Beruflich Dokumente
Kultur Dokumente
Hydro PDF
Hochgeladen von
Van QuynhOriginalbeschreibung:
Originaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Hydro PDF
Hochgeladen von
Van QuynhCopyright:
Verfügbare Formate
OPERATION AND MAINTENANCE MANUAL
FOR THE
TELEDYNE TITAN
TM
HM GENERATOR SERIES
HYDROGEN/OXYGEN GAS SYSTEM
HM Generator Operations and Maintenance Manual March 2007
iii
"THESE COMMODITIES, TECHNOLOGY OR SOFTWARE WERE EXPORTED
FROM THE UNITED STATES IN ACCORDANCE WITH THE EXPORT
ADMINISTRATION REGULATIONS. DIVERSION CONTRARY TO U.S. LAW IS
PROHIBITED.
UNITED STATES LAW PROHIBITS DISPOSITION OF THESE COMMODITIES,
TECHNOLOGY OR SOFTWARE TO ANY END-USER FOR ANY END-USE
RELATED TO THE DESIGN, DEVELOPMENT, PRODUCTION, STOCKPILING,
OR USE OF CHEMICAL, BIOLOGICAL OR NUCLEAR WEAPONS OR
MISSILES, WITHOUT THE PRIOR APPROVAL OF THE UNITED STATES
GOVERNMENT."
HM Generator Operations and Maintenance Manual March 2007
v
FOREWORD
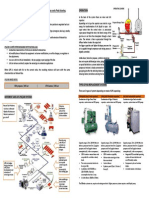
Electrolysis of water is in principle a simple process. The equipment necessary
to assemble a system that supports the process effectively and efficiently results
in a configuration that is relatively complex. The technology that has evolved at
Teledyne Energy Systems represents a continuous development effort to
improve systems that support the basic alkaline water electrolysis process. The
HM incorporates the latest developments to provide an efficient, reliable and safe
system for the production of hydrogen gas.
The purpose of this manual is to provide the operator with a basic description of
the system and sufficient information to install, operate, and maintain the
equipment. This information is intended for use by qualified personnel. Use of
the information by other than qualified personnel may negate the warranty
extended by Teledyne Energy Systems to the equipment Purchaser.
.
HM Generator Operations and Maintenance Manual March 2007
vii
NOTICE
The manual contains Teledyne Energy Systems, Inc. proprietary information which
may not be used for the benefit of others except by express permission.
Distribution and availability of this manual should be restricted to activities
concerned with operation and maintenance of the equipment described herein.
LIMITED WARRANTY
This equipment is covered by a limited warranty that establishes limitation of
obligations. See form ES-588 Warranty, Gas Generator System.
ALL FOREIGN CUSTOMERS AND REPRESENTATIVES
To avoid unnecessary charges and delays in U. S. Customs, any and all returned
components of the Teledyne Energy Systems equipment should be handled as
follows:
1. Notify Teledyne Energy Systems (Attention Marketing Department) of the
need and reason for returning the part. Identify the part as to catalog
and/or part number, name, and the purchase order and equipment serial
number under which the part was originally purchased.
2. Supply Teledyne Energy Systems with Proforma Invoices and copies of
Bills of Lading indicating the part as "Returned U. S. Goods."
3. All shipments should be made to Teledyne Energy Systems, 10707 Gilroy
Road, Hunt Valley, Maryland 21031, U.S.A., by way of the Port of
Baltimore, Maryland (for ocean) and Baltimore-Washington International
Airport (by air).
4. Failure to clear these returned components through U. S. Customs as
"Returned U. S. Goods" will result in payment of duty which will be to the
customer's account.
HM Generator Operations and Maintenance Manual March 2007
ix
Table of Contents
1 System Description............................................................................. 1-1
1.1 Introduction........................................................................................ 1-1
1.2 Electrolyte.......................................................................................... 1-2
1.3 Electrolysis Module............................................................................ 1-2
1.4 Electrolyte Subsystem....................................................................... 1-3
1.4.1 KOH Pump.......................................................................... 1-3
1.4.2 KOH Reservoir.................................................................... 1-4
1.4.3 Heat Exchanger .................................................................. 1-4
1.4.4 KOH Filter ........................................................................... 1-4
1.4.5 Flow Switch......................................................................... 1-5
1.4.6 KOH Temperature Sensors ................................................ 1-5
1.4.7 KOH Level .......................................................................... 1-5
1.5 Feedwater Subsystem....................................................................... 1-5
1.5.1 Feedwater........................................................................... 1-6
1.5.2 Feedwater Quality Monitor.................................................. 1-6
1.5.3 Feedwater Pump ................................................................ 1-6
1.5.4 Feedwater Control .............................................................. 1-6
1.6 Gas Control and Conditioning Subsystem......................................... 1-7
1.6.1 Pressure Transducers ........................................................ 1-7
1.6.2 Production Rate.................................................................. 1-7
1.6.3 Prepressurization................................................................ 1-8
1.6.4 Standby............................................................................... 1-8
1.6.5 Pressure Release ............................................................... 1-9
1.6.6 Back Pressure Regulator.................................................... 1-9
1.6.7 Differential Pressure Regulators......................................... 1-9
1.6.8 Relief Valves..................................................................... 1-10
1.6.9 Vent Valve ........................................................................ 1-10
1.6.10 Condensers and Traps ..................................................... 1-10
1.6.11 Matrix Barrier .................................................................... 1-11
1.6.12 Nitrogen Purge.................................................................. 1-11
1.7 Hydrogen Drying.............................................................................. 1-11
1.7.1 Dryers............................................................................... 1-12
1.7.2 Dryer Valves ..................................................................... 1-12
1.8 Cooling and Condenser Cooling Water Subsystems....................... 1-12
1.8.1 Temperature Regulating Valve......................................... 1-13
1.8.2 Condenser Cooling and Water Control ............................. 1-13
1.9 System Safety ................................................................................. 1-13
1.9.1 Hydrogen In Oxygen Monitor............................................ 1-14
1.9.2 Hydrogen Detector............................................................ 1-14
1.9.3 Shutdown Alarms.............................................................. 1-15
1.10 Electrical Power and Process Control Subsystems......................... 1-15
1.10.1 DC Power Supply ............................................................. 1-15
1.10.2 Programmable Controller.................................................. 1-16
1.10.3 Process Control and Sequencing ..................................... 1-19
1.10.4 Dryer Sequencing............................................................. 1-21
March 2007 HM Generator Operations and Maintenance Manual
x
1.11 Data Display and Process Monitoring.............................................. 1-21
1.11.1 Touch Screen Display....................................................... 1-22
1.11.2 LED Monitoring................................................................. 1-23
2 Generator Installation.......................................................................... 2-1
2.1 System Classification ........................................................................ 2-1
2.2 Generator Mounting........................................................................... 2-2
2.3 Facility Connections .......................................................................... 2-2
2.3.1 Feedwater........................................................................... 2-3
2.3.2 Cooling Water ..................................................................... 2-4
2.3.3 Condenser Cooling Water................................................... 2-4
2.3.4 Hydrogen and Oxygen Vents.............................................. 2-4
2.3.5 Product Gas Delivery.......................................................... 2-5
2.3.6 Electrical Power .................................................................. 2-5
2.3.7 Nitrogen Purge.................................................................... 2-5
2.4 Power Supply Electrical Connections................................................ 2-6
2.5 External Alarm Connections.............................................................. 2-6
3 Generator Operation........................................................................... 3-1
3.1 General.............................................................................................. 3-1
3.2 Initial Startup ..................................................................................... 3-1
3.3 Start Mode......................................................................................... 3-2
3.4 Run Mode.......................................................................................... 3-2
3.5 Standby Mode ................................................................................... 3-3
3.6 Normal Operation.............................................................................. 3-3
3.7 Pressure Release.............................................................................. 3-4
3.8 Shutdowns......................................................................................... 3-5
3.9 Emergency Stop Switch .................................................................... 3-5
4 Maintenance and Calibration Procedures........................................... 4-1
4.1 General.............................................................................................. 4-1
4.2 Electrolyte.......................................................................................... 4-2
4.2.1 Electrolyte Mixing................................................................ 4-3
4.2.2 Electrolyte Fill ..................................................................... 4-5
4.2.3 Electrolyte Check................................................................ 4-5
4.2.4 Electrolyte Drain ................................................................. 4-8
4.3 Module Inspection ........................................................................... 4-10
4.3.1 External Inspection ........................................................... 4-10
4.3.2 Internal Inspection ............................................................ 4-11
4.3.3 Retorque Procedure ......................................................... 4-11
4.4 Matrix Barrier Replacement ............................................................. 4-12
4.5 Cross Leak Check ........................................................................... 4-14
4.6 KOH Filter Replacement.................................................................. 4-15
4.7 Feedwater Filter Replacement ........................................................ 4-18
4.8 KOH Pump Inspection..................................................................... 4-20
4.9 Valve and Regulator Maintenance And Calibration......................... 4-22
4.9.1 Solenoid Valves................................................................ 4-24
HM Generator Operations and Maintenance Manual March 2007
xi
4.9.2 Differential Pressure Regulators....................................... 4-27
4.9.3 Back Pressure Regulators................................................ 4-30
4.9.4 Check Valve and Relief Valve........................................... 4-32
4.10 Hydrogen in Oxygen Monitor Maintenance and Calibration ............ 4-33
4.10.1 Flow Controller.................................................................. 4-34
4.10.2 Filter Tank......................................................................... 4-36
4.10.3 Temperature Sensor......................................................... 4-36
4.11 System Pressure Test ..................................................................... 4-37
4.12 Pressure Transducer Calibration Check.......................................... 4-38
4.13 KOH Flow Switch Check ................................................................. 4-38
4.14 Feedwater Pump Priming and Purging............................................ 4-41
4.15 Feedwater Monitor Check ............................................................... 4-41
4.16 Dryer Maintenance.......................................................................... 4-41
4.16.1 Orifice Maintenance.......................................................... 4-43
4.16.2 Check Valve Maintenance................................................ 4-45
4.16.3 Molecular Sieve Change................................................... 4-45
4.16.4 Gas Filter Replacement .................................................... 4-46
4.17 Temperature Regulating Valve Check............................................. 4-47
4.18 Dryer Switching Valve Check .......................................................... 4-47
5 Troubleshooting Guide........................................................................ 5-1
6 System Schematics ............................................................................ 6-1
7 Parts List............................................................................................. 7-1
8 Optional Instrumentation..................................................................... 8-1
8.1 INSTRUMENT DESCRIPTION.......................................................... 8-1
8.1.1 INTRODUCTION................................................................ 8-1
8.1.2 COMBUSTIBLE GAS DETECTOR..................................... 8-1
8.1.3 HYGROMETER.................................................................. 8-1
8.1.4 TRACE OXYGEN ANALYZER ........................................... 8-2
8.2 INSTALLATION................................................................................. 8-2
8.2.1 COMBUSTIBLE DETECTOR ............................................. 8-2
8.2.2 HYGROMETER.................................................................. 8-2
8.2.3 TRACE OXYGEN ANALYZER ........................................... 8-3
8.2.4 WIRING.............................................................................. 8-3
8.3 OPERATION..................................................................................... 8-6
8.3.1 GENERAL........................................................................... 8-6
8.3.2 INSTRUMENT DATA SCREENS ....................................... 8-7
8.3.3 INSTRUMENT OPERATION............................................ 8-15
9 Attachments........................................................................................ 9-1
9.1 Frame Assembly A-1................................................................. 9-1
9.2 Electrolyte Assembly A-2............................................................ 9-1
9.3 Feedwater And Cooling Water Assembly A-3 ................................ 9-1
9.4 Gas Control Assembly A-4 ......................................................... 9-1
March 2007 HM Generator Operations and Maintenance Manual
xii
9.5 Control Panel Assembly A-5........................................................ 9-1
9.6 Dryer Assembly A-6................................................................... 9-1
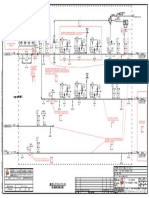
9.7 HM Generator P&I Diagram M14156............................................ 9-1
9.8 HM Generator Piping Diagram M14001 ........................................ 9-1
9.9 Combustible Gas Detector Installation TS1075.............................. 9-1
9.10 Hygrometer Sensor Installation TS1078........................................ 9-1
9.11 Trace Oxygen Analyzer Installation TS1077 .................................. 9-1
HM Generator Operations and Maintenance Manual March 2007
xiii
List of Figures
Figure 4-1 Matrix Barrier ............................................................................................ 4-13
Figure 4-2 KOH Filter ................................................................................................. 4-17
Figure 4-3 Feedwater Filter ........................................................................................ 4-19
Figure 4-4 KOH Pump................................................................................................ 4-21
Figure 4-5 Hydrogen Valve Assembly........................................................................ 4-23
Figure 4-6 Normally Closed Solenoid Valve............................................................... 4-25
Figure 4-7 Condenser Water Solenoid Valve............................................................. 4-26
Figure 4-8 Hydrogen Regulator.................................................................................. 4-28
Figure 4-9 Oxygen Regulator ..................................................................................... 4-29
Figure 4-10 Back Pressure Regulator ........................................................................ 4-31
Figure 4-11 Relief Valve Assembly ............................................................................ 4-33
Figure 4-12 Flow Controller........................................................................................ 4-35
Figure 4-13 Flow Switch............................................................................................ 4-40
Figure 4-14 Dryer Purge Control Assembly................................................................ 4-43
Figure 4-15 Dryer Check Valve.................................................................................. 4-44
Figure 8-1: Instrument Wiring Diagram........................................................................ 8-4
Figure 8-2: Wiring Schematic for Control Panel Instrument Wires ............................... 8-5
Figure 8-3: Instrument Menu Screen............................................................................ 8-7
Figure 8-4: Combustible Gas Detector Data Screen.................................................... 8-8
Figure 8-5: Combustible Gas Warning Screen............................................................. 8-9
Figure 8-6: Combustible Gas Shutdown Screen .......................................................... 8-9
Figure 8-7: Hygrometer Data Screen ......................................................................... 8-10
Figure 8-8: High Moisture Warning Screen ................................................................ 8-11
Figure 8-9: High Moisture Shutdown Screen.............................................................. 8-11
Figure 8-10: Trace Oxygen Data Screen.................................................................... 8-13
Figure 8-11: High Oxygen Content Warning Screen.................................................. 8-14
Figure 8-12: High Oxygen Content Shutdown Screen................................................ 8-14
List of Tables
Table 2-1 HM Generator Input Requirements .............................................................. 2-3
Table 2-2 Interconnecting Wire Runs........................................................................... 2-6
Table 3-1 Module Voltage at 250 Amps ....................................................................... 3-3
Table 3-2 System Shutdowns ...................................................................................... 3-5
Table 4-1 Regular Maintenance Schedule................................................................... 4-1
Table 4-2 Specific Gravity of KOH Solution at Various Temperatures ......................... 4-4
Table 4-3 Electrolyte Quantities ................................................................................... 4-5
Table 4-4 Mixing Ratios and Quantities for Producing 25% Solution ........................... 4-7
Table 4-5 Maximum Allowable Module Cross Leakage.............................................. 4-15
HM Generator Operations and Maintenance Manual March 2007
1-1
1 System Description
1.1 Introduction
The basic HM system configuration includes two pieces of equipment, the
hydrogen generator, and the power supply. The hydrogen generator contains all
the mechanical components and plumbing necessary for sustaining the
electrolysis process. The system control and instrumentation functions are
located within the generator. A control panel displays process conditions and
data necessary for efficient operation of the system. The requirements for the
process are fed to the generator, and the products of the process leave from it.
The HM-C1D2 generator has been designed for operation in a NEC class I,
division 2, location. The power supply contains the equipment for converting an
ac power input to the dc power necessary for electrolysis. The power supply is
intended for installation in a separate unclassified area.
The inputs required to operate the system include high purity water and electrical
power for electrolysis, nitrogen for initial purging and cooling water for waste heat
removal. Using these inputs the system will supply hydrogen at 100 PSIG (7.0
kg/cm
2
). Oxygen, which is vented to the atmosphere, is produced at one-half of
the rate of hydrogen. The complete generator installation must include
provisions for supplying the feedwater, nitrogen, cooling water and electrical
power inputs, and plumbing for delivering the hydrogen product gas and separate
hydrogen and oxygen vents.
The system is designed for completely automatic operation. When operation is
initiated with a depressurized system, an automatic start-up sequence brings the
system into operation and up to pressure ready to deliver gas. The gas
production rate of the system responds directly to the user's demand rate up to
the maximum capacity of the generator. If gas delivery is not required, the
system will remain at pressure in a standby mode where gas is instantly available
for delivery. All important operating parameters are continually monitored.
Should conditions within the system deviate beyond the allowable range, system
shutdown will automatically occur. If turned off, the system will remain at
pressure ready for immediate delivery when power is restored.
The system has been designed for safe and reliable operation. However, it is
important that preventive maintenance be scheduled and performed to maintain
system reliability. Routine maintenance includes component inspection and
adjustment, electrolyte checks and changes, and controller and instrumentation
calibration. In the event of component failure, the system instrumentation and
display provides information useful in determining the cause of system shutdown
and in locating the problem area.
March 2007 HM Generator Operations and Maintenance Manual
1-2
The system description that follows uses letter coded references to system
components. These references can be found as component labels on the piping
diagram and wiring diagram in appendix b of this manual. It is recommended
that the reader refer to these diagrams as an aid in understanding the HM
system. The physical location of each of the components is illustrated in the
exploded views in Section 6.
1.2 Electrolyte
Electrolysis of pure water is inefficient because water has a low ionization
constant and a relatively high electrical resistance. Alkaline water electrolysis
uses a strong aqueous alkaline solution to provide an abundance of hydroxyl
ions (oh
-)
and minimize the electrical resistance between electrodes. When a
voltage is applied and a DC current flows through to the electrodes, an individual
half-cell electrochemical reaction occurs at each electrode. At the anode
4OH- O
2
+ 2H
2
O + 4E-
and at the cathode
4H
2
O + 4E- 2H
2
+ 4OH-
the overall reaction is
2H
2
O 2H
2
+ O
2
The rate of the reaction is directly proportional to the amount of current that flows
between electrodes.
The HM system uses an electrolyte, commonly referred to as KOH, which is a 25
weight percent aqueous solution of potassium hydroxide. The Equivalent
Specific Gravity Is 1.236 At 20C (68F). The electrolyte is a strong caustic
requiring specific materials for plumbing and components throughout the system.
Adequate safety precautions should be observed when handling KOH. The
solution is harmful and a severe irritant to skin and eyes.
1.3 Electrolysis Module
The heart of the HM system is the electrolysis module. This is where the basic
process of separating H
2
O into its elemental components occurs. The HM
HM Generator Operations and Maintenance Manual March 2007
1-3
electrolysis module seems deceivingly simple from the outside but the process
occurring inside is complex. The configuration requires close tolerances and
special equipment and tooling for disassembly and assembly.
The module consists of a series of individual electrolysis cells where hydrogen
and oxygen are produced on separate electrode surfaces. Each cell contains a
hydrogen electrode and flow screen, a membrane, and an oxygen electrode and
flow screen. The electrodes in each cell are separated by a porous matrix
material saturated with electrolyte. When wet the matrix material provides a gas
impervious membrane, preventing the generated gases from recombining. The
thin cells within the module are electrically connected in series using bipolar
plates. All the cells are compressed between two large endplates using 16 tie
rods evenly spaced around the circumference of the endplates. The
configuration, usually referred to as bipolar or filter-press construction, results in
a compact and efficient electrolysis module.
The module arrangement requires electrolyte circulation through each cell. The
HM module is unique in that it only requires electrolyte circulation through the
anode (oxygen) half-cell side of each cell. This single irriguous design greatly
simplifies the electrolyte subsystem that supplies the module. The single
irriguous process is achieved by maintaining the production of hydrogen at a
slightly higher pressure than the oxygen production. The pressure difference
allows the matrix material to stay saturated with electrolyte while preventing the
cathode (hydrogen) half-cell side of each cell from flooding with electrolyte.
1.4 Electrolyte Subsystem
The electrolyte is continually circulated within a closed plumbing loop. The loop
includes a reservoir, filter, circulating pump, heat exchanger, flow switch,
temperature sensors, and the module itself. Circulation of the electrolyte through
the loop allows for a continuous supply of water for each cell of the module while
removing the waste heat of the process.
The oxygen produced in each cell is carried away with the electrolyte and
separated in the reservoir. The electrolyte is cooled in the heat exchanger and
solids are removed in the filter. The flow switch and temperature sensors provide
for electrolyte flow and temperature monitoring. The system will shut down as a
result of either low electrolyte flow or high electrolyte temperature.
1.4.1 KOH Pump
The electrolyte is circulated by means of a magnetically coupled centrifugal
March 2007 HM Generator Operations and Maintenance Manual
1-4
pump. The centrifugal design allows for continuous and long-life operation. The
use of a magnetic coupling between the pump motor and pump impeller provides
for leak-free operation by eliminating rotating seals at the pump shaft. Except for
bearing surfaces, all wetted parts of the pump are stainless steel. The impeller
bearing is a carbon and thermoplastic compound that rotates on a ceramic shaft.
Periodic inspection of these bearing surfaces is recommended as part of the
preventive maintenance schedule. Nominal KOH flow rate is between 8 and 11
GPM (30 and 42 LPM) depending on electrolysis module size and electrolyte
filter condition.
1.4.2 KOH Reservoir
The reservoir is a stainless steel pressure vessel providing a storage volume for
KOH within the electrolyte plumbing loop. Tri-Clamp fittings at both the top and
bottom of the reservoir provide access to the level sensors and electrolyte filter in
the reservoir. The system is also filled with electrolyte through the top Tri-Clamp
fitting on the reservoir. The reservoir is located upstream of the KOH pump
supplying the necessary suction conditions for proper pump start-up and
operation. Oxygen and electrolyte returning from the electrolysis module are
separated within this volume. The make-up feedwater necessary to replenish the
water consumed by electrolysis is added to the reservoir.
1.4.3 Heat Exchanger
The heat exchanger is a standard shell and tube configuration of stainless steel
construction. The electrolyte passes on the shell side and is cooled by water on
the tube side. The heat rejection rate is controlled to maintain a stable electrolyte
temperature into the electrolysis module by varying the cooling water flow rate.
The water flow rate is varied by the temperature-regulating valve (BV1).
1.4.4 KOH Filter
The electrolyte filter is located in the bottom of the KOH reservoir. The filter
element is a stainless steel cartridge. The cartridge is capable of removing all
particles down to 100 microns in size. Keeping the electrolyte subsystem free of
particulate matter is especially important for the electrolysis module where solids
can deposit on charged surfaces and clog intricate flow passages. Cleaning or
replacing the cartridge at regular intervals is part of the routine maintenance
schedule.
HM Generator Operations and Maintenance Manual March 2007
1-5
1.4.5 Flow Switch
Adequate electrolyte flow to the electrolysis module must be maintained in order
to prevent drying out of the matrix material within each cell and prevent
overheating of the module. The flow switch (FS1) is a vane-operated device that
is actuated by the flow of fluid through the device. When the flow drops below
the minimum that actuates the vane, a magnetic switch is activated and the
system is shut down due to low flow.
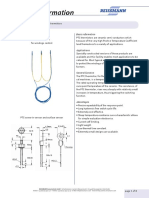
1.4.6 KOH Temperature Sensors
Two iron-Constantine thermocouples (TC1 and TC2) are used to sense the
electrolyte temperature within the flow loop. Thermocouple TC1 monitors the
KOH temperature leaving the electrolyte heat exchanger before entering the
module. This temperature is used in controlling the heat rejection rate by varying
the cooling water flow to the heat exchanger. The TC2 thermocouple monitors
the KOH temperature leaving the electrolysis module to prevent overheating. If
this temperature exceeds a preset maximum, the system is shut down.
1.4.7 KOH Level
The quantity of electrolyte in the system is controlled by monitoring the liquid
level in the KOH reservoir. The top-mounted level switch assembly consists of
two magnetically actuated reed switches (LS1 and LS2) each with a designated
float. Feedwater addition to the reservoir is controlled by the lower switch, LS1.
As the system consumes water, the electrolyte level drops. When LS1 drops, the
magnetic switch is set signaling additional feedwater is required. Feedwater is
added by running the feedwater pump in 30 second time intervals, until LS1 is
reset. If, for any reason, the KOH level cannot be reestablished within 120
seconds (4 time intervals) and LS1 is not reset, then the system will shutdown
on low level. In the event of a high level KOH condition, the upper switch, LS2 is
actuated and the system is shut down to prevent overflowing the reservoir.
1.5 Feedwater Subsystem
The feedwater subsystem delivers the high purity water required for electrolysis
to the electrolyte in the KOH reservoir. The system includes a feedwater quality
monitor, a high-pressure pump, and switches and valves for control.
March 2007 HM Generator Operations and Maintenance Manual
1-6
1.5.1 Feedwater
The HM system consumes approximately three GPH (11 LPH) of water at a
hydrogen production rate of 200 SLM. At other gas production rates, the
feedwater consumption rate is directly proportional.
Feedwater should conform to the American Society for Testing and Materials
(ASTM) specification D1193-72 for Type IV water. This water may be prepared
by distillation, ion exchange, reverse osmosis, or electrodialysis. The minimum
allowable electrical resistivity is 200k ohm-cm at 25C (77F). Using feedwater of
inferior quality may lead to the formation of deposits in the electrolysis module
which, if extreme, can cause module failure.
1.5.2 Feedwater Quality Monitor
A water resistivity monitor is used to monitor feedwater quality. The flow probe is
located in a plastic tee just inside of the feedwater inlet port. The probe has a
fixed set point of 200K ohms-cm. When the resistivity is above the set point the
water purity is acceptable. If the resistivity drops below the set point, the HM will
shutdown.
1.5.3 Feedwater Pump
The feedwater pump (K2) is a positive displacement rotary-vane type pump. It
pumps from the feedwater supply pressure head to a nominal 100 PSIG (7.0
kg/cm
2
) pressure in the reservoir. Pump capacity from near atmospheric
conditions to the 100 PSIG (7.0 kg/cm
2
) discharge is approximately 15 GPH (1.0
LPM). The pump does not require any routine maintenance. The internal
bearings, vanes, and liner are made from a carbon graphite material. The
remainder of the wetted parts are stainless steel. However, the pump internals
can be damaged if run dry for more than 30 seconds.
1.5.4 Feedwater Control
Level switch LS1 initiates automatic control of the feedwater subsystem
components. When the liquid level drops to activate switch LS1, solenoid valves
SV1 and SV8 are opened and feedwater pump operation begins. Feedwater will
be added for only a very short time interval. A button located inside the system
control panel door can be used to manually run the feedwater pump. The pump
will run as long as the button is depressed. Feedwater valves SV1 and SV8 do not
open during manual feedwater pump activation. Manual operation of the pump is
provided for pump priming or purging of the feedwater quality monitor probe.
HM Generator Operations and Maintenance Manual March 2007
1-7
1.6 Gas Control and Conditioning Subsystem
The majority of the equipment located in the upper-half of the hydrogen
generator is associated with controlling and conditioning the two products of the
process, hydrogen and oxygen. The gas controls are set to produce hydrogen at
a nominal system pressure of 100 PSIG (7.0 kg/cm
2
). Oxygen is produced at a
nominal 90 PSIG (6.3 kg/cm
2
). The pressure difference between hydrogen and
oxygen is necessary to maintain the single irriguous process. Pressure controls
and monitors are included to maintain system pressure within normal operating
range and shut the system down if pressures diverge out of the normal range. In
the event that the demand for the supply of hydrogen is too great, a back
pressure regulator will allow only the maximum production capacity.
Hydrogen from the electrolysis module and oxygen from the KOH reservoir leave
as gases saturated with water vapor. Both gases flow through separate water
cooled condensers and moisture traps to remove much of the moisture. The
condensate from the oxygen condenser collects in a trap and returns directly to
the KOH reservoir. Condensate from the hydrogen condenser collects in the
hydrogen trap, but must flow through a matrix barrier in the bottom of the trap to
reach the KOH reservoir. The matrix barrier prevents hydrogen from entering the
electrolyte plumbing.
1.6.1 Pressure Transducers
Pressure control is the key to the automatic operation of the HM system.
Pressure transducers (PT1, PT2) continuously monitor both the hydrogen and
oxygen pressure. The 0 to 10 VDC signals from the transducers are input
directly to the programmable controller to provide complete system pressure
control. Two separate pressure transducers (PT3, PT4) are used with the dryer
process. These pressure transducers monitor the hydrogen pressure at the exit
of each dryer assembly.
1.6.2 Production Rate
The HM generator uses a separate DC power supply to provide electrical power
for electrolysis. The power supply is matched to provide specific requirements
for the electrolysis module (five sizes available) used in the generator. The
programmable controller in the generator controls the DC current output to the
electrolysis module through a signal to the power supply control board. The
programmable controller determines the DC current, depending on pressure and
temperature conditions in the HM generator.
March 2007 HM Generator Operations and Maintenance Manual
1-8
The programmable controller in the HM has been programmed to vary the
electrolysis production rate to constantly maintain the nominal system hydrogen
pressure. At hydrogen production demands of 17 to 100 percent (50 to 280
amps) of the maximum capacity of the generator, the current to the electrolysis
module is varied proportionally so that the production rate matches the demand
while maintaining the nominal system pressure. At production demands greater
than 100 percent, the generator produces at the maximum rate and the system
pressure is allowed to drop to the set point of a back pressure regulator (BPR2).
At production demands of less than 17 percent, the generator will vent the
excess hydrogen through a back pressure regulator (BPR3) at the 17 percent
capacity while maintaining system pressure. BPR3 functions as a relief valve for
the system. It is set to maintain a system pressure below 110 psig (7.7 kg/cm
2
).
In addition to pressure control, the production rate may be limited by the
electrolyte temperature. When the electrolyte temperature is below the
acceptable operating temperature (55C), the maximum production rate is
limited. The limit is proportional to the difference between the measured
electrolyte temperature and the acceptable operating temperature.
1.6.3 Prepressurization
When the HM system initially starts without any residual hydrogen pressure, a
15-minute prepressurization period is required. The system is pressurized with
nitrogen to 20 PSIG (1.4 kg/cm
2
) and then stops for 15 minutes. During this
period, the higher pressure on the hydrogen side of the system pushes any
electrolyte that may have drained into the hydrogen half-cells of the module
through the cell matrix into the oxygen half-cells. This establishes the single
irriguous condition by which the module operates.
1.6.4 Standby
The HM has been designed to always remain at pressure during normal
operation, whether there is demand for hydrogen or not. The nominal hydrogen
system pressure has been factory set for 100 PSIG (7.0 kg/cm
2
). If there is no
gas demand (the delivery line from the system is closed off), the internal
pressure of the system will begin to increase above the nominal pressure. When
the pressure reaches reaches110 PSIG (7.7 kg/cm
2
) the excess hydrogen is
vented. If the pressure reaches 115 PSIG (8.1 kg/cm
2
) gas generation will stop.
The system remains at pressure, in a standby condition, ready to deliver
hydrogen on demand. When the internal pressure of the system drops to the
nominal system pressure, generation will begin again.
HM Generator Operations and Maintenance Manual March 2007
1-9
1.6.5 Pressure Release
A pressure release button (S2) is provided to allow the operator to depressurize
the system. Depressing this button shuts the system down and opens the vent
valves to initiate a controlled pressure release. Pressure is also released during
several of the automatic shutdowns.
1.6.6 Back Pressure Regulator
There are (3) back pressure regulators, which serve as the upper and lower limit
controls for the system pressure.
Back pressure regulator BPR1 is set to maintain a system pressure of
approximately 20 psig (1.4 kg/cm
2
) below the nominal system hydrogen pressure.
It prevents damage to the electrolysis module in the event of a hydrogen dryer fill
problem. If the system switches into an empty dryer, BPR1 will prevent a reverse
differential pressure on the module.
Back pressure regulator BPR2 is set to maintain a system pressure of
approximately 10 psig (0.7 kg/cm
2
) below the nominal system hydrogen pressure.
It prevents loss of system pressure when the hydrogen demand is greater than the
maximum capacity of the HM system. The BPR2 will allow delivery of only as
much gas as the hydrogen generator can produce.
Back pressure regulator BPR3 functions as a relief valve for the system. It is set to
maintain a system pressure below 110 psig (7.7 kg/cm
2
). When the hydrogen
demand drops to zero or when the hydrogen demand is less than flow produced by
the idle current, the system pressure will rise to the set point of BPR3 and the
excess hydrogen produced will be vented through this regulator.
.
1.6.7 Differential Pressure Regulators
The hydrogen and oxygen differential pressure regulators are designed to keep
the hydrogen pressure at 5 to 15 PSIG (0.4 to 1.1 kg/cm
2
) above the oxygen
pressure. The pressure difference is necessary to maintain the single irriguous
process in the electrolysis module. Both regulators are dome-loaded controllers
that are designed to maintain a specific back pressure in the system depending
on the reference gas pressure in the dome.
The oxygen regulator (DPR2) maintains the correct oxygen pressure using the
March 2007 HM Generator Operations and Maintenance Manual
1-10
hydrogen pressure as a reference. During normal operation, the electrolysis
production rate is controlled to constantly maintain the nominal system hydrogen
pressure. The oxygen regulator references the hydrogen pressure and vents
excess oxygen to maintain the proper oxygen pressure.
Similarly, the hydrogen regulator (DPR1) maintains a safe hydrogen pressure
using the oxygen pressure as a reference. If the system suddenly loses oxygen
pressure, the hydrogen regulator releases hydrogen through the hydrogen vent
to maintain the correct pressure difference within the system. This situation does
not occur during normal steady state operation, but may occur during transient
periods when the system pressurizes or depressurizes.
The two differential pressure regulators are not adjustable and as such can not
be recalibrated. However, as part of the periodic maintenance schedule, it is
recommended that the regulators be disassembled, cleaned, and checked for
proper functioning.
1.6.8 Relief Valves
A relief valve (RV1) in the hydrogen delivery plumbing is used to provide a
redundant safeguard against system over-pressure. A second relief valve (RV2)
in the dryer delivery plumbing is used to provide a safeguard against dryer over-
pressure. Both relief valves are set to open at 130 PSIG (9.1 kg/cm
2
).
1.6.9 Vent Valve
Solenoid valve SV2 is the system vent valve for depressurizing the generator.
The vent valve releases hydrogen to the hydrogen vent. SV2 activates
automatically during several of the system shutdowns or it can be manually
actuated by depressing the pressure release button on the system control panel.
During venting, the valve pulses to provide a slow, controlled pressure release to
prevent violent pressure fluctuations and possible liquid loss.
1.6.10 Condensers and Traps
Conditioning of the product gases begins in the condensers. The hydrogen and
oxygen condensers are shell and tube configurations. The gas and vapor
mixture enters the shell side of the condenser and the chilled or cooling water
flows in the tube side. The cooling water requirement is approximately 1 GPM (4
LPM). The cooled gas leaves the shell at a temperature approaching the water
temperature and with the condensate exits from the shell into a trap. The volume
HM Generator Operations and Maintenance Manual March 2007
1-11
in the trap allows the gas and condensate to separate. The condensate from the
oxygen trap returns directly to the KOH reservoir. Condensate from the
hydrogen trap must first pass through the matrix barrier before draining to the
reservoir.
The effectiveness of the condensers is directly dependent on the temperature of
the cooling water. The system is provided with a separate cooling water circuit
for the condensers. Using a small chilled water source to cool the condensers
assures a high rate of condensation and delivery of high purity product gases.
1.6.11 Matrix Barrier
The bottom of the hydrogen condensate trap includes the matrix barrier. The
matrix barrier allows condensate from the hydrogen trap to return to the
electrolyte reservoir while preventing the flow of hydrogen to the reservoir. A
gas-impervious membrane made of the same matrix membrane used in the
electrolysis module provides the barrier. When saturated with condensate, the
porous matrix material will allow the condensate to be transferred through from
the higher pressure hydrogen side. Acting as a filter, the matrix material tends to
collect particulates that may interfere with the transfer of liquid. Replacement of
the matrix is recommended as part of the periodic maintenance schedule.
1.6.12 Nitrogen Purge
The HM-C1D2 generator includes valves for purging the gas plumbing with
nitrogen before starting from zero pressure. A forward pressure regulator (FPR1)
reduces the facility nitrogen pressure input to about 30 PSIG (2.1 kg/cm
2
) as
indicated by pressure gauge PG5. Two solenoid valves (SV6 and SV7) distribute
nitrogen to the hydrogen and oxygen side plumbing of the generator. Check
valves (CV4 and CV5) prevent the flow of the product gases back into the
nitrogen distribution plumbing when the generator is producing gas.
1.7 Hydrogen Drying
Dryers are included for further conditioning of the hydrogen delivery gas. The
drying process uses a molecular sieve bead material that removes water vapor
from the gas by adsorption. The dryers are capable of drying the gas to an
atmospheric dew point of less than -73C (-100F), corresponding to a volumetric
concentration of less than one part per million. After the adsorption process, the
molecular sieve beads are automatically regenerated for reuse using a thermal
cycling procedure.
March 2007 HM Generator Operations and Maintenance Manual
1-12
1.7.1 Dryers
The HM dryer system contains a pair of internally mounted dryers for
conditioning the hydrogen. The two dryers automatically alternate through a
12-hour adsorption and desorption cycle. After 6 hours of adsorption, the on-line
dryer is switched off-line to begin a 6-hour regeneration process. The dryer is
depressurized and an electric resistance heater within the dryer heats the
molecular sieve beads to release the adsorbed water vapor. A small purge of
product gas is used to drive the water vapor out through the vent gas tubing.
The purge flow is controlled by an orifice located between the dryers. After
desorption, the heating element is turned off and the dryer is allowed to cool
before going back on line.
The hydrogen dryers also contain a small amount of catalyst that will recombine
any minute amount of oxygen produced in the hydrogen. The recombined
product is water that is adsorbed in the dryer beads.
1.7.2 Dryer Valves
The dryer valve assembly (BV2) is a four-way motor-operated ball valve. The
valve directs the hydrogen product gas through the active dryer while also
directing the hydrogen purge gas from the regenerating dryer to the gas vent.
Every six hours the valve position is alternated, selecting the opposite dryers for
product gas conditioning and dryer purge venting.
A regenerated dryer must be pressurized to system operating pressure before it
goes back on line. This is done to prevent a sudden pressure transient through
the system. Solenoid valve SV4 controls the hydrogen purge vent. This valve
automatically closes before the dryer switch to bring the regenerated dryer up to
system pressure.
The dryer system includes a solenoid valve (SV5) for venting the dryers during a
system pressure release. Check valves (CV2 and CV3) are provided to separate
product gas from the purge gas following the drying process. A back pressure
regulator (BPR2) is used to prevent the loss of dryer pressure when the
hydrogen demand is greater than the maximum capacity of the HM system.
1.8 Cooling and Condenser Cooling Water Subsystems
The cooling water, required to cool the electrolyte, and the chilled water, required
for condenser cooling, flow in separate plumbing circuits. This arrangement allows
the operator to use any economical means of cooling for the majority of the heat
HM Generator Operations and Maintenance Manual March 2007
1-13
load and only a small chilled water source for condenser cooling. Chilled water is
necessary for condenser cooling in order to provide maximum condenser
effectiveness and deliver specified product gas purity. Using the cooling water
source for condenser cooling is permissible if minimum moisture content in the
product gas is not necessary.
The cooling water system includes the heat exchanger and a temperature
regulating valve (BV1). An externally mounted strainer is recommended to protect
the control valve. The condenser cooling water system includes a solenoid valve
(SV3), the oxygen and hydrogen condensers, and a flow adjustment valve (MV3).
1.8.1 Temperature Regulating Valve
Temperature control of the electrolyte is important for maintaining an efficient
process and preventing premature failure of the electrolysis module. Operating at
too low a temperature can be as detrimental as overheating the module. The
programmable controller maintains the temperature of the electrolyte into the
module at a nominal set point of 64C.
The temperature regulating valve (BV1) controls the electrolyte temperature by
varying the cooling water flow through the heat exchanger. The regulating valve is
a stepper motor driven ball valve. Thermocouple TC1 sends the KOH control
temperature signal directly to the programmable controller. Ball valve actuation is
controlled by the programmable controller and is positioned by varying an analog
signal. The programmable controller monitors the temperature change versus time
response of the TC at the heat exchanger outlet and varies the valve position
proportionally. As long as adequate cooling water is available, the PLC determines
the correct valve position to maintain the KOH temperature set point.
1.8.2 Condenser Cooling and Water Control
Control of the chilled water to the condensers is accomplished using two valves. A
solenoid valve (SV3) provides the on and off control and a manual valve (MV3) is
used to adjust the flow. Solenoid valve SV3 opens and allows flow only when the
system is running. The chilled water flow is adjusted to approximately 1 GPM using
MV3.
1.9 System Safety
Operator and system safety has been a primary consideration in the design of the
HM system. The system maintains only a small inventory of hydrogen during
March 2007 HM Generator Operations and Maintenance Manual
1-14
operation. This limits any potential danger related to combustible gas storage. The
system is designed to be operated in a well-ventilated environment monitored by a
suitable hydrogen detection device. The system can easily be interlocked to the
hydrogen detection device or any other external alarm device.
The operational features of the system provide for automatic shutdown of the
system should operation deviate significantly from normal design conditions.
Temperatures, pressures, and liquid levels are continuously monitored throughout
the system to assure system operation within the established design conditions.
Latch-out alarms are used to interrupt gas generation should any of the parameters
which are monitored drift outside the allowable range. The cause for shutdown
must be corrected before system operation can continue.
1.9.1 Hydrogen In Oxygen Monitor
The oxygen produced in the system is continuously monitored to determine the
hydrogen content. The amount of hydrogen in the oxygen is a direct indication of
module integrity. Hydrogen, which is produced at a slightly higher pressure than
the oxygen to maintain the single irriguous process, will be present in the oxygen if
internal module integrity fails. Another cause of hydrogen in oxygen is failure of the
matrix barrier membrane. When the concentration of hydrogen approaches the
lower combustion limit of 4 percent, the system is shut down.
Detection of hydrogen in oxygen is accomplished using a catalyzed electrode that
chemically combines the two gases. The heat of reaction is proportional to the
concentration of hydrogen in the oxygen. The heat of reaction is indicated as the
temperature rise of the catalyzed electrode (TC3) minus the ambient temperature
(TC4). If the temperature difference exceeds a preset maximum of 200C, the
system is shut down. Only a small constant flow of the oxygen produced is used
for hydrogen detection. This amount is precisely controlled by a flow controller
(FC1) and indicated by a flowmeter (FM1). A filter tank prevents water vapor from
entering the flow stream and a flame arrester prevents a reaction from traveling
back into the system.
1.9.2 Hydrogen Detector
A hydrogen detector is recommended to be used to monitor the atmosphere
surrounding the HM system. The HM system can be interlocked to a compatible
hydrogen detector by using the available external alarm inputs. The hydrogen
detector will shut the system down if a sufficient amount of hydrogen is present.
HM Generator Operations and Maintenance Manual March 2007
1-15
1.9.3 Shutdown Alarms
There are 19 possible alarms indicated on the system control panel. The
conditions which cause the system to shut down include: high KOH temperature,
high or low reservoir KOH level, low KOH flow, high or low hydrogen pressure, high
or low oxygen pressure, low differential pressure, low prepressurization pressure,
high hydrogen in the oxygen, power supply failure, low feedwater resistivity, loss of
power, high or low ambient temperature, dryer cycle or purge failure, and any
external alarm which may be connected to the system. When one of these
conditions occurs, the appropriate alarm screen will be indicated on the control
panel and the system will shut down.
System pressure will automatically be released when the generator shuts down on
low KOH flow, high KOH temperature, high hydrogen in oxygen, high hydrogen or
high oxygen pressure, low differential pressure, and high or low KOH level. All the
other shutdowns will not automatically activate the pressure release. The
automatic pressure release is a partial release to a preset set point. The default
factory set point is 0 PSIG. The full pressure release may also be initiated by a
manual pressure release from the generator control panel.
The shutdown condition is indicated by a flashing screen on the touch screen
display. The shutdown will continue to flash until the alarm reset button is pressed.
Operation can continue after the condition is corrected and the system start/reset
button is depressed. If system power is lost or turned off during a shutdown, the
shutdown will resume flashing when the power is restored again and the alarm
indication will not be lost.
1.10 Electrical Power and Process Control Subsystems
The electrical conversion and control subsystems link all the components required
to carry out the electrolysis process and operate the generator as a working
system. The AC power input is converted into DC power for the electrolysis module
and also stepped down to 115 VAC for system process and control power. After
facility power has been applied to the HM system and the start/reset touch switch is
pressed, the electrical control system automatically directs all system functions.
The wiring diagrams in Appendix B show the numbered wire runs for the generator.
1.10.1 DC Power Supply
The power supply is contained in a cabinet separate from the hydrogen generator.
It is a current control DC power supply with an output of up to 300 amps DC. AC to
DC conversion is accomplished with a full wave, full control bridge rectifier. A
March 2007 HM Generator Operations and Maintenance Manual
1-16
constant current regulator is used to maintain a steady-state DC output current
within plus or minus 1 percent of rated current. A voltmeter and ammeter are
located on the front panel to display the DC voltage and current applied to the
electrolysis module. The power supply also contains several auxiliary transformers
for supplying 115 AC for generator control power and pump power. Overload
protection devices on the power supply include fuses for the SCRs, temperature
switches for the transformer and SCRs, and several circuit breakers.
Operation of the power supply is controlled from the generator. Terminals for
stop/start, current control inhibit, and variable current control are available on the
power supply and wired to the generator. A separate main power switch, installed
in close proximity to the generator, actuates the power supply electrical power.
Current control inhibit of the DC power and proportional control of the current is
managed by the generator's programmable controller. Other connections from the
power supply to the generator include the 115 AC output for control power and
pump power, power supply alarm signal and the DC power output for electrolysis.
1.10.2 Programmable Controller
The HM system uses a programmable controller for managing the operation of the
system. The controller allows the system to operate with no need for an operator to
do manual switching, make adjustments, or continuously monitor the process. The
controller has been programmed to do the switching, make the adjustments, and
monitor the system to maintain efficient and safe operation. System process
conditions (temperature, pressure, and level) are input directly to the programmable
controller and output signals are directed to the process control devices (power
supply, valves, and pumps). All the process functions, such as feedwater addition,
cooling water flow, and electrolysis rate, are handled by the controller. Should
process conditions stray beyond the allowable bounds, the controller will stop gas
production and indicate the appropriate shutdown alarm.
The programmable controller consists of a rack mounted CPU with 10 slots
available for input or output modules. Memory units are separate devices that plug
into the CPU. The HM-C1D2 uses a 8K word EEPROM unit for program and data
memory. A total of seven input and output modules are used in the generator.
The input and output wiring to the programmable controller is shown in the wiring
diagrams (Appendix B). The inputs are either 115 VAC on/off signals, 0-10 VDC or
4-20 mA analog signals or direct thermocouple voltages. The on/off inputs include
two KOH level switches (feedwater add, high level), the KOH flow switch, two
external alarms (normally open, normally closed), and the power supply alarm.
Four analog inputs are from the hydrogen, oxygen, dryer 1 and dryer 2 pressure
transducers, with a fifth analog input from the feedwater quality monitor. Four
thermocouple inputs include the temperatures for KOH control, module outlet,
HM Generator Operations and Maintenance Manual March 2007
1-17
hydrogen in oxygen catalyst, and internal ambient air.
Outputs from the programmable controller are either on/off, triac 115 VAC power,
24 VDC power, or 0-10 VDC analog signals. On /off outputs control the KOH
pump, condenser water valve, feedwater pump, vent valves, feedwater valve, dryer
selection and purge valves, nitrogen purge valves, dryer heaters and power supply
inhibit. An analog output controls the power supply current and BV1 valve position.
The front of each on/off input and output module on the programmable controller
has small LED lights to indicate when an input signal is being powered and when
an output is on. The HM operator can use these indicators to monitor system
operation, and to check on the input and output functions. Much of the operating
sequence can be reviewed by observing these lights. A listing of the inputs and
outputs, and where they initiate or terminate, is shown below.
AC Input Module Slot No. 1
Bit No. Function LED No. Input From Switch Position
00003 Feedwater Add 3 LS1 closed when dry
00004 High KOH Level 4 LS2 closed when dry
00006 Low KOH Flow 6 FS1 open with no flow
00008 External Alarm 8 TB1-7 normally closed
00009 External Alarm 9 TB1-8 normally open
00012 Power Supply Alarm 12 TB2-10 normally open
Triac Output Module Slot No. 2
Bit No Function LED No Output To Operation
00100 KOH Pump 0 K1 ON
00100 Condenser Valve 0 SV3 OPEN
00101 Feedwater Pump 1 K2 ON
00102 Vent Valve 2 SV2 OPEN
00103 Feedwater Valve 3 SV1 OPEN
00104 Dryer Vent Valve 4 SV5 OPEN
00105 Shutdown Indication 5 K6 ON to indicate
00106 Power Supply Inhibit 6 TB2-5/6 OFF to inhibit
00107 Run Indication 7 K7 ON to indicate
March 2007 HM Generator Operations and Maintenance Manual
1-18
Analog Input Module Slot No. 3
Channel
No
Function Input
From
Signal
101 Hydrogen Pressure PT1 0-10 VDC
102 Oxygen Pressure PT2 0-10 VDC
103 Dryer 1 Pressure PT3 0-10 VDC
104 Dryer 2 Pressure PT4 0-10 VDC
105 Feedwater Quality FQM 4-20 mA
Analog Output Module Slot No. 4
Channel
No
Function Output
To
Signal
110 Current Control TB2-7/8 0-10 VDC
111 Temp Valve Position BV1 0-10 VDC
Temperature Input Module Slot No. 5
Channel
No
Function Input
From
Signal
121 KOH Control TS1 type J TC
122 Module Outlet TS2 type J TC
123 Hydrogen in Oxygen
Sensor
TS3 type J TC
124 Internal Ambient Air FQM type J TC
Triac Output Module Slot No. 6
Bit No Function LED No Output To Operation
00502 Dryer Heater #1 2 K3 ON
00503 Dryer Heater #2 3 K4 ON
00504 Dryer Purge Valve 4 SV4 OPEN
00505 Nitrogen Purge Valve 5 SV6 purge hydrogen tubing
00506 Nitrogen Purge Valve 6 SV7 purge oxygen tubing
24 VDC Output Module Slot No. 7
Bit No Function LED No Output To Operation
00600 Dryer Valve Motion 0 BV2 dryer #2 online
00601 Dryer Valve Motion 1 BV2 dryer #1 online
The entire operation of the programmable controller can be monitored by either a
hand-held programmer or an IBM PC compatible computer using proprietary
software. Both the programmer and the PC software are available for purchase.
Contact Teledyne Energy Systems, Inc. for more information.
HM Generator Operations and Maintenance Manual March 2007
1-19
1.10.3 Process Control and Sequencing
The main circuit breaker to the power supply must be closed for the system to
receive electrical power. Turning on the emergency stop switch, which is located
on the front panel of the HM generator will activate a contactor that energizes the
circuits in both the hydrogen generator and the power supply.
When the system is at zero pressure the start sequence will include a purge and
prepressurization period. Pressing the "Start/Reset" touch switch on the
"Generator Ready" screen will begin operation and the following will occur:
1. The "Generator Purging" screen displays on the touch screen panel
showing hydrogen and oxygen pressures.
2. Solenoid valve SV7 opens to provide a nitrogen purge of the oxygen side
plumbing of the generator. An increase in the oxygen pressure should be
seen.
3. After a 30 second delay, solenoid valve SV6 opens to begin pressurizing
the hydrogen side plumbing.
4. The hydrogen pressure in the system rises and the oxygen pressure
follows maintaining about a 3 to 10 PSIG (0.7 kg/cm
2
) pressure difference.
The hydrogen pressure continues to rise until it reaches 20 PSIG (1.4 kg/cm
2
). At
this pressure, SV6 will close and the system will begin a 15-minute
prepressurization period. During prepressurization, the 900 second time period (15
minutes) is seen counting down on the "Pre-pressurizing" screen. A 3 to 10 PSI
(0.7 kg/cm
2
) pressure difference should be maintained during this period.
Hydrogen pressure may drop as electrolyte is forced over to the oxygen side on the
system and the hydrogen volume expands. Solenoid valve SV6 will cycle on and
off to maintain the prepressure condition.
After prepressurization the following will occur:
1. The KOH pump is energized and the pump begins to circulate KOH. The
flow switch (FS1) is actuated to indicate proper flow conditions.
2. The condenser cooling shut-off valve (SV3) is energized and opens to
allow flow through the condensers.
3. The Restart Delay screen will appear. The restart delay will last a
minimum of 15 seconds and will continue until the KOH control
temperature is less than or equal to 66C.
March 2007 HM Generator Operations and Maintenance Manual
1-20
4. The inhibit signal to the power supply actuates and power is applied to the
electrolysis module and gas generation begins.
5. The "Generator Operating" screen displays on the touch screen display
showing the hydrogen production rate as a percentage of full capacity.
As operation continues, the system pressure builds at the maximum production rate
allowed by the temperature of the electrolyte. Full 100 percent maximum current is
not available until the electrolyte temperature reaches the acceptable operating
temperature of 55C.
System pressure increases until it reaches the first back pressure regulator (BPR1)
set point. Next, the dryers begin pressurizing. The dryer assembly is filled until the
system pressure reaches the second back pressure regulator (BPR2) set point.
Hydrogen is now available to be delivered. When the internal pressure reaches the
nominal system pressure of 100 PSIG (7.0 kg/cm
2
) the production rate is regulated
to meet the demand rate imposed by the user. If the demand for gas exceeds the
production capacity of the generator, the second back pressure regulator, BPR2,
will maintain the internal system pressure and the flow of gas is limited to the
maximum capacity of the generator. If there is no demand for gas, the pressure will
rise until the set point of BPR3 is reached and the gas will vent through this
regulator. If the BPR3 set point has drifted or is set above 115 PSIG (8.1 kg/cm
2
)
standby pressure is reached and gas generation stops. The "Generator Standby"
screen displays on the touch screen display showing the hydrogen and oxygen
pressures. When demand for hydrogen resumes and the generator pressure drops
to the nominal system pressure, gas generation starts again, the "Generator
Operating" screen redisplays on the touch screen and the production rate is
regulated to meet the demand. If the generator is turned off when at pressure, the
pressure will be retained and the system can restart without requiring
prepressurization.
When the electrolyte reaches operating temperature the temperature regulating
valve (BV1) will begin actuating. The valve will rotate back and forth until the
correct position is found to maintain the electrolyte temperature within the
acceptable operating range. A control routine in the programmable controller varies
the valve position to maintain the electrolyte temperature over a wide range of
production rates and cooling water conditions. A "Temperature Control Valve
Position" screen, which is accessed from the "System Information" screen on the
touch screen display, can be used to monitor the temperature regulating valve
position, from zero to 100 percent open, along with the electrolyte temperature.
During normal operation, feedwater is periodically added to the electrolyte. The
feedwater valves (SV1, SV8) will open and the feedwater pump will supply
feedwater when the feedwater add level switch (LS1) is set. A graphic will display
on the touch screen display during the water add interval. If there is no feedwater
supply available and LS1 does not reset, then the system will shut down on a low
HM Generator Operations and Maintenance Manual March 2007
1-21
level alarm. Feedwater is not added during the start and prepressurization interval
or during a shutdown.
1.10.4 Dryer Sequencing
The dryer assembly begins its timing sequence after the online dryer has been
pressurized. The dryers are not pressurized until the generator is running at
pressure and hydrogen can be delivered to the dryers through the generator back
pressure regulator (BPR1). When the pressure transducer (PT3 or PT4) in the
online dryer senses adequate dryer pressure, the dryer sequence begins.
The dryer timing sequence begins with the online dryer delivering hydrogen at
pressure for 6 hours while the regenerating dryer is being heated for 90 minutes at
atmospheric pressure. After 90 minutes of heating, the regenerating dryer is
allowed to cool for four and a half hours before it goes on line. During heating and
cooling a small portion of the dry product gas purges through the regenerating dryer
to the hydrogen vent. Thirty minutes before the regenerating dryer is to go on line,
the vent valve for the purge (SV4) is closed and the regenerating dryer begins to
build pressure. When the dryer ball valve (BV2) switches to bring the regenerated
dryer on line, both dryers are at equal system operating pressure allowing for a
smooth transition between dryers. The dryers now switch on line and regenerating
duties for the remaining 6 hours for a complete 12 hour cycle.
Except for the 30 minute pressurizing period before dryer switch over, the actual
dryer sequence will restart wherever the 12 hour cycle was interrupted when the
system was last shutdown. This prevents one dryer from becoming saturated from
repeated, short time on-line duty. When a restart occurs within the 30 minute
pressurizing period before dryer switch over, the sequence starts at the beginning
of the period to allow time for both dryers to reach system operating pressure.
The dryer sequence status can be seen by pressing the "Dryer Sequence" touch
switch on the "Generator Operating" screen. The screen indicates:
dryer sequence (on/off)
which dryer is online (on/off)
number of minutes to switch (dryer)
which heater is on (on/off)
number of minutes to turn off (heater)
purge valve (on/off)
1.11 Data Display and Process Monitoring
A touch screen display panel and LED lights on the programmable controller allow
March 2007 HM Generator Operations and Maintenance Manual
1-22
the operator to monitor the gas generating process. The status of various process
conditions can be displayed and operational sequences can be observed. Close
monitoring of the generator operation provides the operator with useful information
for determining overall system condition and detecting possible problems.
1.11.1 Touch Screen Display
A touch screen panel has been provided. Ten meters of power and signal cables
have been provided and the touch screen should be mounted in a Class 1, Division
2 enclosure or in a non-hazardous location. This display is programmed to
communicate directly with the programmable controller to provide operational data
monitoring and operator control input. The display is used to indicate production
rate, feedwater pump timing, purge status, prepressurization timing, gas pressures,
process temperatures, elapsed time, system data set points, shutdown alarms and
troubleshooting summaries.
During normal operation, the "Generator Operating" screen displays the hydrogen
production rate from 17 to 100 percent of capacity as regulated by the controller.
The pressure release is manually activated from this screen by pressing the
"Pressure Release" touch switch and pressing Yes or No to confirm. When the
system is in the standby mode the touch screen will display the "Generator
Standby" screen. The water add graphic is shown whenever the pump is running
during the feedwater addition process. When the system is started with no residual
hydrogen pressure, the screen displays the "Pre-pressurizing" screen while
counting down the 900 second timing during the prepressurization period. The
Restart Delay screen will flash for at least 15 seconds after prepressurization has
been completed or immediately when the system is started with residual pressure.
If a shutdown occurs, the display will flash and indicate the specific shutdown
condition.
The touch screen display can be prompted to indicate various process conditions.
Generator temperatures and pressures can be accessed from most touch screen
by pressing the "Temperature Display" or "Pressure Display" touch switch. The
pressure release is activated from most screens by pressing the "Pressure
Release" touch switch and pressing Yes or No to confirm. The dryer sequence
status and system information screens can be accessed from the "Generator
Ready" or "Generator Operating" screen by using the appropriate touch switch.
The system information screen displays the elapsed time the generator has
accumulated while generating gas and contains touch switches which lead to more
system related information or functions.
HM Generator Operations and Maintenance Manual March 2007
1-23
1.11.2 LED Monitoring
LED lights on the AC input and relay output modules of the programmable
controller can be used to monitor system operation. During normal operation, Slot
1 input LEDs 4, 6 and 8 should be lit. The loss of any of these three LEDs will
indicate either a high KOH level, low flow or normally closed external alarm. LED 3
will light when the reservoir requires feedwater and go out when the level switch is
reset. All other Slot 1 LEDs light to indicate alarm inputs. When LED 9 is lit the
normally open external alarm is set. LED 12 will light during a power supply alarm.
The output LEDs simply light up to indicate which process component is being
actuated. Indications for Slot 2 outputs are listed below:
Output LED 0 lights when the KOH pump is ON and the condenser
water valve (SV3) is OPEN.
Output LED 1 lights when the feedwater pump is ON.
Output LED 2 lights when the generator vent valve (SV2) is OPEN
during a pressure release.
Output LED 3 lights when the feedwater valve (SV1) is OPEN.
Output LED 4 lights when the dryer vent valve (SV5) is OPEN during
pressure release.
Output LED 6 lights when the power supply is supplying current.
Output LED 7 lights when the system is in the run or standby mode.
Indications for Slot 6 output LEDs are listed below:
Output LED 2 lights when heater #1 is ON.
Output LED 3 lights when heater #2 is ON.
Output LED 4 lights when the dryer purge valve (SV4) is OPEN.
Output LED 5 lights when nitrogen is entering the hydrogen side
plumbing through solenoid valve SV6.
Output LED 6 lights when nitrogen is entering the oxygen side
plumbing through solenoid valve SV7.
Indications for Slot 7 output LEDs are listed below:
Output LED 0 lights when dryer #2 is Online.
Output LED 1 lights when dryer #1 is Online.
HM Generator Operations and Maintenance Manual March 2007
2-1
2 Generator Installation
2.1 System Classification
The HM-C1D2 hydrogen generator cabinet has been designed for operation in
Class I, Division 2, Group B locations as defined by the National Fire Protection
Association (NFPA), Document 70, which is the USA National Electrical Code
(NEC). The touch screen enclosure should be designed for the same conditions or
be safely connected through conduit to an UNCLASSIFIED AREA. The generator
power supply is separate from the generator cabinet. Unless otherwise specified,
the power supply includes standard electrical components and is intended for
installation in an UNCLASSIFIED area.
NFPA 70 definitions are provided in article 500, and equipment requirements begin
in article 501. Teledyne interprets and follows these requirements based on a
knowledge of widely accepted practices, specialized training, and exposure to a
variety of installation situations involving hazardous materials.
Under the NFPA, Class I designates the hazardous material as a gas. Group B
pertains to the properties of hydrogen and similar materials regarding the
requirements of an explosion-containing enclosure. Division 2 defines the area as
one in which flammable material is handled in closed systems and is not normally
present in the environment. Flammable material is present only in the event of a
failure leading to leakage, and such failures are not simultaneous with activation of
exposed ignition sources. The presence of hazardous material is assumed to be
for a relatively short time.
The above is analogous to the IEC requirements as defined in IEC 79-0. The
classification is Group IIC, Zone 2, T6. Group II refers to the application as not
mine related. The C is similar to Group B under the NFPA, and Zone 2 is defined
nearly identically to Division 2. T6 refers to the ignition temperature of the material,
which is handled in the specific requirements of the NFPA. The design
philosophies of the NFPA and IEC are the same, as are most of the equipment
requirements. Teledyne follows the NFPA requirements in detail.
In Division 2 (zone 2) locations, the hazardous gas is not normally present in the
environment. The electrical equipment is specified such that a failure is required to
expose an ignition source. Any device that can provide ignition (arcing or hot
surfaces) under normal operation is required to have isolating or protective design
feature. Devices that are not ignition sources in normal operation are permitted in
Division 2 locations within standard electrical enclosures, and are usually not
required to be especially marked. Wiring in Division 2 locations may be in rigid
conduit or via one of several cable types, including tray cable.
March 2007 HM Generator Operations and Maintenance Manual
2-2
2.2 Generator Mounting
Holes in the generator frame base plates are provided for securing the frame with
either 5/16-inch (8 mm) or 3/8-inch (10 mm) anchor bolts. A floor drain should be
provided at the rear of the generator near the plumbing service panel. A minimum
access spacing of 4 feet (1.2 m) is required around all sides of the installation.
Enough access should be provided in the front of the installation to allow for the
removal and replacement of the electrolysis module.
The power supply and the generator are shipped in separate crates. The crates
may contain several smaller packages inside. After uncrating the generator and
power supply, inspect for damage to the external components and fittings. Check
that the pressure gauges, meters, control panel components, and plumbing
interface panel fittings have not been damaged during shipment. Open and inspect
all small packages. Report any damage to the shipper. Replace or repair
damaged items before attempting to operate the system.
The generator weighs about 1000 LB (450 kg). A floor walker or conventional lift
truck is recommended for moving the frame. Standard fork clearance has been
provided at the base of the frame. When moving, be certain the forks protrude all
the way under the frame structure so that the tips are visible at the rear.
2.3 Facility Connections
All of the plumbing connections to the HM system are made at the plumbing
interface panel located at the rear of the generator. The electrical interconnections
from the power supply to the generator are routed through the rear of the generator
frame. Installation of these connections should conform to the local plumbing and
electrical codes that prevail. The input requirements for the facility connections are
summarized in Table 2-1.
HM Generator Operations and Maintenance Manual March 2007
2-3
Table 2-1 HM Generator Input Requirements
Generator Capacity
HM50 HM100 HM125 HM150 HM200
Feedwater
Minimum resistivity 200k ohm-cm
Maximum consumption
liter per hour 3 6 7 8 11
gallon per hour 0.8 1.6 1.8 2.1 2.9
Process Cooling Water
Max allowable temperature 40C (104F)
Max allowable pressure 100 PSIG (7 kg/cm
2
)
Max required flow 40 liter/min (11 GPM)
Pressure drop at max flow 5 PSIG (0.4 kg/cm
2
)
Maximum heat load
kW 8 14 17 21 28
kBtu/hr 26 49 59 72 95
Condenser Cooling Water
Max allowable temperature 10C (50F)
Max allowable pressure 100 PSIG (7 kg/cm
2
)
Required flow 4 liter/min (1 GPM)
Pressure drop 3 PSIG (0.2 kg/cm
2
)
Maximum heat load 1 kW (3 kBtu/hr)
Electrical Power Supply
Nominal Input voltage Universal or Made to match supply voltage
(380 Volt Minimum)
Phase Three phase
Nominal AC KVA 30 60 75 90 120
Ampere service @ 420 VAC 50 100 125 150 200
Ambient Temperature Range
Minimum allowable 0.6C (33F)
Maximum allowable 50C (122F)
Nitrogen Purge
Pressure Range 50 to 350 PSIG (3.5 to 25 kg/cm
2
Consumption 200 liters (7 ft
3
) Per start
2.3.1 Feedwater
The feedwater may be prepared by distillation, ion exchange, reverse osmosis or
electrodialysis and must conform to the American Society for Testing and Materials
(ASTM) specification D 1193-72 for Type IV water. The minimum allowable
March 2007 HM Generator Operations and Maintenance Manual
2-4
electrical resistivity is 200k ohm-cm (maximum conductivity of 5.0 microS/cm) at
77F (25C). A minimum static head of 8 feet (2.5 m) of water is required at the
feedwater connection.
The feedwater connection at the lower rear of the generator is a 3/8-inch Swagelok
bulkhead union. A feedwater filter assembly supplied with the generator is attached
directly to the feedwater connection. The feedwater source is connected to the
filter inlet. All feedwater tubing should be either stainless steel or polypropylene.
Steel, black iron, galvanized iron, or copper are not acceptable materials for
feedwater supply tubing.
2.3.2 Cooling Water
A source of clean cooling water is required to cool the HM generator. The
maximum allowable inlet temperature is 104F (40C). At this temperature the
system requires approximately 12 GPM (40 LPM) of cooling water. At 12 GPM (40
LPM) the inlet to outlet pressure drop is about 5 PSIG (0.4 kg/cm
2
).
The cooling water inlet and outlet connections are 3/4-inch NPT pipe fittings. A
strainer should be installed in the inlet line to protect the temperature regulator and
heat exchanger from dirt, scale, or foreign matter that could interfere with the
seating of the valve or clog the heat exchanger. It is also recommended that
isolation valves be fitted in the facility cooling water supply for maintenance
purposes.
2.3.3 Condenser Cooling Water
The condensers use approximately one GPM (4 LPM) of water. Generally, the
cooling water source can be used for condenser cooling. However, chilled water
used for condenser cooling will provide maximum condenser effectiveness and
may be required, in special cases, to ensure specified gas purity.
The condenser cooling water inlet and outlet connections are 3/8-inch Swagelok
bulkhead unions.
2.3.4 Hydrogen and Oxygen Vents
Hydrogen and oxygen vent gas must be directed outside before being released to
the atmosphere. The vents should exhaust at least 10 feet (3 m) above the outside
ground level and should be positioned to provide protection of property and
personnel from contact with caustic mist or liquid (KOH) in the event of a system
HM Generator Operations and Maintenance Manual March 2007
2-5
malfunction. The hydrogen and oxygen vents should be separated by a minimum
of 10 feet (3 m). In locations subject to freezing temperatures, water vapor in the
vent gas may condense and freeze. Installation of a thermostatically controlled
heating tape along the vent tube is required to prevent vent blockage. Care should
be taken so that the electrical heating tape does not provide a source of ignition for
the venting hydrogen.
All vent lines should be stainless steel tubing. The hydrogen vent connection is a
1/4-inch Swagelok bulkhead union. The oxygen vent connection is a 3/8-inch
Swagelok bulkhead union. Vent line length should be minimized to prevent
excessive flow restriction during system shutdown. When using 1/4-inch tube
hydrogen vent and 3/8-inch tube oxygen vent, each vent line must be no longer
than 20 feet.
2.3.5 Product Gas Delivery
The hydrogen delivery connection on the upper rear panel is a 1/4-inch Swagelok
bulkhead union. The dryer delivery port is also a 1/4-inch Swagelok bulkhead
union connection. It is recommended that stainless steel tubing be used for all
product gas delivery lines.
2.3.6 Electrical Power
A high in-rush capacity breaker or fused switch box for the appropriate sized
service is required for interfacing the generator power supply to the facility main
power service bus. In addition to the emergency stop switch located on the
generator, a switch box for the power supply contactor control switch may be
located in the classified area near the generator or in another room. The contactor
control switch is wired to power supply terminals 1 and 2. The switch serves as a
remote means of turning all power to the generator on and off. Contact Teledyne
Energy Systems, Inc. for additional information.
2.3.7 Nitrogen Purge
Nitrogen gas is used as the pressure source for purging. The nitrogen should be of
a high purity industrial grade. A pressure regulator must be used to maintain the
pressure at the connection to the HM generator to between 50 to 350 PSIG (3.5 to
25 kg/cm
2
. The consumption of nitrogen during a startup is approximately 200
standard liters (7 ft
3
). The nitrogen gas connection is a 1/4-inch Swagelok bulkhead
union. It is recommended that stainless steel tubing be used to connect the
generator to the nitrogen gas source.
March 2007 HM Generator Operations and Maintenance Manual
2-6
2.4 Power Supply Electrical Connections
The electrolysis power cables, control power wires and several control circuit wires
must be connected between the generator and the power supply to complete the
installation. Connect the power cables to the DC output terminals in the power
supply. MAKE ABSOLUTELY SURE THE DC POWER CABLES ARE
ATTACHED TO THE CORRECT POSITIVE (+) AND NEGATIVE (-) LUGS.
REVERSE POLARITY WOULD RESULT IN A VERY DANGEROUS SITUATION.
The generator frame must be grounded to the power supply cabinet. Ground pads
are provided for this purpose.
The control power and control circuit wires are all contained in a multi-conductor
cable and are to be attached to terminal board TB2 in the generator. This cable
must also be fed to the power supply and each wire connected to the control
terminal board in the power supply. Each wire is colored for its appropriate terminal
location. The correct terminal connections from TB2 to the power supply are listed
in Table 2-2
Table 2-2 Interconnecting Wire Runs
Wire Run From TB2
Terminal
Wire
Color
To Power
Supply
Terminal
Emergency Stop 1 BLACK 2
Power supply inhibit 5 RED 3
Power supply inhibit 6 GREEN 4
Current control signal 7 ORANGE 5
Current control return 8 BLUE 6
Power supply alarm 9 WHITE/BLACK 7
Power supply alarm 10 RED/BLACK 8
Control power line 3 GREEN/BLACK 9
Control power return 4 ORANGE/BLACK 10
KOH pump power line 11 BLUE/BLACK 11
KOH pump power return 12 BLACK/WHITE 12
Feedwater pump power line 13 RED/WHITE 13
Feedwater pump power return 14 GREEN/WHITE 14
Dryer heater power line 15 BLUE/WHITE 15
Dryer heater power return 16 WHITE 16
2.5 External Alarm Connections
The HM has connections available for either normally open or normally closed
external alarm contacts. When connecting normally closed alarm contacts, first
remove the jumper between TB1 terminals 6 and 7. Connect the normally closed
HM Generator Operations and Maintenance Manual March 2007
2-7
contacts to TB1 terminals 6 and 7. Connect normally open alarm contacts to TB1
terminals 6 and 8.
HM Generator Operations and Maintenance Manual March 2007
3-1
3 Generator Operation
3.1 General
Successful operation requires that the generator be provided with the correct input
sources and output connections. These installation requirements are described in
Section 2. A preliminary check to verify that facility sources and connections are
proper should be made before every startup. Before the initial startup of a
generator, several additional checks are also required.
The startup and run operations of the HM generator are fully automatic. The
start\reset and pressure release touch switches on the touch screen display are the
only manual inputs required to operate the system. The process control and
sequencing that directs the generator start and run operation is described in
Section 1. Section 1 also describes the use of the input and output LEDs on the
programmable controller for monitoring system operation.
All operational conditions are continually monitored to provide automatic shutdown
should conditions deviate from the norm. If system shutdown should occur during
the start or run modes of operation, the problem should be investigated and
corrected before restarting the system. A troubleshooting guide for each shutdown
is available on the touch screen display and also presented in Section 5 of this
manual to help identify the cause of shutdown problems.
3.2 Initial Startup
To ensure safe operation during the initial startup of a generator or following an
extended shutdown, several preliminary procedures should be completed. These
preliminary checks are necessary to verify that system integrity has been
maintained during shipment or during prolonged periods of shutdown. The checks
are standard procedures that are described in Section 4. The procedures to be
completed before initial startup are listed below:
System Pressure Test
External Module Inspection
Module Retorque
Electrolyte Fill or Check
Feedwater Pump Priming
March 2007 HM Generator Operations and Maintenance Manual
3-2
3.3 Start Mode
The start mode allows the system to build up the internal pressure required for
hydrogen to be delivered at pressure. The start mode includes a period of
prepressurization to force any electrolyte collected in the hydrogen half-cells of the
module back into the oxygen side. The system goes through prepressurization
only when starting from a zero or near zero pressure condition. When the system
starts from a pressurized condition, prepressurization is skipped.
Facility power and feedwater must be available to the system for it to operate. The
main circuit breaker to the power supply must be closed for the system to receive
electrical power and the programmable controller must be in the run mode. Turning
on the emergency stop switch located on the generator control panel energizes the
control circuits in both the hydrogen generator and the power supply. To bring up
the "Generator Ready" screen, press the "Alarm Reset" touch switch on any
shutdown screen that displays. Press the "Start/Reset" touch switch and the
system starts operating.
System operation begins with a 30 second nitrogen purge of the oxygen side
plumbing of the generator. Following the purge, the hydrogen side plumbing of the
generator is pressurized to establish prepressurization. On the "Generator
Purging" screen the pressure on the hydrogen side will begin to rise and the
oxygen pressure should follow maintaining about a 3 to 10 PSI pressure difference.
When the hydrogen pressure reaches 20 PSIG (1.4 kg/cm
2
) the 15-minute
prepressurization period begins as indicated by a 900 second countdown on the
"Pre-pressurizing" screen.
After prepressurization, the KOH pump turns ON to circulate electrolyte and the
Restart Delay screen is displayed. The system always goes through at least a
15 second restart delay. If the KOH temperature is above 66C, the delay
continues until the control temp is equal to or less than 66C.
3.4 Run Mode
Following the restart delay, DC electrical power is applied to the electrolysis module
as indicated by the voltmeter and ammeter on the power supply and the production
rate indicated on the "Generator Operating" screen on the display. The hydrogen
and oxygen pressures will increase until the nominal system pressure is reached.
The system is now in the run mode ready to deliver gas. The nominal system
pressure is set at 100 PSIG (7.0 kg/cm
2
).
The generator has been programmed to control the electrolysis production rate in
relation to both system pressure and temperature. The maximum production rate
HM Generator Operations and Maintenance Manual March 2007
3-3
of the HM is limited until the electrolyte control temperature is within the operating
control range. The limitation is proportional to the difference in electrolysis module
inlet temperature and minimum electrolyte control temperature. The electrolysis
production rate is varied to constantly maintain the nominal system hydrogen
pressure. At hydrogen production demands of 17 to 100 percent of the maximum
capacity of the generator, the current to the electrolysis module is varied
proportionally so that the production rate matches the demand while maintaining
the nominal system pressure. At production demands of less than 17 percent, the
generator will match the demand by venting any excess hydrogen through BPR3. .
At production demands greater than 100 percent, the generator produces at the
maximum rate and the system pressure is allowed to drop to the set point of back
pressure regulator BPR2.
3.5 Standby Mode
If the internal pressure of the system rises beyond the set point of BPR3, gas
generation will stop when the pressure reaches 115 PSIG (8.1 kg/cm
2
). LED 6 on
the Slot 2 controller module will go out. The system will remain at pressure, in a
standby condition, ready to deliver hydrogen on demand. The touch screen will
display a "Generator Standby" screen showing hydrogen and oxygen pressures.
When the internal pressure of the system drops to the nominal system pressure,
generation will begin again. Standby Mode allows uninterrupted operation of the
system in the event of a drifting or improperly set BPR3. Operating in this mode
for extended periods of time is not recommended.
3.6 Normal Operation
During operation, the ammeter on the power supply should indicate a module
current of between 50 and 280 amps depending on the gas demand required by
the user. The corresponding module voltage will depend on the module size and
several operating factors. The module voltmeter should indicate within the range
listed below in.
Table 3-1 Module Voltage at 250 Amps
Module Size Voltage Range
HM 50 54-65
HM 100 108-125
HM 125 135-160
HM 150 162-190
HM 200 215-250
March 2007 HM Generator Operations and Maintenance Manual
3-4
As the system runs, the temperature increases. The temperature regulating valve
opens to control the KOH temperature leaving the heat exchanger (TC1). The
KOH control temperature set point is 64C. The temperature regulating valve, BV1,
will open and close as required to maintain this temperature. Valve position and
electrolyte temperature can be monitored on the "Temperature Control Valve
Position" screen, which is accessed from the "System Information" screen on the
display.
The feedwater subsystem will intermittently add water during normal operation.
Feedwater is periodically added to the reservoir when required as shown by the
lighting of Slot 1 input LED 3 and Slot 2 output LEDs 1 and 3. Feedwater addition
is indicated by a 30 second filling representation on the touch screen display. The
frequency of feedwater addition is dependent on the gas delivery demand and the
rate of electrolysis.
The Hydrogen in oxygen temperature rise should be less then 20C when the
generator is operating and delivering gas at or near full capacity. The temperature
rise will be significantly more when the system running at low demand. The
Hydrogen in oxygen sensor requires a constant 100 cc/min flow of oxygen.
At least one dryer pressure gauge should be at pressure during normal operation.
Dryer sequence status can be monitored by pressing the "Dryer Sequence" touch
switch on the "Generator Operating" screen. Except for the 30 minute pressurizing
period before dryer switch, output LED 4 on the Slot 6 module should be on
showing the dryer purge valve open. Depending on the sequence timing, LED 0 or
1 will be indicating which dryer is on line and LED 2 or 3 could be on indicating a
dryer heater on.
A data or log book should be assigned to the generator for documenting daily
operating data. This data should include at least the following: date, time,
generator elapsed time, production rate, pressures, temperatures, dryer status,
cooling water valve position, DC current and DC volts. Any shutdown(s) should be
recorded as well as any corrective actions. The recorded data provides useful
information for routine maintenance and general diagnostics of operating problems.
The information should be recorded on at least a 24-hour interval.
3.7 Pressure Release
Generator operation can be stopped at any time by simply pressing the emergency
stop switch. The generator will remain at pressure when power is removed. To
relieve system pressure, power must be on and the pressure release switch must
be pressed (and confirmed). The touch screen will display the "Pressure Release"
screen showing hydrogen and oxygen pressures. Slot 2 output LEDs 2 and 5 will
HM Generator Operations and Maintenance Manual March 2007
3-5
light to indicate opening of the vent valves.
3.8 Shutdowns
The critical operating parameters of the HM generator are monitored to maintain
safe and reliable operation. There are 19 conditions that cause system shutdown
while running. Each shutdown condition is identified by a flashing shutdown screen
on the display. Although the shutdown condition is known, the actual cause may
require additional investigation. Pressing the "Troubleshooting Guide" touch screen
on the shutdown screen provides possible causes for the specific shutdown
condition. Also, Section 5 of this manual is provided as a troubleshooting guide for
determining the origin of a shutdown. The shutdown conditions are listed below in
Table 3-2 with the origin and the set point for the alarm as initially programmed.
Table 3-2 System Shutdowns
Shutdown Condition Alarm Input Set Point
High KOH Temperature TC2 85C
High KOH Level LS2
Low KOH Level LS1 90 sec
Low KOH Flow FS1 10 LPM
High Hydrogen Pressure PT1 120 PSIG
Low Hydrogen Pressure PT1 49 PSIG
High Oxygen Pressure PT2 115 PSIG
Low Oxygen Pressure PT2 39 PSIG
Low Delta Pressure PT1-PT2 3 PSIG
Low Prepressure PT1 5 PSIG
High Hydrogen In Oxygen TC3-TC4 200C
Power Supply Alarm
Low Feedwater Resistance FQM 200k ohms-cm
External Alarm
Loss Of Power PLC
High Ambient Temperature TC4 50C
Low Ambient Temperature TC4 5C
Dryer Cycle Failure PT3, PT4
Dryer Purge Failure PT3, PT3
3.9 Emergency Stop Switch
The HM generator is equipped with an emergency stop switch located on the
front of the generator control panel. When this button is depressed hydrogen
March 2007 HM Generator Operations and Maintenance Manual
3-6
generation is stopped and all power is removed from the Generator. Pulling the
button out resets the switch and restores power to the generator. The generator
will indicate a loss of power alarm. When this is reset the generator will run
normally.
HM Generator Operations and Maintenance Manual March 2007
4-1
4 Maintenance and Calibration Procedures
4.1 General
Regular scheduling of certain maintenance and calibration procedures is necessary
to assure a reliable and safe operating system. This section lists and describes the
maintenance and calibration procedures with which the operator should become
familiar. Some of the procedures that follow are diagnostic techniques that are
used to troubleshoot operational problems. Other procedures should be regularly
scheduled for preventive maintenance. A service interval is suggested for those
procedures that are recommended as part of the regular maintenance schedule.
The maintenance schedule is summarized in Table 4-1.
Table 4-1 Regular Maintenance Schedule
Interval Maintenance or Calibration Procedure
3 Months Electrolyte Check
Hydrogen in Oxygen Temperature sensor
Check
6 Months Electrolyte Change
External Module Inspection
Internal Module Inspection
Feedwater Filter Replacement
Cooling Water Strainer Maintenance
12 Months Module Retorque
KOH Filter Replacement
Matrix Barrier Replacement
KOH Pump Inspection
Differential Pressure Regulator Maintenance
Check and Relief Valve Maintenance
Hydrogen in Oxygen Filter Tank Maintenance
KOH Flow Switch Check
Dryer Orifice Maintenance
Dryer Gas Filter Replacement
There are four general precautions that should be observed before working on the
system:
March 2007 HM Generator Operations and Maintenance Manual
4-2
1. Always turn the electrical power off at the facility breaker. The AC to DC
power supply circuit breaker may still be on line when the system is turned
off at the power supply contactor control switch. A defective electrical part
could allow DC power into the gas generator with the unit turned off.
2. Allow the system to cool down to room temperature. The electrolyte
subsystem operates at elevated temperatures that could cause burns.
3. Check that the system hydrogen and oxygen pressures are at zero.
Operational failures can occur which may trap gas in the system.
4. Adequate safety precautions should be observed when handling KOH.
The solution is harmful and a severe irritant to skin and eyes.
4.2 Electrolyte
The system requirement for frequency of electrolyte change depends mainly on the
quality of the feedwater supplied to the system. Acceptable electrolyte purity is
based on feedwater with a minimum allowable electrical resistivity of 200k ohm-cm
at 25C (77F). If electrolyte purity is not maintained, system fouling may result,
leading to possible electrolysis module damage. Checking the electrolyte specific
gravity periodically is recommended as a method of monitoring electrolyte
concentration. If the specific gravity is not within the allowable range, the
electrolyte should be changed or the concentration corrected.
The KOH used in the electrolyte solution must be the equivalent of a reagent grade
chemical. When mixed to a 25 weight percent solution, the electrolyte must have a
potassium carbonate (K
2
CO
3
) content of less than 0.6 weight percent and a total
iron and heavy metals content of less than 10 PPM. Generally, commercial or
industrial grades of KOH do not meet these requirements. Acceptable grades of
KOH are usually available as a 45 weight percent liquid or as 85 weight percent
pellets. The American Chemical Society (ACS) requirements for reagent
potassium hydroxide in the solid form are:
HM Generator Operations and Maintenance Manual March 2007
4-3
Potassium hydroxide (KOH) Not less than 85.0%.
Potassium carbonate (K
2
CO
3
) Not more than 2.0%.
Chloride (Cl) Not more than 0.01%.
Nitrogen compounds (as N) Not more than 0.001%.
Phosphate (PO
4
) Not more than 5 PPM.
Sulfate (SO
4
) Not more than 0.003%.
Ammonium hydroxide precipitate Not more than 0.02%.
Heavy metals (as Ag) Not more than 0.001%.
Iron (Fe) Not more than 0.001%.
Nickel (Ni) Not more than 0.001%.
Sodium (Na) Not more than 0.05%.
At 45 weight percent the above requirements would translate into the following:
Potassium hydroxide (KOH) Not less than 45.0%.
Potassium carbonate (K
2
CO
3
) Not more than 1.1%.
Chloride (Cl) Not more than 0.005%.
Nitrogen compounds (as N) Not more than 5 PPM.
Phosphate (PO
4
) Not more than 3 PPM.
Sulfate (SO
4
) Not more than 0.002%.
Ammonium hydroxide precipitate Not more than 0.011%.
Heavy metals (as Ag) Not more than 5 PPM.
Iron (Fe) Not more than 5 PPM.
Nickel (Ni) Not more than 5 PPM.
Sodium (Na) Not more than 0.026%.
Containers of a suitable material must be used for handling and storing KOH.
Aluminum, zinc, brass, bronze, copper, and glass are attacked by KOH and are not
suitable for use. Stainless steel or polypropylene containers are recommended.
Adequate eye protection and rubber or plastic gloves should be worn when
handling KOH. Sufficient ventilation should be available, particularly when handling
hot KOH, which can produce noxious fumes. A safety shower and an emergency
eye wash should be conveniently located in the event of a major KOH spill. It is
recommended that a 5 to 10 liter (1 to 3 gallons) container of saturated boric acid
solution be available for emergency use on skin irritations. The solubility of boric
acid at room temperature is approximately 50 grams (35 cc) per liter of water. The
boric acid solution may also be used as a wash to neutralize KOH on components
or parts that have been removed and must be handled.
4.2.1 Electrolyte Mixing
The HM system requires a 25 weight percent aqueous solution of KOH for proper
operation. The weight percentage of the freshly mixed electrolyte may vary by two
March 2007 HM Generator Operations and Maintenance Manual
4-4
percent, from 24 to 26 percent. The equivalent specific gravity range at 20C
(68F) is 1.226 to 1.247. When measuring the specific gravity, the temperature of
the solution must also be measured. The specific gravity of KOH solution at
various temperatures is listed in Table 4-2.
Table 4-2 Specific Gravity of KOH Solution at Various Temperatures
Wt.% 10
o
C 20
o
C 30
o
C 40
o
C 50
o
C 60
o
C
15 1.142 1.137 1.133 1.128 1.123 1.118
16 1.151 1.147 1.142 1.138 1.133 1.128
17 1.161 1.157 1.152 1.147 1.142 1.137
18 1.171 1.166 1.162 1.157 1.152 1.147
19 1.181 1.176 1.172 1.167 1.162 1.156
20 1.191 1.186 1.181 1.177 1.172 1.166
21 1.201 1.196 1.191 1.186 1.181 1.176
22 1.211 1.206 1.201 1.196 1.191 1.186
23 1.221 1.216 1.211 1.206 1.201 1.196
24 1.231 1.226 1.221 1.216 1.211 1.206
25 1.241 1.236 1.231 1.226 1.221 1.216
26 1.251 1.247 1.242 1.237 1.231 1.226
27 1.262 1.257 1.252 1.247 1.241 1.236
28 1.272 1.267 1.262 1.257 1.252 1.246
29 1.283 1.278 1.272 1.267 1.262 1.256
30 1.293 1.288 1.283 1.278 1.272 1.267
31 1.304 1.299 1.293 1.288 1.283 1.277
32 1.314 1.309 1.304 1.299 1.293 1.287
33 1.325 1.320 1.314 1.309 1.304 1.298
34 1.336 1.331 1.325 1.320 1.314 1.308
35 1.347 1.341 1.336 1.331 1.325 1.319
Diluting concentrated KOH to 25 wt % will require a container of stainless steel or
polypropylene for mixing. A hydrometer with a range of 1.100 to 1.300 and an
appropriate sampling container are required for determining the specific gravity. A
thermometer is needed to determine the temperature at which the specific gravity is
measured. The water used for mixing must be of a quality equivalent to the
feedwater quality required for the system.
The required electrolyte volume for each of the various size HM systems is listed
below in Table 4-3. Also listed are the KOH and water quantities required to mix the
electrolyte volume from either the 45 wt % liquid or the 85 wt % solid. The 45 wt %
solution is diluted in a ratio of 1.16 liters of water per liter of 45 wt % KOH. The
solid KOH pellets are mixed in a ratio of 2.40 liters of water per kilogram of 85 wt %
KOH.
HM Generator Operations and Maintenance Manual March 2007
4-5
Table 4-3 Electrolyte Quantities
Electrolyte Volume 45 wt % Mix 85 wt % Mix
25 wt % KOH Water KOH Water
HM Model liters liters liters kg liters
HM-50 16 7.6 8.8 5.8 14.0
HM-100 19 9.0 10.5 6.9 16.6
HM-125 20 9.5 11.0 7.3 17.5
HM-150 22 10.4 12.1 8.0 19.3
HM-200 25 11.8 13.8 9.1 21.9
Heat will be produced when diluting concentrated KOH, particularly when solid
KOH pellets are used. Combine the two ingredients slowly, adding the KOH to the
water to prevent a violent reaction. It is recommended to mix with all but a small
amount of the required water quantity and allow this solution to cool. After cooling,
the concentration can be adjusted with water while measuring the specific gravity
until the required 25 wt % is obtained.
4.2.2 Electrolyte Fill
The HM is filled with electrolyte through the KOH reservoir. The fill procedure
requires the proper 25 wt % solution of KOH.
Filling the system with electrolyte proceeds as follows:
1. Loosen the wing nut and remove the hinged Tri-Clover clamp securing the
level switch assembly to the top port of the reservoir. Carefully remove
the level switch assembly from the reservoir.
2. Place a funnel in the top port of the reservoir.
3. Fill the system with the specified volume of 25 wt % electrolyte (see Table
4-3).
4. Remove the funnel. Check that the gasket on the reservoir port is in the
proper position. If the gasket has been damaged it must be replaced.
5. Insert the level switch assembly into the reservoir. Attach and hand
tighten the hinged Tri-Clover clamp.
4.2.3 Electrolyte Check
The specific gravity of the electrolyte should be periodically checked. Also at this
time all the electrolyte plumbing should be inspected for any evidence of leaks. A
March 2007 HM Generator Operations and Maintenance Manual
4-6
significant leak in a fitting or component will usually be obvious as evident by
wetness in the general area. A leak of this size should be attended to immediately
as the situation will only get worse with time. A less significant leak is evident by a
white crystalline deposit right at the source of the leak. This potassium carbonate
deposit is a result of a very small KOH discharge. The condition is not serious but
should be corrected during the next scheduled maintenance period.
The procedure for checking the electrolyte specific gravity requires a container that
will hold a one-half liter sample and also accommodate the hydrometer. The
hydrometer must have a range of 1.100 to 1.300. A thermometer will be needed.
A funnel and a short drain line with a 3/8-inch Swagelok fitting are also required.
The procedure is as follows:
1. Release all gas pressure from the system before opening the reservoir.
CAUTION! DO NOT OPEN THE LEVEL SWITCH FITTING
WHEN THERE IS PRESSURE IN THE SYSTEM.
2. Loosen the wing nut and remove the hinged Tri-Clover clamp securing the
level switch assembly to the top port of the reservoir. Carefully remove
the level switch assembly from the reservoir.
3. Attach the drain line to the KOH drain port located in the lower rear of the
unit.
4. Using the drain valve (MV1), remove about 500 cc of electrolyte.
5. Measure and record the specific gravity and temperature of the electrolyte
sample.
6. Return the electrolyte sample to the reservoir through a funnel placed in
the reservoir top port.
7. Remove the funnel. Check that the gasket on the reservoir port is in the
proper position. If the gasket has been damaged it must be replaced.
8. Insert the level switch assembly into the reservoir. Attach and hand
tighten the hinged Tri-Clover clamp.
The KOH weight percentage of an electrolyte sample from an operating system
may vary by 4 percent, from 23 to 27 percent. The equivalent specific gravity range
at 20C (68F) is 1.216 to 1.257. Table 4-2 Specific Gravity of KOH Solution at
Various Temperatures can be used to determine acceptable specific gravities
measured at other temperatures. If the specific gravity is not within the allowable
range, the electrolyte must be drained and replaced or adjusted. Table 4-4 Mixing
HM Generator Operations and Maintenance Manual March 2007
4-7
Ratios and Quantities for Producing 25% Solution provides a guide for adjusting
an out of tolerance solution. Mixing ratios and quantities to produce 1 liter are listed
for mixing a 25% solution by either diluting a concentrated solution or increasing the
concentration of a weak solution.
Table 4-4 Mixing Ratios and Quantities for Producing 25% Solution
Diluting Concentrated Solution with Water
To produce 1 liter
of solution use:
Existing
KOH %
Mixing Ratio
cc Water/cc Existing
cc
Existing
cc
Water
26 0.050 954 48
27 0.101 911 92
28 0.153 871 133
29 0.205 834 171
30 0.259 800 207
31 0.313 767 240
32 0.368 737 271
33 0.424 710 301
34 0.480 683 328
35 0.537 659 354
Increasing Concentration with 45% KOH
To produce 1 liter
of solution use:
Existing
KOH %
Mixing Ratio
cc KOH/cc Existing
cc
Existing
cc
KOH
0 0.858 551 473
15 0.392 725 284
16 0.355 744 264
17 0.318 764 243
18 0.281 785 221
19 0.243 808 196
20 0.204 834 170
21 0.165 861 142
22 0.125 891 111
23 0.083 924 77
24 0.043 960 41
March 2007 HM Generator Operations and Maintenance Manual
4-8
Increasing Concentration with 85% KOH
To produce 1 liter
of solution use:
Existing
KOH %
Mixing Ratio
grams KOH /cc
Existing
cc
Existing
grams
85%
0 0.417 875 365
15 0.190 932 177
16 0.173 938 162
17 0.155 943 146
18 0.137 949 130
19 0.118 955 113
20 0.099 962 95
21 0.079 969 77
22 0.060 976 59
23 0.041 984 40
24 0.020 992 20
4.2.4 Electrolyte Drain
When draining the system of electrolyte, a small differential pressure should be
maintained on the hydrogen side of the system to keep the electrolyte out of the
hydrogen side of the module and allow all the KOH to drain from the oxygen side of
the system. There are several methods of doing this.
When the system is at pressure, the differential pressure regulators have
maintained the differential pressure condition required to keep the electrolyte out of
the hydrogen side of the module. If the system has been sitting depressurized,
then the system must be started and allowed to run through the 15 minute
prepressurization time period to establish the necessary differential pressure
condition. With the differential pressure condition established, press the "Pressure
Release" touch button. Turn off the power when the oxygen pressure gets to zero
but there is still a positive hydrogen pressure.
CAUTION! DO NOT ATTEMPT TO DRAIN THE SYSTEM WITH
A POSITIVE PRESSURE ON THE OXYGEN
(ELECTROLYTE) SIDE OF THE SYSTEM.
Using a drain line with a 3/8 Swagelok fitting, drain the system as follows:
1. Attach the drain line to the KOH drain port located in the lower rear of the
unit.
2. Using the drain valve (MV1), slowly begin draining the electrolyte.
HM Generator Operations and Maintenance Manual March 2007
4-9
CAUTION! THERE STILL MAY BE SOME PRESSURE ON THE
OXYGEN (ELECTROLYTE) SIDE OF THE SYSTEM.
3. When the electrolyte stops flowing freely (a partial vacuum has
developed), close the drain valve.
4. Loosen the wing nut and remove the hinged Tri-Clover clamp securing the
level switch assembly to the top port of the reservoir. Carefully remove
the level switch assembly from the reservoir.
5. Open the drain valve to allow the electrolyte to start draining again.
6. After completely draining the system close the drain valve and remove the
drain line.
Another method of establishing the differential pressure necessary for complete
draining requires a supply of inert gas, such as nitrogen, as a low pressure source.
The procedure is as follows:
1. Loosen the wing nut and remove the hinged Tri-Clover clamp securing the
level switch assembly to the top port of the reservoir. Carefully remove
the level switch assembly from the reservoir.
2. Attach the drain line to the KOH drain port located in the lower rear of the
unit.
3. Remove the cap from the 1/4 inch Swagelok cross located near the top of
the hydrogen condensate trap. Attach the pressure source to the cross.
Slowly pressurize the hydrogen side of the system to 10 PSIG (0.7
kg/cm
2
).
4. Open the drain valve (MV1) and drain the system.
5. After completely draining the system, close the drain valve and remove
the drain line. Release the pressure from the pressure source, remove
the pressure source, and replace the Swagelok cap.
March 2007 HM Generator Operations and Maintenance Manual
4-10
4.3 Module Inspection
Periodic inspection of the electrolysis module is recommended as a means of
monitoring module integrity and performing preventive maintenance for longer
module life. The three procedures that are described here should be included in
the regular maintenance schedule. The external inspection is a simple procedure
that should be performed frequently. The module must be drained for the internal
module inspection and so it is convenient to schedule this procedure during the
electrolyte change.
4.3.1 External Inspection
An external module inspection should be a regular scheduled procedure. Before
proceeding, turn off the power at the facility breaker. The outside of the module
should be inspected for the presence of any white crystalline deposits. These
potassium carbonate deposits are a result of a minor KOH discharge. The
condition is not serious but should be corrected. Remove the deposits by wiping
the outside of the module with a boric acid solution followed by distilled or deionized
water. Thoroughly dry the module. After cleaning, the compression of the module
should be checked using the module retorquing procedure.
The power cable connections to the module end plates should be removed and
inspected. Clean the contact surface of the end plates and the connector lugs with
sandpaper or similar material to remove any oxide layer. Examine the area where
the lug is attached to cable for evidence of corrosion. If required, clean these
surfaces also. Reinstall the cable lugs to the end plates and tighten the set screws
if required.
The electrical resistance between each tie rod and the end plate should be checked
to be sure the tie rod insulation is adequate. A megohmmeter operating at 250V
minimum (1000 V maximum) is required to make this measurement. Attach one
lead of the megohmmeter to either end plate. Remove the protective cap on each
tie rod end and measure the resistance. The electrical resistance of each tie rod to
the module end plate should be greater than 50 megohms. If a tie rod fails this
requirement, the insulating washers must be removed and cleaned or replaced.
Only remove and replace washers from one tie rod at a time. Retorque the tie
rod to 400 inch pounds (45 Nm) before loosening another. If one or more tie rods
are loosened for servicing, the compression of the module should be checked using
the module retorquing procedure.
HM Generator Operations and Maintenance Manual March 2007
4-11
4.3.2 Internal Inspection
While the system is operating, impurities from the feedwater may begin to deposit
in the KOH ports of the negative end plate. If the deposits become large, they may
dislodge into the inlet manifold of the module. Periodically the inside of the module
should be inspected for accumulation of these deposits and cleaned out if
necessary.
The system must first be drained of KOH. After draining, be sure the power has
been turned off at the facility breaker. Remove the KOH inlet and outlet piping to
the electrolysis module. The inlet pipe runs from the heat exchanger to the
negative end plate of the module. The outlet pipe runs from the module endplate to
the KOH reservoir. Remove the tube from the hydrogen outlet fitting.
Using a flashlight, inspect the module inlet and outlet manifolds and the end plate
ports. If a deposit is present at the ports, clean this area using a soft absorbent
cloth over a rubber-gloved finger or a soft round bristled brush. Avoid pushing the
material into the module manifold. Backflush the module with distilled or deionized
water to remove any deposits accumulated in the manifolds. Use a low pressure
water source, flowing the water into the outlet fitting of the module and catching the
water at the inlet fitting. To improve draining, remove the bolts securing the
insulators to the module and slightly raise the positive endplate.
Inspect the O-ring in the each of the fittings before reinstalling the KOH piping.
Replace the O-ring if it is cut or deformed. After reinstalling the KOH piping,
thoroughly clean and dry the module as outlined in the external inspection
procedure.
4.3.3 Retorque Procedure
The module should be retorqued as part of a regular maintenance schedule and
following any service work in which a tie rod has been loosened. Turn off the
power at the facility breaker before proceeding. A deep well socket with a 3/8-inch
drive is provided with the generator for tie rod tightening. A torque wrench with a
range of up to 400 inch pounds (45 Nm) is required for the procedure. Each tie rod
should be torqued to 400 inch pounds (45 Nm) in an opposite and alternate
sequence. The recommended numerical sequence is stamped on the module
negative end plate next to each tie rod hole. The sequence should be repeated
twice to assure equal torque at all tie rods.
March 2007 HM Generator Operations and Maintenance Manual
4-12
4.4 Matrix Barrier Replacement
The porous matrix material in the matrix barrier tends to collect particulates that will
eventually interfere with the transfer of liquid. It is recommended that the matrix be
periodically replaced. The matrix should also be replaced if it is suspected of being
the cause of a hydrogen to oxygen cross leak. The complete hydrogen condensate
trap/matrix barrier assembly is removed from the system for matrix barrier
replacement. Disconnect the 3/8-inch Swagelok fitting at the gas outlet near the
top the trap. Disconnect the CPV fitting on the top of the assembly and the CPV
tee near the bottom under the lower flange and remove the assembly (see Figure
4-1). Remove the six flange bolts and separate the assembly. Remove and
discard the matrix material. Wash the two nickel plaque discs with distilled or
deionized water. Plaque that is cracked or damaged should be replaced.
HM Generator Operations and Maintenance Manual March 2007
4-13
Figure 4-1 Matrix Barrier
March 2007 HM Generator Operations and Maintenance Manual
4-14
The matrix barrier is reassembled dry using new asbestos matrix material. Care
should be taken when handling the dry asbestos matrix to avoid inhaling asbestos
fibers. A respirator should be worn during and hands washed immediately after
assembly of the matrix barrier. The matrix material must be wetted before it is
reinstalled in the system. The matrix barrier will function properly only when it is
wet. Before reinstalling the matrix barrier assembly, add about 50 cc of feedwater
to the fitting on top of the assembly.
4.5 Cross Leak Check
The cross leak check is a diagnostic procedure that is used to determine the extent
and location of a suspected hydrogen to oxygen cross leak. A cross leak can occur
in the electrolysis module or the matrix barrier. The procedure requires a supply of
inert gas, such as nitrogen, as a low pressure source.
The cross leak check proceeds as follows:
1. Drain the system using the electrolyte drain procedure.
2. Temporarily remove the drain tube that connects the bottom of the oxygen
condensate trap to the CPV tee located below the matrix barrier and the
tube running from the CPV tee to the reservoir. Remove the CPV from the
bottom of the matrix barrier.
3. Two plastic tubes with CPV connectors have been supplied with the
generator. Connect one plastic tube to the fitting at the bottom of the
matrix barrier and the other plastic tube to the CPV fitting in the side of the
reservoir. Place the free ends of both plastic tubes in a container of water
so that gas flow can be observed. Plug the open CPV fitting at the bottom
of the oxygen condensate trap.
4. Assure that the drain valve MV1 is closed and that the top port on the
KOH reservoir is closed.
5. Remove the cap from the 1/4-inch Swagelok cross located near the top of
the hydrogen condensate trap. Connect a gas pressure source to the
cross. Slowly pressurize the hydrogen side of the system until the
hydrogen pressure gauge indicates a pressure of 5 to 10 PSIG (0.4 to 0.7
kg/cm
2
).
6. If gas begins to bubble from the tube leading to the bottom of the matrix
barrier, then the matrix barrier is leaking and should be replaced.
HM Generator Operations and Maintenance Manual March 2007
4-15
7. Allow 10 minutes for gas from a module leak to bubble from the tube
leading to the KOH reservoir. If gas flow is observed, measure the flow
rate to determine the extent of the leak. This measurement can be made
by simply measuring the water displaced in an inverted graduate over a
specific time interval.
8. After checking for leaks, remove the plastic tubes, reconnect the 3/8 inch
tubes, replace the cap on the Swagelok cross, and refill the system with
electrolyte.
The maximum allowable cross leakage for each of the various size modules is
listed below in Table 4-5 Maximum Allowable Module Cross Leakage. If the
leakage rate measured in the cross leak check exceeds the maximum, the module
must be replaced.
Table 4-5 Maximum Allowable Module Cross Leakage
HM-50 15 cc/min
HM-100 30 cc/min
HM-125 38 cc/min
HM-150 45 cc/min
HM-200 60 cc/min
4.6 KOH Filter Replacement
The electrolyte filter element should be changed or cleaned periodically, coinciding
with the recommended electrolyte change. The element is located in the bottom of
the KOH reservoir. The procedure for changing the KOH filter element follows:
1. Drain the system using the electrolyte drain procedure.
2. Place a plastic basin or tub under the bottom of the reservoir and the KOH
pump head large enough to fit the piping run between the two. Loosen
and remove the large nut on the CPV fitting on the inlet to the KOH pump.
Loosen the wing nut and remove the hinged Tri-Clover clamp securing the
KOH filter assembly to the bottom port of the reservoir. Carefully remove
the filter assembly from the reservoir.
3. Refer to the parts diagram, Figure 4-2 KOH Filter. Remove the nut,
washers, and center locating retainer from the center shaft. Remove and
clean or discard the filter element.
4. Install a new or cleaned filter element with new EPT gaskets. Install the
center retainer, washers, and nut. Tighten the nut.
March 2007 HM Generator Operations and Maintenance Manual
4-16
5. Inspect the gasket for the bottom reservoir fitting and the O-ring for the
pump inlet fitting. If the gasket or O-ring has been damaged it must be
replaced.
6. Reposition the filter assembly into the reservoir. Position the pump inlet
fitting and tighten the CPV fitting nut. Attach and hand tighten the hinged
Tri-Clover clamp.
HM Generator Operations and Maintenance Manual March 2007
4-17
Figure 4-2 KOH Filter
March 2007 HM Generator Operations and Maintenance Manual
4-18
4.7 Feedwater Filter Replacement
The feedwater filter is located outside of the gas generator cabinet on the plumbing
service panel. Figure 4-3 shows all the parts of the filter.
The procedure for changing the element is as follows:
1. After turning off the feedwater supply, drain the filter by opening the drain
valve at the bottom of the filter bowl.
2. Remove the hex nut supporting the bowl and remove the bowl.
3. Slide the element retainer off the tie rod. Remove and discard the filter
element.
4. Place a new filter element over the centering boss in the head of the
housing and slide the element retainer onto the tie rod.
5. Place the bowl and the head O-ring against the filter head and thread the
hex nut with O-ring onto the tie rod. Finger tighten the hex nut
approximately one turn after the O-rings have begun to compress.
Be sure the feedwater pump is primed as described in the priming procedure
before starting the system. The pump internals can be damaged if run dry for more
than 2 minutes.
HM Generator Operations and Maintenance Manual March 2007
4-19
Figure 4-3 Feedwater Filter
March 2007 HM Generator Operations and Maintenance Manual
4-20
4.8 KOH Pump Inspection
It is recommended that the KOH pump be periodically inspected for wear. The
procedure requires complete disassembly of the pump and is most conveniently
scheduled during the electrolyte change. Pump inspection may also be necessary
if operational problems within the pump are suspected.
The procedure for removing and disassembling the KOH pump for inspection is
listed below. Refer to the parts diagram, Figure 4-4.
1. Drain the system using the electrolyte drain procedure.
2. Remove the KOH filter assembly as described in the KOH filter
replacement procedure.
3. Loosen the CPV fitting on the pump outlet.
4. Remove the four screws holding the connecting bracket to the pump
motor. Separate the connecting bracket from the pump motor and remove
the pump housing with the connecting bracket from the generator.
Considerable resistance will be felt when separating the magnetic
coupling between the drive and driven magnets.
5. Place the connecting bracket and pump head assembly on a flat surface,
laying the motor connecting flange of the connecting bracket down flat on
the surface.
6. Remove the 6 screws from the pump head and carefully remove the pump
head. The bonded spindle assembly is attached to the head and is easily
broken.
7. The bonded spindle assembly is connected to the pump head using a left-
hand threaded insert. Rotate the hex head on the insert clockwise to
remove the spindle.
The pump is now apart and can be inspected for excessive wear. Check the
impeller bushing for wear on the thrust bearing surface and within the internal
diameter of the bushing. Check that the bond on the spindle assembly is tight.
Replace any broken or excessively worn parts.
The assembly and reinstallation procedure for the KOH pump is the reverse of the
steps listed above. The spindle assembly can be tightened into the pump head by
using a 3/4-inch (19 mm) socket slipped over the spindle and tightening by hand.
Inspect the rubber O-ring for the pump housing before reinstalling and replace if
defective. Also inspect the O-ring seals in the inlet and outlet CPV fittings and
replace if either is cut or deformed. Tighten the 6 pump head screws to 50 inch
HM Generator Operations and Maintenance Manual March 2007
4-21
pounds (6 Nm). Be careful when reassembling the connecting bracket to the pump
motor. The motor and connecting bracket may bang together from the force of the
magnetic coupling. Tighten the 4 bracket connection screws to 75 inch pounds (8.5
Nm).
Figure 4-4 KOH Pump
March 2007 HM Generator Operations and Maintenance Manual
4-22
4.9 Valve and Regulator Maintenance And Calibration
There are several different valves and regulators used in the HM system. Regularly
scheduled inspection and maintenance is recommended only for the differential
pressure regulators. Procedures for the remaining valves and regulators are used
when required as a result of operational problems or component failure.
Access to the upper interior of the HM generator can be achieved by simply lifting
off the top. All the gas handling components are positioned in the top of the
frame and are accessible with the top removed. Many of the components are
closely arranged in a preassembled hydrogen valve assembly, shown in Figure
4-5 It is easier to get access to an individual component within the assembly by
first removing the entire assembly and then removing the component.
HM Generator Operations and Maintenance Manual March 2007
4-23
Figure 4-5 Hydrogen Valve Assembly
March 2007 HM Generator Operations and Maintenance Manual
4-24
4.9.1 Solenoid Valves
The majority of the solenoid valves in the system are constructed of stainless
steel and are a 2-way normally closed (without power) design. These include:
the feedwater add valves (SV1, SV8), the vent valve (SV2), the dryer purge and
vent valves (SV4, SV5) and the nitrogen purge valves (SV6, SV7).
The H2 in O2 purge valve (SV9) is a stainless steel 3-way solenoid valve. When
this valve is energized, flow is diverted from the exhaust port to the outlet.
The condenser cooling water valve (SV3) is constructed of brass and is a 2-way
normally closed valve. It differs from the other solenoid valves in the system due
to the diaphragm arrangement.
Replacement coils are available for all the solenoid valves. The valve coil is easily
replaced with the valve remaining in line. A repair kit is available to rebuild each
solenoid valve. The internal core, gaskets, and springs can be replaced to restore
a defective valve to working condition.
Both the stainless steel and brass solenoid valves are similar in construction and in
the procedure for repair. Figure 4-6 and Figure 4-7 show the parts and assembly
sequence for these valves. To replace a coil, first remove the top on the junction
box and disconnect the electrical connections. Remove the retaining clip and lift off
the complete solenoid assembly. Replace the solenoid assembly on the valve,
rewire to the electrical connections, and replace the top on the junction box.
HM Generator Operations and Maintenance Manual March 2007
4-25
Figure 4-6 Normally Closed Solenoid Valve
March 2007 HM Generator Operations and Maintenance Manual
4-26
Figure 4-7 Condenser Water Solenoid Valve
HM Generator Operations and Maintenance Manual March 2007
4-27
Inspecting and rebuilding a solenoid valve requires removing the valve from the
system. Remove the top on the junction box and disconnect the electrical
connections. Remove the retaining clip and lift off the complete solenoid assembly.
Loosen the Swagelok fittings and remove the valve from its location. Loosen the
solenoid base using a wrench on the hex shaped shoulder and remove the
subassembly. The internal parts of the valve can now be inspected. Valve SV3
also includes a valve bonnet held down by four screws. To inspect the diaphragm
subassembly, remove the screws and the bonnet.
Clean and inspect all the internal parts. If there is any evidence of KOH or
potassium carbonate (white crystalline deposits), clean the valve body and the
parts with a boric acid solution followed by distilled or deionized water. If any part is
found defective, it is recommended to replace all the parts that are available in the
spare parts kit.
Prior to reinstalling the valve, check for operation and leakage. Connect live
electrical power to the terminals in the junction box and listen for a metallic click that
indicates that the solenoid is operating. Apply a 100 PSIG (7.0 kg/cm
2
) gas source
at the valve inlet port and check for leakage with the valve closed. The valve will
leak if an internal part is defective or the parts have not been reassembled in the
correct sequence.
4.9.2 Differential Pressure Regulators
The hydrogen and oxygen differential pressure regulators (DPR1 and DPR2) are
the critical components for assuring a pressure difference between the hydrogen
and oxygen sides of the system. These two regulators should be inspected if the
differential pressure drifts outside the acceptable 5 to 15 PSIG (0.4 to 1.1 kg/cm
2
)
range. The parts and assembly sequence for the regulators are shown in Figure
4-8 and Figure 4-9. Regulator rebuild kits, which include the diaphragms, O-rings,
and springs, are available for both regulators. The regulators must be removed
from the system for inspection and rebuilding. Loosen all the Swagelok
connections to the fittings on the regulator and remove the regulator with the fittings
attached. Remove the 6 screws attaching the regulator bonnet to the regulator
body. The internal parts of the regulator can now be inspected. Clean and inspect
all the internal parts. If there is any evidence of KOH or potassium carbonate (white
crystalline deposits), clean the regulator body and all the parts with a boric acid
solution followed by distilled or deionized water. If the O-ring seat or a diaphragm is
torn or deformed, the part should be replaced. If it is suspected that the regulator
has not been performing properly, then all the parts available in the regulator
rebuilding kit should be replaced. Carefully reassemble all parts in their proper
sequence. It is important that the correct alignment of all the internal parts be
maintained during assembly.
March 2007 HM Generator Operations and Maintenance Manual
4-28
Figure 4-8 Hydrogen Regulator
HM Generator Operations and Maintenance Manual March 2007
4-29
Figure 4-9 Oxygen Regulator
March 2007 HM Generator Operations and Maintenance Manual
4-30
After reinstalling the regulators in the system, check for proper operation and
leakage during system operation. As the system begins to generate gas and
system pressure rises, the pressure differential should remain between 5 and 15
PSIG (0.4 to 1.1 kg/cm
2
). After the system is in the run mode, check each regulator
for external leaks using a liquid leak detector solution or soap solution.
4.9.3 Back Pressure Regulators
The back pressure regulators BPR1, BPR2 and BPR3 are identical. A spare parts
kit is available for rebuilding the back pressure regulators. If a regulator is
defective, it should be removed for repair or replacement.
The procedure for removal and repair is listed below. Refer to the parts diagram,
Figure 4-10.
1. Remove the hand knob by turning it all the way out.
2. Disconnect the Swagelok fittings on the regulator and remove the
regulator.
3. Loosen the bonnet ring using a 2-inch wrench. Remove the bonnet ring.
The internal parts of the regulator can now be inspected.
4. The diaphragm subassembly can be disassembled by removing the
threaded diaphragm button from the diaphragm backup washer.
5. The stem O-ring is removed from the diaphragm button after removing the
retaining ring.
6. The valve seat is removed by unthreading the seat retainer from the
regulator body using a large screwdriver.
7. Clean and inspect all the internal parts. If there is any evidence of KOH or
potassium carbonate (white crystalline deposits), clean the regulator body
and all the parts with a boric acid solution followed by distilled or deionized
water.
8. Replace all the parts available in the spare parts kit.
HM Generator Operations and Maintenance Manual March 2007
4-31
Figure 4-10 Back Pressure Regulator
March 2007 HM Generator Operations and Maintenance Manual
4-32
The assembly and reinstallation procedure for the back pressure regulator is the
reverse of the steps listed above. The valve seat is installed with its chamfered
side towards the diaphragm assembly. The threaded bonnet ring should be
tightened to 50-55 foot-pounds (68 - 75 Nm).
Adjustment of the back pressure regulators is made with the system running at
operating temperature. Turning the knob clockwise raises the set point and counter-
clockwise lowers the set point.
Close the facility delivery valve completely. Slowly open BPR3 completely to create
an over-demand condition. Slowly open BPR2 until the dryer pressure is less than
20 PSIG. Set BPR1 to maintain a hydrogen pressure (PT1) of 80-82 PSIG. After
setting BPR1, BPR2 is set to maintain a hydrogen dryer pressure (PT3 or PT4) of
90-92 PSIG. Adjust BPR3 to maintain a hydrogen pressure (PT1) of 110-112 PSIG
4.9.4 Check Valve and Relief Valve
The check valve (CV1) and relief valves (RV1 and RV2) in the generator are both
the same type of spring loaded poppet valve. There is no routine maintenance for
the check valve. If a problem is suspected with the check valve, it must be
replaced. The relief valves in the generator (RV1) and also in the dryer system
(RV2) are simply adjustable versions of the check valve.
The relief valves should be periodically checked to assure that the 130 PSIG (9.1
kg/cm
2
) set point is maintained. The valve is best checked by removing it from the
system. After removing the valve slowly apply a pressurized gas source to the inlet
fitting on the valve and check for gas flow through the valve at 130 PSIG (9.1
kg/cm
2
). If flow is not evident at 130 PSIG (9.1 kg/cm
2
) or the valve opens at a
lower pressure, then the valve must be readjusted.
The procedure for adjustment follows:
1. Refer to Figure 4-11. Insert a 5/32-inch hex key wrench into the locking
screw at the valve outlet and loosen the locking screw.
2. Turn the locking screw until the hex key wrench slides through into the
adjusting screw.
3. Turn both screws until the 130 PSIG (9.1 kg/cm
2
) set point is reached.
Turning clockwise increases the set point.
4. Retract the hex key wrench into only the locking screw and lock it against
the adjusting screw.
HM Generator Operations and Maintenance Manual March 2007
4-33
5. Reinstall the relief valve in the system.
Figure 4-11 Relief Valve Assembly
4.10 Hydrogen in Oxygen Monitor Maintenance and Calibration
Accurate monitoring of hydrogen in oxygen requires a constant 100 cc per minute
flow rate of product oxygen through the probe. A flowmeter (FM1) is provided to
monitor the flow rate and verify the accuracy of the flow controller (FC1). Periodic
replacement of the molecular sieve beads in the filter tank is necessary. Checking
the sensitivity of the temperature sensor (TC3) should also be included as part of
the regular maintenance schedule.
Under certain conditions, a concentration of hydrogen may accumulate in the
residual gas after system shutdown. During subsequent startup, venting of the high
concentration of hydrogen will cause a momentary high hydrogen in oxygen
temperature and may shut the system down. An immediate restart of the system
should be successful, but, if the condition persists, then the possibility of module or
matrix cross leak should be investigated.
March 2007 HM Generator Operations and Maintenance Manual
4-34
4.10.1 Flow Controller
The flow controller (FC1) is set to maintain a flow of 100 cc/min to the hydrogen in
Oxygen probe. To adjust the set point, first unscrew and remove the cover over the
metering valve. With the system running, use a 5/64-inch hex key wrench and
adjust the valve setting so that the flow rate is 100 cc/min as measured by the
flowmeter (FM1).
If the flow controller is defective, it should be removed for repair or replacement.
Remove the cover over the metering valve. Loosen the Swagelok connections to
the fittings on the controller. Remove the two screws from the front of the panel
that secure the mounting bracket to the panel. Lift out the controller with the
bracket and fittings attached.
All the parts within the controller are shown in Figure 4-12. To inspect the internal
parts, use a large wrench to unscrew and remove the bonnet ring. If there is any
evidence of KOH or potassium carbonate (white crystalline deposits), clean the
controller body and all the parts with a boric acid solution followed by distilled or
deionized water. If any part is found defective, it should be replaced. The metering
valve is replaced as a complete unit.
The assembly and reinstallation procedure for the flow controller is the reverse of
the above procedure.
HM Generator Operations and Maintenance Manual March 2007
4-35
Figure 4-12 Flow Controller
March 2007 HM Generator Operations and Maintenance Manual
4-36
4.10.2 Filter Tank
The molecular sieve beads in the filter tank should be periodically replaced. The
beads used in the filter tank should be deactivated beads that are saturated to
ambient moisture conditions. Deactivated beads may be prepared from dry beads
by first wetting the beads with clean water. This must be done with caution as dry
beads become very hot when wetted. Next, spread the beads out on a clean
surface and simply allow them to dry to ambient conditions.
The procedure for replacing the beads is as follows:
1. Loosen the Swagelok connections on the end fittings and remove the tank
from the system.
2. Remove the threaded fittings from both ends of the tank. Clean the
screen strainer in each of the fittings.
3. Empty the molecular sieve beads out of the filter tank. Wash the tank out
using clean water and allow it to dry.
4. Replace one of the end fittings, applying two turns of Teflon pipe sealant
tape to the threads before installing.
5. Fill the tank with molecular sieve beads leaving enough space for the
screen strainer on the second end fitting.
6. Replace the second fitting using Teflon tape. Reinstall the filter tank in the
system.
4.10.3 Temperature Sensor
The operating hydrogen in oxygen temperature reading with the generator
operating at or near full capacity will be approximately 10C above ambient. The
reading is affected by both the hydrogen percentage and the gas flow rate. The
probe has been calibrated with a known standard to provide a temperature rise of
approximately 100C above ambient when there is 2 percent hydrogen in the
oxygen.
A simple check of probe sensitivity should be made periodically. With the system
running, remove the cover over the metering value on the flow controller (FC1).
Using the hex key wrench, increase the oxygen flow rate through the controller and
monitor the temperature reading on the pyrometer. The temperature should begin
to rise, verifying that the catalyzed probe is still active. If there is no response, the
probe must be replaced. Readjust the flow controller so that the flow rate is 100
cc/min as measured by the flow meter (FM1). Replace the metering valve cover.
HM Generator Operations and Maintenance Manual March 2007
4-37
4.11 System Pressure Test
The system pressure test is a diagnostic procedure that is used to verify system
integrity before the system is started. The extent and location of a suspected gas
leak on an operating system can be determined by simply turning the power off,
observing the pressure gauges, and using a liquid leak detector or soap solution to
locate the leak. The procedure listed below requires a source of pressurized inert
gas such as nitrogen.
The pressure test proceeds as follows:
1. Turn off system power and drain the system of all electrolyte.
2. Remove the cap from the 3/8-inch Swagelok cross located next to the
oxygen differential pressure regulator and use it to cap the oxygen vent
port.
3. Remove the cap from the 1/4-inch Swagelok cross located near the top of
the hydrogen condensate trap. Use the cap to seal the 1/4-inch Swagelok
hydrogen dryer delivery port.
4. Close the flow controller (FC1) by removing the metering valve cover and
turning the valve in using a 5/64-inch hex key wrench.
5. Connect the pressure source to both the cross at the hydrogen trap and
the cross at the oxygen differential pressure regulator.
6. Slowly pressurize the generator to 125 PSIG (8.8 kg/cm
2
) verifying that the
hydrogen and oxygen pressure gauges rise together.
7. Wait approximately 30 minutes for offline dryer to equalize to 125 PSIG.
8. Isolate the pressure source from the system for 15 minutes. At 125 PSIG
(8.8 kg/cm
2
) the system pressure should not decay more than 5 PSI (0.4
kg/cm
2
) in 15 minutes.
9. If the pressure does not hold, check for leaks using a liquid leak detector
solution or soap solution and repair. Check that gas is not leaking out the
hydrogen vent.
10. Turn the system power on and press the "Pressure Release" touch switch
to vent the test gas. Replace the two Swagelok caps.
March 2007 HM Generator Operations and Maintenance Manual
4-38
4.12 Pressure Transducer Calibration Check
The accuracy of the pressure transducer calibration must be checked using a very
accurately calibrated pressure gauge. The gas gauges on the control panel give an
approximate indication of the system pressures and can be used to determine a
failed pressure transducer. However, these gauges should not be relied on to
check the pressure transducer calibration. The calibration procedure requires a
calibrated pressure gauge and a source of pressurized inert gas such as nitrogen.
The pressure transducer calibration check is as follows:
1. Press the "Pressure Release" touch switch to release the system
pressure.
2. Remove the pressure transducer from the Swagelok tee in the generator
and hook it up to the pressure source with the calibrated gauge.
3. Press the "Pressure Display" touch switch. With no pressure applied, the
transducer should read 0 PSIG. If the reading (on the touch screen) does
not agree, adjust the zero pot located under the transducer cover.
4. Pressurize the transducer up to 150 PSIG. Compare the calibration
gauge reading with the pressure reading on the touch screen display. If
the reading (on the touch screen) does not agree, adjust the span pot
located under the transducer cover.
Check the transducer calibration at both low and high (up to 150 PSIG) pressures.
The pressure display reading should be within two PSIG of the calibration gauge
reading throughout the entire pressure range. A pressure transducer that fails the
calibration check must be replaced.
4.13 KOH Flow Switch Check
The KOH flow switch (FS1) is located in the KOH plumbing between the heat
exchanger and the electrolysis module. The flow switch is a vane-operated device
that is actuated by the flow of the KOH electrolyte. If the switch is suspected of
being defective, it should be removed to check that the vane is free to actuate.
1. Drain the system using the electrolyte drain procedure.
2. Loosen the wing nut and remove the hinged Tri-Clover clamp securing the
flow switch assembly to the tee in the KOH plumbing.
3. Remove the flow switch and check that the vane is free to move.
HM Generator Operations and Maintenance Manual March 2007
4-39
4. Check that Slot 1 input LED 6 lights when the switch is manually actuated.
If the vane is free to move but the switch does not activate, the internal
switch assembly can be replaced.
A parts diagram of the flow switch is shown in Figure 4-13. Note that the
alignment of the switch within the flow switch housing is critical.
5. Mark the orientation of the internal switch assembly before removing it
from the housing.
6. Loosen the set screw using an Allen head wrench and gently pull on the
wiring to remove the switch assembly.
7. After replacing the switch, reinstall the switch assembly to the original
orientation and tighten the set screw.
March 2007 HM Generator Operations and Maintenance Manual
4-40
Figure 4-13 Flow Switch
Check the flow switch actuation before replacing the flow switch in the system.
Check that the gasket on the Tri-Clover fitting is in the proper position. If the gasket
has been damaged it must be replaced. Insert the flow switch assembly into the
tee in the proper direction. An arrow engraved on the body of the flow switch
housing must be oriented in the direction of the electrolyte flow (towards the
module). Attach and hand tighten the hinged Tri-Clover clamp.
HM Generator Operations and Maintenance Manual March 2007
4-41
4.14 Feedwater Pump Priming and Purging
The feedwater pump should not be allowed to run dry for more than 90 seconds or
internal damage may occur. Priming the feedwater pump assures that the pump is
supplied with water to prevent damage from running dry. This procedure is also
used to purge the feedwater plumbing of inferior water after a low feedwater
resistivity shutdown alarm. The cause of the inferior water must be corrected or the
shutdown will be repeated.
Priming the feedwater pump and feedwater purging proceeds as follows:
1. Attach a drain line to the feedwater drain port located in the lower rear of
the unit.
2. Open the feedwater purge valve MV2.
3. Press and hold the "Manual Feedwater Pump Switch" touch button on the
"System Information" screen to manually run the pump. When water flows
out of the drain port the pump has been primed. If the system is shutdown
on low feedwater resistivity, allow the pump to run until the light on the
water quality probe changes from red to green. Do not allow the pump to
run dry.
4. Close valve MV2 and remove the drain line.
4.15 Feedwater Monitor Check
A feedwater probe that is suspected of not indicating correctly should be removed
and checked. Turn off the feedwater supply at the generator and open the
feedwater drain port to drain the feedwater plumbing. Remove the probe by
unthreading it out of the plastic tee.
To check that the probe responds, dip the end of the probe normally submerged in
feedwater into a container of tap water. Keep the probe submerged until Slot 1
input LED 10 comes on to check the feedwater quality monitor. This may take as
long as 10 seconds because of a time delay in the monitor relay. The touch screen
should indicate a feedwater quality alarm. If not the probe should be replaced.
4.16 Dryer Maintenance
Proper dryer regeneration requires an accurately controlled purge rate. The orifice
and check valves must be periodically removed and cleaned to assure the correct
March 2007 HM Generator Operations and Maintenance Manual
4-42
purge rate is maintained. Components for controlling the dryer purge are all
arranged in a preassembled dryer purge control assembly, shown in Figure 4-14.
Removing the entire assembly provides the easiest access to the individual
components within the assembly.
Periodic replacement of the molecular sieve beads in the dryers is not necessary.
However, if misused, the beads can become saturated to a state in which complete
regeneration of a dryer is not possible. The dryers should then be repacked with
fresh molecular sieve. Monitoring product gas humidity will give the operator a
direct indication of the condition of the dryer beads. If the operator is not measuring
product gas humidity and is still concerned about maintaining minimum moisture
content, then periodic molecular sieve replacement is recommended.
HM Generator Operations and Maintenance Manual March 2007
4-43
Figure 4-14 Dryer Purge Control Assembly
4.16.1 Orifice Maintenance
The dryer orifice is located in the dryer purge control assembly (Figure 4-15)
adjacent to the dryers. The orifice connects the output plumbing of the two dryers
just below the dryer filters. To service the orifice, first remove the dryer purge
control assembly. The orifice is in the union fitting connecting the two tees at the
March 2007 HM Generator Operations and Maintenance Manual
4-44
filter outlets. Remove and inspect the orifice fitting. Clean the orifice and the
interconnecting tubing. After cleaning, reassemble all the parts of the assembly
and reinstall in the system.
Figure 4-15 Dryer Check Valve
HM Generator Operations and Maintenance Manual March 2007
4-45
4.16.2 Check Valve Maintenance
The check valves which follow the dryer filters (CV2 and CV3) should be serviced
once a year or sooner if a problem is suspected. The yearly service interval allows
the dryer check valves to be cleaned and repaired at the same time the dryer filters
are replaced. After removing the dryer purge control assembly (Figure 4-14), the
valves can be removed for service. Two special tools, an adjusting tool and a nut
driver, are supplied for servicing the check valves. Figure 4-15 shows all the parts
of the check valve.
The cleaning and repair procedure for all of the check valves is as follows:
1. Fit the adjusting tool over the spring guide (3-fingered spider) in the outlet
end of the valve. Place the nut driver inside the adjusting tool, loosen, and
remove the lock nut.
2. Insert a screwdriver into the slot in the head of the poppet and use the
adjusting tool to remove the spring guide.
3. Remove the spring and poppet.
4. Clean and inspect all the parts. If there is any evidence of KOH or
potassium carbonate (white crystalline deposits) clean all the parts with a
boric acid solution followed by distilled or deionized water.
5. The "Q" ring under the poppet head and the valve spring are available as
replacement parts and should be replaced.
The assembly of the check valve is the reverse of the steps listed above. One side
of the spring guide has a recess on each finger of the spider to center the spring.
The threaded stem of the poppet should be exposed about 1/16 of an inch (1.6
mm) after the lock nut is in place. This will result in a cracking pressure of about 1
PSIG (0.07 kg/cm
2
).
4.16.3 Molecular Sieve Change
The dryers must be removed from the system to change the molecular sieve beads
and de-oxo catalyst pellets. Before removing, ensure that the internal pressures
are reduced to atmospheric and the dryers are cool. Remove the orifice/filter
assembly from the Swagelok tees near the top of the dryers. Disconnect the tees
from the dryers and loosen the Swagelok fittings at the bottom inlet port of the
dryers. Remove the protective cover over the heater terminals and disconnect the
electrical leads. Loosen the clamps securing the dryers to the frame assembly and
lift the dryers out of the system.
March 2007 HM Generator Operations and Maintenance Manual
4-46
Refilling a hydrogen dryer requires approximately 13 pounds (5.9 kg) of molecular
sieve and 1 pound (0.45 kg) of catalyst. The two materials are filled in alternating
layers. A 1000 ml graduate is required to measure the quantity of each layer.
When handling the molecular sieve beads, avoid contact with water. The beads
become very hot when wetted.
The procedure for changing the molecular sieve follows:
1. Remove the one-inch fill port on the top of the dryer, invert the dryer, and
empty the contents.
2. Wash the interior of the dryer with clean water to remove dust and broken
beads. Allow the interior to dry before refilling.
3. Using an ohmmeter, check the continuity of the dryer heater. Also, check
that there are no electrical shorts between the heater and the dryer vessel.
4. Pour 575 ml of molecular sieve into the dryer. The first layer of molecular
sieve should be poured in slowly with the dryer tilted at about 45 degrees.
Upright the dryer in a vertical position after the first layer is poured.
5. Pour 55 ml of catalyst in the dryer.
6. Keeping the dryer vertical, repeat the above two steps until 8 layers of
molecular sieve and 8 layers of catalyst have been added to the dryer.
7. Fill the remaining portion of the dryer with molecular sieve until the level is
3.5 inches (9 cm) below the upper edge of the fill port.
8. Apply two turns of Teflon pipe-sealant tape to the threads of the fill port
plug and install the plug.
Reinstalling the dryers in the system is the reverse of the removal procedure. Keep
the dryer in a vertical position at all times. When positioning, ensure that the small
support bracket welded to the dryer is resting on the rail assembly at the lower
dryer clamp.
4.16.4 Gas Filter Replacement
There is a product gas filter in the outlet plumbing of each dryer in the system.
These filters should be changed once a year or sooner if an acceptable product gas
delivery pressure cannot be maintained.
To replace the filters, first remove the dryer purge control assembly (Figure 4-14).
Remove and replace each filter. Reinstall the completed assembly into the system
HM Generator Operations and Maintenance Manual March 2007
4-47
and tighten all Swagelok connections.
4.17 Temperature Regulating Valve Check
Maintaining precise position control of the temperature regulating valve is crucial for
accurate cooling water control. The operation of the temperature regulating valve
with varying electrolyte temperature can be monitored on the touch screen display
"Temperature Control Valve Position" screen that is accessed from the "System
Information" screen.
Correct zero positioning of the valve can be checked when the electrolyte
temperature is below the operating control range and the valve position shown on
the touch screen is 0 % open. Verify that the valve is fully closed.
Close the facility cooling water valve. Restart the generator. As the temperature
increases, the valve will begin to open. When the valve position shown on the
touch screen reaches 100%, verify the valve is fully opened (allow for a time lag in
the valve). Slowly open the facility cooling water valve. After a few minutes the
temperature and valve position should stabilize.
4.18 Dryer Switching Valve Check
The dryer switching valve (BV2) is a 4-way motor-actuated ball valve. The
valve has three wires: one hot wire for one direction from center, one hot wire for
the other direction from center and a shared common wire.
Look at the dryer display on the touch screen and check the following to
determine if the valve is operating correctly.
If dryer 1 is online, the pressure transducer (PT3) and pressure gauge should
show pressure similar to the hydrogen system pressure. The actuator is in the
full clockwise position (CW), Port 2 is connected to Port 1 and Port 4 is
connected to Port 3. The indicating arrow on the actuator points towards Dryer 1
at approximately a 45 degree angle and the nut on the connector between the
valve stem and actuator also points towards Dryer 1.
If dryer 2 is online, the pressure transducer (PT4) and pressure gauge should
show pressure similar to the hydrogen system pressure. The actuator is in the
March 2007 HM Generator Operations and Maintenance Manual
4-48
full counter-clockwise position (CCW), Port 2 is connected to Port 3 and Port 4 is
connected to Port 1. The indicating arrow on the actuator points towards Dryer 2
at approximately a 45 degree angle and the nut on the connector between the
valve stem and actuator faces the outside of the generator frame.
If the dryers do not function in this manner or the generator encounters multiple
dryer purge or cycle alarms, contact Teledyne Energy Systems for further
assistance.
HM Generator Operations and Maintenance Manual March 2007
5-1
5 Troubleshooting Guide
The following troubleshooting guide is presented to provide the operator with
possible causes and recommended action for diagnosing and correcting system
malfunctions. The guide references many of the maintenance and calibration
procedures described in Section 4. The malfunctions are divided into two
categories, those directly indicated by the digital display, and those not directly
indicated by an alarm condition. The indicated system shutdowns are presented
first.
Indicator Possible
Cause
Corrective
Action
High KOH temperature Inadequate cooling water. Check facility cooling water
source and supply
plumbing.
Temperature regulating
valve (BV1) failure (closed).
Check ball valve and
motor actuator and repair
or replace.
KOH control thermocouple
(TC1) defective.
Check and replace
thermocouple.
Module outlet
thermocouple (TC2)
defective.
Check and replace
thermocouple.
Clogged module preventing
electrolyte circulation.
See internal module
inspection.
High KOH level Reservoir overfilled. See electrolyte fill
procedure.
Level switch LS1 defective
(shorted).
Check and replace level
switch.
Level switch LS2 defective
(opened).
Check and replace level
switch.
Low KOH level Feedwater supply
restricted.
Check feedwater source
and supply plumbing.
Feedwater pump not
primed.
See feedwater pump
priming procedure.
Feedwater pump relay (K2)
defective.
Check and replace
feedwater pump relay.
Feedwater pump failure. Check and replace
feedwater pump or motor.
Level switch LS1 defective
(opened).
Check and replace level
switch.
Feedwater valve SV1
failure.
See valve and regulator
maintenance and
calibration; solenoid valves.
March 2007 HM Generator Operations and Maintenance Manual
5-2
Indicator Possible
Cause
Corrective
Action
Feedwater check valve
(CV1) failure.
Check and replace
feedwater check valve.
Low KOH flow KOH filter clogged. See KOH filter
replacement procedure.
KOH pump damaged. See KOH pump inspection
procedure.
KOH flow switch failure. See KOH flow switch
check.
KOH pump relay (K1)
defective.
Check and replace KOH
pump relay.
High hydrogen pressure Hydrogen pressure
transducer (PT1) defective.
See pressure transducer
calibration check.
High oxygen pressure Oxygen vent line blocked. Open oxygen vent line.
Oxygen pressure
transducer (PT2) defective.
See pressure transducer
calibration check.
Oxygen regulator (DPR2)
failure.
See valve and regulator
maintenance and
calibration; differential
pressure regulator.
Low hydrogen or oxygen
pressure.
Back pressure regulator
(BPR1) setting incorrect
(too low).
Increase BPR setting.
Gas plumbing leak. See system pressure test
procedure.
System vent valve (SV2)
failure.
See valve and regulator
maintenance and
calibration; solenoid valves.
System relief valve (RV1)
failure.
See valve and regulator
maintenance and
calibration; relief valve.
Back pressure regulator
failure.
See valve and regulator
maintenance and
calibration; back pressure
regulator.
Differential pressure
regulator (DPR1 or DPR2)
failure.
See valve and regulator
maintenance and
calibration; differential
pressure regulator.
Pressure transducer (PT1
or PT2)) defective.
See pressure transducer
calibration check.
Low differential pressure Vent line blocked. Open vent lines.
HM Generator Operations and Maintenance Manual March 2007
5-3
Indicator Possible
Cause
Corrective
Action
Differential pressure
regulator (DPR1 or DPR2)
failure.
See valve and regulator
maintenance and
calibration; differential
pressure regulator.
Module or matrix barrier
cross leak.
See cross leak check.
Low prepressurization Hydrogen plumbing leak. See system pressure test
procedure.
Module or matrix barrier
cross leak.
See cross leak check.
Hydrogen pressure
transducer (PT1) defective.
See pressure transducer
calibration check.
Hydrogen regulator (DPR1)
failure.
See valve and regulator
maintenance and
calibration; differential
pressure regulator.
High hydrogen in oxygen High hydrogen
concentration at start-up.
See hydrogen in oxygen
monitor maintenance and
calibration.
Hydrogen in oxygen flow
rate incorrect.
See hydrogen in oxygen
monitor maintenance and
calibration; flow controller.
Hydrogen in oxygen
catalyzed sensor (TC3)
defective.
See hydrogen in oxygen
monitor maintenance and
calibration; temperature
sensor.
Ambient air thermocouple
(TC4) defective.
Check and replace
thermocouple.
Module or matrix barrier
cross leak.
See cross leak check.
Power supply alarm Check power supply for
cause.
See power supply manual.
Low feedwater resistivity Poor quality feedwater. See feedwater pump
priming and purging.
Feedwater monitor
defective.
See feedwater monitor
check.
External alarm External alarm Check for alarm signal from
external source.
Missing jumper on normally
closed external alarm
circuit.
Replace NC jumper.
Loss of power Momentary loss of power Restart generator.
March 2007 HM Generator Operations and Maintenance Manual
5-4
Indicator Possible
Cause
Corrective
Action
Low or high ambient
temperature
Excessively hot or cold. Conditioned space
required for generator
operation.
Ambient air thermocouple
(TC4) defective.
Check and replace
thermocouple.
Dryer Cycle Failure 4-way dryer valve (BV2)
failure.
See dryer switching valve
check.
Dryer pressure transducer
(PT3 or PT4) defective.
See pressure transducer
calibration check.
Dryer vent valve (SV4)
failure.
See valve and regulator
maintenance and
calibration; solenoid valves.
Vent line blocked. Open vent lines.
Dryer Purge Failure Clogged Orifice (OR1) See orifice maintenance.
Dryer pressure transducer
(PT3 or PT4) defective.
See pressure transducer
calibration check.
Dryer vent valve (SV4)
failure.
See valve and regulator
maintenance and
calibration; solenoid valves.
The remaining malfunctions are not directly indicated and will not cause system
shutdown. These problems are generally not as severe as the preceding
shutdowns. However, the symptoms should be recognized and the problem
corrected.
Indicator Possible
Cause
Corrective
Action
Power supply does not
come on.
Power supply main circuit
breaker open.
Reset circuit breaker.
Power supply start
contactor defective.
Check and replace
contactor.
Power supply control circuit
fuse open.
Check and replace fuse.
Power supply temperature
switch open.
Allow power supply to cool
off.
Generator does not start. Programmable controller
not in run mode
Switch controller to run
mode.
Program not installed in
controller.
Load program into RAM or
install EEPROM.
No dc power for electrolysis Power supply on/off relay
defective..
Check and replace relay.
Power supply SCR fuse
open.
Check and replace fuse.
HM Generator Operations and Maintenance Manual March 2007
5-5
Indicator Possible
Cause
Corrective
Action
Power supply SCR or diode
failure.
Check and replace failed
components.
Power supply control board
failure.
Check and replace control
board.
Cannot produce full
capacity
Restriction in facility
delivery line.
Check facility delivery
plumbing.
Temperature regulating
valve (BV1) out of position.
See temperature
regulating valve check.
Temperature regulating
valve (BV1) failure (open).
Check ball valve and
motor actuator and repair
or replace.
Power supply SCR fuse
open.
Check and replace fuse.
Power supply SCR or diode
failure.
Check and replace failed
components.
Power supply control board
failure.
Check and replace control
board.
High voltage operation. KOH concentration
incorrect.
See electrolyte check
procedure.
Module power cable
connections defective.
Clean and tighten cable
connectors.
Voltmeter inaccurate. Check and replace
voltmeter.
Abnormal differential
pressure
Vent line blocked. Open vent line.
Differential pressure
regulator (DPR1 or DPR2)
failure.
See valve and regulator
maintenance and
calibration, differential
pressure regulator.
HM Generator Operations and Maintenance Manual March 2007
6-1
6 System Schematics
March 2007 HM Generator Operations and Maintenance Manual
6-2
HM C1D2 WIRING DIAGRAM
(WIRE NUMBERS-COLORS ARE SHOWN IN SMALL TEXT)
L2/N
L1
LG
GR
+24
VDC
-24
VDC
CPU POWER SUPPLY
001-BLK
GND
GND
JUMPER FOR 115 VAC
032-BLK
OMRON SYSMAC C SERIES
C200HW- PA204S
TB1
1
2
3
4
5
6
7
8
9
10
15
16
17
18
19
20
033-WHT
002-WHT
180-GRN
164-GRN
13
14
HM Generator Operations and Maintenance Manual March 2007
6-3
HM C1D2 WIRING DIAGRAM
(WIRE NUMBERS-COLORS ARE SHOWN IN SMALL TEXT)
B0
0
B1
2
B2
4
B3
6
B4
8
B5
10
B6
12
B7
14
B8
NC
B9
NC
AC INPUT MODULE TERMINAL BLOCK
(PLC ADDRESSES ARE SHOWN IN ITALIC TEXT)
A0
1
A1
3
A2
5
A3
7
A4
9
A5
11
A6
13
A7
15
A8
COM
00000
00001
00002
00003
00004
00005
00006
00007
00008
00009
00010
00011
00012
00013
00014
00015
SLOT NO. 1
AC INPUT IA122
CHANNEL 000
011-BLK
NC
NO
TB2
9
10
LS1
RED RED
FW ADD NC
006-WHT
005-BLK
TB1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
LS2
YEL YEL
HIGH LEVEL NC
007-BLK
008-WHT
FS1
BLK BLU
LOW FLOW NO
010-RED
009-BLK
014 - BLK
POWER
SUPPLY
ALARM
015 - WHT
012-BLK
REMOTE ALARM
SHUTDOWN
March 2007 HM Generator Operations and Maintenance Manual
6-4
K6
SHUTDOWN
INDICATOR
14 13
SV3
CONDSR
VALVE
HM C1D2 WIRING DIAGRAM
(WIRE NUMBERS-COLORS ARE SHOWN IN SMALL TEXT)
A0
0
A1
1
A2
2
A3
3
A4
4
A5
5
A6
6
A7
7
A8
COM
A9
NC
AC OUTPUT MODULE TERMINAL BLOCK
(PLC ADDRESSES ARE SHOWN IN ITALIC TEXT)
00100
00101
00102
00103
00104
00105
00106
00107
SLOT NO. 2
TRIAC OUTPUT OA223
CHANNEL 001 TB1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
K1
KOH PUMP
3 4
K2
FW PUMP
4 3
SV1
FEEDWATER
SV2
VENT VALVE
SV8
FEEDWATER
SV5
DRYER VENT
017-BLK
019-BLK 020-RED
016-BLK
022-WHT
021-BLK
023-BLK
024-RED
003-BLK
27-BLK 028-RED
004-RED
026-RED 025-BLK
168-WHT 167-BLK
K5
POWER SUPPLY
INHIBIT
4 3
029-BLK 030-WHT
K7
RUN
INDICATOR
14 13
170-WHT 169-BLK
018-WHT
31-BLK
HM Generator Operations and Maintenance Manual March 2007
6-5
HM C1D2 WIRING DIAGRAM
(WIRE NUMBERS-COLORS ARE SHOWN IN SMALL TEXT)
ANALOG INPUT MODULE TERMINAL BLOCK
(PLC ADDRESSES ARE SHOWN IN ITALIC TEXT)
SLOT NO. 3
ANALOG INPUT AD003
DEVICE NO. 0
CHANNELS 100-109
FEEDWATER
QUALITY
TRANSMITTER
R1
- +
+24
VDC
-24
VDC
+24
VDC
-24
VDC
051-WHT
B0
I2+
B1
V2+
B2
V2-
B3
I4+
B4
V4+
B5
V4-
B6
COM
B7
I6+
B8
V6+
B9
V6-
B10
I8+
B11
V8+
B12
V8-
B13
COM
035-WHT
A3
COM
A4
I3+
A0
I1+
A1
V1+
A2
V1-
A5
V3+
A6
V3-
A7
I5+
A8
V5+
A9
V5-
A10
COM
A11
I7+
A12
V7+
A13
V7-
H2 PRESSURE
0-10 VDC
PT1
EXC COM OUT
O2 PRESSURE
0-10 VDC
PT2
EXC COM OUT
DRYER PRESSURE
0-10 VDC
PT3
EXC COM OUT
DRYER PRESSURE
0-10 VDC
PT4
EXC COM OUT
034-RED
038-RED
042-RED
077-RED
037-BLK
041-BLK
045-BLK
080-BLK
TB 3
2
7
4
9
3
8
036-BLK
039-WHT
040-BLK
044-BLK
043-WHT
078-WHT
079-BLK
050-RED
052-BLK
Channel
105
101
102
103
104
March 2007 HM Generator Operations and Maintenance Manual
6-6
B0
V1+
B1
I1+
B2
P1+
B3
V2+
B4
I2+
B5
P2+
B6
NC
B7
AH1
B8
AH2
B9
COM
A0
V1-
A1
I1-
A2
P1-
A3
V2-
A4
I2-
A5
P2-
A6
NC
A7
AL1
A8
AL2
SLOT NO. 4
ANALOG OUTPUT DA001
DEVICE NO. 1
CHANNELS 110-119
HM C1D2 WIRING DIAGRAM
(WIRE NUMBERS-COLORS ARE SHOWN IN SMALL TEXT)
ANALOG OUTPUT MODULE TERMINAL BLOCK
(PLC ADDRESSES ARE SHOWN IN ITALIC TEXT)
110
111
POWER
SUPPLY
CURRENT
CONTROL
0-10VDC
TB2
7
8
055-BLK
056-BLK
TB3
4
7
RED
085-RED
BLK
WHT
BV1
086-WHT
087-BLK
088-BLK
+24V
-24V
HM Generator Operations and Maintenance Manual March 2007
6-7
B0
L1+
B1
NC
B2
L2+
B3
NC
B4
R+
B5
R-
B6
L3+
B7
NC
B8
L4+
B9
NC
A0
L1-
A1
NC
A2
L2-
A3
NC
A4
NC
A5
NC
A6
L3-
A7
NC
A8
L4-
SLOT NO. 5
TEMPERATURE INPUT
TS001
DEVICE NO. 2
CHANNELS 120-129
HM C1D2 WIRING DIAGRAM
(WIRE NUMBERS-COLORS ARE SHOWN IN SMALL TEXT)
TEMPERATURE INPUT MODULE TERMINAL BLOCK
(PLC ADDRESSES ARE SHOWN IN ITALIC TEXT)
121
122
KOH CONTROL
THERMOCOUPLE
TC1
MODULE OUTLET
THERMOCOUPLE
TC2
123
124
H2 IN O2
CATALYST
THERMOCOUPLE
TC3
AMBIENT AIR
THERMOCOUPLE
TC4
TYPE J
+ white
- red
058-WHT
059-RED
TYPE J
+ white
- red
060-WHT
061-RED
TYPE J
+ white
- red
062-WHT
063-RED
TYPE J
+ white
- red
064-WHT
065-RED
March 2007 HM Generator Operations and Maintenance Manual
6-8
HM C1D2 WIRING DIAGRAM
(WIRE NUMBERS-COLORS ARE SHOWN IN SMALL TEXT)
AC OUTPUT MODULE TERMINAL BLOCK
(PLC ADDRESSES ARE SHOWN IN ITALIC TEXT)
SLOT NO. 6
TRIAC OUTPUT OA223
CHANNEL 005
A0
0
A1
1
A2
2
A3
3
A4
4
A5
5
A6
6
A7
7
A8
COM
A9
NC
00500
00501
00502
00503
00504
00505
00506
00507
TB1
15
16
20
5
115 VAC
COM
K3
HEATER #1
4 3
K4
HEATER #2
4 3
SV4
DRYER PURG
SV6
H2 PURG
SV7
O2 PURG
SV9
H2 IN O2
FLOW
066-BLK 067-WHT
069-WHT 068-BLK
070-BLK 071-RED
072-BLK
074-BLK
187-BLK
073-RED
075-RED
188-RED
76-BLK
115 VAC
SV10B
DRYER
SV10A
DRYER
084-RED
082-RED
081-BLK
083-BLK
HM Generator Operations and Maintenance Manual March 2007
6-9
HM C1D2 WIRING DIAGRAM
(WIRE NUMBERS-COLORS ARE SHOWN IN SMALL TEXT)
DATA CABLE
TO
PLC BACKPLANE
NT600S
TOUCH SCREEN
24 VDC
- +
-V +V
24 VDC
POWER SUPPLY
S8VS-12024
L N
TB 1
1
20
TB 2
3
4
GND
165-GRN
105-WHT
104-BLK 100-BLK
101-WHT
185-BLK 186-WHT
115 VAC
FROM
POWER SUPPLY
March 2007 HM Generator Operations and Maintenance Manual
6-10
KOH PUMP
K5
POWER SUPPLY
INHIBIT
1 2
HM C1D2 WIRING DIAGRAM
(WIRE NUMBERS-COLORS ARE SHOWN IN SMALL TEXT)
115 VAC POWER CIRCUITS
182-GRN
GROUND PAD
GDPD
CUSTOMER
DRY CONTACT
RELAYS
DRYER HEATER #1
DRYER HEATER #2
K1
KOH PUMP
1 2
106-BLK
108-BLK
107-BLK
109-BLK
110-RED
FEEDWATER PUMP
181-GRN K2
FW PUMP
1 2
111-BLK
112-BLK
113-RED
K3
1 2
114-BLK
115-BLK
K4
1 2
118-BLK
117-BLK
175-BLK
177-BLK
178-BLK
116-RED
119-RED
196-BLK
197-BLK
SW1
EMERGENCY
STOP
5
1
TB2
6
11
12
13
14
15
16
17
18
19
20
1 2
GROUND PAD
GDPD
176-BLK
K7 1
5 9
C NO
NC
RUN INDICATOR
SHUTDOWN INDICATOR
K6
9 5
1
C
NC
NO
HM Generator Operations and Maintenance Manual March 2007
6-11
HM C1D2 WIRING DIAGRAM
(WIRE NUMBERS-COLORS ARE SHOWN IN SMALL TEXT)
GENERATOR TO POWER SUPPLY CIRCUITS
130-RED
131-GRN
132-ORG
133-BLU
134-WHT/BLK
135-RED/BLK
136-GRN/BLK
137-ORG/BLK
138-BLU/BLK
139-BLK/WHT
140-RED/WHT
141-GRN/WHT
142-BLU/WHT
143-WHT
+
-
L
N
L
N
L
N
L
N
POWER SUPPLY INHIBIT
CURRENT CONTROL, 0-10VDC
POWER SUPPLY ALARM
CONTROL POWER CIRCUIT, 3A
KOH PUMP POWER CIRCUIT, 16A
FEEDWATER PUMP CIRCUIT, 10A
DRYER HEATER CIRCUIT, 10A
TB2
1
5
6
7
8
9
10
3
4
11
12
13
14
15
16
PS1
TB2
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
POWER
SUPPLY
TERMINAL
STRIP
195-BLK
EMERGENCY STOP
HM Generator Operations and Maintenance Manual March 2007
7-1
7 Parts List
FIG # ITEM # PID No. DESC
4-1 3 O-RING
4-1 4 SCREEN, FLOW
4-1 5 PLAQUE, NICKEL
4-1 6 MATRIX
4-1 7 PLAQUE, NICKEL
4-2 3 GASKET
4-2 8 GASKET, KOH FILTER ELEMENT
4-2 9 KOH FILTER ELEMENT - MODIFIED
4-3 5 FEEDWATER FILTER ELEMENT
4-4 1 O-RING (EPT)
4-4 4 PUMP INSERT ASSEMBLY
4-4 5 STD IMPELLER & MAGNET ASSY.
4-4 6 O-RING (EPT) KOH PUMP
4-4 7 IMPELLER MAGNET HOUSING
4-4 11 MOTOR, KOH PUMP
4-5 1 BPR1 REGULATOR, BACK PRESSURE
4-5 2 SV2 VALVE, SOLENOID
4-5 3 RV1 VALVE, RELIEF
4-5 4 DPR1 REGULATOR ASSY., SHUTDOWN
4-8 SHUTDOWN REGULATOR REFURB KIT
4-9 RUN REGULATOR REFURB KIT
4-13 6 GASKET
4-14 1 GAS FILTER (SILSCO)
4-14 2 CV2, CV3 VALVE, CHECK (EPT SEAT)
4-14 3 OR1 ORIFICE
A-2 1 PMP-1 KOH PUMP ASSEMBLY
March 2007 HM Generator Operations and Maintenance Manual
7-2
FIG # ITEM # PID No. DESC
A-2 4 EM-1 MODULE
A-2 6 TC1, TC2 THERMOCOUPLE PROBE
A-2 8 MV1 BALL VALVE
A-2 10 KOHR-1 KOH RESEVOIR
A-2 15 LS1, LS2 LEVEL, SWITCH
A-2, 4-2 3, 2 FITTING CLAMP
A-2, 4-13 13, 7 FITTING CLAMP
A-2, 4-13 14, 4 FS1 FLOW SWITCH
A-2, 4-13 16, 2 SEALING FITTING
A-2, A-3 5, 5 HE-1 HEAT EXCHANGER ASSEMBLY
A-3 7 CV1 CHECK VALVE
A-3 8 SV1, SV8 VALVE, SOLENOID
A-3 9 MV2 FEEDWATER PURGE VALVE
A-3 11 FEEDWATER PUMP MOTOR
A-3 11 PUMP, PROCON (1622X)
A-3 11 PMP-2 FEEDWATER PUMP ASSEMBLY
A-3 12 R1 FEEDWATER QUALITY MONITOR
A-3 17 BV1 COOLING WATER VALVE
A-3 19 MV3 VALVE, CONDENSER WATER
A-3 21 SV3 VALVE, SOLENOID
A-3, A-4 1, 8 HC-1, OC-1 CONDENSER ASSEMBLY
A-4 6 TAMB-1 TRAP/ MATRIX BARRIER
A-4 7 T-1 TRAP
A-4 11 DPR2 REGULATOR ASSY., RUN (O2)
A-4 12 FT-1 FILTER TANK
A-4 13 FC1 FLOW CONTROLLER
A-4 14 FM1 FLOWMETER
A-4 15 FA FLAME ARRESTOR
A-4 16 TC3 H2 IN O2 PROBE ASSEMBLY
HM Generator Operations and Maintenance Manual March 2007
7-3
FIG # ITEM # PID No. DESC
A-4 17 FPR1 N2 REGULATOR FORWARD PRESS
A-4 19 PG5 PRESSURE GAUGE
A-4 20 SV9 VALVE, SOLENOID
A-4, A-5 3, 1 PG1, PG2 PRESSURE GAUGE HM
A-4, A-6 18, 5, 11 SV6, SV7, SV4, SV5 VALVE, SOLENOID
A-4, A-6 4, 4 PT1, PT2, PT3 PRESSURE TRANSDUCER
A-5 2 TOUCH SCREEN DISPLAY
A-5 7 TERMINAL BLOCK
A-5 8 POWER SUPPLY
A-5 10 RECEPTACLE
A-5 11 POWER SUPPLY
A-5 13 CENTRAL PROCESS UNIT HM
A-5 14 EEPROM HM
A-5 16 AC INPUT MODULE
A-5 17 TRIAC OUTPUT UNIT
A-5 18 ANALOG INPUT UNIT HM
A-5 19 ANALOG OUTPUT UNIT HM
A-5 20 TEMPERATURE INPUT UNIT HM
A-5 30 24 VDC OUTPUT MODULE
A-5 21 MOUNTING PLATE
A-5 22 RELAY, SOLID STATE HM
A-6 1 HYDROGEN SUPPLY TUBE
A-6 2 BV2 VALVE, 2-WAY MOTOR OPERATED
A-6 4 PT1, PT2 PRESSURE TRANSDUCER
A-6 7 DRYER
A-6 10 PG3, PG4 PRESSURE GAUGE
A-6 13 SPARES KIT FOR 26-2321-24-102
A-6, 4-5 12, 3 RV2 RELIEF VALVE
A-6, 4-5 13, 1 BPR2 BACK PRESSURE REGULATOR
March 2007 HM Generator Operations and Maintenance Manual
7-4
FIG # ITEM # PID No. DESC
HEX KEY WRENCH ("UNBRAKO")
TEFLON RING
O-RING, .554
OPEN-END WRENCH, 2"
GAS DRYER REFILL KIT
BULKHEAD, UNION
CABLE FOR TERMINAL, 2-METER
TERMINAL, HAND-HELD
MODULE COVER ASSEMBLY - HM 100
CROSS LEAK FITTING ASSEMBLY
FUNNEL (OR 14491-563A)
ADJUSTING TOOL
NUT DRIVER
FILTER TANK REFILL KIT
DEEP WELL SOCKET 3/8" DRIVE
RELAY
HM Generator Operations and Maintenance Manual March 2007
8-1
8 Optional Instrumentation
8.1 INSTRUMENT DESCRIPTION
8.1.1 INTRODUCTION
A combustible gas detector, a hygrometer, or a trace oxygen analyzer can be
added to the generator as options. One, two or all of these instruments can be
connected to the generator. They each transmit a 4-20 mA signal and are wired
directly to the PLC. The data is then displayed on the touch screen of the generator.
The data is also compared with warning and alarm set points to initiate these if
necessary.
8.1.2 COMBUSTIBLE GAS DETECTOR
The combustible gas detector uses a catalytic bead sensor to monitor the
presence of hydrogen in the room. The sensor uses two alumina beads surrounded
by platinum wire and heated to a high operating temperature. One bead is catalyzed
to promote reaction with the combustible gas. The other bead does not react with
combustibles and serves as a reference. The two beads are placed in separate legs
of a wheatstone bridge circuit and are exposed to same conditions. The electrical
resistance of the catalyzed bead increases as the bead heats up in the presence of a
combustible gas. The output of the wheatstone bridge changes to signal the
combustible concentration. The sensor output is 4-20 milliamps corresponding to 0
to 100 percent of the lower explosion limit (LEL) of hydrogen in air. The combustible
gas detector is interlocked with the HM generator, shutting down the generator in the
event of a combustible alarm.
The combustible detector is calibrated with a hydrogen in air mixture. A
calibration kit with a calibration gas is available. More information on the sensor and
the calibration kit can be found in the manufacturers manuals.
8.1.3 HYGROMETER
Moisture in the hydrogen product from the generator is monitored with an in-
line hygrometer. The hygrometer uses an aluminum oxide moisture sensor. Water
molecules which are absorbed on the oxide structure of the sensor effect the
electrical capacitance of the material. The amount of water absorbed is a function of
the vapor pressure of the gas being sampled which corresponds to an electrical
impedance measured by the sensor. The sensor output is 4-20 milliamps
March 2007 HM Generator Operations and Maintenance Manual
8-2
corresponding to -80 to 10 degrees C dew point. The hygrometer can be interlocked
with the generator to shutdown the generator in the event of a high-moisture alarm.
More information on the hygrometer can be found in the manufacturers manual.
8.1.4 TRACE OXYGEN ANALYZER
An oxygen analyzer is used to monitor trace amounts of oxygen in a sample of
the hydrogen before going to storage. The analyzer uses an electrolytic fuel cell
which produces an electrical output proportional to the amount of oxygen being
consumed. The instrument can be selected to operate within 2 different scale
ranges. The ranges are 0-25% and 0-10 ppm. The instrument output is 4-20
milliamps corresponding to the full range of the selected scale. The oxygen analyzer
can be interlocked with the generator, shutting it down in the event of a trace oxygen
alarm.
The analyzer can be calibrated with ambient air. An LED readout on the
instrument is provided for local display. More information on the analyzer can be
found in the manufacturers manual.
8.2 INSTALLATION
8.2.1 COMBUSTIBLE DETECTOR
The combustible gas detector is mounted in the ceiling of the hydrogen
generating room supported by the cable conduit for the detector. The detector
should be installed according to drawing TS1075 included at the end of this manual.
8.2.2 HYGROMETER
The hygrometer sensor is threaded into a sample cell according to drawing
TS1078 included at the end of this manual. The sample cell is either supported by
the tubing runs to which it is connected or it can be mounted to the wall with two
UNF10-32 bolts. A special cable is shipped with the hygrometer. One end of the
cable has a connector which attaches to the top of the hygrometer. The other end is
wired to terminals in the control cabinet of the generator according to the wiring
schematic at the end of this section. The hygrometer is shipped with desiccant
installed in the sample cell which must be removed before operating.
HM Generator Operations and Maintenance Manual March 2007
8-3
8.2.3 TRACE OXYGEN ANALYZER
The oxygen analyzer is mounted as part of a wall mounted panel. The panel
is supported by four mounting holes using bolts. Drawing TS1077 shows the wall
mount hole pattern and the mounting hardware details. The oxygen sensor monitors
a sample of the pressurized hydrogen flowing out of the generator. Tubing from the
delivery line should be routed to the oxygen analyzer panel. After being sampled, the
hydrogen should be vented to the exterior of the building.
8.2.4 WIRING
Refer to the individual instrument instruction manuals for installation and
wiring details. The instruments should be wired to the control panel of the generator
according to the schematic in Figure 8-1.
March 2007 HM Generator Operations and Maintenance Manual
8-4
Figure 8-1: Instrument Wiring Diagram
TRACE O2
+
-
TB4
1
2
3
4
5
6
7
8
9
10
HYGROMETER
+
-
COMBUSTIBLE
GAS
P
S
G
RED
BLACK
INSTRUMENT WIRING DIAGRAM
The schematic in Figure 8-2 shows the internal wires that have been added to the
control panel for the optional instruments.
HM Generator Operations and Maintenance Manual March 2007
8-5
Figure 8-2: Wiring Schematic for Control Panel Instrument Wires
TB3
1
10
TB4
1
2
3
4
5
6
7
8
9
10
SLOT NO. 3
ANALOG INPUT AD003
DEVICE NO. 0
CHANNELS 100-109
202 BLK
201 BLK
205 BLK
204 BLK
208 BLK
206 BLK
209 BLK
210 WHT 211 WHT
200 BLK +24
VDC
-24
VDC
203 WHT
WIRING FOR INSTRUMENTATION IF SUPPLIED
ANALOG INPUT MODULE TERMINAL BLOCK
(PLC ADDRESSES ARE SHOWN IN ITALIC TEXT)
HM C1D2 WIRING DIAGRAM
(WIRE NUMBERS-COLORS ARE SHOWN IN SMALL TEXT)
OPTIONAL
207 WHT
Remove this Jumper
if Instrument is Installed
Add this Jumper
if Instrument is Installed
NOTE:
These wires are in addition to
those shown elseware
Channel
106
107
108
B0
I2+
B1
V2+
B2
V2-
B3
I4+
B4
V4+
B5
V4-
B6
COM
B7
I6+
B8
V6+
B9
V6-
B10
I8+
B11
V8+
B12
V8-
B13
COM
A3
COM
A4
I3+
A0
I1+
A1
V1+
A2
V1-
A5
V3+
A6
V3-
A7
I5+
A8
V5+
A9
V5-
A10
COM
A11
I7+
A12
V7+
A13
V7-
March 2007 HM Generator Operations and Maintenance Manual
8-6
The signals from the instruments are fed into the PLC through the analog input card
according to the following chart.
Analog Input Module Slot No. 3
Channel
No.
Function Operation
0106 Combustible Gas
Detector
4-20 mA
0107 Hygrometer 4-20 mA
0108 Trace Oxygen
Analyzer
4-20 mA
8.3 OPERATION
8.3.1 GENERAL
The instruments each send signals to the PLC and the data is displayed on
the touch screen panel. The PLC also compares the signals to previously set
warning and alarm set points. When activated the alarms will shutdown the
generator. The instrument screens are accessed using touch buttons.
To access these instrument screens press the Instrument Data Display
Menu button from the System Information screen. Any of the instrument screens
can be accessed by pressing the appropriate button on this screen, see Figure 8-3.
HM Generator Operations and Maintenance Manual March 2007
8-7
Figure 8-3: Instrument Menu Screen
8.3.2 INSTRUMENT DATA SCREENS
There are three possible data display screens, one each for the combustible
gas detector, the hygrometer, and the trace oxygen analyzer. These screens display
the instrument reading and the alarm set points. Touch buttons to activate or
deactivate the alarm shutdown (moisture and trace oxygen only) originates on these
screens.
8.3.2.1 COMBUSTIBLE DETECTOR
The combustible detector screen shows the amount of hydrogen as a
percentage of the lower flammable limit of hydrogen in air in the room. This is
commonly referred to as the lower explosion limit or LEL. For hydrogen in air, the
LEL is approximately 4 percent. The reading is shown numerically and as a
horizontal bar graph, see Figure 8-4.
March 2007 HM Generator Operations and Maintenance Manual
8-8
Figure 8-4: Combustible Gas Detector Data Screen
Displayed below the LEL readout is the warning and shutdown alarm set
points. The factory shutdown set point is 50% LEL and the warning set point is 25%.
All of the important generator parameters can be read on this screen. The buttons
along the bottom of the screen provide the same functions as in the other generator
screens.
If a combustible gas warning exists the screen in Figure 8-5 will appear instead of the
normal System Status Screen.
HM Generator Operations and Maintenance Manual March 2007
8-9
Figure 8-5: Combustible Gas Warning Screen
If a combustible gas shutdown occurs the screen in Figure 8-6 will immediately
appear.
Figure 8-6: Combustible Gas Shutdown Screen
March 2007 HM Generator Operations and Maintenance Manual
8-10
8.3.2.2 HYGROMETER
The hygrometer screen shows the dew point in degrees Celsius for the
hydrogen leaving the generator. The reading is shown numerically and as a
horizontal bar graph. The amount of moisture (ppm) can be determined from the
vapor pressure associated with the measured dew point and the total pressure
measured at the hygrometer sensor. See Figure 8-7.
Figure 8-7: Hygrometer Data Screen
Displayed below the dew point readout is the warning and shutdown alarm set
points. The factory shutdown set point is -29 deg C which is 50% or the mid-point of
the 80 to +20 deg C sensor range. The factory warning set point is 54 deg C which
is 25% of the sensor range. All of the important generator parameters can be read on
this screen. The other buttons along the bottom of the screen provide the same
functions as in the other generator screens.
Pressing the Alarm Active button will activate or arm the warning and
shutdown alarms. At this point, a high level of moisture in the product gas will shut
the generator down. While the alarms are activated, the Alarm Active button will be
highlighted. If desired the alarms can be disarmed by pressing the Alarm Off button
and no warnings or shutdowns will occur for a high moisture level. While the alarms
are deactivated, the Alarm Off button will be highlighted.
If a high moisture warning exists the screen in Figure 8-8 will appear instead of the
normal System Status Screen.
HM Generator Operations and Maintenance Manual March 2007
8-11
Figure 8-8: High Moisture Warning Screen
If a high moisture shutdown occurs the screen in Figure 8-9 will immediately
appear.
Figure 8-9: High Moisture Shutdown Screen
March 2007 HM Generator Operations and Maintenance Manual
8-12
8.3.2.3 TRACE OXYGEN ANALYZER
The trace oxygen analyzer monitors the amount of oxygen in the final,
pressurized hydrogen product. The trace oxygen analyzer screen shows the amount
as a percentage of the full range for which the analyzer is set. The analyzer has 2
scale settings 0-25% and 0-10 ppm. The reading is shown numerically and as a
horizontal bar graph as shown in
Figure 8-10: Trace Oxygen Data Screen
.
HM Generator Operations and Maintenance Manual March 2007
8-13
Figure 8-10: Trace Oxygen Data Screen
Displayed below the trace oxygen readout is the warning and shutdown alarm
set points. The factory set point for warning is 25% and for shutdown 50% or the
mid-point the full scale range. All of the important generator parameters can be read
on this screen. The other buttons along the bottom of the screen provide the same
functions as in the other generator screens.
Pressing the Alarm Active button will activate or arm the warning and
shutdown alarms. At this point, a high level of oxygen in the product gas will shut the
generator down. When the alarms are activated, the Alarm Active button will be
highlighted. If desired, the alarms can be disarmed by pressing the Alarm Off button
and no warnings or shutdowns will occur for high oxygen content. While the alarms
are deactivated, the Alarm Off button will be highlighted.
If a high oxygen warning exists the screen in Figure 8-11 will appear instead of the
normal System Status Screen.
March 2007 HM Generator Operations and Maintenance Manual
8-14
Figure 8-11: High Oxygen Content Warning Screen
If a high oxygen shutdown occurs the screen in Figure 8-12 will immediately
appear.
Figure 8-12: High Oxygen Content Shutdown Screen
HM Generator Operations and Maintenance Manual March 2007
8-15
8.3.3 INSTRUMENT OPERATION
The manufacturers instruction manuals with the attachments provide
operational specifications for each of the instruments.
8.3.3.1 COMBUSTIBLE DETECTOR
The combustible gas detector is a self-contained instrument with no local
instrument control necessary. Calibration at the instrument should be performed
periodically. See the detector and the calibration kit manual in for instrument
calibration procedures.
8.3.3.2 HYGROMETER
The hygrometer is a self-contained instrument with no local instrument control
necessary. Field calibration of the instrument is not possible. See the hygrometer
information sheet for calibration information.
8.3.3.3 TRACE OXYGEN ANALYZER
The oxygen analyzer requires a specific sample rate which is controlled at the
local analyzer panel. Set the flow rate to the 1 SCFH level on the flowmeter. See the
manual in the sub-component manual binder for the specific pressure requirements.
The analyzer can be calibrated with air which requires the analyzer to be in
the 0 to 25% scale. The scale can be switched by opening the front panel and
moving the scale switch to the appropriate side. An LCD readout on the instrument is
provided for local display. See the manual in the sub-component manual binder for
the instrument calibration procedures
HM Generator Operations and Maintenance Manual March 2007
9-1
9 Attachments
9.1 Frame Assembly A-1
9.2 Electrolyte Assembly A-2
9.3 Feedwater And Cooling Water Assembly A-3
9.4 Gas Control Assembly A-4
9.5 Control Panel Assembly A-5
9.6 Dryer Assembly A-6
9.7 HM Generator P&I Diagram M14156
9.8 HM Generator Piping Diagram M14001
9.9 Combustible Gas Detector Installation TS1075
9.10 Hygrometer Sensor Installation TS1078
9.11 Trace Oxygen Analyzer Installation TS1077
Das könnte Ihnen auch gefallen
- Sugar Sector PDF - 1608046711Dokument29 SeitenSugar Sector PDF - 1608046711Mustafa Farooq100% (1)
- Petreco BrochureDokument8 SeitenPetreco BrochureDaniel MolinaNoch keine Bewertungen
- Feedwater Pump Turbine Controls and Oil System Maintenance Guide PDFDokument196 SeitenFeedwater Pump Turbine Controls and Oil System Maintenance Guide PDFsamsNoch keine Bewertungen
- NATCO Presentation - Desalters PDFDokument12 SeitenNATCO Presentation - Desalters PDFshahmkamalNoch keine Bewertungen
- Gear Pump Datasheets 1Dokument12 SeitenGear Pump Datasheets 1MauliNoch keine Bewertungen
- Insulation CoordinationDokument75 SeitenInsulation CoordinationDundi Kumar BevaraNoch keine Bewertungen
- IEEE Power and Energy Magazine Volume 9 Issue 3 2011 (Doi 10.1109/mpe.2011.940579) Katiraei, K.F. Agüero, J.R. - Solar PV Integration ChallengesDokument10 SeitenIEEE Power and Energy Magazine Volume 9 Issue 3 2011 (Doi 10.1109/mpe.2011.940579) Katiraei, K.F. Agüero, J.R. - Solar PV Integration Challengesjagadeeshkumar116100% (1)
- Titan HMXT 062007Dokument131 SeitenTitan HMXT 062007Jhofran HidalgoNoch keine Bewertungen
- Catalogo de Partes Compresor Ingersoll Rand PDFDokument34 SeitenCatalogo de Partes Compresor Ingersoll Rand PDFHarold Joel Zurita LinaresNoch keine Bewertungen
- ACI Intl Catalogue 2012Dokument158 SeitenACI Intl Catalogue 2012Владислав Середа100% (1)
- 2749 - Carrier 30 GH 095Dokument16 Seiten2749 - Carrier 30 GH 095Mohammad Amer100% (2)
- Get Big Stay LeanDokument87 SeitenGet Big Stay LeanMatheus Buniotto100% (1)
- Caltex Lubricants Product Guide 2016Dokument193 SeitenCaltex Lubricants Product Guide 2016Arsalan Badar WastiNoch keine Bewertungen
- Instrumentation AssignmentDokument5 SeitenInstrumentation AssignmentShreyee PalNoch keine Bewertungen
- Filtration in HydrotreatingDokument2 SeitenFiltration in Hydrotreatingck196548400% (1)
- Ref PropDokument66 SeitenRef Proppeter panNoch keine Bewertungen
- MaxxForce 9 Y 10Dokument5 SeitenMaxxForce 9 Y 10Eduardo Alvarez100% (2)
- (Catalog - Microturbine) Dokumen - Tips - Ingersoll-Rand-Mt250-Microturbine-Product-Spec-080ltbDokument2 Seiten(Catalog - Microturbine) Dokumen - Tips - Ingersoll-Rand-Mt250-Microturbine-Product-Spec-080ltbppourmoghaddamNoch keine Bewertungen
- Omv enDokument50 SeitenOmv enMuhamad Saukie100% (1)
- Svrcek S 3 Phase Separator ArticleDokument12 SeitenSvrcek S 3 Phase Separator ArticleRobert MontoyaNoch keine Bewertungen
- Standard Hook-Up Wires & Cables For ElectronicsDokument124 SeitenStandard Hook-Up Wires & Cables For ElectronicsdlstoneNoch keine Bewertungen
- Screw Compressors: Model: VD55-10DGDokument20 SeitenScrew Compressors: Model: VD55-10DGVoştinar IoanNoch keine Bewertungen
- 2.va1 Gedi 00HTF M M5 PHL 0001 - 1Dokument23 Seiten2.va1 Gedi 00HTF M M5 PHL 0001 - 1hoangduythanhqbNoch keine Bewertungen
- 503 Systems - Indirect Fired Heaters - Eng - Apr2010 PDFDokument8 Seiten503 Systems - Indirect Fired Heaters - Eng - Apr2010 PDFsvnaik14Noch keine Bewertungen
- BS en 00054-1-2021Dokument26 SeitenBS en 00054-1-2021Mike DluNoch keine Bewertungen
- UHDE - Nitrate Fertilizers PDFDokument24 SeitenUHDE - Nitrate Fertilizers PDFvzgscribdNoch keine Bewertungen
- BOM-đã NénDokument122 SeitenBOM-đã Nénphat 9d 23 pham ducNoch keine Bewertungen
- Pressure Gauge DatasheetDokument2 SeitenPressure Gauge DatasheetazlanNoch keine Bewertungen
- Advanced Temperature Measurement and Control, Second EditionVon EverandAdvanced Temperature Measurement and Control, Second EditionNoch keine Bewertungen
- Hydrogen GeneratorDokument107 SeitenHydrogen Generatorarnab sowNoch keine Bewertungen
- Factory & Office Tel. 055-325-5612 4 Fax. 055-325-5615 E-Mail: Cephas@cephasvalve - Co.kr Seoul OfficeDokument12 SeitenFactory & Office Tel. 055-325-5612 4 Fax. 055-325-5615 E-Mail: Cephas@cephasvalve - Co.kr Seoul OfficeFahmi HaidiNoch keine Bewertungen
- Pressure & Temperature Switch RT SeriesDokument4 SeitenPressure & Temperature Switch RT SeriesVivek Vous AimeNoch keine Bewertungen
- Superlon Technical SpecificationDokument8 SeitenSuperlon Technical SpecificationSam Wing HongNoch keine Bewertungen
- Ip Pressure Transmitter Data SheetDokument2 SeitenIp Pressure Transmitter Data Sheetneurolepsia3790Noch keine Bewertungen
- Wilo PDFDokument469 SeitenWilo PDFlogiko81Noch keine Bewertungen
- Micro ScannerDokument2 SeitenMicro ScannerArun KumarNoch keine Bewertungen
- TZIDC ABB PositionnerDokument96 SeitenTZIDC ABB PositionnermpoNoch keine Bewertungen
- LMF-GP LX15-8 - 10 - 13Dokument2 SeitenLMF-GP LX15-8 - 10 - 13MAZEN0% (1)
- P-I Transducer - P200-P290 PDFDokument4 SeitenP-I Transducer - P200-P290 PDFman_y2kNoch keine Bewertungen
- Cummins Hystat 30 SpecsheetDokument2 SeitenCummins Hystat 30 SpecsheetamsukdNoch keine Bewertungen
- Compressed Air Dryer: Industrial Ammonia SystemsDokument8 SeitenCompressed Air Dryer: Industrial Ammonia Systemsfernando_tkm_65065Noch keine Bewertungen
- Kinemax Gas or Oil Burners: Bulletin 4200Dokument26 SeitenKinemax Gas or Oil Burners: Bulletin 4200agua1829Noch keine Bewertungen
- Refrigerant Dryer CatalogDokument4 SeitenRefrigerant Dryer CatalogManny MendozaNoch keine Bewertungen
- LORENTZ Pressure Switch 1-5 Bar: Instruction Sheet For Wiring and AdjustingDokument1 SeiteLORENTZ Pressure Switch 1-5 Bar: Instruction Sheet For Wiring and AdjustingLuis RolaNoch keine Bewertungen
- Auto Drain ValveDokument2 SeitenAuto Drain ValveRoopa MahtoNoch keine Bewertungen
- 2002catalog La TermotecnicaDokument179 Seiten2002catalog La TermotecnicaztrajkovicksNoch keine Bewertungen
- Operation Manual For Oxygen CompressorDokument18 SeitenOperation Manual For Oxygen CompressorAshutosh SinghNoch keine Bewertungen
- Steam Separator and Steam Trap Are Almost Same in FunctionDokument7 SeitenSteam Separator and Steam Trap Are Almost Same in FunctionTHEOPHILUS ATO FLETCHERNoch keine Bewertungen
- Panasonic Microwave Manual NNSE792-ST762Dokument38 SeitenPanasonic Microwave Manual NNSE792-ST762Ishmael Wooloo100% (4)
- LPG Air Mixing 2 A3Dokument1 SeiteLPG Air Mixing 2 A3ambientinstal instalNoch keine Bewertungen
- Control Air DryerDokument23 SeitenControl Air DryerGeorgiNoch keine Bewertungen
- IR HL Heatless DryerDokument1 SeiteIR HL Heatless DryerYing Kei ChanNoch keine Bewertungen
- Aalborg XW SuperheaterDokument2 SeitenAalborg XW SuperheaterPanagiotisNoch keine Bewertungen
- ALM Refrigeration Air DryerDokument34 SeitenALM Refrigeration Air DryerJunaid AhmedNoch keine Bewertungen
- 31 PX 401 Electric Chiller PDFDokument37 Seiten31 PX 401 Electric Chiller PDFAxel Halim PangestuNoch keine Bewertungen
- VAM System DesignDokument11 SeitenVAM System DesigngenipankajNoch keine Bewertungen
- Operation & Control Philosophy-Rev-3Dokument9 SeitenOperation & Control Philosophy-Rev-3Amit BalotNoch keine Bewertungen
- DeZURIK KCG Knife Gate ValvesDokument12 SeitenDeZURIK KCG Knife Gate ValvesKithkarnonNoch keine Bewertungen
- Dosing Pump DocumentsDokument7 SeitenDosing Pump Documentsbmanojkumar16Noch keine Bewertungen
- Solar Centaur 40 - Mechanical DriveDokument2 SeitenSolar Centaur 40 - Mechanical Driverezzz7Noch keine Bewertungen
- Hyd & N2 Calculations PDFDokument8 SeitenHyd & N2 Calculations PDFRicardo NapitupuluNoch keine Bewertungen
- Maintenance Preventive / Preventive Maintenance Lot Rep QT REF DesignationDokument1 SeiteMaintenance Preventive / Preventive Maintenance Lot Rep QT REF DesignationMedjahdi RafikNoch keine Bewertungen
- 83 FDokument134 Seiten83 FvinothetisNoch keine Bewertungen
- Fuel Gas Skid Train PDFDokument1 SeiteFuel Gas Skid Train PDFhadNoch keine Bewertungen
- Trabajo RefrigeranteDokument42 SeitenTrabajo RefrigeranteJavierNoch keine Bewertungen
- Tutorial StaticMixer ANSYSDokument38 SeitenTutorial StaticMixer ANSYSClaudia EscobarNoch keine Bewertungen
- Data Sheet PTCDokument8 SeitenData Sheet PTCjjermanNoch keine Bewertungen
- XM50000 HMXT Manual (30%KOH)Dokument109 SeitenXM50000 HMXT Manual (30%KOH)zakarianoui35Noch keine Bewertungen
- Is 17 General Maintenance GENERACDokument2 SeitenIs 17 General Maintenance GENERACGauresh NaikNoch keine Bewertungen
- (Supply, Installation and Commissioning of A Brand New 1-Unit 75-Kva Generator SetDokument5 Seiten(Supply, Installation and Commissioning of A Brand New 1-Unit 75-Kva Generator SetRoel FranciscoNoch keine Bewertungen
- Hns 36W 4P Se: Product DatasheetDokument4 SeitenHns 36W 4P Se: Product Datasheetaban Ibis MedicalNoch keine Bewertungen
- 356850-103 QRefGde Eltek-Power-Sys 1v0 (1) ELECTRICODokument36 Seiten356850-103 QRefGde Eltek-Power-Sys 1v0 (1) ELECTRICORomi Raof67% (3)
- Shell VOLUTA C 400: Neat Quenching OilDokument2 SeitenShell VOLUTA C 400: Neat Quenching OilalmasNoch keine Bewertungen
- Снимок экрана 2023-03-01 в 09.16.43Dokument48 SeitenСнимок экрана 2023-03-01 в 09.16.43Maksim ZolotarjovNoch keine Bewertungen
- Sunlight Battery 12V 12ahDokument1 SeiteSunlight Battery 12V 12ahCarolyn MunozNoch keine Bewertungen
- NAKED Singularities - PenroseDokument10 SeitenNAKED Singularities - PenroseLeon FosiltNoch keine Bewertungen
- Green Hotels and Sustainable Hotel Operations in India: ResearchgateDokument7 SeitenGreen Hotels and Sustainable Hotel Operations in India: ResearchgateSanika AgrawalNoch keine Bewertungen
- Design HydSysDokument1 SeiteDesign HydSysManikandan RamalingamNoch keine Bewertungen
- Mic Electronics Research ReportDokument17 SeitenMic Electronics Research ReportSudipta BoseNoch keine Bewertungen
- Lab3E8 - Series and Parallel PumpDokument8 SeitenLab3E8 - Series and Parallel PumpRaied Basam0% (1)
- Fractional Distillation Is The Separation of A Mixture Into Its Component PartsDokument4 SeitenFractional Distillation Is The Separation of A Mixture Into Its Component PartsMariana MarchenaNoch keine Bewertungen
- Antibiotic Zone Reader KI 95Dokument1 SeiteAntibiotic Zone Reader KI 95Piyush A JoshiNoch keine Bewertungen
- New Microsoft Word DocumentDokument5 SeitenNew Microsoft Word DocumentmonotoshNoch keine Bewertungen
- DatasheetDokument13 SeitenDatasheetkishore kumarNoch keine Bewertungen
- OzoneDokument1 SeiteOzonebolsjhevikNoch keine Bewertungen
- TKA MicroPureDokument4 SeitenTKA MicroPureDATA24Noch keine Bewertungen
- Ipfest 2022 - Registration BookletDokument70 SeitenIpfest 2022 - Registration BookletMarojahan Benedict Efrata, S.TNoch keine Bewertungen
- Design and Simulation of A Sine Wave Inverter With PID Control For Nonlinear Load ApplicationsDokument12 SeitenDesign and Simulation of A Sine Wave Inverter With PID Control For Nonlinear Load ApplicationsReno ReoNoch keine Bewertungen
- 3 Section-5 Technical Specification (Annexure-B)Dokument102 Seiten3 Section-5 Technical Specification (Annexure-B)Umamaheshwarrao VarmaNoch keine Bewertungen
- York YFM Fan-Coil UnitsDokument16 SeitenYork YFM Fan-Coil UnitsInviairNoch keine Bewertungen