Das könnte Ihnen auch gefallen
- Method Statement Water Supply Line Tie in Point Re-RoutingDokument17 SeitenMethod Statement Water Supply Line Tie in Point Re-RoutingShyju Melepurath83% (6)
- Construction & Specifications - SusmiñaDokument2 SeitenConstruction & Specifications - Susmiñamichael jan de celisNoch keine Bewertungen
- Method Statement For Pipe Laying Along Road Shoulder - Edurapotha 2Dokument2 SeitenMethod Statement For Pipe Laying Along Road Shoulder - Edurapotha 2BMWGNoch keine Bewertungen
- Detailed Specification of PlumbingDokument7 SeitenDetailed Specification of PlumbingNava PavanNoch keine Bewertungen
- Elements of Water Supply SystemDokument2 SeitenElements of Water Supply SystemSaidul Hoque90% (10)
- Technical Specifications For Structural Works - All ProjectsDokument78 SeitenTechnical Specifications For Structural Works - All ProjectsDushan Lalithya GamaethigeNoch keine Bewertungen
- PBI Warranty Building Technical BidDokument39 SeitenPBI Warranty Building Technical BidDonalyn NatorillaNoch keine Bewertungen
- Specification Nov. 25, 2013Dokument4 SeitenSpecification Nov. 25, 2013Mary Ann LictaoaNoch keine Bewertungen
- Storm Water Drainage System PDFDokument14 SeitenStorm Water Drainage System PDFRobert Nixon100% (1)
- Design of Irrigation SystemDokument70 SeitenDesign of Irrigation SystemAlbert Andrew FloresNoch keine Bewertungen
- Final MethodologiesDokument21 SeitenFinal Methodologiesmarlon mamacNoch keine Bewertungen
- Unit 8 (HIGHWAY DRAINAGE)Dokument27 SeitenUnit 8 (HIGHWAY DRAINAGE)Zara Nabilah91% (22)
- General Specification of ScaffoldingDokument5 SeitenGeneral Specification of ScaffoldingAditya Hegde100% (1)
- Colin Forbes Collection Bookszip PDFDokument4 SeitenColin Forbes Collection Bookszip PDFJoshuaNoch keine Bewertungen
- Safety Manual PDFDokument215 SeitenSafety Manual PDFHarman Sandhu100% (4)
- 2003-2004 Polaris MSX 110 MSX 150 Personal WatercraftDokument241 Seiten2003-2004 Polaris MSX 110 MSX 150 Personal WatercraftJisu Kim100% (1)
- Lanco Infratech Limited: Proposed Methodology of Construction 1. Collection of DrawingsDokument9 SeitenLanco Infratech Limited: Proposed Methodology of Construction 1. Collection of Drawingslinesh3Noch keine Bewertungen
- Method Statement For Detailed Suspended Ceiling CebuDokument8 SeitenMethod Statement For Detailed Suspended Ceiling CebuImelda Valiente100% (1)
- Plumbing ReviewerDokument22 SeitenPlumbing ReviewerMary Joy Lumacang100% (3)
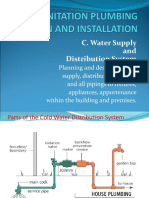
- Water Supply and Distribution System PDFDokument33 SeitenWater Supply and Distribution System PDFIgnacio Jr. PaguyoNoch keine Bewertungen
- Concept Design Report Plumbing DesignDokument4 SeitenConcept Design Report Plumbing DesignHaymanot Baynesagn100% (1)
- Item 900 - Reinforced Concrete 900.1 DescriptionDokument9 SeitenItem 900 - Reinforced Concrete 900.1 DescriptionEster MarianNoch keine Bewertungen
- Di and Gi Pipes LayingDokument15 SeitenDi and Gi Pipes Layingashish reddyNoch keine Bewertungen
- Plumbing ReviewerDokument21 SeitenPlumbing ReviewerChica GoghNoch keine Bewertungen
- Work Methodology For Clearing and Grubbing of Trees and ShrubsDokument2 SeitenWork Methodology For Clearing and Grubbing of Trees and ShrubsNasser Issa Abu HalimehNoch keine Bewertungen
- C1. Water SupplyDokument34 SeitenC1. Water Supplyhermano balbon67% (3)
- DESCRIPTION: ITEM 405-Structural ConcreteDokument11 SeitenDESCRIPTION: ITEM 405-Structural ConcreteKioNoch keine Bewertungen
- IPC - Chapter 11 Storm DrainageDokument14 SeitenIPC - Chapter 11 Storm DrainageyoesofNoch keine Bewertungen
- The 4 Major Components of The Drainage SystemDokument2 SeitenThe 4 Major Components of The Drainage SystemKrizzia Fatima PiodosNoch keine Bewertungen
- New Atlanta Specifications For HdpeDokument14 SeitenNew Atlanta Specifications For HdpeMarvin MartinezNoch keine Bewertungen
- Module 11-Private Disposal PDFDokument35 SeitenModule 11-Private Disposal PDFonaaaaangNoch keine Bewertungen
- Building Water Supply SystemDokument46 SeitenBuilding Water Supply System'Sayed Asadullah75% (4)
- Procedure For Sectional Field Hydrotest For Di Pipes: Jainco Buildcon Pvt. Ltd.Dokument11 SeitenProcedure For Sectional Field Hydrotest For Di Pipes: Jainco Buildcon Pvt. Ltd.AjayNoch keine Bewertungen
- Water Supply System - Minal PalveDokument51 SeitenWater Supply System - Minal PalveminalNoch keine Bewertungen
- Method Statement Cast in Situ Curb StoneDokument8 SeitenMethod Statement Cast in Situ Curb StoneDaniel MartinezNoch keine Bewertungen
- Technical Specifications - PlumbingDokument19 SeitenTechnical Specifications - PlumbingVicVicNoch keine Bewertungen
- Plumbing - Technical Specifications PDFDokument18 SeitenPlumbing - Technical Specifications PDFEdzon LacayNoch keine Bewertungen
- Building SpecificationDokument2 SeitenBuilding SpecificationAlemar Soriano MalintadNoch keine Bewertungen
- SPDIDokument3 SeitenSPDIMaria Elisha Mae CandelariaNoch keine Bewertungen
- Sample CHB InstallationDokument11 SeitenSample CHB InstallationCatherine CatacutanNoch keine Bewertungen
- Water Supply and Sanitary Installation AssignmentDokument3 SeitenWater Supply and Sanitary Installation AssignmentAlfatah muhumedNoch keine Bewertungen
- Swimming Pool General RequirementsDokument23 SeitenSwimming Pool General RequirementsVee KeeNoch keine Bewertungen
- FDT-Apparatus & ToolsDokument5 SeitenFDT-Apparatus & ToolsLorena TanNoch keine Bewertungen
- SN BoqDokument9 SeitenSN BoqElias WorkuNoch keine Bewertungen
- Basic House DimensionsDokument1 SeiteBasic House DimensionsAzi Pitalbo67% (3)
- Asphalt Method StatementDokument13 SeitenAsphalt Method StatementCourage KusosaNoch keine Bewertungen
- Chapter 6 Plumbing Materials Drainage Pipes andDokument11 SeitenChapter 6 Plumbing Materials Drainage Pipes andRhey LuceroNoch keine Bewertungen
- Storm Drainage SystemsDokument39 SeitenStorm Drainage SystemsGinto AquinoNoch keine Bewertungen
- Design Consideration For Rural and Urban RoadsDokument23 SeitenDesign Consideration For Rural and Urban RoadsLokesh Gupta100% (3)
- Methodology of CHBDokument15 SeitenMethodology of CHBLevy Jane DobleNoch keine Bewertungen
- Operation and Maintenance of Water Distribution SystemDokument27 SeitenOperation and Maintenance of Water Distribution SystemSarah HaNoch keine Bewertungen
- Sewerage System NotesDokument34 SeitenSewerage System NotesArshdeep Ashu100% (2)
- Study of Storm and Sewr Water Drainage System at Haldia Based On Sewergems SoftwareDokument135 SeitenStudy of Storm and Sewr Water Drainage System at Haldia Based On Sewergems SoftwareKoushikDebnath0% (1)
- Plumbing Code Summarized-1Dokument22 SeitenPlumbing Code Summarized-1dino100% (2)
- PlumbingDokument10 SeitenPlumbingAngemar Roquero Mirasol100% (2)
- Prepared By: Alexander San AndresDokument28 SeitenPrepared By: Alexander San AndresKenneth TolentinoNoch keine Bewertungen
- Tables by FajardoDokument1 SeiteTables by FajardoKimo KenoNoch keine Bewertungen
- Overhead TankDokument4 SeitenOverhead TankChungath LineshNoch keine Bewertungen
- 1.fabrication and Installation of Pipe SupportDokument5 Seiten1.fabrication and Installation of Pipe Supportsethu1091100% (3)
- Technical SpecificayionDokument40 SeitenTechnical SpecificayionDebjit KunduNoch keine Bewertungen
- General SpecificationsDokument9 SeitenGeneral SpecificationsTyron CustodioNoch keine Bewertungen
- MethologyDokument28 SeitenMethologysachidanand samalNoch keine Bewertungen
- 2.3.3 - CE Water NetworksDokument24 Seiten2.3.3 - CE Water NetworksSIVANoch keine Bewertungen
- MATH 1342 Elementary Statistics Prerequisite ReviewDokument8 SeitenMATH 1342 Elementary Statistics Prerequisite ReviewAnaNoch keine Bewertungen
- Fractal Source Solar: Organizing and Enhancing A PresentationDokument4 SeitenFractal Source Solar: Organizing and Enhancing A PresentationAnthony BlackmoreNoch keine Bewertungen
- CNN Course-Notes 365Dokument29 SeitenCNN Course-Notes 365aherfNoch keine Bewertungen
- RRL (Matrix)Dokument11 SeitenRRL (Matrix)Abzde GachoNoch keine Bewertungen
- Computer Graphics LabDokument43 SeitenComputer Graphics LabMD Mehraj HossainNoch keine Bewertungen
- Data KapalDokument2 SeitenData KapalDavis JeloyNoch keine Bewertungen
- Sensorless-FOC With Flux-Weakening and MTPA IPMSM Motor Drives PDFDokument17 SeitenSensorless-FOC With Flux-Weakening and MTPA IPMSM Motor Drives PDFBook4AllNoch keine Bewertungen
- Module 2 - Project ManagementDokument15 SeitenModule 2 - Project ManagementDonato B. SerranoNoch keine Bewertungen
- Assignment For Mid 1Dokument9 SeitenAssignment For Mid 1Vũ Thị Hà TrangNoch keine Bewertungen
- Hach CL17sc ManualDokument212 SeitenHach CL17sc ManualLuis ArmasNoch keine Bewertungen
- Produced by An Autodesk Student Version: NorthDokument1 SeiteProduced by An Autodesk Student Version: NorthBreannaNoch keine Bewertungen
- Az 900Dokument2 SeitenAz 900Vadivel KmNoch keine Bewertungen
- Number Worksheets - Your Therapy SourceDokument12 SeitenNumber Worksheets - Your Therapy SourceKeerthanaNoch keine Bewertungen
- WVP Fs5gEemXFQqkMWIiQg PRS3699 IPL Logic Flow V2Dokument49 SeitenWVP Fs5gEemXFQqkMWIiQg PRS3699 IPL Logic Flow V2Ross WilsonNoch keine Bewertungen
- Sa-Vk62Dgc Sa-Vk62Dgs Sa-Vk62Dgcs: DVD Stereo SystemDokument35 SeitenSa-Vk62Dgc Sa-Vk62Dgs Sa-Vk62Dgcs: DVD Stereo SystemVitorio LogoNoch keine Bewertungen
- Computer Science Ib HL Ia Criterion ADokument4 SeitenComputer Science Ib HL Ia Criterion ANadim Al DroubiNoch keine Bewertungen
- EnGenius Solution Specialist - Cloud CertificationDokument84 SeitenEnGenius Solution Specialist - Cloud CertificationHilman Gusti ArdiantoNoch keine Bewertungen
- 21 25 VPC Si Sys AdminDokument598 Seiten21 25 VPC Si Sys AdminNguyễn Lương QuyềnNoch keine Bewertungen
- Amit Kumar Das (Iiest Shibpur)Dokument28 SeitenAmit Kumar Das (Iiest Shibpur)In SaneNoch keine Bewertungen
- Fanuc 0i-M ManualDokument58 SeitenFanuc 0i-M Manualrastaegg75% (4)
- Tutorial 1 SolutionDokument3 SeitenTutorial 1 SolutionshivnilNoch keine Bewertungen
- Equipment Connection - Intergraph CADWorx - Analysis PDFDokument3 SeitenEquipment Connection - Intergraph CADWorx - Analysis PDFSharun Suresh100% (1)
- Hardware Installation: Network ControllerDokument27 SeitenHardware Installation: Network ControllerSeguridad FeralmaticNoch keine Bewertungen
- I T T B & J G: Ntroduction of ATA ELE Usiness Solutions EE RoupDokument4 SeitenI T T B & J G: Ntroduction of ATA ELE Usiness Solutions EE Roupsachin mishraNoch keine Bewertungen
- SWE2Dokument25 SeitenSWE2Suraj DasguptaNoch keine Bewertungen
- ResumeDokument3 SeitenResumeVibhuNoch keine Bewertungen
- Grade 12 Step Ahead L.O. LEARNER SUPPORT MATERIAL FOR 2021 4Dokument47 SeitenGrade 12 Step Ahead L.O. LEARNER SUPPORT MATERIAL FOR 2021 4SphumeleleNoch keine Bewertungen