Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Guide Elements: 05 - AccessoriesDokument5 SeitenGuide Elements: 05 - AccessoriesDaniAmdaniNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- 4 Mold IntroDokument6 Seiten4 Mold IntroDaniAmdaniNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Classification of Polymers: 02 - Plastic Materials Mould Design ProjectDokument8 SeitenClassification of Polymers: 02 - Plastic Materials Mould Design ProjectDaniAmdaniNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Scheduling and Requirements: 01 - Introduction, Injection Moulding and MachinesDokument4 SeitenScheduling and Requirements: 01 - Introduction, Injection Moulding and MachinesDaniAmdaniNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- SAE ProjectDokument200 SeitenSAE ProjectKhai Huynh100% (3)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Progressive Tool Design and Analysis For 49 Lever 5 Stage ToolsDokument10 SeitenProgressive Tool Design and Analysis For 49 Lever 5 Stage ToolsseventhsensegroupNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Inspection Certificate 3.1 As Per JIS G0415:2014, EN 10204:2004, ISO 10474:2013 Cert No: 1000040855 Page 1 of 2Dokument2 SeitenInspection Certificate 3.1 As Per JIS G0415:2014, EN 10204:2004, ISO 10474:2013 Cert No: 1000040855 Page 1 of 2Silverio AcuñaNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- CPC Manual - Multilayer Chromium & Aluminium Oxide Plating On Piston RingsDokument4 SeitenCPC Manual - Multilayer Chromium & Aluminium Oxide Plating On Piston RingsARVINDA KUMARNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Kymik Engineering's Client LIst PDFDokument28 SeitenKymik Engineering's Client LIst PDFSaptarshi RoyNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- International Starch Institute: Wrought Stainless SteelsDokument14 SeitenInternational Starch Institute: Wrought Stainless SteelsSilmina AdzhaniNoch keine Bewertungen
- Iso 559 PDFDokument22 SeitenIso 559 PDFsenthilNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
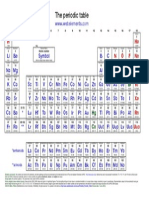
- Webelements Table 5sf 2012-06-07Dokument0 SeitenWebelements Table 5sf 2012-06-07Bagus Hari Sarjana RahardianNoch keine Bewertungen
- 131 A AMPCO METAL Plastic Catalogue enDokument12 Seiten131 A AMPCO METAL Plastic Catalogue enFELIPENoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- HL77Dokument1 SeiteHL77Renato WatanabeNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Arcos 625Dokument1 SeiteArcos 625bowotriantoNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Manual de Aceros Inoxidables EspecialesDokument12 SeitenManual de Aceros Inoxidables EspecialesErick OlavarriaNoch keine Bewertungen
- Din en 10083 3 2007Dokument58 SeitenDin en 10083 3 2007PedroNoch keine Bewertungen
- 60 Years of Rolling MillsDokument28 Seiten60 Years of Rolling MillsAnurag Ramdas100% (2)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Kumwell Code No - REVISI.Dokument1 SeiteKumwell Code No - REVISI.Ahmad ZulkarnaenNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- TWI CSWIP Visual Inspection of WeldDokument102 SeitenTWI CSWIP Visual Inspection of WeldHamdi Hamdi100% (1)
- Material Translation TableDokument6 SeitenMaterial Translation TableFaruk Ekinci100% (3)
- Third Generation High Strength Low Alloy Steels With Improved ToughnessDokument10 SeitenThird Generation High Strength Low Alloy Steels With Improved ToughnessNiken ApriliaNoch keine Bewertungen
- Universiti Malaysia Perlis Laboratory Report Metal Extraction Technology PDT 262 SEMESTER 2 (2016/2017)Dokument17 SeitenUniversiti Malaysia Perlis Laboratory Report Metal Extraction Technology PDT 262 SEMESTER 2 (2016/2017)amirolNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Industry ListDokument7 SeitenIndustry ListAvijeet Banerjee50% (2)
- Cswip 3.1Dokument8 SeitenCswip 3.1AnandNoch keine Bewertungen
- Astm E350 95pdf PDFDokument58 SeitenAstm E350 95pdf PDFJuliaBundaMumtazNoch keine Bewertungen
- KITZ ProductDokument44 SeitenKITZ Productkingathur26681Noch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Critical Review On Special Forming Processes and Associated Research For Lightweight Components Based On Sheet and Tube MaterialsDokument20 SeitenA Critical Review On Special Forming Processes and Associated Research For Lightweight Components Based On Sheet and Tube MaterialsNugrahaNoch keine Bewertungen
- Chapter 4-Solid Solution Equilibrium Phase Diagram PDFDokument38 SeitenChapter 4-Solid Solution Equilibrium Phase Diagram PDFMohd Azizi50% (2)
- SS400 Structural Steel - An OverviewDokument2 SeitenSS400 Structural Steel - An OverviewrsbguesthouseNoch keine Bewertungen
- MTG General PresentationDokument18 SeitenMTG General PresentationVasil DosevNoch keine Bewertungen
- Grain Size Prediction in Hot Forging of A 20MnCr5 SteelDokument27 SeitenGrain Size Prediction in Hot Forging of A 20MnCr5 SteelhadiNoch keine Bewertungen
- Ciht Industrial Training FileDokument48 SeitenCiht Industrial Training FileRishabNoch keine Bewertungen
- Electroplating of JewelryDokument13 SeitenElectroplating of JewelrymobsivacNoch keine Bewertungen
- Archer E-CatalogueDokument8 SeitenArcher E-CatalogueJosielynNoch keine Bewertungen
- Fabrication RequirementsDokument9 SeitenFabrication RequirementsRizkyEffendySimanullangNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)