Das könnte Ihnen auch gefallen
- Trabajo de Calidad SaucedeoDokument17 SeitenTrabajo de Calidad SaucedeoclaudiaNoch keine Bewertungen
- Planes de Muestreo Dodge-RomingDokument23 SeitenPlanes de Muestreo Dodge-Romingbonano5100% (1)
- Cuál Es El Propósito de Un Diagrama de DispersiónDokument4 SeitenCuál Es El Propósito de Un Diagrama de DispersiónEl super100% (1)
- 14-19 - 14-22 EjerciciosDokument3 Seiten14-19 - 14-22 EjerciciosAlejandro Arvizu0% (1)
- Capitulo 7Dokument8 SeitenCapitulo 7Jenniifer Neniithaw GNoch keine Bewertungen
- Muestreo de Aceptación Por VariablesDokument3 SeitenMuestreo de Aceptación Por VariablesDilan OrozcoNoch keine Bewertungen
- Probabilistico 6Dokument2 SeitenProbabilistico 6Diego Ulises Rodriguez AlvarezNoch keine Bewertungen
- Tarea 4.Dokument20 SeitenTarea 4.Agustín LopezNoch keine Bewertungen
- Taller Condecal Capitulo 12Dokument3 SeitenTaller Condecal Capitulo 12anyelo_08100% (1)
- Cuestionario Capitulo 5 Control EstadistDokument19 SeitenCuestionario Capitulo 5 Control EstadistIngridLassoSalcedoNoch keine Bewertungen
- Calidad Examen 2 2018 2Dokument3 SeitenCalidad Examen 2 2018 2Armando VasquezNoch keine Bewertungen
- Calidad EmpresarialDokument29 SeitenCalidad EmpresarialBetshy OñateNoch keine Bewertungen
- Planes de MuestreoDokument8 SeitenPlanes de MuestreorogeNoch keine Bewertungen
- Metodo de CameronDokument8 SeitenMetodo de CameronAlejandro BalderasNoch keine Bewertungen
- Lineas Deespera. IODokument32 SeitenLineas Deespera. IOerickabc92Noch keine Bewertungen
- Muestreo de AceptacionDokument30 SeitenMuestreo de AceptacionValeriaDlcoNoch keine Bewertungen
- Graficas U de ControlDokument15 SeitenGraficas U de ControlKevin MyersNoch keine Bewertungen
- Inv Op 2 PDFDokument8 SeitenInv Op 2 PDFEdgar Ivan Lopez MartinezNoch keine Bewertungen
- Control Estadístico 7 HerramientasDokument14 SeitenControl Estadístico 7 Herramientasjats_zNoch keine Bewertungen
- Aplicacion Del Nuevo MetodoDokument11 SeitenAplicacion Del Nuevo MetodoRoberto SochNoch keine Bewertungen
- DocumentoDokument8 SeitenDocumentoJose Huerta DiazNoch keine Bewertungen
- PrácticaDokument19 SeitenPrácticaNicolMendozaNoch keine Bewertungen
- Indices de Capacidad1Dokument20 SeitenIndices de Capacidad1Andrea De La RosaNoch keine Bewertungen
- Problema RioDokument8 SeitenProblema RioAnnel CastilloNoch keine Bewertungen
- ERGONOMIADokument1 SeiteERGONOMIAJaime SilvaNoch keine Bewertungen
- Indice de Capacidad de Proceso. Prob 1, 2, 5Dokument5 SeitenIndice de Capacidad de Proceso. Prob 1, 2, 5AlfonsoNoch keine Bewertungen
- Graficas de Control Por AtributoDokument37 SeitenGraficas de Control Por Atributopa0l0Noch keine Bewertungen
- Administracion Del Mantenimiento Unidad PDFDokument116 SeitenAdministracion Del Mantenimiento Unidad PDFJaime Gerhad Zúñiga BarreraNoch keine Bewertungen
- Act. 3.3 Tablas de SODDokument7 SeitenAct. 3.3 Tablas de SODMiguel Ángel Angulo PérezNoch keine Bewertungen
- Inv Operaciones ProblemasDokument4 SeitenInv Operaciones ProblemasOziel FloresNoch keine Bewertungen
- Ejercicios de Tipos de ModelosDokument6 SeitenEjercicios de Tipos de ModelosRodolfo EmanuelNoch keine Bewertungen
- CAP3 - 31 Método Del Valor Presente PDFDokument21 SeitenCAP3 - 31 Método Del Valor Presente PDFDiego Medina MoralesNoch keine Bewertungen
- Capitulo 10Dokument5 SeitenCapitulo 10YaneryNoch keine Bewertungen
- Proyecto Seis Sigma en Empresa MONTOSADokument30 SeitenProyecto Seis Sigma en Empresa MONTOSALuis Eduardo ArellanoNoch keine Bewertungen
- Diagrama MatricialDokument1 SeiteDiagrama MatricialAlanNoch keine Bewertungen
- Cuestionario - Unidad 1Dokument3 SeitenCuestionario - Unidad 1Gabriel Manriquez0% (1)
- TEMA 4 Planes de Muestreo de AceptaciónDokument6 SeitenTEMA 4 Planes de Muestreo de AceptaciónDaniela MrlNoch keine Bewertungen
- Clase 07 - Graficos de Control Por Atributos P y NPDokument40 SeitenClase 07 - Graficos de Control Por Atributos P y NPHSR_1100% (2)
- Niveles de InspeccionDokument3 SeitenNiveles de InspeccionAmairany rodriguezNoch keine Bewertungen
- Diagrama BimanualDokument5 SeitenDiagrama BimanualIan Gómez QuinteroNoch keine Bewertungen
- Preguntas 7 y 8Dokument5 SeitenPreguntas 7 y 8Rodrigo LunaNoch keine Bewertungen
- Practica 9 y 10 TrabajoDokument4 SeitenPractica 9 y 10 Trabajokelthuzat00Noch keine Bewertungen
- Práctica #7Dokument38 SeitenPráctica #7Kevin Alexis Perez Roa100% (1)
- Actividad 1 U2 PDFDokument15 SeitenActividad 1 U2 PDFAbraham GonzalezNoch keine Bewertungen
- Hoja de Trabajo #2:: Simbolo Descripcion de La Actividad Ejemplos OperaciónDokument9 SeitenHoja de Trabajo #2:: Simbolo Descripcion de La Actividad Ejemplos Operaciónpaola karinaNoch keine Bewertungen
- Plan de Muestreo Por Atributos Metodo CameronDokument11 SeitenPlan de Muestreo Por Atributos Metodo CameronMario Cruz0% (1)
- AMADOR U4Dokument2 SeitenAMADOR U4AZULITONoch keine Bewertungen
- Documento Sin Título PDFDokument2 SeitenDocumento Sin Título PDFMilena CardonaNoch keine Bewertungen
- Exa 2017 1s Investigación de Operaciones 2 2parDokument4 SeitenExa 2017 1s Investigación de Operaciones 2 2parGabriel Limones ObandoNoch keine Bewertungen
- Plan de Muestreo Dodge-RomingDokument13 SeitenPlan de Muestreo Dodge-RomingAlexander Garzo100% (1)
- Ejercicios Herramientas Básicas para La CalidadDokument5 SeitenEjercicios Herramientas Básicas para La CalidadreneNoch keine Bewertungen
- Ejercicios Transporte BasicosDokument3 SeitenEjercicios Transporte BasicosCRISTIAN FERNEY LEYTON ROMERONoch keine Bewertungen
- Gestion de Costos Unidad 3Dokument12 SeitenGestion de Costos Unidad 3David Rodriguez FloresNoch keine Bewertungen
- Cap 12 CompDokument13 SeitenCap 12 CompDAVIDNoch keine Bewertungen
- T4A3 DOE BloqueDokument25 SeitenT4A3 DOE BloqueKarla Paola Zarco IzazagaNoch keine Bewertungen
- Control de Calidad Taller 2Dokument4 SeitenControl de Calidad Taller 2hollman schmalbachNoch keine Bewertungen
- Mustreo de AceptacionDokument13 SeitenMustreo de AceptacionAlex MartinezNoch keine Bewertungen
- Trabajo Muestreo de AceptaciónDokument15 SeitenTrabajo Muestreo de AceptaciónJesus Rincon0% (1)
- Norma Military Standard 105Dokument15 SeitenNorma Military Standard 105Erika Alonso100% (1)
- Guia de Calidad Practica 2 MuestreoDokument11 SeitenGuia de Calidad Practica 2 MuestreoJose RiveroNoch keine Bewertungen
- Rendimiento en El Área de Educación Física y Tipo de Huella Plantar en Escolares LimeñosDokument7 SeitenRendimiento en El Área de Educación Física y Tipo de Huella Plantar en Escolares LimeñoskarlaNoch keine Bewertungen
- P-LQM-001 Recepcion de Muestras V2Dokument3 SeitenP-LQM-001 Recepcion de Muestras V2Edgar EdNoch keine Bewertungen
- La Relación Entre Emocion y Consumo. Fase IIDokument9 SeitenLa Relación Entre Emocion y Consumo. Fase IIGestion HumanaNoch keine Bewertungen
- Ejercicio Aplicando DbcaDokument2 SeitenEjercicio Aplicando DbcaCinthiaLissetSantacruzSotoNoch keine Bewertungen
- Métodos Clásicos de EstimaciónDokument9 SeitenMétodos Clásicos de EstimaciónSantos Josue Romero OchoaNoch keine Bewertungen
- SOL-MA469 - REPASO EB - 201601-Solo Con RespuestasDokument4 SeitenSOL-MA469 - REPASO EB - 201601-Solo Con Respuestasluis AranzaNoch keine Bewertungen
- NEO PI-R Nuevos Baremos para La Adaptación Españ.Dokument14 SeitenNEO PI-R Nuevos Baremos para La Adaptación Españ.sashasaliny100% (2)
- Metodologia Tarea 1Dokument10 SeitenMetodologia Tarea 1RobertNoch keine Bewertungen
- Guia Analisis y Valuacion de Puestos.Dokument5 SeitenGuia Analisis y Valuacion de Puestos.braulioNoch keine Bewertungen
- Ficha de Trabajo Experiencia 8, 3°-4°Dokument13 SeitenFicha de Trabajo Experiencia 8, 3°-4°Yolanda Huaqui PerezNoch keine Bewertungen
- PEMR - Clase 02 SMRPDokument49 SeitenPEMR - Clase 02 SMRPKelvin Ramírez MartínezNoch keine Bewertungen
- Método MarcetDokument14 SeitenMétodo MarcetEmily Ojeda100% (1)
- Matriz de ConsistenciaDokument4 SeitenMatriz de ConsistenciaAnthony Brayan CuroNoch keine Bewertungen
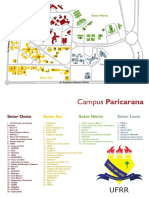
- Mapa ParicaranaDokument1 SeiteMapa ParicaranaAnanda BarbosaNoch keine Bewertungen
- Ficha Indicadores Tiempo de Respuesta PDFDokument5 SeitenFicha Indicadores Tiempo de Respuesta PDFRoberto Carlos HernandezNoch keine Bewertungen
- Ficha de Inscripción de Seminario de Grado, Según Diseño de Propuesta de Mejoramiento-Marcelo Alejandro Ramírez DuránDokument7 SeitenFicha de Inscripción de Seminario de Grado, Según Diseño de Propuesta de Mejoramiento-Marcelo Alejandro Ramírez DuránMarcelo RamírezNoch keine Bewertungen
- Aplicación de La Suspensión Condicional SALAZAR BETANCOURTDokument94 SeitenAplicación de La Suspensión Condicional SALAZAR BETANCOURTMatias Mena ReyesNoch keine Bewertungen
- Deber Nathaly MuñozDokument4 SeitenDeber Nathaly MuñozSteven AlmeidaNoch keine Bewertungen
- Planes de MuestreoDokument51 SeitenPlanes de MuestreoApril MccarthyNoch keine Bewertungen
- A - 2 - Ríos - Mónica - EstAplicInv - 1Dokument8 SeitenA - 2 - Ríos - Mónica - EstAplicInv - 1Monica Rios100% (2)
- Sesion5 MetodologiasDokument19 SeitenSesion5 MetodologiasCitlalli IxchelNoch keine Bewertungen
- Diseños de InvestigaciónDokument28 SeitenDiseños de Investigaciónalex cristian vasquez atahuamanNoch keine Bewertungen
- 3.4 Medidas de Dispersión para Series SimplesDokument25 Seiten3.4 Medidas de Dispersión para Series SimplesjhonatanNoch keine Bewertungen
- Deber AntropologiaDokument2 SeitenDeber AntropologiaJessybel SalazarNoch keine Bewertungen
- Panorama Sociodemografico Ciudad de MéxicoDokument27 SeitenPanorama Sociodemografico Ciudad de MéxicojairodessNoch keine Bewertungen
- Influencia de Los Factores Internos Y Externos en El Rendimiento Académico Del Curso de Estadística en Estudiantes de Una Universidad PeruanaDokument11 SeitenInfluencia de Los Factores Internos Y Externos en El Rendimiento Académico Del Curso de Estadística en Estudiantes de Una Universidad PeruanafortunatocontrerasNoch keine Bewertungen
- Documento 3Dokument6 SeitenDocumento 3Yined RomoNoch keine Bewertungen
- Wuolah Free Estadistica PDF Completo 2Dokument802 SeitenWuolah Free Estadistica PDF Completo 2Maria Sanchez SaavedraNoch keine Bewertungen
- Lectura de Trabajos Cientificos-Tecnológicos (LTC-T) Learning by Reading Scientific-Technological PapersDokument12 SeitenLectura de Trabajos Cientificos-Tecnológicos (LTC-T) Learning by Reading Scientific-Technological PapersPipe SNNoch keine Bewertungen
- José Caraballo 7839900 (Anteproyecto)Dokument10 SeitenJosé Caraballo 7839900 (Anteproyecto)robelis henriquezNoch keine Bewertungen