Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Manifest Your Desires with The Quantum CookbookDokument14 SeitenManifest Your Desires with The Quantum CookbookAgarta1111Noch keine Bewertungen
- Asme B31.8Dokument193 SeitenAsme B31.8mrivera100% (7)
- Basic ShapesDokument11 SeitenBasic Shapeschristopher templar100% (1)
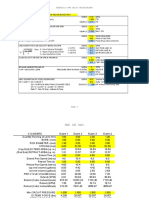
- Copia de Hirsch-Hydraulic-CalculatorDokument1 SeiteCopia de Hirsch-Hydraulic-Calculatormtbecerrap0% (1)
- Copia de Hirsch-Hydraulic-CalculatorDokument1 SeiteCopia de Hirsch-Hydraulic-Calculatormtbecerrap0% (1)
- Copia de Hirsch-Hydraulic-CalculatorDokument1 SeiteCopia de Hirsch-Hydraulic-Calculatormtbecerrap0% (1)
- AWS D1-1 PQR-WPS Yes Pre QualifiedDokument2 SeitenAWS D1-1 PQR-WPS Yes Pre QualifiedJRodengineerNoch keine Bewertungen
- Real Gas ThermodynamicsDokument112 SeitenReal Gas ThermodynamicsJohn AllenNoch keine Bewertungen
- Soil Nail Wall - Soil Nailing - Deep ExcavationDokument7 SeitenSoil Nail Wall - Soil Nailing - Deep ExcavationAlok Mehta0% (1)
- S P I C e J e T Q U e S T I o N SDokument43 SeitenS P I C e J e T Q U e S T I o N SDharavGosaliaNoch keine Bewertungen
- Best Book of Mathematics For All Copetitive ExamsDokument407 SeitenBest Book of Mathematics For All Copetitive ExamsMuhammad IshtiaqNoch keine Bewertungen
- Boston ReducersDokument356 SeitenBoston ReducersVicente Banda ZuñigaNoch keine Bewertungen
- Atos Industrial ValvesDokument22 SeitenAtos Industrial ValvesM S GokulNoch keine Bewertungen
- Conveyor Chain Design GuideDokument64 SeitenConveyor Chain Design GuideAtacomaNoch keine Bewertungen
- Mechanical FiberingDokument1 SeiteMechanical FiberingmtbecerrapNoch keine Bewertungen
- B PDFDokument69 SeitenB PDFAnonymous UoHUagNoch keine Bewertungen
- Piping Design InfoDokument279 SeitenPiping Design InfoPradeep SarodeNoch keine Bewertungen
- Catalogo PROPERCA ASTM A36-A283 GR C, A131 GR A, A285 GR C, A516 GR 70Dokument7 SeitenCatalogo PROPERCA ASTM A36-A283 GR C, A131 GR A, A285 GR C, A516 GR 70mtbecerrapNoch keine Bewertungen
- Control - Tuberia - 530 IVAN TUADokument58 SeitenControl - Tuberia - 530 IVAN TUAmtbecerrapNoch keine Bewertungen
- Structural ShapesDokument21 SeitenStructural ShapesjeefryNoch keine Bewertungen
- Copia de Cfp-Fluidpower-CalculatorDokument12 SeitenCopia de Cfp-Fluidpower-CalculatormtbecerrapNoch keine Bewertungen
- BPVCDokument1 SeiteBPVCmtbecerrapNoch keine Bewertungen
- Bonnie Forge Couple DimensionsDokument14 SeitenBonnie Forge Couple DimensionsTodd AlexanderNoch keine Bewertungen
- WeldBend Catalog PDFDokument186 SeitenWeldBend Catalog PDFDavid MahoneyNoch keine Bewertungen
- Factors Affecting Pipe Spool FabricationDokument7 SeitenFactors Affecting Pipe Spool FabricationtkarasonNoch keine Bewertungen
- Catalogo Leeson Electric Co PDFDokument534 SeitenCatalogo Leeson Electric Co PDFmtbecerrapNoch keine Bewertungen
- PSTL Bush 08Dokument7 SeitenPSTL Bush 08mtbecerrapNoch keine Bewertungen
- Pesos de Componentes SPG-SBRG-SPRGDokument3 SeitenPesos de Componentes SPG-SBRG-SPRGmtbecerrapNoch keine Bewertungen
- Renold Conveyor Section1&2 0508 PDFDokument51 SeitenRenold Conveyor Section1&2 0508 PDFmtbecerrapNoch keine Bewertungen
- Avance Semana10.Piping2300Dokument60 SeitenAvance Semana10.Piping2300mtbecerrapNoch keine Bewertungen
- Principles For Welding Procedure Qualification Tests PDFDokument35 SeitenPrinciples For Welding Procedure Qualification Tests PDFmtbecerrapNoch keine Bewertungen
- Kitz 3 Way - 4 SeatedDokument6 SeitenKitz 3 Way - 4 SeatedmtbecerrapNoch keine Bewertungen
- Ev DG05Dokument14 SeitenEv DG05mtbecerrapNoch keine Bewertungen
- Tsubaki Backstop AntiretornoDokument12 SeitenTsubaki Backstop Antiretornomtbecerrap100% (1)
- OneSteel Valve Product CatalogueDokument40 SeitenOneSteel Valve Product CatalogueEr Pupone de Naza100% (1)
- Forged Steel ValveDokument100 SeitenForged Steel ValveHan KokoNoch keine Bewertungen
- Irjet V5i5256 PDFDokument5 SeitenIrjet V5i5256 PDFMuhsinaNoch keine Bewertungen
- Acceleration (Inclined Plane)Dokument5 SeitenAcceleration (Inclined Plane)jambunaNoch keine Bewertungen
- EPA 1668 A, Ag-2003Dokument129 SeitenEPA 1668 A, Ag-2003Karina Rondon RivadeneyraNoch keine Bewertungen
- Purmelt QR 3317 BR 2Dokument2 SeitenPurmelt QR 3317 BR 2Mikel Pacheco IglesiasNoch keine Bewertungen
- Abdel Jawad 2005Dokument8 SeitenAbdel Jawad 2005Alberto Tupa OrtizNoch keine Bewertungen
- Schrodinger Equation DerivationDokument12 SeitenSchrodinger Equation DerivationAndrés López Martínez100% (1)
- Solving The Simandoux EquationDokument15 SeitenSolving The Simandoux Equationjose_rarmenta100% (1)
- About The Company: Machined and Forged ComponentsDokument18 SeitenAbout The Company: Machined and Forged ComponentsankitNoch keine Bewertungen
- Fluid MechanicsDokument29 SeitenFluid Mechanicsaminur3rahman-1Noch keine Bewertungen
- E1213-14 Práctica Estándar para La Diferencia Mínima de Temperatura Resoluble para Sistemas de Imágenes TérmicasDokument3 SeitenE1213-14 Práctica Estándar para La Diferencia Mínima de Temperatura Resoluble para Sistemas de Imágenes Térmicasfredy lopezNoch keine Bewertungen
- Cup Making MachineDokument3 SeitenCup Making MachineJournalNX - a Multidisciplinary Peer Reviewed JournalNoch keine Bewertungen
- ChemDokument2 SeitenChemBaliuag Guia100% (4)
- Chemistry Project: To Study The Quantity of Casein Present in Different Samples of MilkDokument14 SeitenChemistry Project: To Study The Quantity of Casein Present in Different Samples of Milkveenu68Noch keine Bewertungen
- Metrology AssignmentDokument31 SeitenMetrology AssignmentKailas Sree Chandran100% (1)
- Compressive Strength of Hydraulic Cement Mortars (Using 2-In. or (50-mm) Cube Specimens)Dokument9 SeitenCompressive Strength of Hydraulic Cement Mortars (Using 2-In. or (50-mm) Cube Specimens)Jesús Luis Arce GuillermoNoch keine Bewertungen
- Newton's Laws of Motion Worksheet.Dokument2 SeitenNewton's Laws of Motion Worksheet.Llama jennerNoch keine Bewertungen
- DMCR Detection Measurement Control RelayDokument5 SeitenDMCR Detection Measurement Control RelayMuhammad AbuzarNoch keine Bewertungen
- Quantum NumbersDokument10 SeitenQuantum Numbersaplattinum1633Noch keine Bewertungen
- Datasheet MPX5100DPDokument16 SeitenDatasheet MPX5100DPKemahyanto Exaudi SiahaanNoch keine Bewertungen
- P 211enDokument26 SeitenP 211enRadhakrishnan BalasubramanianNoch keine Bewertungen
- Marsh FunnelDokument2 SeitenMarsh Funnel123shripadNoch keine Bewertungen
- Optimum Penstocks For Low Head Microhydro Schemes - Alexander, Giddens - 2008Dokument13 SeitenOptimum Penstocks For Low Head Microhydro Schemes - Alexander, Giddens - 2008cbarajNoch keine Bewertungen
- Commercial Building Structural Design and AnalysisDokument19 SeitenCommercial Building Structural Design and AnalysisPatrikNoch keine Bewertungen