Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Manual OccultismDokument390 SeitenManual OccultismJikker Gigi Phatbeatzz Barrow100% (11)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- 8v92ta DetroitDokument554 Seiten8v92ta Detroit10000389% (9)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Explaining Zambian Poverty: A History of Economic Policy Since IndependenceDokument37 SeitenExplaining Zambian Poverty: A History of Economic Policy Since IndependenceChola Mukanga100% (3)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- JMO Solutions 2008Dokument4 SeitenJMO Solutions 2008ichkhuyNoch keine Bewertungen
- Pnbcontr0223en (Web)Dokument308 SeitenPnbcontr0223en (Web)James GeorgeNoch keine Bewertungen
- Electricity and MagnetismDokument29 SeitenElectricity and MagnetismNashrul HaqNoch keine Bewertungen
- KRC1 Start-Up PDFDokument29 SeitenKRC1 Start-Up PDFRafael50% (2)
- Orona Fault CodesDokument19 SeitenOrona Fault CodesDanushka Bandara100% (1)
- Bams 1st Rachna Sharir Joints and Their Classification 16-05-2020Dokument15 SeitenBams 1st Rachna Sharir Joints and Their Classification 16-05-2020Sanjana SajjanarNoch keine Bewertungen
- Ohms LawDokument16 SeitenOhms Lawmpravin kumarNoch keine Bewertungen
- IPC 4552 Cuprins - ENIG PDFDokument3 SeitenIPC 4552 Cuprins - ENIG PDFMarlon CornejoNoch keine Bewertungen
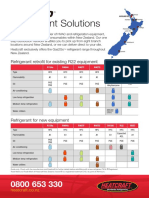
- Refrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentDokument2 SeitenRefrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentpriyoNoch keine Bewertungen
- BSN Curriculum 2012Dokument1 SeiteBSN Curriculum 2012Joana Bless PereyNoch keine Bewertungen
- Nestle Internship ResumeDokument2 SeitenNestle Internship ResumeHasnain AshrafNoch keine Bewertungen
- The Six Types of Simple MachinesDokument4 SeitenThe Six Types of Simple MachinesmarroNoch keine Bewertungen
- Carbon Emissions Don't Cause Global Warming: BackgroundDokument5 SeitenCarbon Emissions Don't Cause Global Warming: BackgroundLibertyAustraliaNoch keine Bewertungen
- Anil Singh Rathore: Career HighlightsDokument4 SeitenAnil Singh Rathore: Career HighlightsHRD CORP CONSULTANCYNoch keine Bewertungen
- Appetizer Summative TestDokument36 SeitenAppetizer Summative TestArgelynPadolinaPedernalNoch keine Bewertungen
- Eureka Forbes ReportDokument75 SeitenEureka Forbes ReportUjjval Jain0% (1)
- Moving Money Box: Pig (Assembly Instructions) : The Movements Work Better With Heavier CoinsDokument6 SeitenMoving Money Box: Pig (Assembly Instructions) : The Movements Work Better With Heavier CoinsjuanNoch keine Bewertungen
- Unit-I: Digital Image Fundamentals & Image TransformsDokument70 SeitenUnit-I: Digital Image Fundamentals & Image TransformsNuzhath FathimaNoch keine Bewertungen
- Unit Test 7 (PDF)Dokument1 SeiteUnit Test 7 (PDF)emirelliucNoch keine Bewertungen
- Baldor Motor TestDokument14 SeitenBaldor Motor TestChecho BuenaventuraNoch keine Bewertungen
- 500 Word LIST Synonim of TOEFLDokument22 Seiten500 Word LIST Synonim of TOEFLNurul JulinarNoch keine Bewertungen
- Qualitest Canada BrochureDokument7 SeitenQualitest Canada BrochureBala SingamNoch keine Bewertungen
- Aluminum Alloy 6351 T6 Sheet SuppliersDokument10 SeitenAluminum Alloy 6351 T6 Sheet Supplierssanghvi overseas incNoch keine Bewertungen
- Chapter 3 Deflection of Beams - Conjugate Beam MethodDokument6 SeitenChapter 3 Deflection of Beams - Conjugate Beam MethodMbali MagagulaNoch keine Bewertungen
- AN-PFC-TDA 4863-3 Calculation-Tool For PFC-Preconverter Using TDA 4863Dokument9 SeitenAN-PFC-TDA 4863-3 Calculation-Tool For PFC-Preconverter Using TDA 4863NaciConSolNoch keine Bewertungen
- Dead Zone I Air AgeDokument7 SeitenDead Zone I Air AgeJaponec PicturesNoch keine Bewertungen
- Density-Based Methods: DBSCAN: Density-Based Clustering Based On Connected Regions With High DensityDokument3 SeitenDensity-Based Methods: DBSCAN: Density-Based Clustering Based On Connected Regions With High DensityKingzlynNoch keine Bewertungen