Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Holistic Health Nutritionists Guide To The Carnivore Diet v2 06.01.21 CompressedDokument72 SeitenHolistic Health Nutritionists Guide To The Carnivore Diet v2 06.01.21 CompressedHM100% (4)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Best Fermented Foods From Around The World - Unusual Fermented FoodsDokument37 SeitenBest Fermented Foods From Around The World - Unusual Fermented FoodsNgan KimNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Improve Your Sales ProcessDokument12 SeitenImprove Your Sales ProcessSandip GhoshNoch keine Bewertungen
- List of Major Bakery EquipmentsDokument4 SeitenList of Major Bakery Equipmentsbakerybazar57% (7)
- Standard Simplex Method ExampleDokument2 SeitenStandard Simplex Method ExampleSandip GhoshNoch keine Bewertungen
- Communication Case Study 2Dokument10 SeitenCommunication Case Study 2Sandip GhoshNoch keine Bewertungen
- Exercises Grammar Mixed: Past Simple or Past Continuous 1. Use Past Simple or Past ContinuousDokument26 SeitenExercises Grammar Mixed: Past Simple or Past Continuous 1. Use Past Simple or Past ContinuousJordan Hernandez VidalNoch keine Bewertungen
- Sales Presentation Rev 9Dokument21 SeitenSales Presentation Rev 9Sandip GhoshNoch keine Bewertungen
- DIY VapeDokument8 SeitenDIY VapeSerge VanoozeNoch keine Bewertungen
- Business PlansDokument51 SeitenBusiness PlansSandip GhoshNoch keine Bewertungen
- Food and Beverage Operations ManagementDokument17 SeitenFood and Beverage Operations ManagementNga NguyenNoch keine Bewertungen
- Masta SDG SeriesDokument26 SeitenMasta SDG SeriesSandip GhoshNoch keine Bewertungen
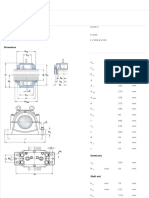
- SNL 3138 + 22236 K + H 3136Dokument2 SeitenSNL 3138 + 22236 K + H 3136Sandip GhoshNoch keine Bewertungen
- Short Sale Coordination Package: Print ... Save As ..Dokument21 SeitenShort Sale Coordination Package: Print ... Save As ..Sandip GhoshNoch keine Bewertungen
- Chapter 5 - Friction Devices - Theory of Machines - Part 1Dokument17 SeitenChapter 5 - Friction Devices - Theory of Machines - Part 1Sandip GhoshNoch keine Bewertungen
- Chapter 3 - Belts, Ropes and Chains - Theory of Machines - Part 1Dokument18 SeitenChapter 3 - Belts, Ropes and Chains - Theory of Machines - Part 1Sandip Ghosh100% (2)
- Competency Based Interview Questions: Knowledge BaseDokument5 SeitenCompetency Based Interview Questions: Knowledge BaseSandip GhoshNoch keine Bewertungen
- Product Description Designation Alternative Designation UMC D D B MinDokument104 SeitenProduct Description Designation Alternative Designation UMC D D B MinSandip GhoshNoch keine Bewertungen
- Principles of Effective Business CommunicationDokument9 SeitenPrinciples of Effective Business CommunicationSandip GhoshNoch keine Bewertungen
- Breaking The Language Breaking The Language Barriers BarriersDokument28 SeitenBreaking The Language Breaking The Language Barriers BarriersSandip GhoshNoch keine Bewertungen
- Comparing Annual Report of Mahindra Satyam and Infosys For The YEAR 2011-12Dokument26 SeitenComparing Annual Report of Mahindra Satyam and Infosys For The YEAR 2011-12Sandip GhoshNoch keine Bewertungen
- Barriers To Effective Communication: A Presentation By, Subodh, MBA Agri-Food BusinessDokument16 SeitenBarriers To Effective Communication: A Presentation By, Subodh, MBA Agri-Food BusinessSandip GhoshNoch keine Bewertungen
- 11Dokument4 Seiten11Sandip GhoshNoch keine Bewertungen
- Indian Contract ActDokument8 SeitenIndian Contract ActSandip GhoshNoch keine Bewertungen
- Tsubaki Steel Mill ChainsDokument10 SeitenTsubaki Steel Mill ChainsSandip GhoshNoch keine Bewertungen
- Mignon Comparison Chart - NewDokument2 SeitenMignon Comparison Chart - NewAndreas PritschNoch keine Bewertungen
- Product Master Data - Template V1.0Dokument61 SeitenProduct Master Data - Template V1.0Siddhant SinghNoch keine Bewertungen
- Aki's Greek Christmas Honey Cookies - Melomakarona Recipe - Akis PetretzikisDokument3 SeitenAki's Greek Christmas Honey Cookies - Melomakarona Recipe - Akis PetretzikisRoxana ComanNoch keine Bewertungen
- Seminar BeerDokument16 SeitenSeminar BeerKshitij DushingNoch keine Bewertungen
- Reviews: Onions: A Source of Unique Dietary FlavonoidsDokument14 SeitenReviews: Onions: A Source of Unique Dietary FlavonoidsrabikantNoch keine Bewertungen
- Critical ReasoningDokument7 SeitenCritical ReasoningAirah SaysonNoch keine Bewertungen
- GO Tamil Nadu Minimum Wage W.E.F April 1, 2018 To March 31, 2019Dokument3 SeitenGO Tamil Nadu Minimum Wage W.E.F April 1, 2018 To March 31, 2019Emerlson Moses0% (2)
- Going To A Restaurant Conversation Cheat Sheet: Main DialogueDokument2 SeitenGoing To A Restaurant Conversation Cheat Sheet: Main DialoguericeballchannNoch keine Bewertungen
- Places, Spaces & People: How The Urban Environment Impacts Health in Boyle Heights and East LADokument20 SeitenPlaces, Spaces & People: How The Urban Environment Impacts Health in Boyle Heights and East LAMarco RamirezNoch keine Bewertungen
- Jordan School District - Summer Lunch Program Dates and LocationsDokument1 SeiteJordan School District - Summer Lunch Program Dates and LocationsAlyssa RobertsNoch keine Bewertungen
- Cookware at Sears®: Egg Fried Rice-Easy Egg Fried Rice RecipeDokument12 SeitenCookware at Sears®: Egg Fried Rice-Easy Egg Fried Rice RecipeadhimadhuNoch keine Bewertungen
- Mississippi Mud Cake RecipeDokument1 SeiteMississippi Mud Cake RecipeGundesalvusNoch keine Bewertungen
- Count and Non-Count Nouns: Ask The Teacher To Explain You When Count Becomes Non-Count, Ok?Dokument5 SeitenCount and Non-Count Nouns: Ask The Teacher To Explain You When Count Becomes Non-Count, Ok?Jair Aguirre MoralesNoch keine Bewertungen
- ĐỀ 1.Dokument14 SeitenĐỀ 1.Bùi Văn ĐứcNoch keine Bewertungen
- Words To MemorizeDokument63 SeitenWords To MemorizeAmanda PrasantiNoch keine Bewertungen
- G5 Early Life NotesDokument11 SeitenG5 Early Life NotesPragya RastogiNoch keine Bewertungen
- Bio 2.5 Assignment - MacromoleculesDokument4 SeitenBio 2.5 Assignment - MacromoleculesToni KarlaNoch keine Bewertungen
- Business Plan 2022Dokument41 SeitenBusiness Plan 2022Jester M. MagbanuaNoch keine Bewertungen
- English 99 Second Exam - Form C - Spring Cycle 2013 - 2Dokument3 SeitenEnglish 99 Second Exam - Form C - Spring Cycle 2013 - 2Eman Mohammad AbdelatiNoch keine Bewertungen
- Management Accounting p2Dokument26 SeitenManagement Accounting p2Abegail DazoNoch keine Bewertungen
- Soal Latihan Bahasa Inggris Kelas 4Dokument5 SeitenSoal Latihan Bahasa Inggris Kelas 4Run RanNoch keine Bewertungen
- Ubd Healthy Choices Unit Plan Planning 11Dokument3 SeitenUbd Healthy Choices Unit Plan Planning 11api-129645721Noch keine Bewertungen
- Little Lemon Prototype (Community)Dokument1 SeiteLittle Lemon Prototype (Community)Derp DerpingtonNoch keine Bewertungen
- All of Us KnowDokument14 SeitenAll of Us KnowBalaji Vellore NandakumarNoch keine Bewertungen