Das könnte Ihnen auch gefallen
- All MCQ HVDC PDFDokument158 SeitenAll MCQ HVDC PDFshaikh wajed khalil43% (7)
- Waste Management at JSW Steel - An Innovative Approach: DR Amit Ranjan ChakrabortyDokument25 SeitenWaste Management at JSW Steel - An Innovative Approach: DR Amit Ranjan ChakrabortyAnindya RoyNoch keine Bewertungen
- Physics Project On Full Wave Rectifier Class 12 CBSEDokument13 SeitenPhysics Project On Full Wave Rectifier Class 12 CBSESomrat Dutta60% (15)
- First Movable KR in India Has Successfully Started Up in JSW Steel at VijayanagarDokument10 SeitenFirst Movable KR in India Has Successfully Started Up in JSW Steel at VijayanagarJJNoch keine Bewertungen
- Magnacoaster Patent WillisDokument22 SeitenMagnacoaster Patent WillisMikolas*Noch keine Bewertungen
- Designand Construtionofthe Coreless Induction FurnaceDokument91 SeitenDesignand Construtionofthe Coreless Induction FurnaceUma Koduri100% (1)
- Improvement of Surface Quality of Continuously Cast Steel Control PDFDokument130 SeitenImprovement of Surface Quality of Continuously Cast Steel Control PDFChrist ChristiNoch keine Bewertungen
- Study of Blast Furnace Cooling StaveDokument7 SeitenStudy of Blast Furnace Cooling StavecaapasaNoch keine Bewertungen
- Saes-T-151 2014Dokument13 SeitenSaes-T-151 2014Aamer Fazal KhanNoch keine Bewertungen
- ModularizationDokument4 SeitenModularizationAlvin KuanNoch keine Bewertungen
- Vega DF Lab1Dokument48 SeitenVega DF Lab1Raven Evangelista CanaNoch keine Bewertungen
- Blast Furnace Design of The FutureDokument10 SeitenBlast Furnace Design of The FutureSamanway DasNoch keine Bewertungen
- Rethink Specifications For Fired HeatersDokument7 SeitenRethink Specifications For Fired HeatersAhmed SeliemNoch keine Bewertungen
- Energy Optimizing FurnaceDokument4 SeitenEnergy Optimizing Furnacesourajpatel100% (1)
- TRG Manual For Avr With Maxdna PLC PDFDokument65 SeitenTRG Manual For Avr With Maxdna PLC PDFRukma Goud Shakkari0% (1)
- Clean Steel Practices in The Melt ShopDokument3 SeitenClean Steel Practices in The Melt Shopmp87_ingNoch keine Bewertungen
- Proto Type Arc FurnaceDokument5 SeitenProto Type Arc FurnaceMoudeh ToumaNoch keine Bewertungen
- The Goldschmidt ReactionDokument7 SeitenThe Goldschmidt ReactionManojlovic VasoNoch keine Bewertungen
- Computer Modeling of Refractory/Slag/Metal InteractionsDokument8 SeitenComputer Modeling of Refractory/Slag/Metal InteractionsAbderrahim AmchtahrirNoch keine Bewertungen
- Steeelmaking 130109095431 Phpapp02Dokument251 SeitenSteeelmaking 130109095431 Phpapp02Debasish Chatterjee ChatterjeeNoch keine Bewertungen
- Bee - Hive Metallurgical CokeDokument4 SeitenBee - Hive Metallurgical Coke124swadeshiNoch keine Bewertungen
- Electric Arc Furnace Steelmaking by Jeremy A. T. Jones, Nupro CorporationDokument9 SeitenElectric Arc Furnace Steelmaking by Jeremy A. T. Jones, Nupro CorporationGilson JuniorNoch keine Bewertungen
- Progress of Emission Control System in EAF ShopsDokument8 SeitenProgress of Emission Control System in EAF ShopsJoão CoelhoNoch keine Bewertungen
- Fuzzy Logic Implementation Using MATLABDokument40 SeitenFuzzy Logic Implementation Using MATLABMuruganandam Masilamani100% (1)
- Operation Manual FurnaceDokument21 SeitenOperation Manual FurnaceAshutosh SinghNoch keine Bewertungen
- The Melt Shop ProcessDokument38 SeitenThe Melt Shop ProcessAmr Tarek100% (3)
- 2.assessment of FurnacesDokument16 Seiten2.assessment of FurnacesDeepak JayNoch keine Bewertungen
- Pig Iron - Blast Furnace RouteDokument3 SeitenPig Iron - Blast Furnace RouteRaden Pambudi PratamaNoch keine Bewertungen
- Mass Balance Modeling For Electric Arc Furnace PDFDokument7 SeitenMass Balance Modeling For Electric Arc Furnace PDFmshahNoch keine Bewertungen
- Ladle RefractoryDokument26 SeitenLadle RefractoryRavindra Kashyap100% (2)
- Training 2 LF FundamentalsDokument64 SeitenTraining 2 LF Fundamentalsprasenjitsayantan100% (1)
- What Is Furnace ?Dokument21 SeitenWhat Is Furnace ?BARUN BIKASH DENoch keine Bewertungen
- Induction FurnaceDokument7 SeitenInduction FurnaceDeepak Velusamy100% (2)
- Electric Arc and Ladle Furnaces PDFDokument27 SeitenElectric Arc and Ladle Furnaces PDFrodolfo_tome8275Noch keine Bewertungen
- EAF GeneralDokument60 SeitenEAF GeneralFaisal SalehNoch keine Bewertungen
- Ternary Phase DiagramsDokument10 SeitenTernary Phase DiagramsJéssica NotórioNoch keine Bewertungen
- Heating and Cooling Generation and Distribution Systems: Central Vs Decentralized SystemsDokument15 SeitenHeating and Cooling Generation and Distribution Systems: Central Vs Decentralized SystemsRakesh RanjanNoch keine Bewertungen
- 42-Electric Arc FurnacesDokument11 Seiten42-Electric Arc Furnacessureshkumar908Noch keine Bewertungen
- Flash Outokumpu Continuous Converting ProcessDokument15 SeitenFlash Outokumpu Continuous Converting ProcessSimón BaezaNoch keine Bewertungen
- Siemens Win TDCDokument32 SeitenSiemens Win TDCBilal Aslam100% (1)
- Figure 19.5.-Vertical Section of An Electric Arc Furnace ShopDokument61 SeitenFigure 19.5.-Vertical Section of An Electric Arc Furnace ShopAries GunZadielNoch keine Bewertungen
- Ausmelt SmeltingDokument6 SeitenAusmelt SmeltingMarcelo SerranoNoch keine Bewertungen
- Refractory Lining and Wear of AC and DC FurnaceDokument23 SeitenRefractory Lining and Wear of AC and DC Furnaceceng el samiuNoch keine Bewertungen
- Refractories For Induction Furnaces For DisplayDokument9 SeitenRefractories For Induction Furnaces For Displayabdul rochimNoch keine Bewertungen
- Matte Converting in Copper SmeltingDokument17 SeitenMatte Converting in Copper SmeltingNussdy Gajardo PerezNoch keine Bewertungen
- A Lining Management System For Submerged Arc FurnacesDokument10 SeitenA Lining Management System For Submerged Arc FurnacesismaglezhNoch keine Bewertungen
- Desulfurization of SteelDokument69 SeitenDesulfurization of SteelPouria Homayoun100% (2)
- Factors Affecting Silicomanganese Production Using Manganese Rich Slag in The ChargeDokument3 SeitenFactors Affecting Silicomanganese Production Using Manganese Rich Slag in The ChargePushkar KhannaNoch keine Bewertungen
- Mill ScaleDokument6 SeitenMill ScaleJhovanny RendónNoch keine Bewertungen
- A Lining Management System For Submerged Arc FurnacesDokument1 SeiteA Lining Management System For Submerged Arc FurnacessuryaNoch keine Bewertungen
- 46 1080 Steel DegassingDokument2 Seiten46 1080 Steel DegassingAjiNoch keine Bewertungen
- Optimisation of Reheat Furnace - Air PreheaterDokument6 SeitenOptimisation of Reheat Furnace - Air PreheaterLTE002Noch keine Bewertungen
- Elephant Foot Errosion IfDokument4 SeitenElephant Foot Errosion Ifjagatish100% (3)
- Iron MakingDokument26 SeitenIron Makingsumit ranjanNoch keine Bewertungen
- Inclusion Evolution and Removal in Ladle Refining: R. J. O'MalleyDokument20 SeitenInclusion Evolution and Removal in Ladle Refining: R. J. O'MalleyemregnesNoch keine Bewertungen
- THE EFFECT OF FOAMY SLAG IN THE ELECTRIC ARC FURNACES ON ELECTRIC Energy Consumption PDFDokument10 SeitenTHE EFFECT OF FOAMY SLAG IN THE ELECTRIC ARC FURNACES ON ELECTRIC Energy Consumption PDFManojlovic VasoNoch keine Bewertungen
- Nmd-Atm-2018r-00405 - Arghya Majumder - RinlDokument18 SeitenNmd-Atm-2018r-00405 - Arghya Majumder - RinlArghya MajumderNoch keine Bewertungen
- 10208-15101387124325secondary Steel Making OverviewDokument13 Seiten10208-15101387124325secondary Steel Making OverviewOmar TahaNoch keine Bewertungen
- Paper 6 - TenovaDokument31 SeitenPaper 6 - TenovaKalai SelvanNoch keine Bewertungen
- Clogging in Continuos Casting NozzleDokument21 SeitenClogging in Continuos Casting Nozzlemiltone87Noch keine Bewertungen
- CokemakingTechnologies ComparisonDokument9 SeitenCokemakingTechnologies Comparisonkselvan_1100% (1)
- OTE Outotec Pallet Cars For Sintering and PelletizDokument4 SeitenOTE Outotec Pallet Cars For Sintering and PelletizShukla SuyashNoch keine Bewertungen
- Vaibhav Furnaces: Some Snap ShotsDokument6 SeitenVaibhav Furnaces: Some Snap ShotsVaibhav FurnacesNoch keine Bewertungen
- Oxygen Steel Making ProcessesDokument78 SeitenOxygen Steel Making ProcessesDwy IconAceNoch keine Bewertungen
- Developments in Blast Furnace Process Control at Port Kembla BaseDokument13 SeitenDevelopments in Blast Furnace Process Control at Port Kembla BaseBinod Kumar PadhiNoch keine Bewertungen
- Fired Heater Process GasDokument9 SeitenFired Heater Process GasWendellReeceFrankNoch keine Bewertungen
- Jasc CodesDokument113 SeitenJasc CodesBookMaggotNoch keine Bewertungen
- 02 - Power Circuits PDFDokument27 Seiten02 - Power Circuits PDFnazaxNoch keine Bewertungen
- A Modified PI-Controller Based High Current Density DCDC Converter For EV Charging ApplicationsDokument22 SeitenA Modified PI-Controller Based High Current Density DCDC Converter For EV Charging ApplicationsTAKEOFF EDU GROUPNoch keine Bewertungen
- 3-Phase Diode Bridge RectifierDokument54 Seiten3-Phase Diode Bridge RectifierHimanshu Gupta50% (2)
- JNTUK BTech 2 1 Electronics Communications R20 Syllabus PDFDokument19 SeitenJNTUK BTech 2 1 Electronics Communications R20 Syllabus PDFKethavath Sakrunaik KNoch keine Bewertungen
- Service Manual: LCD TVDokument78 SeitenService Manual: LCD TVHector SevillaNoch keine Bewertungen
- Esab LTN 255 Aristo-Tig 255Dokument50 SeitenEsab LTN 255 Aristo-Tig 255Branko Ferenčak100% (1)
- MAX5033DDokument17 SeitenMAX5033DBruno NascimentoNoch keine Bewertungen
- JetCat PRO Engines 2022Dokument9 SeitenJetCat PRO Engines 2022Yücel Orkut AktaşNoch keine Bewertungen
- Instruction Bulletin Altivar 61/71 Spare Parts Kits: ® Required Documentation For Use With CD-ROM 8800EP0801 V4.0Dokument28 SeitenInstruction Bulletin Altivar 61/71 Spare Parts Kits: ® Required Documentation For Use With CD-ROM 8800EP0801 V4.0LeandroNoch keine Bewertungen
- MBRF2035 - MBRF20150: FeaturesDokument2 SeitenMBRF2035 - MBRF20150: FeaturesY. Leonel MolinaNoch keine Bewertungen
- DC AlternatorDokument6 SeitenDC AlternatorNikhil Dixit100% (1)
- Chennai Sorted Questions 19-20Dokument35 SeitenChennai Sorted Questions 19-20Aravind100% (1)
- EECE263 Basic Circuit Analysis Set 7: DiodesDokument30 SeitenEECE263 Basic Circuit Analysis Set 7: DiodeswerewaroNoch keine Bewertungen
- An Introduction To The Wireless Power Consortium Standard Ans TIs Compliant SolutionsDokument5 SeitenAn Introduction To The Wireless Power Consortium Standard Ans TIs Compliant SolutionsRoberto Delgado WebbNoch keine Bewertungen
- Bridgeless Power Factor Correction CircuitsDokument3 SeitenBridgeless Power Factor Correction Circuitsdarshan chirkeNoch keine Bewertungen
- KBU608Dokument4 SeitenKBU608José AdelinoNoch keine Bewertungen
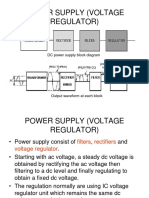
- 2c Power Supply (Voltage Regulator)Dokument14 Seiten2c Power Supply (Voltage Regulator)Love StrikeNoch keine Bewertungen
- 03 Definition - Classification of Power System Stability IEEE-CIGRE Joint Task Force On Stability Terms and DefinitionsDokument63 Seiten03 Definition - Classification of Power System Stability IEEE-CIGRE Joint Task Force On Stability Terms and DefinitionsRosa Elvira Montalvo MartínezNoch keine Bewertungen
- ETP4860 B1A201074817 001 Embedded Power System Datasheet 01 20200...Dokument2 SeitenETP4860 B1A201074817 001 Embedded Power System Datasheet 01 20200...Charmer JiaNoch keine Bewertungen
- DC Link Capacitor PDFDokument8 SeitenDC Link Capacitor PDFSambit PattnaikNoch keine Bewertungen
- SRL3060P PDFDokument2 SeitenSRL3060P PDFantagonicoNoch keine Bewertungen