Das könnte Ihnen auch gefallen
- 660 860 RevcDokument16 Seiten660 860 RevcsureshthuppallamNoch keine Bewertungen
- AC 7000 CAN Modular Switch-Mode Converter Telecom Industrial ApplicationsDokument2 SeitenAC 7000 CAN Modular Switch-Mode Converter Telecom Industrial ApplicationssureshthuppallamNoch keine Bewertungen
- 90 1199 10.1 GT3000Dokument2 Seiten90 1199 10.1 GT3000sureshthuppallamNoch keine Bewertungen
- Combustible Gas Detection White PaperDokument34 SeitenCombustible Gas Detection White PapersureshthuppallamNoch keine Bewertungen
- NOSP0015940 01 MultiSafe Function EN12094 1 EngDokument25 SeitenNOSP0015940 01 MultiSafe Function EN12094 1 EngsureshthuppallamNoch keine Bewertungen
- NOSP0015976 00 MultiSafe Safety Manual EngDokument40 SeitenNOSP0015976 00 MultiSafe Safety Manual EngsureshthuppallamNoch keine Bewertungen
- I R Gas Detector AccessoriesDokument3 SeitenI R Gas Detector AccessoriessureshthuppallamNoch keine Bewertungen
- HIPPS Valve Closing Time Calculation Instrumentation ToolsDokument3 SeitenHIPPS Valve Closing Time Calculation Instrumentation ToolssureshthuppallamNoch keine Bewertungen
- Application Guide System Smoke DetectorsDokument20 SeitenApplication Guide System Smoke DetectorsRelief_EngineerNoch keine Bewertungen
- Fundamentals of Combustible Gas DetectionDokument34 SeitenFundamentals of Combustible Gas Detectionrobisiz7299Noch keine Bewertungen
- ATEX Electric Equipment Classification Labelling PDFDokument1 SeiteATEX Electric Equipment Classification Labelling PDFRamius HamdaniNoch keine Bewertungen
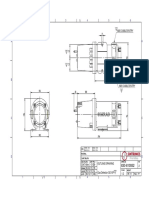
- 830 810932R02 Outline Drawing GD10P PDFDokument1 Seite830 810932R02 Outline Drawing GD10P PDFsureshthuppallamNoch keine Bewertungen
- FSG UL9-Handout SKDokument2 SeitenFSG UL9-Handout SKsureshthuppallamNoch keine Bewertungen
- AI 150 ArchitectureDokument22 SeitenAI 150 ArchitecturesureshthuppallamNoch keine Bewertungen
- Understanding ATEXDokument14 SeitenUnderstanding ATEXFavas KvpNoch keine Bewertungen
- 850-811250-En-R05 Operating Manual GD10P English Single Pages PDFDokument32 Seiten850-811250-En-R05 Operating Manual GD10P English Single Pages PDFsureshthuppallamNoch keine Bewertungen
- X5200Dokument29 SeitenX5200sureshthuppallamNoch keine Bewertungen
- Flip FlopsDokument16 SeitenFlip FlopssureshthuppallamNoch keine Bewertungen
- Fire and Gas in The Process Industry Jon Hind PaperDokument40 SeitenFire and Gas in The Process Industry Jon Hind PaperLieu Dinh PhungNoch keine Bewertungen
- Intro To IR Pyroelectric DetectorsDokument6 SeitenIntro To IR Pyroelectric DetectorswahanisaputriNoch keine Bewertungen
- FIN FAN Monitor Velometer JBDokument6 SeitenFIN FAN Monitor Velometer JBsureshthuppallamNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Listening Cd1Dokument7 SeitenListening Cd1Iulian Teodor0% (1)
- FreePBX Installation GuideDokument6 SeitenFreePBX Installation Guidetinhs2cop0% (1)
- Process States and Memory Management LabDokument8 SeitenProcess States and Memory Management LabJámesNoch keine Bewertungen
- Ausubel's Theory of Meaningful LearningDokument21 SeitenAusubel's Theory of Meaningful LearningasyiqqinNoch keine Bewertungen
- Ophthalmology CurriculumDokument71 SeitenOphthalmology CurriculumEdoga Chima EmmanuelNoch keine Bewertungen
- Summarizing and ParaphrasingDokument2 SeitenSummarizing and ParaphrasingKylle VillafloresNoch keine Bewertungen
- Manuel V. Gallego Foundation Colleges, Inc. Cabanatuan City, PhilippinesDokument12 SeitenManuel V. Gallego Foundation Colleges, Inc. Cabanatuan City, PhilippinesEdelmar BenosaNoch keine Bewertungen
- Etienne Gilson - The Christian Philosophy of St. Augustine PDFDokument418 SeitenEtienne Gilson - The Christian Philosophy of St. Augustine PDFMihai Sarbu95% (21)
- HydroVision Brochure Q Eye PSC 2014Dokument4 SeitenHydroVision Brochure Q Eye PSC 2014sreeyukthaNoch keine Bewertungen
- Chapter 2 - Design For TheatreDokument15 SeitenChapter 2 - Design For TheatreShannaiah Jade BoracNoch keine Bewertungen
- G10 Q3 PPT3Dokument20 SeitenG10 Q3 PPT3Ma. Shiela Mira NarceNoch keine Bewertungen
- Civil Engineering Project Thesis PDFDokument5 SeitenCivil Engineering Project Thesis PDFgbxm8h7g100% (1)
- Multiple Choice Questions from Past ExamsDokument31 SeitenMultiple Choice Questions from Past Examsmasti funNoch keine Bewertungen
- The Politics of Agrarian Reform in Brazil The Landless Rural Workers MovementDokument245 SeitenThe Politics of Agrarian Reform in Brazil The Landless Rural Workers MovementdavidizanagiNoch keine Bewertungen
- Anthroposophy and Eco FascismDokument68 SeitenAnthroposophy and Eco FascismPierre MoineNoch keine Bewertungen
- The Master-Slave DialecticDokument16 SeitenThe Master-Slave DialecticGoran StanićNoch keine Bewertungen
- An Integrative Approach To Enhancing Small-Scale Poultry Slaughterhouses by Addressing Regulations and Food Safety in Northern - ThailandDokument9 SeitenAn Integrative Approach To Enhancing Small-Scale Poultry Slaughterhouses by Addressing Regulations and Food Safety in Northern - ThailandgustiNoch keine Bewertungen
- Unit 03 Techniques of Planning, Controlling and Automating Software ProcessDokument36 SeitenUnit 03 Techniques of Planning, Controlling and Automating Software ProcessSajjan PaudelNoch keine Bewertungen
- Explicit Vocabulary Instruction in MathDokument10 SeitenExplicit Vocabulary Instruction in Mathapi-249323843Noch keine Bewertungen
- Virtual Image.: 1 (A) Fig. 8.1 Is A Ray Diagram of A Convex Lens Being Used As A Magnifying Glass To Produce ADokument11 SeitenVirtual Image.: 1 (A) Fig. 8.1 Is A Ray Diagram of A Convex Lens Being Used As A Magnifying Glass To Produce AahmedNoch keine Bewertungen
- Møire 4.01 Docs (1993)Dokument15 SeitenMøire 4.01 Docs (1993)VintageReadMeNoch keine Bewertungen
- Literature & LawDokument4 SeitenLiterature & Law3rinl33Noch keine Bewertungen
- Reading Comprehension Assessment Criteria GridDokument2 SeitenReading Comprehension Assessment Criteria GridVioleta DraguNoch keine Bewertungen
- The Reception Office: Monday September 28, 2020Dokument2 SeitenThe Reception Office: Monday September 28, 2020Chikanma OkoisorNoch keine Bewertungen
- Study PlanDokument1 SeiteStudy PlanMTINoch keine Bewertungen
- Cyril Acott - Occultism - An Alternative To Scientific HumanismDokument20 SeitenCyril Acott - Occultism - An Alternative To Scientific Humanismparadigmshifter6360100% (2)
- Java Programming EbookDokument110 SeitenJava Programming EbookShaina Mae M. UngsonNoch keine Bewertungen
- Oil and Gas Skills GuideDokument25 SeitenOil and Gas Skills GuideshakNoch keine Bewertungen
- Math Class 10 FormulaDokument7 SeitenMath Class 10 Formulaharlyn kaurNoch keine Bewertungen
- CRL 1790Dokument3 SeitenCRL 1790nandhus2227Noch keine Bewertungen