Das könnte Ihnen auch gefallen
- Catalysts and Enzymes: By: Lance HammellDokument12 SeitenCatalysts and Enzymes: By: Lance HammellDipankar RajkhowaNoch keine Bewertungen
- Thiel ModulusDokument30 SeitenThiel ModulusSaba GheniNoch keine Bewertungen
- By: Lance HammellDokument13 SeitenBy: Lance HammellravivipinNoch keine Bewertungen
- Catalytic ReactionDokument8 SeitenCatalytic ReactionAzhari JahinNoch keine Bewertungen
- Acid CatalysisDokument36 SeitenAcid CatalysisdrpigaNoch keine Bewertungen
- Catalysis Sec 3 No 8Dokument12 SeitenCatalysis Sec 3 No 8Ahmed AwadNoch keine Bewertungen
- Catalysts: Role and Function of The CatalystDokument20 SeitenCatalysts: Role and Function of The Catalystyussra amerNoch keine Bewertungen
- Ug Project (Aug-Nov 2020) : Effects of Ceo Morphology On No Reduction by NH - SCRDokument15 SeitenUg Project (Aug-Nov 2020) : Effects of Ceo Morphology On No Reduction by NH - SCRBHARAT PANWARNoch keine Bewertungen
- Conventional Preparation Methods of CatalystsDokument20 SeitenConventional Preparation Methods of Catalystsyussra amerNoch keine Bewertungen
- Surface Chemistry: Adsorption From SolutionsDokument27 SeitenSurface Chemistry: Adsorption From SolutionsSrijan GoyalNoch keine Bewertungen
- Processes Was Coined By: Catalysis Is The Change inDokument20 SeitenProcesses Was Coined By: Catalysis Is The Change inaltaf_pNoch keine Bewertungen
- Catalytic Wet Air OxidationDokument10 SeitenCatalytic Wet Air OxidationAman PrasadNoch keine Bewertungen
- Genchem2 8 2Dokument15 SeitenGenchem2 8 2ezilance4Noch keine Bewertungen
- R001 - CLAspenDokument10 SeitenR001 - CLAspenEdwaef EdsfresrNoch keine Bewertungen
- RTO Vs RCO How To DecideDokument6 SeitenRTO Vs RCO How To DecideAuliaFahryIINoch keine Bewertungen
- CRE - Catalyst FundamentalDokument17 SeitenCRE - Catalyst Fundamentalandono kusuma jatiNoch keine Bewertungen
- Tolaz Yasin. Reactor ReportDokument11 SeitenTolaz Yasin. Reactor ReportAram Nasih MuhammadNoch keine Bewertungen
- Case Study 4Dokument4 SeitenCase Study 4Vidit DixitNoch keine Bewertungen
- Chemical Lopping CombustionDokument19 SeitenChemical Lopping CombustionAstha YadavNoch keine Bewertungen
- Catalysts Navigation Search Catalyst (Disambiguation) : CatalysisDokument12 SeitenCatalysts Navigation Search Catalyst (Disambiguation) : CatalysisWilliam Alexander ManaluNoch keine Bewertungen
- Recent Trends in Catalyst Development ForDokument33 SeitenRecent Trends in Catalyst Development ForMark AgusNoch keine Bewertungen
- Basics of Catalysts - Chemistry LibreTextsDokument6 SeitenBasics of Catalysts - Chemistry LibreTextsStatus loverNoch keine Bewertungen
- Catalysis and Catalytic Reactors: 10.1 CatalystsDokument13 SeitenCatalysis and Catalytic Reactors: 10.1 CatalystsKubra Ėdris100% (1)
- Unesco - Eolss Sample Chapters: Catalytic Converters and Other Emission Control DevicesDokument8 SeitenUnesco - Eolss Sample Chapters: Catalytic Converters and Other Emission Control DevicesAnonymous XZFWxWYUqXNoch keine Bewertungen
- Felix Valentino Sianturi - CBR - CESP 2018Dokument22 SeitenFelix Valentino Sianturi - CBR - CESP 2018Meli SilabanNoch keine Bewertungen
- A Review On Performance Enhancement of Catalytic Conveter by Making Geometrical ChangesDokument6 SeitenA Review On Performance Enhancement of Catalytic Conveter by Making Geometrical ChangesEditor IJTSRDNoch keine Bewertungen
- Abcd. Proiect AdamDokument14 SeitenAbcd. Proiect AdamSfiriac LauraNoch keine Bewertungen
- Hydrogenation of Ethylene On Cu CatalystDokument7 SeitenHydrogenation of Ethylene On Cu CatalystHillman WiraNoch keine Bewertungen
- Catalysis PDFDokument23 SeitenCatalysis PDFFlorence FlorendoNoch keine Bewertungen
- Lecture Notes Catalysis EngineeringDokument221 SeitenLecture Notes Catalysis Engineeringburbuja412100% (1)
- A Review of Air Separation Technologies and Their Integration With Energy Conversion Processes PDFDokument20 SeitenA Review of Air Separation Technologies and Their Integration With Energy Conversion Processes PDFtiara arlettaNoch keine Bewertungen
- Report PDFDokument10 SeitenReport PDFShubham GoelNoch keine Bewertungen
- Catalysis ReportDokument20 SeitenCatalysis ReportSandesh LawandNoch keine Bewertungen
- Visual Encyclopedia of Chemical Engineering Catalysts: General InformationDokument7 SeitenVisual Encyclopedia of Chemical Engineering Catalysts: General InformationVanNoch keine Bewertungen
- QB PDFDokument18 SeitenQB PDFShivani0% (1)
- 63697Dokument18 Seiten63697Thirunavuk KarasuNoch keine Bewertungen
- Automotive Catalytic Converter RefiningDokument54 SeitenAutomotive Catalytic Converter RefiningAFLAC ............100% (3)
- Comparison of Different Reactor Types Used in The Manufacture of Ethoxylated, Propoxylated ProductsDokument8 SeitenComparison of Different Reactor Types Used in The Manufacture of Ethoxylated, Propoxylated Productsfarah_affandyNoch keine Bewertungen
- Separation of CO2 From Flue Gas A Review PDFDokument29 SeitenSeparation of CO2 From Flue Gas A Review PDFBharaniChirsabesanNoch keine Bewertungen
- Reduction in Emissions With Catalytic ConvertersDokument8 SeitenReduction in Emissions With Catalytic ConvertersEugeneNoch keine Bewertungen
- PDFDokument20 SeitenPDFThirunavuk KarasuNoch keine Bewertungen
- Analysis of HydrocarbonsDokument9 SeitenAnalysis of Hydrocarbonsaswinhacker28Noch keine Bewertungen
- Decomposition of Hexamethylcyclotrisiloxane Over Solid OxidesDokument5 SeitenDecomposition of Hexamethylcyclotrisiloxane Over Solid OxidesaydinjalaliNoch keine Bewertungen
- Industrial Catalyst AssignmentDokument14 SeitenIndustrial Catalyst AssignmentHarshitNoch keine Bewertungen
- Powder Technology: James M. ParkerDokument7 SeitenPowder Technology: James M. ParkerAzharuddin Ehtesham FarooquiNoch keine Bewertungen
- Catalytic Reactor DesignDokument110 SeitenCatalytic Reactor DesignNabil RadianNoch keine Bewertungen
- CatalysatorDokument8 SeitenCatalysatorslowspeedysNoch keine Bewertungen
- Degassed Cation Conductivity MeasurementDokument11 SeitenDegassed Cation Conductivity MeasurementPhạm Nhật MinhNoch keine Bewertungen
- Ethylene OxideDokument12 SeitenEthylene Oxideapi-3838921100% (1)
- Introduction To Heterogeneous Catalysis: Letcture-1Dokument14 SeitenIntroduction To Heterogeneous Catalysis: Letcture-1hamoodahNoch keine Bewertungen
- Recovery of Platinum From Scrap Automotive Catalytic ConvertersDokument8 SeitenRecovery of Platinum From Scrap Automotive Catalytic ConvertersAFLAC ............100% (3)
- Applications of AdsorptionDokument6 SeitenApplications of AdsorptionmrshashmiNoch keine Bewertungen
- Performance of Alumina-Supported Noble Metal Catalysts For The Combustion of Trichloroethene at Dry and Wet ConditionsDokument10 SeitenPerformance of Alumina-Supported Noble Metal Catalysts For The Combustion of Trichloroethene at Dry and Wet ConditionsIAMANDU COSTANoch keine Bewertungen
- Art. 2 AdelantoDokument14 SeitenArt. 2 AdelantoYuliiana HernandezNoch keine Bewertungen
- Alkaline Fuel CellDokument7 SeitenAlkaline Fuel CellRohan PatelNoch keine Bewertungen
- Wet Air Oxidation - A Review of Process Technologies and Reactor Design - S.T. Kolaczkowski - 1999Dokument18 SeitenWet Air Oxidation - A Review of Process Technologies and Reactor Design - S.T. Kolaczkowski - 1999Jose M. Gomez RuedaNoch keine Bewertungen
- Catalytic Converter Based On Non Noble MaterialDokument4 SeitenCatalytic Converter Based On Non Noble Materialpamela garciaNoch keine Bewertungen
- Department of Chemical Engineering Kkek 3221 Chemical Engineering Reaction IiDokument6 SeitenDepartment of Chemical Engineering Kkek 3221 Chemical Engineering Reaction IiCrystal Tan An MayNoch keine Bewertungen
- Water Gas Shift Reaction: Research Developments and ApplicationsVon EverandWater Gas Shift Reaction: Research Developments and ApplicationsNoch keine Bewertungen
- 244 Workbench - 1997 12Dokument49 Seiten244 Workbench - 1997 12koaa85Noch keine Bewertungen
- Spindle Pin: Spindle Type Fastener For Heat and Cold Insulation WorkDokument2 SeitenSpindle Pin: Spindle Type Fastener For Heat and Cold Insulation WorkDicky HerdianaNoch keine Bewertungen
- CNC MCT Job Sheet (Sentrol, Fanuc Basic1) 65pDokument57 SeitenCNC MCT Job Sheet (Sentrol, Fanuc Basic1) 65pmarciano1980100% (1)
- Disclosure To Promote The Right To InformationDokument22 SeitenDisclosure To Promote The Right To InformationVoyants Solution pvt. ltd.Noch keine Bewertungen
- Reporte Maquinado IEEEDokument3 SeitenReporte Maquinado IEEELuis Muñoz FrancoNoch keine Bewertungen
- Deburring and HonningDokument23 SeitenDeburring and HonningAbhishek Kumar100% (1)
- Corrosion - Wikipedia, The Free EncyclopediaDokument14 SeitenCorrosion - Wikipedia, The Free EncyclopediaSanthosh Reddy BNoch keine Bewertungen
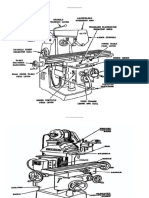
- #Milling Presentation 2011Dokument47 Seiten#Milling Presentation 2011HABTAMU FEKADUNoch keine Bewertungen
- Apostila Desenho Mecanico 1 III ParteDokument12 SeitenApostila Desenho Mecanico 1 III ParteVitor Rigueira de GodoyNoch keine Bewertungen
- Lathe Tail StockDokument2 SeitenLathe Tail StockNajihutsaqfan Hana AfanNoch keine Bewertungen
- Cutting-Edge Router Tips & Tricks - Jim StackDokument131 SeitenCutting-Edge Router Tips & Tricks - Jim StackZoltán Margittai100% (1)
- F - High Density1 POLYETHYLENE (HDPE) PIPES AND FITTINGSDokument12 SeitenF - High Density1 POLYETHYLENE (HDPE) PIPES AND FITTINGSalep azizNoch keine Bewertungen
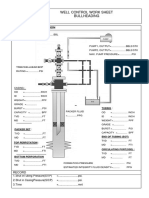
- Worksheet BullheadDokument3 SeitenWorksheet BullheadHary WijayaNoch keine Bewertungen
- MCQ - Unit 5 Advanced Manufacturing MethodDokument3 SeitenMCQ - Unit 5 Advanced Manufacturing MethodDipak naikNoch keine Bewertungen
- Unisteels Product RangeDokument5 SeitenUnisteels Product Rangesalman KhanNoch keine Bewertungen
- 3 Glass Bead Making ProjectsDokument11 Seiten3 Glass Bead Making ProjectsAngela R. Lacey100% (1)
- Process FilterDokument12 SeitenProcess FilterEdson JesusNoch keine Bewertungen
- Cam and Follower WearDokument21 SeitenCam and Follower WearRajeev RaviNoch keine Bewertungen
- Sec Roc Drill Pipe and AdaptersDokument16 SeitenSec Roc Drill Pipe and AdaptersSerkanAl50% (2)
- Rusting Fill in The BlanksDokument2 SeitenRusting Fill in The BlanksPayalNoch keine Bewertungen
- 1000-Piso Polymer Banknote - Proper HandlingDokument1 Seite1000-Piso Polymer Banknote - Proper HandlingDiogenes ZurbitoNoch keine Bewertungen
- Screen PrintingDokument1 SeiteScreen PrintingImtiaz AhmedNoch keine Bewertungen
- 2287DCh1 PDFDokument126 Seiten2287DCh1 PDFdiegomilitojNoch keine Bewertungen
- ASSET Summer SaleDokument8 SeitenASSET Summer SaleAssetPlantNoch keine Bewertungen
- IIT Video Lectures On VLSI Technology by ProfDokument3 SeitenIIT Video Lectures On VLSI Technology by Profsatishbojjawar1484Noch keine Bewertungen
- Clay Plasters: Work Sheet 5.1Dokument28 SeitenClay Plasters: Work Sheet 5.1Saurav ShresthaNoch keine Bewertungen
- Curiticulum "Welder & & Fitter": Application ElectrcDokument2 SeitenCuriticulum "Welder & & Fitter": Application ElectrcanandabelosheNoch keine Bewertungen
- Matrix High SpeedDokument3 SeitenMatrix High SpeedMohammed Khatib100% (1)
- The Welding Journal 1958 7Dokument150 SeitenThe Welding Journal 1958 7AlexeyNoch keine Bewertungen