Das könnte Ihnen auch gefallen
- 5555 PDFDokument1 Seite5555 PDFsriabolfazlNoch keine Bewertungen
- Axpertsoft Trial VersionDokument1 SeiteAxpertsoft Trial VersionsriabolfazlNoch keine Bewertungen
- ElliottWave AliSaberain-datisnetwork0009Dokument1 SeiteElliottWave AliSaberain-datisnetwork0009sriabolfazlNoch keine Bewertungen
- Loss of Throttle Actuation in Trucks With EDC, CAG and Scania RetarderDokument2 SeitenLoss of Throttle Actuation in Trucks With EDC, CAG and Scania RetarderuserNoch keine Bewertungen
- 080contacts For VHMS and WebCAREDokument1 Seite080contacts For VHMS and WebCAREgholami.mriNoch keine Bewertungen
- Zirnevis PDFDokument1 SeiteZirnevis PDFsriabolfazlNoch keine Bewertungen
- Iran Khodro Co.: EF7 PROJECT, SAMAND (Alternator Diagram)Dokument1 SeiteIran Khodro Co.: EF7 PROJECT, SAMAND (Alternator Diagram)gholami.mriNoch keine Bewertungen
- Solution and Postprocessing of ABAQUS/CAEDokument7 SeitenSolution and Postprocessing of ABAQUS/CAEGreegar GeorgeNoch keine Bewertungen
- Casar Calculating The Service Life of Running Steel Wire RopesDokument33 SeitenCasar Calculating The Service Life of Running Steel Wire Ropessriabolfazl100% (1)
- Loss of Throttle Actuation in Trucks With EDC, CAG and Scania RetarderDokument2 SeitenLoss of Throttle Actuation in Trucks With EDC, CAG and Scania RetarderuserNoch keine Bewertungen
- Rail ClampDokument1 SeiteRail ClampsriabolfazlNoch keine Bewertungen
- 080contacts For VHMS and WebCAREDokument1 Seite080contacts For VHMS and WebCAREgholami.mriNoch keine Bewertungen
- Iran Khodro Co.: EF7 PROJECT, SAMAND (Alternator Diagram)Dokument1 SeiteIran Khodro Co.: EF7 PROJECT, SAMAND (Alternator Diagram)gholami.mriNoch keine Bewertungen
- Bridon Wire Rope CatalogueDokument66 SeitenBridon Wire Rope Cataloguetunggularif0% (1)
- 12Dokument1 Seite12sriabolfazlNoch keine Bewertungen
- Hydraulic ExcavatorDokument10 SeitenHydraulic ExcavatorLiebherr100% (2)
- 02 Rail MRS125Dokument1 Seite02 Rail MRS125sriabolfazlNoch keine Bewertungen
- Upper Intermediate Ms-OfficeDokument2 SeitenUpper Intermediate Ms-OfficesriabolfazlNoch keine Bewertungen
- Hydraulic ExcavatorDokument10 SeitenHydraulic ExcavatorLiebherr100% (2)
- Flender New Oils Approval List BA 7300 en 12.08 LUKOIL STEELODokument18 SeitenFlender New Oils Approval List BA 7300 en 12.08 LUKOIL STEELOsriabolfazl100% (1)
- Crane Wire Rope Damage and Inspection MethodsDokument11 SeitenCrane Wire Rope Damage and Inspection MethodsScott BeattyNoch keine Bewertungen
- Gardeshgari IranDokument39 SeitenGardeshgari IransriabolfazlNoch keine Bewertungen
- Casar Calculating The Service Life of Running Steel Wire RopesDokument33 SeitenCasar Calculating The Service Life of Running Steel Wire Ropessriabolfazl100% (1)
- GearboxesDokument24 SeitenGearboxesPrithviraj Daga100% (2)
- BearingDokument2 SeitenBearingBuddyCaisidoNoch keine Bewertungen
- V Belt-Persian LanguageDokument15 SeitenV Belt-Persian LanguagesriabolfazlNoch keine Bewertungen
- GearboxesDokument24 SeitenGearboxesPrithviraj Daga100% (2)
- Mechanical Component and MaintenanceDokument182 SeitenMechanical Component and MaintenancesriabolfazlNoch keine Bewertungen
- Vickers General Hydraulic BookDokument29 SeitenVickers General Hydraulic BookKarthik Sarang100% (15)
- GearboxesDokument24 SeitenGearboxesPrithviraj Daga100% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- EncShop APPDokument180 SeitenEncShop APPredoctober24100% (2)
- Tai Lieu SmallCell BTS3911E Installation Guide (04) (PDF) - enDokument98 SeitenTai Lieu SmallCell BTS3911E Installation Guide (04) (PDF) - enduongsonvnptNoch keine Bewertungen
- Ele GenDokument10 SeitenEle Gensanju08388458Noch keine Bewertungen
- Parameter DeclarationsDokument1.338 SeitenParameter DeclarationsAbqary Property MamminasataNoch keine Bewertungen
- 2.0L FsiDokument46 Seiten2.0L Fsismellybum67% (3)
- MM850102-03 UniCal RTDDokument43 SeitenMM850102-03 UniCal RTDctmtectrolNoch keine Bewertungen
- Cblephsu 03Dokument6 SeitenCblephsu 03Saheb PriyadarshiNoch keine Bewertungen
- D SCP FuserblocCD GBDokument50 SeitenD SCP FuserblocCD GBAlphaNoch keine Bewertungen
- Radiographic General Purpose: Principal AddressDokument2 SeitenRadiographic General Purpose: Principal AddressGalih TrisnanugrahaNoch keine Bewertungen
- Smaw 1Dokument3 SeitenSmaw 1OFFSHORE-ONSHORE INSTITUTE OF TECHNOLOGY INCNoch keine Bewertungen
- Baumuller ExtrusoraDokument368 SeitenBaumuller ExtrusoraJoelson MeneghelliNoch keine Bewertungen
- CLARO COMBO Emergency Light With Exit Signs v1.3Dokument2 SeitenCLARO COMBO Emergency Light With Exit Signs v1.3Charlie MendozaNoch keine Bewertungen
- CTM-CEM10-20 Service Enac v02-2Dokument214 SeitenCTM-CEM10-20 Service Enac v02-2mohammed100% (2)
- Product Introduce-RRU InstallationDokument10 SeitenProduct Introduce-RRU InstallationMuhammad AhsanNoch keine Bewertungen
- JVC Dr-m1 Service ManualDokument116 SeitenJVC Dr-m1 Service ManualvideosonNoch keine Bewertungen
- Animesh Karandikar Meghna Mahak Jaspreet Gaurang ShubhamDokument9 SeitenAnimesh Karandikar Meghna Mahak Jaspreet Gaurang ShubhamShaun NevilleNoch keine Bewertungen
- A Quick Guide To Reversible Logic 6-1Dokument20 SeitenA Quick Guide To Reversible Logic 6-1Mochamad NursidiqNoch keine Bewertungen
- Homework v.1Dokument5 SeitenHomework v.1RasedulIslam50% (2)
- Immo BypassDokument1 SeiteImmo BypassPaul LuczonNoch keine Bewertungen
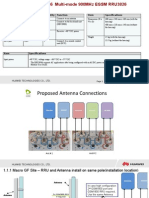
- Mrfud Description: Huawei Technologies Co., LTDDokument14 SeitenMrfud Description: Huawei Technologies Co., LTDعلي عباسNoch keine Bewertungen
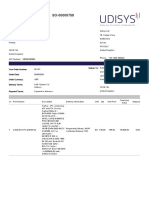
- Proforma Invoice - SO-00000758Dokument3 SeitenProforma Invoice - SO-00000758daleNoch keine Bewertungen
- See Unique Features of Rockwell Hardness Tester - Duramin 160Dokument2 SeitenSee Unique Features of Rockwell Hardness Tester - Duramin 160AimilNoch keine Bewertungen
- MAX86140/ MAX86141 Best-in-Class Optical Pulse Oximeter and Heart-Rate Sensor For Wearable HealthDokument90 SeitenMAX86140/ MAX86141 Best-in-Class Optical Pulse Oximeter and Heart-Rate Sensor For Wearable Healthmaria jose rodriguez lopezNoch keine Bewertungen
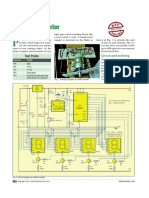
- ElectronicsForYou201401 Rotation CounterDokument2 SeitenElectronicsForYou201401 Rotation CounterAnonymous JoB5ZxgNoch keine Bewertungen
- Application Form For Inter-ConnectionDokument2 SeitenApplication Form For Inter-ConnectionDennis FielNoch keine Bewertungen
- Napolcom Exam ReviewerDokument15 SeitenNapolcom Exam ReviewerIrene FriasNoch keine Bewertungen
- Installed FilesDokument32 SeitenInstalled FilesDavid Martinez VazquezNoch keine Bewertungen
- ICP OESAReview PDFDokument11 SeitenICP OESAReview PDFAlfiah tul NuimaNoch keine Bewertungen
- Phosphorus, Sulfur, and Silicon and The Related ElementsDokument18 SeitenPhosphorus, Sulfur, and Silicon and The Related ElementsGerry Mark GubantesNoch keine Bewertungen
- Concrete Electrical ResistivityDokument7 SeitenConcrete Electrical ResistivityFernando MoitaNoch keine Bewertungen