Das könnte Ihnen auch gefallen
- Material Safety Data Sheet Cat High Speed Ball Bearing Grease (NLGI #2)Dokument7 SeitenMaterial Safety Data Sheet Cat High Speed Ball Bearing Grease (NLGI #2)aldo velasco100% (1)
- CAT Prime Application Grease SDSDokument9 SeitenCAT Prime Application Grease SDSKuhnNoch keine Bewertungen
- 300-1005-100 Solvent, Case 4, 1 Liter, MEK-United States - SOLUCION - LAVADODokument6 Seiten300-1005-100 Solvent, Case 4, 1 Liter, MEK-United States - SOLUCION - LAVADOAlexander MamaniNoch keine Bewertungen
- Sullube MSDS Spanish (US)Dokument11 SeitenSullube MSDS Spanish (US)Anonymous ABPUPbKNoch keine Bewertungen
- Msds SC 4000Dokument9 SeitenMsds SC 4000Cristián RojasNoch keine Bewertungen
- Catálogo Dixon Lighting - 2023Dokument22 SeitenCatálogo Dixon Lighting - 2023dannyNoch keine Bewertungen
- Cat ELC (Extended Life Coolant) ExtenderDokument8 SeitenCat ELC (Extended Life Coolant) Extenderharikrishnanpd3327Noch keine Bewertungen
- MSDS Strata Bond W S Comp A 2020-09-03 enDokument7 SeitenMSDS Strata Bond W S Comp A 2020-09-03 encarlos_salas80Noch keine Bewertungen
- Micro Matrix Cement RetarderDokument6 SeitenMicro Matrix Cement Retarderadvantage025Noch keine Bewertungen
- Msds Laca Piroxilina ParacasDokument5 SeitenMsds Laca Piroxilina ParacasMiranda Licas Julio CesarNoch keine Bewertungen
- Mastercast 720m MsdsDokument7 SeitenMastercast 720m MsdsAhmed KhalifaNoch keine Bewertungen
- EverExceed - Batería - MSDS - Solar Gel Range VRLA - 2008Dokument3 SeitenEverExceed - Batería - MSDS - Solar Gel Range VRLA - 2008chuckreyesNoch keine Bewertungen
- Ficha Tecnica de Espuma 3% Fluoroproteinica Buckeye UlDokument2 SeitenFicha Tecnica de Espuma 3% Fluoroproteinica Buckeye UlDanny AlejandroNoch keine Bewertungen
- Chang Fa Manual BookDokument1 SeiteChang Fa Manual BookAmiNoch keine Bewertungen
- Nsyh851d1 en 20190606Dokument17 SeitenNsyh851d1 en 20190606Meor AmriNoch keine Bewertungen
- Alcohol 70 MsdsDokument7 SeitenAlcohol 70 MsdsM. Riswan WiradiwaNoch keine Bewertungen
- Cotización De: MonitoreoDokument8 SeitenCotización De: MonitoreoJuan Jesus Navarro MirandaNoch keine Bewertungen
- Installation Operation Maintenance Mission 2500 Supreme PDFDokument16 SeitenInstallation Operation Maintenance Mission 2500 Supreme PDFRAHULNoch keine Bewertungen
- Cloralex Max MsdsDokument6 SeitenCloralex Max MsdsnaranjerosNoch keine Bewertungen
- Msds - Marpozol W-505 (GHS) Eng 130409Dokument5 SeitenMsds - Marpozol W-505 (GHS) Eng 130409Syafarul Mohammad100% (1)
- Rexroth Bosch Hydrualic Cylinders Catalog PDFDokument72 SeitenRexroth Bosch Hydrualic Cylinders Catalog PDFavvkreddyNoch keine Bewertungen
- APV CU4 Direct Connect UK-3 20 04 2011 PDFDokument53 SeitenAPV CU4 Direct Connect UK-3 20 04 2011 PDFEmerson IpialesNoch keine Bewertungen
- MSDS Citric Acid - CBZR - Hoja de SeguridadDokument5 SeitenMSDS Citric Acid - CBZR - Hoja de SeguridadING.PUICON2981Noch keine Bewertungen
- English Etch Klenz Extra - n261545Dokument5 SeitenEnglish Etch Klenz Extra - n261545Santhosh RamappaNoch keine Bewertungen
- Mobil Vactra Oil No. 2Dokument10 SeitenMobil Vactra Oil No. 2Iván ChávezNoch keine Bewertungen
- C Scp270h39aDokument13 SeitenC Scp270h39aEDGAR REYESNoch keine Bewertungen
- "Green" MMA, An Environmentally Benign and Economically Attractive Process PDFDokument8 Seiten"Green" MMA, An Environmentally Benign and Economically Attractive Process PDFDaniel GuardiolaNoch keine Bewertungen
- Jotun Thinner 10 SafetyDokument15 SeitenJotun Thinner 10 SafetyamaricanNoch keine Bewertungen
- MSDS Jotun Pilot QDDokument13 SeitenMSDS Jotun Pilot QDHaryanto RNoch keine Bewertungen
- MSDS VirukillDokument7 SeitenMSDS VirukillSadhana Sentosa67% (3)
- Safety Data Sheet Power Diluent DispersiveDokument10 SeitenSafety Data Sheet Power Diluent DispersiveElvert Arrieta EstrellaNoch keine Bewertungen
- Mirr Alma Super Api SL Sae 15W40 SDSDokument8 SeitenMirr Alma Super Api SL Sae 15W40 SDSAbdul GhafoorNoch keine Bewertungen
- A3cf emDokument570 SeitenA3cf emaksf1996Noch keine Bewertungen
- Umeguard SX White Cs-651Dokument12 SeitenUmeguard SX White Cs-651Mugilrajan DevarajanNoch keine Bewertungen
- Jaw Crusher (Chancadora de Quijada)Dokument15 SeitenJaw Crusher (Chancadora de Quijada)Junior Manuel Llontop GonzalezNoch keine Bewertungen
- MSDS PC Duron Geo LD 15W-40 PDFDokument7 SeitenMSDS PC Duron Geo LD 15W-40 PDFaliosk8799Noch keine Bewertungen
- Chemical SAF-T-DATA Information - Haz Rating & Storage RecommendationDokument22 SeitenChemical SAF-T-DATA Information - Haz Rating & Storage Recommendationjiaolei9848100% (1)
- Rubia Fleet 300 PDFDokument2 SeitenRubia Fleet 300 PDFdnoaisaps100% (1)
- Aquasorb 3005 KL - MSDS PDFDokument5 SeitenAquasorb 3005 KL - MSDS PDFFlavio Jorge Miranda PimentelNoch keine Bewertungen
- 3 - BRWall BR40 Video Wall Controller Datasheet - v3.7Dokument32 Seiten3 - BRWall BR40 Video Wall Controller Datasheet - v3.7Vero AcunaNoch keine Bewertungen
- Citrato de Sodio - Weifang EnsignDokument1 SeiteCitrato de Sodio - Weifang EnsignEmanuel Juan Flores ArbulúNoch keine Bewertungen
- Jazeera Dhilal Primer-MsdsDokument5 SeitenJazeera Dhilal Primer-MsdsMahmoud Flefil100% (1)
- MSDS Quickmast 341-BaseDokument5 SeitenMSDS Quickmast 341-BaseM.FAIZAN ARSHAD100% (1)
- 101946-SF-PP-0001 Plan General de Seguridad Ptrimonial - Mina JustaDokument25 Seiten101946-SF-PP-0001 Plan General de Seguridad Ptrimonial - Mina Justamcroherpa100% (1)
- DSI Polyurethans 2017 v003Dokument20 SeitenDSI Polyurethans 2017 v003David Jose Martinez BarronNoch keine Bewertungen
- MSDS Shell Spirax S2 A90 - 080811Dokument7 SeitenMSDS Shell Spirax S2 A90 - 080811Eko Dodi SetiawanNoch keine Bewertungen
- Isoflex Topas L 32Dokument2 SeitenIsoflex Topas L 32c108Noch keine Bewertungen
- Ficha Técnica Eli-FlexDokument2 SeitenFicha Técnica Eli-FlexGhislaine SousaNoch keine Bewertungen
- ABRO Spray Paint PDFDokument6 SeitenABRO Spray Paint PDFAnonymous QQZcso63% (8)
- Post-Tensioning Institute: Tri-Service Infrastructure Systems ConferenceDokument52 SeitenPost-Tensioning Institute: Tri-Service Infrastructure Systems ConferenceTuroyNoch keine Bewertungen
- Hempel Hempandur 15553 MsdsDokument13 SeitenHempel Hempandur 15553 MsdsM.FAIZAN ARSHADNoch keine Bewertungen
- Tellus 68 MsdsDokument7 SeitenTellus 68 MsdsMalou Castillo UmaliNoch keine Bewertungen
- Mastertop 2200 Part BDokument11 SeitenMastertop 2200 Part BAjithNoch keine Bewertungen
- Masteremaco N 303 Grey Ad Plus: Safety Data SheetDokument8 SeitenMasteremaco N 303 Grey Ad Plus: Safety Data SheetAbdülhalim ChaouatiNoch keine Bewertungen
- Peroxido de Benzoilo 32% - India - 31!03!2022 - MsdsDokument7 SeitenPeroxido de Benzoilo 32% - India - 31!03!2022 - MsdsYeison DuránNoch keine Bewertungen
- Standard Specification For Performance Requirements For Foot ProtectionDokument2 SeitenStandard Specification For Performance Requirements For Foot ProtectionAyyappanSubramanianNoch keine Bewertungen
- R410a IceloongDokument6 SeitenR410a IceloongMarco Ruales100% (1)
- Safety Data Sheet NALCON® 7634: Section: 1. Product and Company IdentificationDokument12 SeitenSafety Data Sheet NALCON® 7634: Section: 1. Product and Company IdentificationFSAAVEDRAFNoch keine Bewertungen
- Plasma Operations ManualDokument27 SeitenPlasma Operations ManualMyk DeVroedeNoch keine Bewertungen
- Hy-Ba: User ManualDokument33 SeitenHy-Ba: User ManualJeyson Castillo MenaNoch keine Bewertungen
- Sway in Office 365Dokument13 SeitenSway in Office 365Willy Villa SalsavilcaNoch keine Bewertungen
- Microsoft Sway For Digital Storytelling: Starting From ScratchDokument16 SeitenMicrosoft Sway For Digital Storytelling: Starting From ScratchWilly Villa SalsavilcaNoch keine Bewertungen
- Funciones BASE DE DATOS EjemplosDokument9 SeitenFunciones BASE DE DATOS EjemplosWilly Villa SalsavilcaNoch keine Bewertungen
- The Origin of The UniverseDokument8 SeitenThe Origin of The UniverseWilly Villa SalsavilcaNoch keine Bewertungen
- Finite Element Analysis of Heat Flow inDokument5 SeitenFinite Element Analysis of Heat Flow inWilly Villa SalsavilcaNoch keine Bewertungen
- Application of Thermovision MethodDokument7 SeitenApplication of Thermovision MethodWilly Villa SalsavilcaNoch keine Bewertungen
- List of Experiments: Mandava Institute of Engineering and TechnologyDokument2 SeitenList of Experiments: Mandava Institute of Engineering and TechnologyrkNoch keine Bewertungen
- MK35 enDokument16 SeitenMK35 enHendry PardedeNoch keine Bewertungen
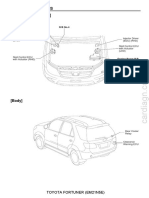
- Toyota Fortuner Relay LocationsDokument20 SeitenToyota Fortuner Relay LocationsmojbarNoch keine Bewertungen
- The Basics of Valvetrain TechnologyDokument9 SeitenThe Basics of Valvetrain TechnologyChristina SchultzNoch keine Bewertungen
- Bx250agfph (2014-2016) (Ninja 250 SL) PDFDokument117 SeitenBx250agfph (2014-2016) (Ninja 250 SL) PDFAlbert Depano100% (1)
- Engine: Fuel SystemDokument16 SeitenEngine: Fuel SystemHallex OliveiraNoch keine Bewertungen
- Sec5a4 Abs AsrDokument94 SeitenSec5a4 Abs AsrTadas PNoch keine Bewertungen
- Wheeled Excavator: Generation Operating Weight EngineDokument24 SeitenWheeled Excavator: Generation Operating Weight Enginepebi liveNoch keine Bewertungen
- Yamaha: G9-AJ/EJ G9-AG/AH G9-EG/EH1 G9-EH2 G2-A1EDokument35 SeitenYamaha: G9-AJ/EJ G9-AG/AH G9-EG/EH1 G9-EH2 G2-A1Emirandowebs100% (1)
- MP II - Lecture 3 - Thread and Gear ManufacturingDokument57 SeitenMP II - Lecture 3 - Thread and Gear ManufacturingArif Hossain100% (1)
- Chapter 02 - Mechanism and Linkages - Part ADokument81 SeitenChapter 02 - Mechanism and Linkages - Part ASyahrul Nizam AnuarNoch keine Bewertungen
- Axial Flow Lab - RSDokument3 SeitenAxial Flow Lab - RSRajath ShettyNoch keine Bewertungen
- Service: Spare Part ListDokument12 SeitenService: Spare Part ListLlewellyn OliverNoch keine Bewertungen
- LG V-C7050NT - V-C7050HT - V-C7070CT - V-C7070CP PDFDokument23 SeitenLG V-C7050NT - V-C7050HT - V-C7070CT - V-C7070CP PDFaldoNoch keine Bewertungen
- Use of Basic Tools Tve 7 ModuleDokument13 SeitenUse of Basic Tools Tve 7 ModuleJocelyn C. DinampoNoch keine Bewertungen
- Pedrollo Centrifugal Pump HFDokument5 SeitenPedrollo Centrifugal Pump HFhamidNoch keine Bewertungen
- Adaptable Multi Nut Fastner With Manual Height Adjustment SystemDokument48 SeitenAdaptable Multi Nut Fastner With Manual Height Adjustment SystemANAND KRISHNANNoch keine Bewertungen
- DENAIR Screw Air CompressorDokument14 SeitenDENAIR Screw Air CompressorSAUL OSPINONoch keine Bewertungen
- KPC Tender Online 0516Dokument3 SeitenKPC Tender Online 0516Rizky AntoNoch keine Bewertungen
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Dokument9 SeitenInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768wilson claveriaNoch keine Bewertungen
- Firetrol CONTROLLERS, FIRE - UL Product Iq PDFDokument5 SeitenFiretrol CONTROLLERS, FIRE - UL Product Iq PDFTalha NasirNoch keine Bewertungen
- Technical & Service ManualDokument60 SeitenTechnical & Service ManualDavid Lemos SanchezNoch keine Bewertungen
- Stacker Lubricat TableDokument4 SeitenStacker Lubricat TableSemlali ZakariaNoch keine Bewertungen
- MixerDokument8 SeitenMixerYogesh Badhe100% (1)
- General Transmission TroubleshootingDokument2 SeitenGeneral Transmission TroubleshootingWael Sherif100% (1)
- E5701-7-08-16 FZP MFZP EinzelDokument10 SeitenE5701-7-08-16 FZP MFZP Einzelhangmann169Noch keine Bewertungen
- Bobcat T250Dokument964 SeitenBobcat T250Облачно100% (2)
- At03084 GD825Dokument10 SeitenAt03084 GD825Jackson PhinniNoch keine Bewertungen
- FIAT Fault Codes 0338Dokument1 SeiteFIAT Fault Codes 0338josevarelarodriguez100% (1)