Das könnte Ihnen auch gefallen
- Quantum Analysis of Degenerate Three-Level LaserDokument6 SeitenQuantum Analysis of Degenerate Three-Level LaserSitotaw Eshete GebremeskelNoch keine Bewertungen
- Ece-1006 ProjectDokument22 SeitenEce-1006 ProjectAdarsh RajNoch keine Bewertungen
- Acoustic MetamaterialsDokument29 SeitenAcoustic MetamaterialsJoeMcSnowNoch keine Bewertungen
- Cat 290Dokument137 SeitenCat 290AlexNoch keine Bewertungen
- Electron Beam MachiningDokument25 SeitenElectron Beam MachiningAbhay P John100% (2)
- Real-Time Analysis, in SuperCollider, of Spectral Features of Electroglottographic Signals DENNIS JOHANSSONDokument71 SeitenReal-Time Analysis, in SuperCollider, of Spectral Features of Electroglottographic Signals DENNIS JOHANSSONMichael Przybylski100% (1)
- Calculation of Heat and Mass BalanceDokument18 SeitenCalculation of Heat and Mass BalanceJitendra Bhatia100% (3)
- Planetary Power PlantDokument1 SeitePlanetary Power PlantMarc JustMarc100% (1)
- Oal Ed Ethahne: Prof. P. K. SinghDokument67 SeitenOal Ed Ethahne: Prof. P. K. SinghViplove RajurkarNoch keine Bewertungen
- David Peat On David BohmDokument13 SeitenDavid Peat On David BohmfranciscocalvoNoch keine Bewertungen
- 1.photolithography (ECE209) Unit 2Dokument23 Seiten1.photolithography (ECE209) Unit 2RajaNoch keine Bewertungen
- Torqueo Pikotek PDFDokument4 SeitenTorqueo Pikotek PDFjast111100% (1)
- Kilmartin Dissertation Worldviews in TransitionDokument334 SeitenKilmartin Dissertation Worldviews in Transitionr8b8l100% (2)
- Seasonal Influences On Safety of Substation Grounding Systems Seminar ReportDokument26 SeitenSeasonal Influences On Safety of Substation Grounding Systems Seminar Reportiagoo50% (4)
- Restrepo 2006 Emergence 2Dokument9 SeitenRestrepo 2006 Emergence 2pastafarianboyNoch keine Bewertungen
- Remote Sensing: Application of ScienceDokument19 SeitenRemote Sensing: Application of ScienceAlia100% (1)
- Optical Properties & CharacteristicsDokument21 SeitenOptical Properties & CharacteristicsRogelyn JosolNoch keine Bewertungen
- Formulation Development and Evaluation of Sustained Release Tablets of AceclofenacDokument128 SeitenFormulation Development and Evaluation of Sustained Release Tablets of Aceclofenacraju narayana padala0% (1)
- APPENDIX B Filler Metal Comparison Chart ABS-AWSDokument3 SeitenAPPENDIX B Filler Metal Comparison Chart ABS-AWSplkv100% (1)
- Plasma TechnologyDokument27 SeitenPlasma TechnologyAtul Mittal100% (2)
- New Sensors and Processing ChainVon EverandNew Sensors and Processing ChainJean-Hugh ThomasNoch keine Bewertungen
- Lecture 10Dokument4 SeitenLecture 10Akshay DimpuNoch keine Bewertungen
- A Brief Introduction To MEMS and NEMSDokument29 SeitenA Brief Introduction To MEMS and NEMS9894786946Noch keine Bewertungen
- Microelectromechanical Systems (MEMS) Materials and Fabrication ProcessesDokument7 SeitenMicroelectromechanical Systems (MEMS) Materials and Fabrication ProcessesGajanan BirajdarNoch keine Bewertungen
- Introduction To Plasma Physics and Contr PDFDokument10 SeitenIntroduction To Plasma Physics and Contr PDFshamsudeenNoch keine Bewertungen
- The Elusive Plasma-A Journey To The Plasma Wonderland-Facebook Physicist Group 02-19-2017Dokument90 SeitenThe Elusive Plasma-A Journey To The Plasma Wonderland-Facebook Physicist Group 02-19-2017Ali AbdouNoch keine Bewertungen
- Semiconductor Interview QuestionsDokument2 SeitenSemiconductor Interview QuestionssmydyNoch keine Bewertungen
- Led DocumentDokument48 SeitenLed DocumenthappysinhaNoch keine Bewertungen
- Electron Beam LithographyDokument11 SeitenElectron Beam LithographySaqib ZargarNoch keine Bewertungen
- Enrico Rodrigo - Wormholes, Void Bubbles and Vacuum Energy SuppressionDokument15 SeitenEnrico Rodrigo - Wormholes, Void Bubbles and Vacuum Energy SuppressionGijke3Noch keine Bewertungen
- Introduction To Plasma ModuleDokument42 SeitenIntroduction To Plasma ModuleRanjithPerumalNoch keine Bewertungen
- Electron Beam LithographyDokument14 SeitenElectron Beam LithographyAmey RanjekarNoch keine Bewertungen
- Three-Dimensional Sound Source Localization UsingDokument15 SeitenThree-Dimensional Sound Source Localization UsingWill D'Andrea FonsecaNoch keine Bewertungen
- Metamaterials and Negative Refractive IndexDokument6 SeitenMetamaterials and Negative Refractive IndexRohan KulkarniNoch keine Bewertungen
- STP 122.. THEORY Optics and WavesDokument142 SeitenSTP 122.. THEORY Optics and Wavesangelinapatrick257Noch keine Bewertungen
- Electron and PhotonDokument20 SeitenElectron and Photonnitin100% (2)
- CST Charged Particle Simulation LowDokument2 SeitenCST Charged Particle Simulation Low9999igi100% (1)
- Wireless Headphone User ManualDokument288 SeitenWireless Headphone User ManualMihai MosneaguNoch keine Bewertungen
- Laser Study MaterialDokument8 SeitenLaser Study MaterialMohammed Rizwan MalikNoch keine Bewertungen
- Nanotechnology PresentationDokument12 SeitenNanotechnology PresentationUrsuConstantinNoch keine Bewertungen
- Bernard P. Binks, Tommy S. Horozov Colloidal Particles at Liquid Interfaces PDFDokument519 SeitenBernard P. Binks, Tommy S. Horozov Colloidal Particles at Liquid Interfaces PDFTanvir Hossain100% (1)
- The Formation of the Solar SystemDokument21 SeitenThe Formation of the Solar SystemBella PesquiraNoch keine Bewertungen
- Methods to estimate stakeholder views of sustainabilityDokument7 SeitenMethods to estimate stakeholder views of sustainabilityAlireza FatemiNoch keine Bewertungen
- USR P B: Etail Rice OokDokument84 SeitenUSR P B: Etail Rice OokDanielTrasNoch keine Bewertungen
- Organic Potting Mix BasicsDokument11 SeitenOrganic Potting Mix BasicsEl-Elohei Yeshua JesheuaNoch keine Bewertungen
- Electro Masgnetic Propulsion SystemDokument2 SeitenElectro Masgnetic Propulsion Systemfsilassie8012Noch keine Bewertungen
- Tesis Finalcorrections PDFDokument166 SeitenTesis Finalcorrections PDFdaniej25Noch keine Bewertungen
- Largest Space Manipulation Breakthrough Enables Warp Bubble PropulsionDokument9 SeitenLargest Space Manipulation Breakthrough Enables Warp Bubble PropulsiongeicoblacksNoch keine Bewertungen
- Python For SeismologyDokument4 SeitenPython For SeismologyKanita Nur IzzatiNoch keine Bewertungen
- Polarization 4Dokument36 SeitenPolarization 4wartNoch keine Bewertungen
- Semiconductor ParametersDokument40 SeitenSemiconductor ParameterssulaimanNoch keine Bewertungen
- Light Emitting PolymersDokument17 SeitenLight Emitting PolymersAbhishek Parmar100% (1)
- E08 Handbook LedDokument13 SeitenE08 Handbook LedlaekemariyamNoch keine Bewertungen
- Spectroscopy Primer: Introduction to Atomic, Rotational, Vibrational, Raman, Electronic, Photoelectron and NMR SpectroscopyDokument141 SeitenSpectroscopy Primer: Introduction to Atomic, Rotational, Vibrational, Raman, Electronic, Photoelectron and NMR SpectroscopyJohn Paolo MirandaNoch keine Bewertungen
- Gas LasersDokument4 SeitenGas LasersPayal SinghalNoch keine Bewertungen
- CRT InformationDokument5 SeitenCRT InformationA CNoch keine Bewertungen
- Bomaker SiFi User ManualDokument54 SeitenBomaker SiFi User ManualstefanlindmarkNoch keine Bewertungen
- What Is FL & Its Applications - 1Dokument95 SeitenWhat Is FL & Its Applications - 1rmehfuzNoch keine Bewertungen
- Additive Manufacturing Using Selective Electron Beam MeltingDokument8 SeitenAdditive Manufacturing Using Selective Electron Beam MeltingHiki ChannelNoch keine Bewertungen
- Location Through ConsciousnessDokument2 SeitenLocation Through ConsciousnessAravindan MuthuNoch keine Bewertungen
- HST 362 Sources 2011 PDFDokument27 SeitenHST 362 Sources 2011 PDFLéo LacerdaNoch keine Bewertungen
- Disk Management From The Command-Line, Part 1 - The InstructionalDokument10 SeitenDisk Management From The Command-Line, Part 1 - The Instructionalscribd-123Noch keine Bewertungen
- Plastic Electronics Printing ProcessesDokument12 SeitenPlastic Electronics Printing ProcessesgandharvsikriNoch keine Bewertungen
- MicroDokument17 SeitenMicroShakeel EngyNoch keine Bewertungen
- Mems Production TechnologyDokument33 SeitenMems Production Technologyb bbNoch keine Bewertungen
- Mechatronics Module 2-MemsDokument26 SeitenMechatronics Module 2-MemsRahul DasNoch keine Bewertungen
- Kerala University B Tech Part Time Syllabus (2013)Dokument7 SeitenKerala University B Tech Part Time Syllabus (2013)iagooNoch keine Bewertungen
- Industrial Networks PDFDokument39 SeitenIndustrial Networks PDFlakshmi_innovatorNoch keine Bewertungen
- Cathode Ray OscilloscopesDokument17 SeitenCathode Ray OscilloscopesiagooNoch keine Bewertungen
- Business Information SystemsDokument21 SeitenBusiness Information SystemsEng Abdulkadir MahamedNoch keine Bewertungen
- PSC SyllabusDokument5 SeitenPSC SyllabusiagooNoch keine Bewertungen
- Automation PDFDokument13 SeitenAutomation PDFiagooNoch keine Bewertungen
- National Conference On Technological Trends 2013Dokument21 SeitenNational Conference On Technological Trends 2013iagooNoch keine Bewertungen
- Vibration Energy HarvestingDokument53 SeitenVibration Energy HarvestingiagooNoch keine Bewertungen
- Introduction To MemsDokument24 SeitenIntroduction To MemsiagooNoch keine Bewertungen
- PhotolithographyDokument1 SeitePhotolithographyiagooNoch keine Bewertungen
- Piezoelectric Energy HarvestingDokument26 SeitenPiezoelectric Energy Harvestingiagoo100% (1)
- NCTT PresentationDokument6 SeitenNCTT PresentationiagooNoch keine Bewertungen
- NCTT PresentationDokument6 SeitenNCTT PresentationiagooNoch keine Bewertungen
- Vibration Energy HarvestingDokument29 SeitenVibration Energy HarvestingiagooNoch keine Bewertungen
- Visakh SeminarDokument20 SeitenVisakh SeminariagooNoch keine Bewertungen
- Vibration Energy HarvestingDokument53 SeitenVibration Energy HarvestingiagooNoch keine Bewertungen
- National Conference On Technological Trends 2013Dokument21 SeitenNational Conference On Technological Trends 2013iagooNoch keine Bewertungen
- Laser Cladding Melt Pool Temperature ControlDokument26 SeitenLaser Cladding Melt Pool Temperature ControliagooNoch keine Bewertungen
- Laser Cladding Melt Pool Temperature ControlDokument26 SeitenLaser Cladding Melt Pool Temperature ControliagooNoch keine Bewertungen
- CDMA Principles of Spread Spectrum CommunicationDokument258 SeitenCDMA Principles of Spread Spectrum Communicationfaizazohra80% (5)
- Cet M Tech Ec SyllabusDokument47 SeitenCet M Tech Ec SyllabusiagooNoch keine Bewertungen
- M Tech ElectiveDokument32 SeitenM Tech ElectiveiagooNoch keine Bewertungen
- PresentationDokument23 SeitenPresentationiagooNoch keine Bewertungen
- An Actuator Failure Tolerant Control Scheme For On Underwater Remotely Operated VehicleDokument46 SeitenAn Actuator Failure Tolerant Control Scheme For On Underwater Remotely Operated VehicleiagooNoch keine Bewertungen
- The Intel Microprocessor Barry B Brey PDFDokument920 SeitenThe Intel Microprocessor Barry B Brey PDFKuludip Kumar Gupta88% (16)
- Pamphlet 152 - Edition 4 - April 2018Dokument29 SeitenPamphlet 152 - Edition 4 - April 2018acidoanimalNoch keine Bewertungen
- Weld Design-GrDokument58 SeitenWeld Design-Grvenky100% (1)
- Soil Pollution: Causes, Effects and Simple SolutionsDokument7 SeitenSoil Pollution: Causes, Effects and Simple SolutionsVon MorenNoch keine Bewertungen
- Deformation and Fracture Mechanics of Engineering MaterialsDokument44 SeitenDeformation and Fracture Mechanics of Engineering MaterialsSyed Muhammad AliNoch keine Bewertungen
- ACOT21 Round 2 - Gold TierDokument7 SeitenACOT21 Round 2 - Gold Tierjoe mamaNoch keine Bewertungen
- FAME - Automated Fatty Acid Derivatization & GC - MS AnalysisDokument3 SeitenFAME - Automated Fatty Acid Derivatization & GC - MS AnalysisHushla ShudriNoch keine Bewertungen
- Engineering Failure Analysis: Lucjan Witek, Micha Ł Sikora, Feliks Stachowicz, Tomasz TrzepiecinskiDokument10 SeitenEngineering Failure Analysis: Lucjan Witek, Micha Ł Sikora, Feliks Stachowicz, Tomasz TrzepiecinskisobhanNoch keine Bewertungen
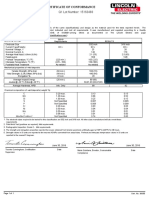
- Certificate of Conformance: Q1 Lot Number: 15163483Dokument1 SeiteCertificate of Conformance: Q1 Lot Number: 15163483interx00Noch keine Bewertungen
- 12.co Ordination CompoundsExerciseDokument34 Seiten12.co Ordination CompoundsExerciseMaster Of HakingNoch keine Bewertungen
- Internship Format1Dokument44 SeitenInternship Format1Prajwal ChavanNoch keine Bewertungen
- Energy and FluctuationDokument10 SeitenEnergy and Fluctuationwalid Ait MazouzNoch keine Bewertungen
- Assignment Open and Closed Thermodynamic SystemDokument1 SeiteAssignment Open and Closed Thermodynamic SystemJenellie BahintingNoch keine Bewertungen
- Study of Gas-Condensate Well Productivity in Santa Barbara Field, Venezuela, by Well Test AnalysisDokument9 SeitenStudy of Gas-Condensate Well Productivity in Santa Barbara Field, Venezuela, by Well Test AnalysisWaleed Barakat MariaNoch keine Bewertungen
- Henkel Industrial Solutions Surface Treatment Selector GuideDokument2 SeitenHenkel Industrial Solutions Surface Treatment Selector GuideMax JunghannsNoch keine Bewertungen
- Physico-chemical Water Treatment Processes AssignmentDokument6 SeitenPhysico-chemical Water Treatment Processes AssignmentAbir HasanNoch keine Bewertungen
- Chem 2 Chemistry in Your World 2nd Edition Hogg Solutions ManualDokument35 SeitenChem 2 Chemistry in Your World 2nd Edition Hogg Solutions Manualcriedhieraticoxqs100% (24)
- Folder ILF Upstream Facilities enDokument4 SeitenFolder ILF Upstream Facilities enSterling GordianNoch keine Bewertungen
- Ch E 441 - Chemical Kinetics and Reaction Engineering Residence Time DistributionsDokument35 SeitenCh E 441 - Chemical Kinetics and Reaction Engineering Residence Time Distributionsbenjy8769Noch keine Bewertungen
- Analysis QBDokument167 SeitenAnalysis QBChethan PrabhuNoch keine Bewertungen
- Bitumen Colloidal and Structural Stability CharacterizationDokument16 SeitenBitumen Colloidal and Structural Stability CharacterizationAnonymous x7VY8VF7100% (1)
- Tooth Colour Restorative Materials in Ped DentDokument27 SeitenTooth Colour Restorative Materials in Ped DentNilay ShahNoch keine Bewertungen
- Build Up MaterialsDokument5 SeitenBuild Up MaterialsMishell CarolinaNoch keine Bewertungen
- Lecture Notes On Mixed Signal Circuit Design by Prof Dinesh.K.sharmaDokument565 SeitenLecture Notes On Mixed Signal Circuit Design by Prof Dinesh.K.sharmaSumanth VarmaNoch keine Bewertungen
- Chem 2 Q1 Module 1 Attractive ForcesDokument9 SeitenChem 2 Q1 Module 1 Attractive ForcesPrincess Venita BerganteNoch keine Bewertungen
- Compressed Air SystemDokument29 SeitenCompressed Air Systemsk sajidNoch keine Bewertungen