Das könnte Ihnen auch gefallen
- 6 1 3 Caso 2 Experiencia 6Dokument2 Seiten6 1 3 Caso 2 Experiencia 6Gustavo GarínNoch keine Bewertungen
- Espesor de LosaDokument6 SeitenEspesor de Losabjose19Noch keine Bewertungen
- Definición de Estrategia NubiaDokument1 SeiteDefinición de Estrategia NubiacxrloshNoch keine Bewertungen
- Perdida de CargaDokument2 SeitenPerdida de CargaMoroko69Noch keine Bewertungen
- Planillas de Calculo para El Predimensionamiento en columnasCivilGeekscomDokument25 SeitenPlanillas de Calculo para El Predimensionamiento en columnasCivilGeekscomcxrloshNoch keine Bewertungen
- G2 SP2 SprintreviewDokument1 SeiteG2 SP2 SprintreviewcxrloshNoch keine Bewertungen
- Los EPP Comprenden Todos Aquellos DispositivosDokument9 SeitenLos EPP Comprenden Todos Aquellos DispositivoscxrloshNoch keine Bewertungen
- Desglose Precios Lic - No2 Hasta2do AltoDokument5 SeitenDesglose Precios Lic - No2 Hasta2do AltocxrloshNoch keine Bewertungen
- Espesor de LosaDokument6 SeitenEspesor de Losabjose19Noch keine Bewertungen
- Charlas de Seguridad N 2Dokument88 SeitenCharlas de Seguridad N 2Elvis Felix Gonzales SamayaniNoch keine Bewertungen
- Deber #2 Partes Moviles y Fijas de Un MotorDokument13 SeitenDeber #2 Partes Moviles y Fijas de Un MotorcxrloshNoch keine Bewertungen
- Palma BorysDokument14 SeitenPalma BorysrodgerelmejorNoch keine Bewertungen
- Daily Sprint MeetingDokument1 SeiteDaily Sprint MeetingcxrloshNoch keine Bewertungen
- Costo de SoldaduraDokument55 SeitenCosto de SoldaduracxrloshNoch keine Bewertungen
- Deber Individual de Soldadura - MoranteDokument9 SeitenDeber Individual de Soldadura - MorantecxrloshNoch keine Bewertungen
- Los EPP Comprenden Todos Aquellos DispositivosDokument9 SeitenLos EPP Comprenden Todos Aquellos DispositivoscxrloshNoch keine Bewertungen
- Ciclo Térmico de La SoldaduraDokument8 SeitenCiclo Térmico de La SoldaduracxrloshNoch keine Bewertungen
- Daily Sprint Meeting: Armijos DayanaDokument1 SeiteDaily Sprint Meeting: Armijos DayanacxrloshNoch keine Bewertungen
- BridasDokument1 SeiteBridasJonatan AgudeloNoch keine Bewertungen
- Daily Sprint Meeting: Armijos DayanaDokument1 SeiteDaily Sprint Meeting: Armijos DayanacxrloshNoch keine Bewertungen
- Daily Sprint Meeting: Armijos DayanaDokument1 SeiteDaily Sprint Meeting: Armijos DayanacxrloshNoch keine Bewertungen
- Daily Sprint MeetingDokument1 SeiteDaily Sprint MeetingcxrloshNoch keine Bewertungen
- Daily Sprint MeetingDokument1 SeiteDaily Sprint MeetingcxrloshNoch keine Bewertungen
- Daily Sprint MeetingDokument1 SeiteDaily Sprint MeetingcxrloshNoch keine Bewertungen
- Daily Sprint Meeting: Armijos DayanaDokument1 SeiteDaily Sprint Meeting: Armijos DayanacxrloshNoch keine Bewertungen
- Daily Sprint Meeting: Armijos DayanaDokument1 SeiteDaily Sprint Meeting: Armijos DayanacxrloshNoch keine Bewertungen
- Daily Sprint MeetingDokument2 SeitenDaily Sprint MeetingcxrloshNoch keine Bewertungen
- Daily Sprint Meeting: Armijos DayanaDokument1 SeiteDaily Sprint Meeting: Armijos DayanacxrloshNoch keine Bewertungen
- Daily Sprint Meeting: Armijos DayanaDokument1 SeiteDaily Sprint Meeting: Armijos DayanacxrloshNoch keine Bewertungen
- Product Backlog: FuncionalidadesDokument1 SeiteProduct Backlog: FuncionalidadescxrloshNoch keine Bewertungen
- Metodología Ágil Scrum: Sprint Planning MeetingDokument2 SeitenMetodología Ágil Scrum: Sprint Planning MeetingcxrloshNoch keine Bewertungen
- Estabilizacion Con Galerias DrenantesDokument2 SeitenEstabilizacion Con Galerias DrenantesRonal Zumaeta PortocarreroNoch keine Bewertungen
- 2023 Plan Operativo de Sec Acad 2020 - EntregaDokument9 Seiten2023 Plan Operativo de Sec Acad 2020 - EntregaMiguel Roberto HilarioNoch keine Bewertungen
- Informe Proyecto de VidaDokument6 SeitenInforme Proyecto de Vidaluis carlos oyola loaizaNoch keine Bewertungen
- Especificaciones de Las Actividades Del Rio CallacameDokument16 SeitenEspecificaciones de Las Actividades Del Rio CallacamegustavoNoch keine Bewertungen
- Catalogo TrimbleDokument17 SeitenCatalogo TrimbleDAVIDNoch keine Bewertungen
- Actividad Evaluativa - Proyectar El Mercado PDFDokument5 SeitenActividad Evaluativa - Proyectar El Mercado PDFAldair EspitiaNoch keine Bewertungen
- Informe Retos y Oportunidades Personales en La Formación VirtualDokument6 SeitenInforme Retos y Oportunidades Personales en La Formación VirtualOscarAugustoGarciaAlvarez100% (1)
- Investigacion Lentes DelgadasDokument10 SeitenInvestigacion Lentes DelgadasPaco CortésNoch keine Bewertungen
- Tercer Parcial 1C 2019Dokument1 SeiteTercer Parcial 1C 2019Agus AngeliniNoch keine Bewertungen
- Bombas de InfusionDokument15 SeitenBombas de InfusionlucasNoch keine Bewertungen
- Taller Afectivo-Sexual.Dokument6 SeitenTaller Afectivo-Sexual.jaiiroNoch keine Bewertungen
- Examen - (AAB01) Cuestionario 2 - Desarrolle La Segunda Evaluación Parcial Referente A La Unidad 2 - Trastorno Bipolar y Trastornos RelacionadosDokument6 SeitenExamen - (AAB01) Cuestionario 2 - Desarrolle La Segunda Evaluación Parcial Referente A La Unidad 2 - Trastorno Bipolar y Trastornos RelacionadosWladimir Coloma CruzNoch keine Bewertungen
- Unidad I (ACPD)Dokument6 SeitenUnidad I (ACPD)Edith VargasNoch keine Bewertungen
- Taller Panel de ControlDokument16 SeitenTaller Panel de ControlAnonymous 9f9ODWYpNoch keine Bewertungen
- Articulando ContinuidadDokument165 SeitenArticulando ContinuidadJavier AlbaNoch keine Bewertungen
- FasoresDokument11 SeitenFasoresYunior DagaNoch keine Bewertungen
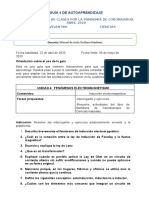
- Guia de Autoaprendizaje 4 CN2Dokument2 SeitenGuia de Autoaprendizaje 4 CN2missael de jesusNoch keine Bewertungen
- Humbolt y Su Contribucion A La CienciaDokument18 SeitenHumbolt y Su Contribucion A La Cienciasergio_dingessNoch keine Bewertungen
- 4387-Texto Del Artículo-18690-1-10-20130830Dokument8 Seiten4387-Texto Del Artículo-18690-1-10-20130830EMANUEL ALEXANDER ESPINEL ROJASNoch keine Bewertungen
- Sesión 7 OFI Dinámica Durante Costos LC 2023Dokument8 SeitenSesión 7 OFI Dinámica Durante Costos LC 2023Leonela PortocarreroNoch keine Bewertungen
- Enseñanza de Las Ciencias NaturalesDokument15 SeitenEnseñanza de Las Ciencias NaturalesRosa MartinezNoch keine Bewertungen
- Rol Del EstudianteDokument1 SeiteRol Del Estudiantemaria hernandezNoch keine Bewertungen
- Unidad Didáctica 1: C.A.D.Dokument9 SeitenUnidad Didáctica 1: C.A.D.angelmiceltiNoch keine Bewertungen
- Las narrativas divergentes de la globalizaciónDokument1 SeiteLas narrativas divergentes de la globalizaciónKarolOchoaNoch keine Bewertungen
- 1 Programación Modular de Ofimatica - 2020Dokument17 Seiten1 Programación Modular de Ofimatica - 2020Oscar Palomino MoralesNoch keine Bewertungen
- Tabla Capacidad en Los CablesDokument1 SeiteTabla Capacidad en Los CablesJhonatan Duran bastidasNoch keine Bewertungen
- Memoria Descriptiva - Declaratoria de FabricaDokument2 SeitenMemoria Descriptiva - Declaratoria de FabricaLuis Matos QuezadaNoch keine Bewertungen
- Entrega Final Fotoperiodismo 202111Dokument7 SeitenEntrega Final Fotoperiodismo 202111Javier eduardo Granados moraNoch keine Bewertungen
- Inteligencia EmocionalDokument3 SeitenInteligencia EmocionalNia BarcenasNoch keine Bewertungen