Das könnte Ihnen auch gefallen
- Garments Production ProcessDokument3 SeitenGarments Production ProcessIndika Dissanayake83% (6)
- Colette Patterns CGSK Colette Guide To Sewing Knits 22320Dokument168 SeitenColette Patterns CGSK Colette Guide To Sewing Knits 22320romeropoulos100% (8)
- A A 55126B - 3Dokument16 SeitenA A 55126B - 3arddashtiNoch keine Bewertungen
- Weld Like a Pro: Beginning to Advanced TechniquesVon EverandWeld Like a Pro: Beginning to Advanced TechniquesBewertung: 4.5 von 5 Sternen4.5/5 (6)
- OperatingDokument21 SeitenOperatingFlorin NiteNoch keine Bewertungen
- A D P DDokument58 SeitenA D P DFlorin NiteNoch keine Bewertungen
- Free Fabric Backpack PatternDokument5 SeitenFree Fabric Backpack PatternMariteNoch keine Bewertungen
- Bernina Activa 125 Sewing Machine Instruction ManualDokument92 SeitenBernina Activa 125 Sewing Machine Instruction ManualiliiexpugnansNoch keine Bewertungen
- Performance Task of Grade 8 TLE Dressmaking UpdatedDokument17 SeitenPerformance Task of Grade 8 TLE Dressmaking UpdatedIcy Flores100% (5)
- Derrida DissDokument351 SeitenDerrida DissMeti MallikarjunNoch keine Bewertungen
- Juki mf7800 Coverstitch Sewing MachineDokument14 SeitenJuki mf7800 Coverstitch Sewing MachineMd Sahadat UllahNoch keine Bewertungen
- 0103Dokument22 Seiten0103Wok YohNoch keine Bewertungen
- T700 SData SheetDokument2 SeitenT700 SData SheetprasadmehtaNoch keine Bewertungen
- AirWinch CatalogDokument92 SeitenAirWinch CataloghlsimonNoch keine Bewertungen
- 12 Pages Book LetDokument12 Seiten12 Pages Book LetHiresomannavar MahanteshNoch keine Bewertungen
- Encorewire THHN SseDokument1 SeiteEncorewire THHN SsealvinchriscgNoch keine Bewertungen
- Volume III Eot Crane Electrical BoqDokument2 SeitenVolume III Eot Crane Electrical BoqSagar SinghNoch keine Bewertungen
- Union Special 80200, 80600, 81200Dokument61 SeitenUnion Special 80200, 80600, 81200ahmed shomanNoch keine Bewertungen
- TS For 4Cx10 SQ - MM Armoured CableDokument8 SeitenTS For 4Cx10 SQ - MM Armoured CableAshish bhattNoch keine Bewertungen
- AAAC Conductor SpecificationsDokument9 SeitenAAAC Conductor SpecificationsShrikant KajaleNoch keine Bewertungen
- Multi V-Ribbed Belt SpecificationsDokument3 SeitenMulti V-Ribbed Belt Specificationsvr_xlentNoch keine Bewertungen
- Technical Information on Siegling Extremultus Flat BeltsDokument22 SeitenTechnical Information on Siegling Extremultus Flat BeltscarpataniaNoch keine Bewertungen
- DSR 2010-11 Pipes RatesDokument140 SeitenDSR 2010-11 Pipes RatesDeepthy VasavanNoch keine Bewertungen
- 18 - H.T. & L.T. Stay SetsDokument10 Seiten18 - H.T. & L.T. Stay SetsAnurag SanodiaNoch keine Bewertungen
- Grease Nipple Is StandardDokument6 SeitenGrease Nipple Is StandardGanesan Thangasamy100% (1)
- 3M Cable Termination Installation InstructionDokument8 Seiten3M Cable Termination Installation Instructionnixsol75Noch keine Bewertungen
- Shelter Half SpecDokument21 SeitenShelter Half Speccjnjr1Noch keine Bewertungen
- 245 Class SEACOR StormDokument3 Seiten245 Class SEACOR Stormlsd15251525Noch keine Bewertungen
- Power Cable Laying IS CodeDokument5 SeitenPower Cable Laying IS CodeRajendraPrasadEledhandiNoch keine Bewertungen
- Saej 1459Dokument6 SeitenSaej 1459Nicole KeithNoch keine Bewertungen
- flat belts technical guideDokument22 Seitenflat belts technical guideJeffer CabanaNoch keine Bewertungen
- API flange types, sizes, pressure ratings and dimensionsDokument2 SeitenAPI flange types, sizes, pressure ratings and dimensionsjayakumar04985Noch keine Bewertungen
- Encorewire THHN SseDokument1 SeiteEncorewire THHN SsepganoelNoch keine Bewertungen
- Bridgeport Series Milling Machine - BrochureDokument2 SeitenBridgeport Series Milling Machine - Brochurehbpr9999100% (1)
- CLFMI Product Manual Revised March 2017 1Dokument34 SeitenCLFMI Product Manual Revised March 2017 1Joe NadakkalanNoch keine Bewertungen
- Mil C 44048GDokument54 SeitenMil C 44048GutentefintoNoch keine Bewertungen
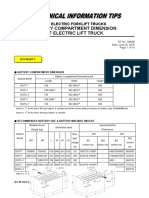
- Electric Forklift Battery Compartment DimensionsDokument2 SeitenElectric Forklift Battery Compartment DimensionsggpetNoch keine Bewertungen
- Indian Railways Presented by Y.K.Jha Sse/Nc/AiiwDokument9 SeitenIndian Railways Presented by Y.K.Jha Sse/Nc/Aiiwdhanalakshmi k sNoch keine Bewertungen
- Indian Railways Presented by Y.K.Jha Sse/Nc/AiiwDokument9 SeitenIndian Railways Presented by Y.K.Jha Sse/Nc/Aiiwdhanalakshmi k sNoch keine Bewertungen
- Is 704 1984Dokument13 SeitenIs 704 1984Kiran KumarNoch keine Bewertungen
- Chain Link FenceDokument8 SeitenChain Link Fenceen_alaa79100% (1)
- ABB Motors Technical CatalogueDokument6 SeitenABB Motors Technical CataloguesalamrefighNoch keine Bewertungen
- In Oerlikon CitolineDokument10 SeitenIn Oerlikon CitolineJavid Ibrahim MohamedNoch keine Bewertungen
- HacksawDokument5 SeitenHacksawSimbu ArasanNoch keine Bewertungen
- Maharashtra State Electricity Distribution Co. LTDDokument8 SeitenMaharashtra State Electricity Distribution Co. LTDraj_stuff006Noch keine Bewertungen
- Beltconv (1) - Is11592Dokument17 SeitenBeltconv (1) - Is11592Taha ZiaNoch keine Bewertungen
- Chain Link ManualDokument32 SeitenChain Link ManualJunaid TylorNoch keine Bewertungen
- PSC Pole Technical SpecDokument6 SeitenPSC Pole Technical Specsakar shresthaNoch keine Bewertungen
- GatesBelt ID ChartDokument1 SeiteGatesBelt ID ChartZaw Khaing WinNoch keine Bewertungen
- CraneDokument19 SeitenCranedeua2004Noch keine Bewertungen
- Is 8531 1986Dokument6 SeitenIs 8531 1986Srini KumarNoch keine Bewertungen
- ET-3000.00-6651-962-PGT-001: SpecificationDokument15 SeitenET-3000.00-6651-962-PGT-001: SpecificationArildo Chaves de AndradeNoch keine Bewertungen
- HH-Travling BlockDokument3 SeitenHH-Travling Blockabdi rachman100% (2)
- Manual For Fusion Welding of Rails by The Alumino-Thermic ProcessDokument49 SeitenManual For Fusion Welding of Rails by The Alumino-Thermic ProcesskrischaeverNoch keine Bewertungen
- Affordability & Productivity: BasicDokument2 SeitenAffordability & Productivity: BasicChandra NurikoNoch keine Bewertungen
- V DriveDokument7 SeitenV Drivedilshadabdullah786Noch keine Bewertungen
- Is 1897 2008Dokument12 SeitenIs 1897 2008Santosh KumarNoch keine Bewertungen
- A FastenerTorqueChartsDokument2 SeitenA FastenerTorqueChartsMuhammad JawadNoch keine Bewertungen
- Conveyor Belt Installtion SplicingDokument71 SeitenConveyor Belt Installtion SplicingMatthew Butler75% (4)
- Katalog Wire RopeDokument10 SeitenKatalog Wire RopeDidik RahmadNoch keine Bewertungen
- British Commercial Computer Digest: Pergamon Computer Data SeriesVon EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNoch keine Bewertungen
- British Commercial Computer Digest: Pergamon Computer Data SeriesVon EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNoch keine Bewertungen
- Modern Cotton Spinning Machinery, Its Principles and ConstructionVon EverandModern Cotton Spinning Machinery, Its Principles and ConstructionNoch keine Bewertungen
- Mechanical Properties and Performance of Engineering Ceramics and Composites X: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesVon EverandMechanical Properties and Performance of Engineering Ceramics and Composites X: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesDileep SinghNoch keine Bewertungen
- ADA133628Dokument27 SeitenADA133628Florin NiteNoch keine Bewertungen
- Manual Sigma MAN-013Dokument170 SeitenManual Sigma MAN-013LuisNoch keine Bewertungen
- Culegere de Bancuri Romanesti Volumul 2Dokument141 SeitenCulegere de Bancuri Romanesti Volumul 2dualqq100% (13)
- Technical ManualDokument541 SeitenTechnical ManualFlorin NiteNoch keine Bewertungen
- Amanare Taxe Scutire Impozit Horeca Rambursare TvaDokument8 SeitenAmanare Taxe Scutire Impozit Horeca Rambursare TvaFlorin NiteNoch keine Bewertungen
- Owner's Manual Life Preserver Survival Vest Inspection & UseDokument2 SeitenOwner's Manual Life Preserver Survival Vest Inspection & UseFlorin NiteNoch keine Bewertungen
- Grumman OV-10 Mohawk Ejection Seat Maintenance ManualDokument192 SeitenGrumman OV-10 Mohawk Ejection Seat Maintenance ManualDave91Noch keine Bewertungen
- Computed Air Release Point Computations: Print)Dokument2 SeitenComputed Air Release Point Computations: Print)Florin NiteNoch keine Bewertungen
- Press Release No 110/16: Court of Justice of The European UnionDokument2 SeitenPress Release No 110/16: Court of Justice of The European UnionFlorin NiteNoch keine Bewertungen
- Standard: Aerodynamic Decelerator and Parachute DrawingsDokument58 SeitenStandard: Aerodynamic Decelerator and Parachute DrawingsFlorin NiteNoch keine Bewertungen
- AERODYNAMICDokument12 SeitenAERODYNAMICFlorin NiteNoch keine Bewertungen
- PPR ValromDokument32 SeitenPPR ValromFlorin NiteNoch keine Bewertungen
- Taxe Impozit Oreca Ramburs. TvaDokument8 SeitenTaxe Impozit Oreca Ramburs. TvaFlorin NiteNoch keine Bewertungen
- 7020Dokument23 Seiten7020Florin NiteNoch keine Bewertungen
- Pro Pack: Home Page Parachute MaintenanceDokument2 SeitenPro Pack: Home Page Parachute MaintenanceFlorin NiteNoch keine Bewertungen
- Poseidon Rescue Swimmer West Kit with EBSDokument1 SeitePoseidon Rescue Swimmer West Kit with EBSFlorin NiteNoch keine Bewertungen
- 30 Years of Proven Reliability: Thank You For Your Help To Achieve This!Dokument3 Seiten30 Years of Proven Reliability: Thank You For Your Help To Achieve This!Florin NiteNoch keine Bewertungen
- OXDokument2 SeitenOXFlorin NiteNoch keine Bewertungen
- 01020201Dokument7 Seiten01020201Florin NiteNoch keine Bewertungen
- Parts CatalogDokument20 SeitenParts CatalogFlorin NiteNoch keine Bewertungen
- Easa Ad 2016-0062 1Dokument3 SeitenEasa Ad 2016-0062 1Florin NiteNoch keine Bewertungen
- Halo / Haho: Advanced Tacti Cal Assault Parachute SystemDokument1 SeiteHalo / Haho: Advanced Tacti Cal Assault Parachute SystemFlorin NiteNoch keine Bewertungen
- Req InvestigDokument35 SeitenReq InvestigFlorin NiteNoch keine Bewertungen
- PIA Technical Standard 110: Parachute Industry Association PublicationsDokument2 SeitenPIA Technical Standard 110: Parachute Industry Association PublicationsFlorin NiteNoch keine Bewertungen
- A Theoretical View On The Stress Analysis of Fully Inflated Parachute CanopiesDokument81 SeitenA Theoretical View On The Stress Analysis of Fully Inflated Parachute CanopiesFlorin NiteNoch keine Bewertungen
- Faa-Easa Tip Revision 5Dokument168 SeitenFaa-Easa Tip Revision 5Florin NiteNoch keine Bewertungen
- ANEXA4 FORMULARE Proiecte INFRASTRUCTURADokument27 SeitenANEXA4 FORMULARE Proiecte INFRASTRUCTURAFlorin NiteNoch keine Bewertungen
- Receitas de CrochetDokument25 SeitenReceitas de CrochetKarolyn SoledadNoch keine Bewertungen
- Thread Consumption Standard SheetDokument108 SeitenThread Consumption Standard SheetAbhinav KumarNoch keine Bewertungen
- A Needle Pulling Thread 15 SpringDokument92 SeitenA Needle Pulling Thread 15 SpringTatu Aradi100% (3)
- 7 Easy Sewing Projects Perfect For Gift Giving NSC PDFDokument39 Seiten7 Easy Sewing Projects Perfect For Gift Giving NSC PDFNorma Skibinsky100% (3)
- Garments Defect DetectionDokument52 SeitenGarments Defect DetectionJubayer UddinNoch keine Bewertungen
- CROCHET - Maggie Petsch - Zebra Print Shoulder BagDokument3 SeitenCROCHET - Maggie Petsch - Zebra Print Shoulder Bagtritidief100% (1)
- Square Agonal S Free Project 2Dokument9 SeitenSquare Agonal S Free Project 2fhhvfhngNoch keine Bewertungen
- Architectural Thesis - 2019: Thesis Guide:-Ibli Hasan ROLL NO.-1582381010 B.Arch 9 SEMDokument2 SeitenArchitectural Thesis - 2019: Thesis Guide:-Ibli Hasan ROLL NO.-1582381010 B.Arch 9 SEMali khanNoch keine Bewertungen
- Madeline Dress Pattern Tutorial PDF Sweet Red PoppyDokument77 SeitenMadeline Dress Pattern Tutorial PDF Sweet Red PoppyNURUL SHAKINAH MOHD OSMANNoch keine Bewertungen
- White VS 2 Sewing Machine Instruction ManualDokument34 SeitenWhite VS 2 Sewing Machine Instruction ManualiliiexpugnansNoch keine Bewertungen
- Cutting Section Operation Flowchart of Garments ManufacturingDokument2 SeitenCutting Section Operation Flowchart of Garments ManufacturingLe Gia PhucNoch keine Bewertungen
- RPLBatchDetails UpdatedDaily 12 07 2019Dokument230 SeitenRPLBatchDetails UpdatedDaily 12 07 2019Ashish ChaurasiaNoch keine Bewertungen
- Assessor's GuideDokument7 SeitenAssessor's Guidebenjaminrcojr0% (2)
- White 664 Sewing Machine Instruction ManualDokument22 SeitenWhite 664 Sewing Machine Instruction ManualiliiexpugnansNoch keine Bewertungen
- Epp 5 - W16&17Dokument16 SeitenEpp 5 - W16&17Kath PalabricaNoch keine Bewertungen
- Practical Manual: Garment Construction Paper Iii - I Year (Voc)Dokument13 SeitenPractical Manual: Garment Construction Paper Iii - I Year (Voc)Srini KalmulaNoch keine Bewertungen
- Print Finishing and Converting PDFDokument56 SeitenPrint Finishing and Converting PDFcommunity collegeNoch keine Bewertungen
- McCall - Dressmaking Made Easy - 1939 PDFDokument91 SeitenMcCall - Dressmaking Made Easy - 1939 PDFЮрий Панин100% (2)
- Fundamental of ClothingDokument25 SeitenFundamental of Clothingroselyn ayensa100% (1)
- FiaDoll FreePattern2Dokument7 SeitenFiaDoll FreePattern2Cristina100% (1)
- Sewing Tools LessonDokument2 SeitenSewing Tools LessonDha Capinig84% (55)
- ProductManual Singer2662Dokument51 SeitenProductManual Singer2662Ross A. LundbergNoch keine Bewertungen
- Time Flies Quilt in Eclectic Elements by Tim HoltzDokument23 SeitenTime Flies Quilt in Eclectic Elements by Tim HoltzRizia SouzaNoch keine Bewertungen
- Tops & Dress Division: "A Person Who Never Made A Mistake Never Tried Anything New."Dokument13 SeitenTops & Dress Division: "A Person Who Never Made A Mistake Never Tried Anything New."Megha SharmaNoch keine Bewertungen