Das könnte Ihnen auch gefallen
- Volvo 1998 V70 S70 C70 Parts-CatalogueDokument1.176 SeitenVolvo 1998 V70 S70 C70 Parts-CatalogueEero Aho88% (16)
- Safety Valve Setting BoilerDokument2 SeitenSafety Valve Setting BoilerkrishnaNoch keine Bewertungen
- Ic Engine Varable Valve Timing and Lift Control System Assignment 1 Bsme0116303 Section BDokument32 SeitenIc Engine Varable Valve Timing and Lift Control System Assignment 1 Bsme0116303 Section BAbdullah Khan100% (1)
- Asme B16.5Dokument11 SeitenAsme B16.5jacquesmayol100% (1)
- Boe Exam Paper Feb 2012Dokument9 SeitenBoe Exam Paper Feb 2012saurabhshineNoch keine Bewertungen
- Globe Valve Bs 1873 and Api 602: ASME B16.10Dokument7 SeitenGlobe Valve Bs 1873 and Api 602: ASME B16.10swapnil PATILNoch keine Bewertungen
- Indian BOE Coaching Services: Gujarat BOE-2016 Paper-2 (Boiler Engg-2) SolutionDokument7 SeitenIndian BOE Coaching Services: Gujarat BOE-2016 Paper-2 (Boiler Engg-2) SolutionAlok DoshiNoch keine Bewertungen
- Why Air Vent Should Be Closed Maintaining 2kg/cm 2 Drum Level Pressure at Starting of Boiler Operation?Dokument2 SeitenWhy Air Vent Should Be Closed Maintaining 2kg/cm 2 Drum Level Pressure at Starting of Boiler Operation?Ashish KapoorNoch keine Bewertungen
- Boiler Questions BtechDokument5 SeitenBoiler Questions BtechRishav Raj100% (1)
- Mill Reject SystemDokument22 SeitenMill Reject SystemgangatharanNoch keine Bewertungen
- Boiler Emergencies - 2017Dokument10 SeitenBoiler Emergencies - 2017RAJKUMAR100% (1)
- Afbc Boiler Light Up ProcedureDokument4 SeitenAfbc Boiler Light Up ProcedurepurvgargNoch keine Bewertungen
- A Diagnostic Study in A Husk Fired Boiler For A Power PlantDokument44 SeitenA Diagnostic Study in A Husk Fired Boiler For A Power Plantparthi20065768Noch keine Bewertungen
- Furnace or Fired Heater 3Dokument13 SeitenFurnace or Fired Heater 3Nia Syafiqq100% (1)
- Coc Oral Exam Preparation (Part - 17) : Boiler Safety ValveDokument3 SeitenCoc Oral Exam Preparation (Part - 17) : Boiler Safety ValveshashankrawatNoch keine Bewertungen
- Inspections and Survey Procedures in Auxiliary BoilerDokument16 SeitenInspections and Survey Procedures in Auxiliary BoilerkrishnaNoch keine Bewertungen
- Top 50 Boiler Information Booster Question Answers - ASKPOWERPLANTDokument19 SeitenTop 50 Boiler Information Booster Question Answers - ASKPOWERPLANTRaju MaityNoch keine Bewertungen
- IR CFBC Cold Start Up ProcedureDokument15 SeitenIR CFBC Cold Start Up ProcedureJose Angie CabreraNoch keine Bewertungen
- Boiler Water TreatmentDokument38 SeitenBoiler Water TreatmentMahmoud MahmoudmNoch keine Bewertungen
- C&I in CFBC-1Dokument25 SeitenC&I in CFBC-1Prudhvi RajNoch keine Bewertungen
- Boiler Start-Up & Shut-DownDokument42 SeitenBoiler Start-Up & Shut-DownBurhan Khan100% (1)
- Types and Functions, Constructional Details,: Air Pre HeatersDokument77 SeitenTypes and Functions, Constructional Details,: Air Pre HeatersBala VigneshNoch keine Bewertungen
- User Requirement SpecificationDokument14 SeitenUser Requirement SpecificationDoan Chi Thien86% (7)
- Failure of Boiler Tubes Due To EROSIONDokument9 SeitenFailure of Boiler Tubes Due To EROSIONShiVa20155244Noch keine Bewertungen
- 2.1 Boiler Surveys (2013)Dokument58 Seiten2.1 Boiler Surveys (2013)Diegos44Noch keine Bewertungen
- Boiler Question and AnswersDokument9 SeitenBoiler Question and AnswersAnup JhaNoch keine Bewertungen
- 34 - 244Dokument208 Seiten34 - 244rohithunni100% (1)
- MotorDokument48 SeitenMotorHernan CuevasNoch keine Bewertungen
- Boiler Operation EngineerDokument10 SeitenBoiler Operation EngineerSarah Frazier100% (2)
- Troubleshooting Boiler OperationDokument5 SeitenTroubleshooting Boiler OperationRahul ChandrawarNoch keine Bewertungen
- "Boiler Tube Failures": Project ReportDokument30 Seiten"Boiler Tube Failures": Project ReportmdjanNoch keine Bewertungen
- Boiler Light UpDokument19 SeitenBoiler Light Upabbutalibb5407100% (1)
- Boiler Efficient, Safe & Emergency OperationDokument51 SeitenBoiler Efficient, Safe & Emergency OperationShambhu MehtaNoch keine Bewertungen
- Presentation On Steam Turbine Operation by S ChandDokument36 SeitenPresentation On Steam Turbine Operation by S Chandsomyaranjan das100% (1)
- Boiler Protection AND InterlocksDokument54 SeitenBoiler Protection AND InterlocksSarah Frazier100% (1)
- Flue Gas System Air Pre Heater: May 24, 2012 PMI Revision 00 1Dokument56 SeitenFlue Gas System Air Pre Heater: May 24, 2012 PMI Revision 00 1ASHIL PRABHAKARNoch keine Bewertungen
- Phase II Boiler QuestionsDokument12 SeitenPhase II Boiler QuestionsNithin VargheseNoch keine Bewertungen
- FURNACE Operations Rev2Dokument41 SeitenFURNACE Operations Rev2Lakhvinder Singh100% (8)
- Boiler License Exam GuideDokument45 SeitenBoiler License Exam GuideAhmed GomaaNoch keine Bewertungen
- Double Mechanical Seals, Tandem ArrangementDokument10 SeitenDouble Mechanical Seals, Tandem ArrangementViwek MertiyaNoch keine Bewertungen
- Optimize Fired Heater Operations To Save MoneyDokument8 SeitenOptimize Fired Heater Operations To Save Moneyyogitadoda100% (2)
- Forced Draft Fan: by Justice. A. OfugaraDokument37 SeitenForced Draft Fan: by Justice. A. OfugaraobisonandlawNoch keine Bewertungen
- Ferrocare LVDH Oil Cleaning MachineDokument2 SeitenFerrocare LVDH Oil Cleaning Machinessheart_mindNoch keine Bewertungen
- CFBC & PFBC TechnologyDokument18 SeitenCFBC & PFBC TechnologyomiitgNoch keine Bewertungen
- Smart Soot Blower SystemDokument8 SeitenSmart Soot Blower SystemidigitiNoch keine Bewertungen
- Economizer Recirculation For Low-Load Stability in Heat Recovery Steam GeneratorDokument10 SeitenEconomizer Recirculation For Low-Load Stability in Heat Recovery Steam GeneratorknsaravanaNoch keine Bewertungen
- The Indian Boilers Act 1923Dokument16 SeitenThe Indian Boilers Act 1923Anand Swami100% (1)
- MH BOE 2014 Paper 1 SolutionDokument15 SeitenMH BOE 2014 Paper 1 SolutionPratima MondalNoch keine Bewertungen
- Boiler Startup and Shutdown ProcedureDokument57 SeitenBoiler Startup and Shutdown Procedurea.jainNoch keine Bewertungen
- Water QualityDokument21 SeitenWater QualityLakshmi NarayanNoch keine Bewertungen
- Drum Level CompensationDokument8 SeitenDrum Level CompensationSmriti PrasadNoch keine Bewertungen
- Flue Gas AnalysisDokument12 SeitenFlue Gas AnalysisMadhavanIceNoch keine Bewertungen
- Pump Manual - Single Plunger AmbicaDokument24 SeitenPump Manual - Single Plunger AmbicaHimTex /JaswinderNoch keine Bewertungen
- Boiler Inspector TRAINING - 2021Dokument8 SeitenBoiler Inspector TRAINING - 2021SUNIL BABURAO GAVADENoch keine Bewertungen
- MH BOE 2016 Paper 2 SolutionDokument9 SeitenMH BOE 2016 Paper 2 SolutionKamleshNoch keine Bewertungen
- CBD IbdDokument2 SeitenCBD Ibdpremk20100% (5)
- Cheema Boiler Limited: Presented To: MR - Deepak Bhandari (Dokument32 SeitenCheema Boiler Limited: Presented To: MR - Deepak Bhandari (angenious100% (1)
- BOE Exam (Enginering Drawing Symbols) : IBCI (Indian Best Coaching Institute)Dokument11 SeitenBOE Exam (Enginering Drawing Symbols) : IBCI (Indian Best Coaching Institute)gangarao0% (1)
- AFBC Boiler Cold Start-Up ProcedureDokument3 SeitenAFBC Boiler Cold Start-Up ProcedurekiranNoch keine Bewertungen
- Daily Maintenance BoilerDokument3 SeitenDaily Maintenance BoilerAppleuk SudarNoch keine Bewertungen
- Recovery Boiler Air Systems - Rick Wessel, PH.DDokument16 SeitenRecovery Boiler Air Systems - Rick Wessel, PH.Dsony setyawanNoch keine Bewertungen
- Components of HVAC Systems: Indoor Fan (Blower)Dokument17 SeitenComponents of HVAC Systems: Indoor Fan (Blower)monoj5859Noch keine Bewertungen
- Module 5 CombustorDokument11 SeitenModule 5 CombustorKevin MangroliyaNoch keine Bewertungen
- Third Class SampleDokument40 SeitenThird Class Sampleshanmugam17Noch keine Bewertungen
- 4.1.10,11 Draft SystemDokument3 Seiten4.1.10,11 Draft SystemSergio IvánNoch keine Bewertungen
- Air Breathing Propulsion Unit-2Dokument54 SeitenAir Breathing Propulsion Unit-2api-271354682Noch keine Bewertungen
- 2022-2 Spindle MultiphyicsDokument81 Seiten2022-2 Spindle Multiphyics潘季宏Noch keine Bewertungen
- AISC SCM2013 - Designexample Chapter H Design of Members For Combined Forces and TorsionDokument30 SeitenAISC SCM2013 - Designexample Chapter H Design of Members For Combined Forces and TorsionriodejaneiryeoNoch keine Bewertungen
- Aerator PremiumDokument10 SeitenAerator PremiumvijaykumarnNoch keine Bewertungen
- Statics of Rigid Bodies: Chapter 3: Equilibrium of A ParticleDokument23 SeitenStatics of Rigid Bodies: Chapter 3: Equilibrium of A ParticleRyan Philip CatapangNoch keine Bewertungen
- Adps 08 2 N CDokument1 SeiteAdps 08 2 N CmaximilianoNoch keine Bewertungen
- MaxiTrip Manual V1.02Dokument27 SeitenMaxiTrip Manual V1.02xuzebinNoch keine Bewertungen
- Muhammad Hanif Hidayat - 33120016 - LT2A - English Script PresentationDokument2 SeitenMuhammad Hanif Hidayat - 33120016 - LT2A - English Script PresentationMuhammad Hanif HidayatNoch keine Bewertungen
- Plano Explosivo & Partes y Piezas Wmf-m160gbDokument18 SeitenPlano Explosivo & Partes y Piezas Wmf-m160gbCatalina GonzalezNoch keine Bewertungen
- NJIT Module-Liquid Mixing Fundamentals-ArmenanteDokument233 SeitenNJIT Module-Liquid Mixing Fundamentals-Armenanteacas35Noch keine Bewertungen
- Novalt16: Setting A New Standard For 16 MW Class Turbines in Mechanical Drive and Power Generation ApplicationsDokument8 SeitenNovalt16: Setting A New Standard For 16 MW Class Turbines in Mechanical Drive and Power Generation ApplicationsDan PascaruNoch keine Bewertungen
- Home Work 17 SolutionsDokument6 SeitenHome Work 17 Solutions洪健勛Noch keine Bewertungen
- Stress Analysis and Creep Life Prediction of Hydrogen Reformer Furnace TubeDokument14 SeitenStress Analysis and Creep Life Prediction of Hydrogen Reformer Furnace TubeVijay KadliNoch keine Bewertungen
- Regulador AxialDokument12 SeitenRegulador Axialluis_d_mNoch keine Bewertungen
- Force & Laws of Motion Numericals SolutionDokument10 SeitenForce & Laws of Motion Numericals SolutionViji GowriNoch keine Bewertungen
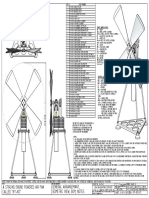
- Kyko Fan Stirling JDW CompletDokument3 SeitenKyko Fan Stirling JDW CompletNam Hoang50% (2)
- 1st Quarter - SCIENCE 8-WEEK 1-2Dokument6 Seiten1st Quarter - SCIENCE 8-WEEK 1-2MICAH NORADANoch keine Bewertungen
- Parafusos Com Gargantachapter 3Dokument7 SeitenParafusos Com Gargantachapter 3Miguel QueirosNoch keine Bewertungen
- Analysis and Design of Prestressed Deck Slab Bridge With IRC 112-2011Dokument6 SeitenAnalysis and Design of Prestressed Deck Slab Bridge With IRC 112-2011Anonymous b9fkTYfEoRNoch keine Bewertungen
- Research: John W. HutchinsonDokument25 SeitenResearch: John W. HutchinsonskcNoch keine Bewertungen
- Part 4 Mesin FluidaDokument23 SeitenPart 4 Mesin FluidaARFAI020797Noch keine Bewertungen
- Modeling An Air-Cooled Gas Turbine of The Integrated Gasification Combined Cycle in Aspen PlusDokument6 SeitenModeling An Air-Cooled Gas Turbine of The Integrated Gasification Combined Cycle in Aspen Plusdafer_daniNoch keine Bewertungen
- B-191 Operationmanual en A LowresDokument28 SeitenB-191 Operationmanual en A LowresDinhtrung TruongNoch keine Bewertungen
- Wood's Powr-Grip Guide To Maintenance, Troubleshooting, and RepairDokument4 SeitenWood's Powr-Grip Guide To Maintenance, Troubleshooting, and Repairkamikadze7Noch keine Bewertungen