Das könnte Ihnen auch gefallen
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersVon EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNoch keine Bewertungen
- Energy Efficiency ImprovementDokument34 SeitenEnergy Efficiency Improvementkingcobra008Noch keine Bewertungen
- Exhaust Temperature: Steam Turbine Cycles and Cycle Design OptimizationDokument12 SeitenExhaust Temperature: Steam Turbine Cycles and Cycle Design OptimizationMuh AmmadNoch keine Bewertungen
- Module 06: Integration and Placement of Equipment Lecture 37: Integration of Gas Turbine With Process 1 Key WordDokument10 SeitenModule 06: Integration and Placement of Equipment Lecture 37: Integration of Gas Turbine With Process 1 Key Wordapi-256504985Noch keine Bewertungen
- Self Learning ExamplesDokument9 SeitenSelf Learning ExamplesZahrul LailiNoch keine Bewertungen
- 2. Planning and scheduling operations theoretical knowledge BDokument186 Seiten2. Planning and scheduling operations theoretical knowledge BPanagiwtis M.Noch keine Bewertungen
- CHP 17 - Web GicquelDokument10 SeitenCHP 17 - Web GicquelEr Sathyaprakash RamasamyNoch keine Bewertungen
- Calculation of Boiler EfficiencyDokument14 SeitenCalculation of Boiler EfficiencyBharat Choksi100% (1)
- Understand Boiler Performance CharacteristicsDokument5 SeitenUnderstand Boiler Performance CharacteristicsdeerajksNoch keine Bewertungen
- Thermal Efficiency of Stoves - Math Clarification Request - ACM0012 - SKonthamDokument5 SeitenThermal Efficiency of Stoves - Math Clarification Request - ACM0012 - SKonthamSamanway DasNoch keine Bewertungen
- Module 06 Lecture 43: Integration of Furnace Key Words:: StackDokument12 SeitenModule 06 Lecture 43: Integration of Furnace Key Words:: Stackapi-256504985Noch keine Bewertungen
- Fuel Air and Actual CyclesDokument29 SeitenFuel Air and Actual Cyclesasmaaasmaaa asmaaNoch keine Bewertungen
- Advanced Gas Turbine Cycles For Power GenerationDokument10 SeitenAdvanced Gas Turbine Cycles For Power GenerationRenzo Alexander RestrepoNoch keine Bewertungen
- CFBC DCPP at A Glance.Dokument20 SeitenCFBC DCPP at A Glance.Sumit SuryavanshiNoch keine Bewertungen
- Lab 1Dokument13 SeitenLab 1Joseph Villariza LapidoNoch keine Bewertungen
- Heat Recovery Analysis of A N Existing: C R U D E Distillation UnitDokument7 SeitenHeat Recovery Analysis of A N Existing: C R U D E Distillation UnitPhilip ShihNoch keine Bewertungen
- Brayton CycleDokument5 SeitenBrayton CycleDanang Wahdiat Aulia IshaqNoch keine Bewertungen
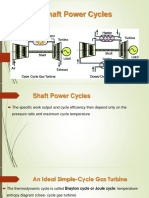
- Shaft Power Cycle Presentation TraineeDokument44 SeitenShaft Power Cycle Presentation TraineeCharles EbukaNoch keine Bewertungen
- Chapter-2 Steam Cycle TheoryDokument20 SeitenChapter-2 Steam Cycle TheorybhaskarNoch keine Bewertungen
- Energy Saving in Steam Systems.Dokument34 SeitenEnergy Saving in Steam Systems.babis1980Noch keine Bewertungen
- 1) Adiabatic Flame Temperature of Ch4Combustion With Excess Air (Example Aft)Dokument6 Seiten1) Adiabatic Flame Temperature of Ch4Combustion With Excess Air (Example Aft)Juan MartinezNoch keine Bewertungen
- Comb CycleDokument13 SeitenComb Cyclerain55555Noch keine Bewertungen
- Lecture5 PDFDokument12 SeitenLecture5 PDFHassan Funsho AkandeNoch keine Bewertungen
- Chapter-2 Steam Cycle TheoryDokument20 SeitenChapter-2 Steam Cycle TheoryPhanindra Kumar J100% (1)
- GAS TURBINE ENGINES6/115oC1200oCDokument7 SeitenGAS TURBINE ENGINES6/115oC1200oCVishal ReddyNoch keine Bewertungen
- Boiler EfficiencyDokument32 SeitenBoiler Efficiencyइंजी. महेन्द्र प्रताप सिंह100% (2)
- Check Fired Heater Performance CalculationDokument3 SeitenCheck Fired Heater Performance CalculationPutra PradanaNoch keine Bewertungen
- Chapter 18Dokument4 SeitenChapter 18Marco LuigiNoch keine Bewertungen
- WASTE HEAT RECOVERY (HRSG) PerformanceDokument17 SeitenWASTE HEAT RECOVERY (HRSG) PerformanceEjaz AhmedNoch keine Bewertungen
- 2-2 Te-2 GTDokument10 Seiten2-2 Te-2 GTVamsi KrishnaNoch keine Bewertungen
- Boiler Efficiency CalcucationsDokument51 SeitenBoiler Efficiency Calcucationsresham.gahla88% (17)
- Pinch TechDokument8 SeitenPinch TechFirdaus YahyaNoch keine Bewertungen
- Brayton Cycle PDFDokument22 SeitenBrayton Cycle PDFBiswajeet MaharanaNoch keine Bewertungen
- Pinch Technology AnalysisDokument20 SeitenPinch Technology AnalysisPiyush JainNoch keine Bewertungen
- Mod 8-Application of Heat and Mass BalancesDokument218 SeitenMod 8-Application of Heat and Mass BalancesTamer Fathy100% (3)
- TheoryDokument6 SeitenTheoryvesselNoch keine Bewertungen
- Gas Turbines and Jet Engines ExplainedDokument55 SeitenGas Turbines and Jet Engines ExplainedDigonto ChowdhuryNoch keine Bewertungen
- Optimization of Wsa TechnologyDokument5 SeitenOptimization of Wsa TechnologyAhmed Ali100% (1)
- Refrigerated gas plant LTS temperatureDokument6 SeitenRefrigerated gas plant LTS temperatureOsas UwoghirenNoch keine Bewertungen
- Steam-Injected GT ExerciseDokument9 SeitenSteam-Injected GT ExerciseYinka AkinkunmiNoch keine Bewertungen
- A Computer-Based Model For Gas-Turbine Power Augmentation by Inlet-Air Cooling and Water/steam InjectionDokument16 SeitenA Computer-Based Model For Gas-Turbine Power Augmentation by Inlet-Air Cooling and Water/steam InjectionKanishka PathiranaNoch keine Bewertungen
- Performance Analysis and Optimisation of Boiler System For Improved Heat RateDokument44 SeitenPerformance Analysis and Optimisation of Boiler System For Improved Heat Ratesk3146Noch keine Bewertungen
- HEAT BALANCE BOILER UNIT 5Dokument18 SeitenHEAT BALANCE BOILER UNIT 5hafidhrahadiyan2Noch keine Bewertungen
- Sistem Irreversibel Turbin GasDokument6 SeitenSistem Irreversibel Turbin GasAndri susantoNoch keine Bewertungen
- Understanding Exergy Efficiencies and Value DiagramsDokument13 SeitenUnderstanding Exergy Efficiencies and Value DiagramsElzimar FreitasNoch keine Bewertungen
- Comparing Advanced Combined Cycle Configurations to Improve EfficiencyDokument9 SeitenComparing Advanced Combined Cycle Configurations to Improve Efficiencyank_mehraNoch keine Bewertungen
- Plant Energy Saving Through E Cient Retro®T of Furnaces: Z. Jegla, P. Stehlõâk, J. KohoutekDokument16 SeitenPlant Energy Saving Through E Cient Retro®T of Furnaces: Z. Jegla, P. Stehlõâk, J. KohoutekMUHAMMAD RIFQI DWINoch keine Bewertungen
- Heat Rate of Thermal Power PlantDokument15 SeitenHeat Rate of Thermal Power Plantsameer betal100% (1)
- Sizing Heating and Cooling CoilsDokument6 SeitenSizing Heating and Cooling CoilsAshish PawarNoch keine Bewertungen
- The Energetic and Exergic Performance of Gas Turbine Cogeneration SystemDokument6 SeitenThe Energetic and Exergic Performance of Gas Turbine Cogeneration SystemAneta HaziNoch keine Bewertungen
- Coefficient of Performance: From Wikipedia, The Free EncyclopediaDokument4 SeitenCoefficient of Performance: From Wikipedia, The Free EncyclopediaimtaftigosdNoch keine Bewertungen
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesVon EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNoch keine Bewertungen
- Sustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentVon EverandSustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentNoch keine Bewertungen
- Process Intensification for Sustainable Energy ConversionVon EverandProcess Intensification for Sustainable Energy ConversionNoch keine Bewertungen
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SVon EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNoch keine Bewertungen
- Composting: How to Turn Waste into Valuable Soil AmendmentDokument16 SeitenComposting: How to Turn Waste into Valuable Soil AmendmentAmirah SufianNoch keine Bewertungen
- Properties of MSW. ImpDokument19 SeitenProperties of MSW. ImpM Ihsan DanishNoch keine Bewertungen
- Sleeve Alignment & Welding Inspection ChecklistDokument1 SeiteSleeve Alignment & Welding Inspection ChecklisttuansyafiqNoch keine Bewertungen
- C K R R R C C K R: Assumption and ConsiderationDokument14 SeitenC K R R R C C K R: Assumption and ConsiderationtuansyafiqNoch keine Bewertungen
- No Purpose Ingredient % Actual Amt. Cost / G Cost Per Batch Amt. in BatchDokument1 SeiteNo Purpose Ingredient % Actual Amt. Cost / G Cost Per Batch Amt. in BatchtuansyafiqNoch keine Bewertungen
- Cpe624: Advanced Chemical Reaction EngineeringDokument20 SeitenCpe624: Advanced Chemical Reaction EngineeringtuansyafiqNoch keine Bewertungen
- Dilute Particulate Systems: Chapter 5 in FundamentalsDokument27 SeitenDilute Particulate Systems: Chapter 5 in FundamentalstuansyafiqNoch keine Bewertungen
- Cfta Cosmetic 1977 PDFDokument532 SeitenCfta Cosmetic 1977 PDFtuansyafiqNoch keine Bewertungen
- Cfta Cosmetic 1977 PDFDokument532 SeitenCfta Cosmetic 1977 PDFtuansyafiqNoch keine Bewertungen
- Particle TechnologyDokument33 SeitenParticle TechnologyHenry SpencerNoch keine Bewertungen
- CBM Water White Paper 49109Dokument87 SeitenCBM Water White Paper 49109Parimal RajNoch keine Bewertungen
- Chapter 3 - Chain Reaction PnmeelaDokument39 SeitenChapter 3 - Chain Reaction PnmeelatuansyafiqNoch keine Bewertungen
- Assignment 2 CompressorDokument9 SeitenAssignment 2 CompressortuansyafiqNoch keine Bewertungen
- Process for Manufacturing Terephthalic AcidDokument5 SeitenProcess for Manufacturing Terephthalic AcidRasheed Ahmad100% (1)
- Assignment 7Dokument2 SeitenAssignment 7tuansyafiqNoch keine Bewertungen
- Chromium Reduction PresentationDokument13 SeitenChromium Reduction PresentationtuansyafiqNoch keine Bewertungen
- Baghouse DesignDokument60 SeitenBaghouse Designvenkatraman08be100% (6)
- Dehalogenation and Hexavalent ChomiumDokument22 SeitenDehalogenation and Hexavalent ChomiumtuansyafiqNoch keine Bewertungen
- Assignment 4fDokument1 SeiteAssignment 4ftuansyafiqNoch keine Bewertungen
- BaghouseDokument8 SeitenBaghousetuansyafiq100% (1)
- Bio in For MaticsDokument9 SeitenBio in For MaticstuansyafiqNoch keine Bewertungen
- Index 2Dokument27 SeitenIndex 2tuansyafiqNoch keine Bewertungen
- Composting Applications and TechnologiesDokument1 SeiteComposting Applications and TechnologiestuansyafiqNoch keine Bewertungen
- Book 1Dokument1 SeiteBook 1tuansyafiqNoch keine Bewertungen
- 9 OverrideControlDokument10 Seiten9 OverrideControlsamiran21Noch keine Bewertungen
- DP2Dokument6 SeitenDP2tuansyafiqNoch keine Bewertungen
- Types of Reactor Models ExplainedDokument13 SeitenTypes of Reactor Models ExplainedjY-renNoch keine Bewertungen
- Network ResultDokument9 SeitenNetwork ResulttuansyafiqNoch keine Bewertungen
- Separator Design MethodologyDokument19 SeitenSeparator Design Methodologyromdhan88100% (1)
- Nature and Scope of Marketing Marketing ManagementDokument51 SeitenNature and Scope of Marketing Marketing ManagementFeker H. MariamNoch keine Bewertungen
- Hotel Design Planning and DevelopmentDokument30 SeitenHotel Design Planning and DevelopmentTio Yogatma Yudha14% (7)
- SIM5320 - EVB Kit - User Guide - V1.01 PDFDokument24 SeitenSIM5320 - EVB Kit - User Guide - V1.01 PDFmarkissmuzzoNoch keine Bewertungen
- Addition and Subtraction of PolynomialsDokument8 SeitenAddition and Subtraction of PolynomialsPearl AdamosNoch keine Bewertungen
- Pfrs 16 LeasesDokument4 SeitenPfrs 16 LeasesR.A.Noch keine Bewertungen
- Color Codes and Irregular Marking-SampleDokument23 SeitenColor Codes and Irregular Marking-Samplemahrez laabidiNoch keine Bewertungen
- Riedijk - Architecture As A CraftDokument223 SeitenRiedijk - Architecture As A CraftHannah WesselsNoch keine Bewertungen
- Hydrotest CalculationDokument1 SeiteHydrotest CalculationkiranNoch keine Bewertungen
- Introduction To Streering Gear SystemDokument1 SeiteIntroduction To Streering Gear SystemNorman prattNoch keine Bewertungen
- EQ - Module - Cantilever MethodDokument17 SeitenEQ - Module - Cantilever MethodAndrea MalateNoch keine Bewertungen
- Assignment 3 Part 3 PDFDokument6 SeitenAssignment 3 Part 3 PDFStudent555Noch keine Bewertungen
- BSC6900 UMTS V900R011C00SPC700 Parameter ReferenceDokument1.010 SeitenBSC6900 UMTS V900R011C00SPC700 Parameter Referenceronnie_smgNoch keine Bewertungen
- DANZIG, Richard, A Comment On The Jurisprudence of The Uniform Commercial Code, 1975 PDFDokument17 SeitenDANZIG, Richard, A Comment On The Jurisprudence of The Uniform Commercial Code, 1975 PDFandresabelrNoch keine Bewertungen
- Caribbean Examinations Council Caribbean Secondary Certificate of Education Guidelines For On-Site Moderation SciencesDokument9 SeitenCaribbean Examinations Council Caribbean Secondary Certificate of Education Guidelines For On-Site Moderation SciencesjokerNoch keine Bewertungen
- Strain Gauge Sensor PDFDokument12 SeitenStrain Gauge Sensor PDFMario Eduardo Santos MartinsNoch keine Bewertungen
- Delhi Public School: Class: XI Subject: Assignment No. 3Dokument1 SeiteDelhi Public School: Class: XI Subject: Assignment No. 3Aman Kumar BhagatNoch keine Bewertungen
- Wika Type 111.11Dokument2 SeitenWika Type 111.11warehouse cikalongNoch keine Bewertungen
- Genre Worksheet 03 PDFDokument2 SeitenGenre Worksheet 03 PDFmelissaNoch keine Bewertungen
- Denodo Job RoleDokument2 SeitenDenodo Job Role059 Monisha BaskarNoch keine Bewertungen
- Ipo Exam Revised SyllabusDokument1 SeiteIpo Exam Revised Syllabusজ্যোতিৰ্ময় বসুমতাৰীNoch keine Bewertungen
- 9 - NCP Computer Science PGDokument19 Seiten9 - NCP Computer Science PGM AmbreenNoch keine Bewertungen
- Manual Bombas CHWDokument16 SeitenManual Bombas CHWFred GarciaNoch keine Bewertungen
- DMS-2017A Engine Room Simulator Part 1Dokument22 SeitenDMS-2017A Engine Room Simulator Part 1ammarNoch keine Bewertungen
- Basic Calculus: Performance TaskDokument6 SeitenBasic Calculus: Performance TasksammyNoch keine Bewertungen
- ThesisDokument250 SeitenThesislax mediaNoch keine Bewertungen
- EcohistDokument3 SeitenEcohistRkmv EconNoch keine Bewertungen
- Quality CircleDokument33 SeitenQuality CircleSudeesh SudevanNoch keine Bewertungen
- Electrophoresis and Fractionation of Wheat GlutenDokument14 SeitenElectrophoresis and Fractionation of Wheat GlutensecucaNoch keine Bewertungen
- Research Paper Theory of Mind 2Dokument15 SeitenResearch Paper Theory of Mind 2api-529331295Noch keine Bewertungen
- Mba Project GuidelinesDokument8 SeitenMba Project GuidelinesKrishnamohan VaddadiNoch keine Bewertungen