Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Construction Labor Rate-CostsDokument7 SeitenConstruction Labor Rate-Costsljcme100% (2)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- CNH Spec MAT0101Q (86628043) - Approved Paint MaterialsDokument21 SeitenCNH Spec MAT0101Q (86628043) - Approved Paint MaterialsJoe Scopelite100% (2)
- Carbonate Stress Corrosion Cracking (ACSCC)Dokument11 SeitenCarbonate Stress Corrosion Cracking (ACSCC)Ajmi HmidaNoch keine Bewertungen
- Silo 9 Boulders Investigation ReportDokument20 SeitenSilo 9 Boulders Investigation ReportWaka OngetiNoch keine Bewertungen
- Bell Delaware Math Cad ExampleDokument8 SeitenBell Delaware Math Cad ExampleMohammed A IsaNoch keine Bewertungen
- ANCON - Stainless Steel ReinforcementDokument8 SeitenANCON - Stainless Steel Reinforcementstavros_stergNoch keine Bewertungen
- ASlope Deflection (7,8,9)Dokument32 SeitenASlope Deflection (7,8,9)IbrahimAzabNoch keine Bewertungen
- Deflection L (4,5)Dokument35 SeitenDeflection L (4,5)IbrahimAzabNoch keine Bewertungen
- A Matrix Analysis L (12,13Dokument36 SeitenA Matrix Analysis L (12,13IbrahimAzabNoch keine Bewertungen
- Advanced Ship Structural Analysis-A: Energy MethodDokument36 SeitenAdvanced Ship Structural Analysis-A: Energy MethodIbrahimAzabNoch keine Bewertungen
- 3moment Equationsl (6,7)Dokument22 Seiten3moment Equationsl (6,7)IbrahimAzabNoch keine Bewertungen
- Anchor Handling Tug Supplier 200 DSDokument2 SeitenAnchor Handling Tug Supplier 200 DSIbrahimAzab100% (1)
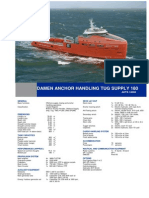
- Anchor Handling Tug Supplier 180 DSDokument2 SeitenAnchor Handling Tug Supplier 180 DSIbrahimAzabNoch keine Bewertungen
- MECH5255 2018 Lecture 13Dokument20 SeitenMECH5255 2018 Lecture 13Andrew JacobNoch keine Bewertungen
- SteelMaster 1200WF Brochure - tcm279 44843 PDFDokument4 SeitenSteelMaster 1200WF Brochure - tcm279 44843 PDFHemkantYaduvanshiNoch keine Bewertungen
- Bettys House Fun Activities Games - 481Dokument1 SeiteBettys House Fun Activities Games - 481Lorena D CaviaNoch keine Bewertungen
- Ar710 (T2) - Door ScheduleDokument1 SeiteAr710 (T2) - Door ScheduleErwin ObenzaNoch keine Bewertungen
- Baltra Catalogues 2022-23 FinalDokument44 SeitenBaltra Catalogues 2022-23 FinalRohit KumarNoch keine Bewertungen
- Technical & Service ManualDokument60 SeitenTechnical & Service ManualDavid Lemos SanchezNoch keine Bewertungen
- PMA - Materials & CompositesDokument7 SeitenPMA - Materials & CompositesreezmanNoch keine Bewertungen
- BOLTSDokument3 SeitenBOLTSjcvalenciaNoch keine Bewertungen
- Airport Features A Seismic Retrofit During ConstructionDokument5 SeitenAirport Features A Seismic Retrofit During ConstructionJosimar OliveraNoch keine Bewertungen
- ASM Material Data SheetDokument2 SeitenASM Material Data SheetShankar PranavNoch keine Bewertungen
- Thickness Determination For Spray-Applied Fire Protection MaterialsDokument6 SeitenThickness Determination For Spray-Applied Fire Protection MaterialsAntonNoch keine Bewertungen
- KEVLAR2SUBBUDokument17 SeitenKEVLAR2SUBBUSubbu SureshNoch keine Bewertungen
- Yuvaratna AwardsDokument16 SeitenYuvaratna AwardsVikas MittalNoch keine Bewertungen
- Commercial and Industrial Heat Pump Case Studies: R. Gordon Bloomquist, PH.DDokument19 SeitenCommercial and Industrial Heat Pump Case Studies: R. Gordon Bloomquist, PH.DAbdullah RobbaniNoch keine Bewertungen
- Fusible Dev TSE Rev 0110Dokument1 SeiteFusible Dev TSE Rev 0110suhaili pedroNoch keine Bewertungen
- Front Elevation Escalator Section Escalator Section: Top Support Enlarge Scale 1: 4Dokument1 SeiteFront Elevation Escalator Section Escalator Section: Top Support Enlarge Scale 1: 4Habibulla BavajiNoch keine Bewertungen
- Non-Destructive Testing: V. John, Testing of Materials © V. B. John 1992Dokument2 SeitenNon-Destructive Testing: V. John, Testing of Materials © V. B. John 1992Techky ManiacsNoch keine Bewertungen
- Materials: Mastering Yield Stress Evolution and Formwork Friction For Smart Dynamic CastingDokument24 SeitenMaterials: Mastering Yield Stress Evolution and Formwork Friction For Smart Dynamic CastingAnna SzabóNoch keine Bewertungen
- Codeofpracticbforgalleribsand Otheropeningsindams: Bureau OF Indian StandardsDokument8 SeitenCodeofpracticbforgalleribsand Otheropeningsindams: Bureau OF Indian StandardsSantanu KunduNoch keine Bewertungen
- D 3032 - 98 - RdmwmzitotgDokument42 SeitenD 3032 - 98 - RdmwmzitotgPrakash MakadiaNoch keine Bewertungen
- Steam Traps Wiki Seminar2Dokument7 SeitenSteam Traps Wiki Seminar2Ram KumaarNoch keine Bewertungen
- Bimetallic Steam TrapsDokument2 SeitenBimetallic Steam Trapsasad_naqviNoch keine Bewertungen
- The Behaviour of Ductile and Brittle Material On Different Loading Conditions (Recovered)Dokument7 SeitenThe Behaviour of Ductile and Brittle Material On Different Loading Conditions (Recovered)NishaThakuriNoch keine Bewertungen