Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- 01 - Accounting For Managers PDFDokument151 Seiten01 - Accounting For Managers PDFAmit Kumar PandeyNoch keine Bewertungen
- Gas Processing Plant Control SystemsDokument4 SeitenGas Processing Plant Control SystemsThanh Phong NguyễnNoch keine Bewertungen
- A DETAILED LESSON PLAN IN TLE DraftingDokument16 SeitenA DETAILED LESSON PLAN IN TLE DraftingJude PellerinNoch keine Bewertungen
- Financial Market and Portfolio Management Assignment 2Dokument6 SeitenFinancial Market and Portfolio Management Assignment 2leeroy mekiNoch keine Bewertungen
- Sharp MX2310U Technical Handy ManualDokument64 SeitenSharp MX2310U Technical Handy ManualUserNoch keine Bewertungen
- Variant ConfigurationDokument62 SeitenVariant ConfigurationAhmed Talaat100% (9)
- Managerial Accounting and Cost ConceptsDokument67 SeitenManagerial Accounting and Cost ConceptsTristan AdrianNoch keine Bewertungen
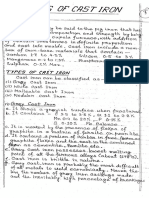
- Welding of Cast IronDokument10 SeitenWelding of Cast IronKrishnendu RouthNoch keine Bewertungen
- Laude vs. Ginez-Jabalde (MCLE)Dokument29 SeitenLaude vs. Ginez-Jabalde (MCLE)Justin CebrianNoch keine Bewertungen
- 15 04 06 SCDokument30 Seiten15 04 06 SCSugarNoch keine Bewertungen
- Production of Activated CarbonDokument11 SeitenProduction of Activated CarbonShii Bautista100% (1)
- MODEL QUESTION PAPER OF HRM Open CourceDokument2 SeitenMODEL QUESTION PAPER OF HRM Open CourceTitus Clement100% (3)
- Dau Terminal AnalysisDokument49 SeitenDau Terminal AnalysisMila Zulueta100% (2)
- Mohd Zafri Bin Mazri - 12694 - Chemical Engineering - Cold Energy Utilization From LNG Regasification PDFDokument75 SeitenMohd Zafri Bin Mazri - 12694 - Chemical Engineering - Cold Energy Utilization From LNG Regasification PDFThanh Phong NguyễnNoch keine Bewertungen
- Liquefied Natural Gas (LNG) Processing FacilityDokument2 SeitenLiquefied Natural Gas (LNG) Processing FacilityThanh Phong NguyễnNoch keine Bewertungen
- Spirited Away (神隱少女) - Always With MeDokument2 SeitenSpirited Away (神隱少女) - Always With MeThanh Phong NguyễnNoch keine Bewertungen
- Py Py y Py Y: The Second-Order Taylor Approximation GivesDokument4 SeitenPy Py y Py Y: The Second-Order Taylor Approximation GivesBeka GurgenidzeNoch keine Bewertungen
- 1st WeekDokument89 Seiten1st Weekbicky dasNoch keine Bewertungen
- TurboVap LV Users ManualDokument48 SeitenTurboVap LV Users ManualAhmad HamdounNoch keine Bewertungen
- MunnarDokument5 SeitenMunnarvisujinuNoch keine Bewertungen
- March 2017Dokument11 SeitenMarch 2017Anonymous NolO9drW7MNoch keine Bewertungen
- TROOP - of - District 2013 Scouting's Journey To ExcellenceDokument2 SeitenTROOP - of - District 2013 Scouting's Journey To ExcellenceAReliableSourceNoch keine Bewertungen
- Cough: by Dr. Meghana Patil (Intern Batch 2016)Dokument24 SeitenCough: by Dr. Meghana Patil (Intern Batch 2016)Meghana PatilNoch keine Bewertungen
- CANDIDATE'S BIO DATADokument2 SeitenCANDIDATE'S BIO DATAAamir ArainNoch keine Bewertungen
- Powder CharacterizationDokument21 SeitenPowder CharacterizationecternalNoch keine Bewertungen
- Creating A Simple PHP Forum TutorialDokument14 SeitenCreating A Simple PHP Forum TutorialLaz CaliphsNoch keine Bewertungen
- ION8650 DatasheetDokument11 SeitenION8650 DatasheetAlthaf Axel HiroshiNoch keine Bewertungen
- Frito LaysDokument6 SeitenFrito LaysElcamino Torrez50% (2)
- Motorola l6Dokument54 SeitenMotorola l6Marcelo AriasNoch keine Bewertungen
- Proforma PromotionDokument1 SeiteProforma PromotionRavinderSinghNoch keine Bewertungen
- Refractomax 521 Refractive Index Detector: FeaturesDokument2 SeitenRefractomax 521 Refractive Index Detector: FeaturestamiaNoch keine Bewertungen
- TT100 Viscometer: For Inline Systems ApplicationsDokument2 SeitenTT100 Viscometer: For Inline Systems ApplicationsPablo Antu Manque RodriguezNoch keine Bewertungen
- Black Bruin Hydraulic Motors On-Demand Wheel Drives EN CDokument11 SeitenBlack Bruin Hydraulic Motors On-Demand Wheel Drives EN CDiego AlbarracinNoch keine Bewertungen
- Objective Type Questions SAPMDokument15 SeitenObjective Type Questions SAPMSaravananSrvn77% (31)