SeitenCabos de AçoGisele Caetano LautnerNoch keine Bewertungen
- CabosDokument126 SeitenCabosStb TreinamentosNoch keine Bewertungen
- NBR 12283 NB 1366 - Fabricacao de Comportas HidraulicasDokument8 SeitenNBR 12283 NB 1366 - Fabricacao de Comportas HidraulicasEdson VerdiNoch keine Bewertungen
- Propriedades mecânicas dos materiaisDokument8 SeitenPropriedades mecânicas dos materiaisJuliana OliveiraNoch keine Bewertungen
- Norma Técnica Sabesp NTS 044Dokument17 SeitenNorma Técnica Sabesp NTS 044Nailton Santos 2023Noch keine Bewertungen
- 2 - Correias de Cabo de Aço - SENAI - JúlioDokument68 Seiten2 - Correias de Cabo de Aço - SENAI - JúlioJulio Rezende100% (1)
- Processos Construtivos - Aula 3 - Industrialização e Sistemas TecnológicosDokument81 SeitenProcessos Construtivos - Aula 3 - Industrialização e Sistemas TecnológicosAntonio Batista Bezerra NetoNoch keine Bewertungen
- Aula 9-RevenidoDokument39 SeitenAula 9-RevenidoJoão GriloNoch keine Bewertungen
- 2845 - Curso Basico de Calculo de Estruturas Metalicas - Carlos FreireDokument70 Seiten2845 - Curso Basico de Calculo de Estruturas Metalicas - Carlos Freirejeannkaka50% (2)