Das könnte Ihnen auch gefallen
- Ejercicios Variable Entera y Binarias.Dokument4 SeitenEjercicios Variable Entera y Binarias.Laura Cristina BrandNoch keine Bewertungen
- Estilos de Vida Segun Rolando ArellanoDokument15 SeitenEstilos de Vida Segun Rolando ArellanoROGER VIERA87% (83)
- T1 - Inmet2 2021-2 G12898 (N001)Dokument2 SeitenT1 - Inmet2 2021-2 G12898 (N001)Raul VidalNoch keine Bewertungen
- Dop de Limonada OrlandoDokument1 SeiteDop de Limonada OrlandoOrlandoQuilcateNoch keine Bewertungen
- Examen Final de Pco 1 1 1Dokument13 SeitenExamen Final de Pco 1 1 1Liliana RodriguezNoch keine Bewertungen
- Flujograma de Producción - Roperos MelaminaDokument9 SeitenFlujograma de Producción - Roperos MelaminaMarita TapiaNoch keine Bewertungen
- Cómo Preparar Un Presupuesto Maestro Paso A PDFDokument18 SeitenCómo Preparar Un Presupuesto Maestro Paso A PDFPablo Luna ArcosNoch keine Bewertungen
- Deber PronosticosDokument21 SeitenDeber PronosticosJovii Benalcázar0% (1)
- Strip MallDokument16 SeitenStrip MallMiguel AngelNoch keine Bewertungen
- Investigación de Incidentes - Caso Piper AlphaDokument4 SeitenInvestigación de Incidentes - Caso Piper AlphaAlex Vargas50% (2)
- Vision Mision Valores PaDokument3 SeitenVision Mision Valores PaCristalVicenteBravoNoch keine Bewertungen
- Max PlankDokument6 SeitenMax Planklisbeth sarai ramos ortegaNoch keine Bewertungen
- Efb PPP SuarezgiraldoyasmithshakiraDokument27 SeitenEfb PPP SuarezgiraldoyasmithshakiraJhonatansqr Querevalu RiosNoch keine Bewertungen
- Arsenato de PlomoDokument2 SeitenArsenato de PlomoYenifer Luna TotocayoNoch keine Bewertungen
- Proyecto Curtiembre SesaoDokument22 SeitenProyecto Curtiembre SesaoJonathanNoch keine Bewertungen
- Fideos CogornoDokument4 SeitenFideos Cogornojgomez_658022100% (2)
- EnsayoDokument5 SeitenEnsayoNoraaZenemijNoch keine Bewertungen
- EngineerDokument10 SeitenEngineerOmar Alonso Beraun ReyesNoch keine Bewertungen
- Homologación Inducos S.a.CDokument26 SeitenHomologación Inducos S.a.CDante Luis Puma Llanos0% (1)
- Práctica: Disposición de Planta Evaluar y Dar Observaciones de Las Siguientes Distribuciones de PlantaDokument4 SeitenPráctica: Disposición de Planta Evaluar y Dar Observaciones de Las Siguientes Distribuciones de PlantaDannika SaavedraNoch keine Bewertungen
- Santiago Queirolo Industria Del VinoDokument46 SeitenSantiago Queirolo Industria Del Vinomelina0% (1)
- Ejercicios de Diseño de Planta de La Universidad EsanDokument15 SeitenEjercicios de Diseño de Planta de La Universidad EsanDiego Arturo GONE RAMOSNoch keine Bewertungen
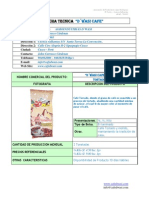
- Ficha Por Producto Dwasi Cafe.Dokument6 SeitenFicha Por Producto Dwasi Cafe.Fiorella Cruz DelgadoNoch keine Bewertungen
- Elementos de Referencia: TemaDokument23 SeitenElementos de Referencia: TemaRuth Arevalo GarcíaNoch keine Bewertungen
- Iperc Definiciones UPN EXPOSICIÓN PARCIALDokument53 SeitenIperc Definiciones UPN EXPOSICIÓN PARCIALHelizabeth Cabrera AliagaNoch keine Bewertungen
- Practica Calificada AlejandroDokument3 SeitenPractica Calificada AlejandroBluee De Mansion FosterNoch keine Bewertungen
- Ingenieria de MetodosDokument43 SeitenIngenieria de MetodosJhordy Maycol Rodas QuirozNoch keine Bewertungen
- Empresa CarolinaDokument11 SeitenEmpresa CarolinaBenjaminPilcoRamirez0% (1)
- TAREADokument20 SeitenTAREAmiguelNoch keine Bewertungen
- Técnica para El Calculo de Requerimiento Del ÁreaDokument4 SeitenTécnica para El Calculo de Requerimiento Del ÁreaJean100% (1)
- Ficha Tecnica de Manjar Con Adicion de MacaDokument3 SeitenFicha Tecnica de Manjar Con Adicion de MacaHOLA BUEN DIANoch keine Bewertungen
- Dop Mueble de MelaminaDokument2 SeitenDop Mueble de MelaminaGeraldiNeTednzNoch keine Bewertungen
- DanperDokument7 SeitenDanperOber SánchezNoch keine Bewertungen
- Molino Espiga Del NorteDokument37 SeitenMolino Espiga Del NorteRhucliana P-c0% (1)
- Productividad Seminario PDFDokument15 SeitenProductividad Seminario PDFErick Facundo100% (1)
- MÉTODO LEST PresentaciónDokument36 SeitenMÉTODO LEST Presentaciónv1ktor1820% (1)
- Matriz de Consistencia Prof. Escobar v02Dokument2 SeitenMatriz de Consistencia Prof. Escobar v02ferazielNoch keine Bewertungen
- Taller Tesis T1Dokument15 SeitenTaller Tesis T1maricieloNoch keine Bewertungen
- Logística en La Empresa Molinos Los Angeles SDokument33 SeitenLogística en La Empresa Molinos Los Angeles Sguerrerotocto100% (1)
- AvanceTrabajoBizagi GRUPO5Dokument8 SeitenAvanceTrabajoBizagi GRUPO5ELIZABETH QUISPE HUAMANI0% (1)
- BRICEÑO ZAVALETA KAREN ESTEFANNY - Trabajo Individaul - 3 Unidad - DTO MañanaDokument4 SeitenBRICEÑO ZAVALETA KAREN ESTEFANNY - Trabajo Individaul - 3 Unidad - DTO MañanaKaren Estefanny Briceño Zavaleta100% (1)
- Sin TítuloDokument68 SeitenSin TítuloRivera Duran Patricia YeslyNoch keine Bewertungen
- Ingenieria de Metodos I USMP para Clase UPLADokument106 SeitenIngenieria de Metodos I USMP para Clase UPLAd06373i83% (12)
- Metodologia UvaDokument6 SeitenMetodologia UvaMarco Antonio Gutierrez TorresNoch keine Bewertungen
- BPM DamperDokument18 SeitenBPM DamperRosio Sandoval100% (2)
- Dop Avance 2Dokument4 SeitenDop Avance 2Daniela Espino GilNoch keine Bewertungen
- Dap y Dop en InternetDokument20 SeitenDap y Dop en InternetCarlos MamanipariNoch keine Bewertungen
- Pampa BajaDokument4 SeitenPampa BajaJohn Angel RuelasNoch keine Bewertungen
- Proceso de La MorinaDokument18 SeitenProceso de La MorinaJhonn RodriguezNoch keine Bewertungen
- Optimización Del Área de Producción de Conservas de PescadoDokument103 SeitenOptimización Del Área de Producción de Conservas de PescadoLeydyNoch keine Bewertungen
- Santamaria DNDokument180 SeitenSantamaria DNJack_670535456Noch keine Bewertungen
- Trabajo Final Polleria SeguridadDokument15 SeitenTrabajo Final Polleria SeguridadAllisson Aspajo100% (1)
- Diagrama de Flujo Harina de PescadoDokument1 SeiteDiagrama de Flujo Harina de PescadoSez Bv100% (1)
- Gestión Por ProcesosDokument8 SeitenGestión Por ProcesosRodrigo Sarmiento SeguraNoch keine Bewertungen
- Productividad y EficienciaDokument9 SeitenProductividad y EficienciaIlizarbe JesuNoch keine Bewertungen
- Lima GasDokument7 SeitenLima GasGely K. HuamanNoch keine Bewertungen
- Cup CakesDokument12 SeitenCup CakesAracelyHuizarValdezNoch keine Bewertungen
- Sem 1 TC 1 2021-2Dokument2 SeitenSem 1 TC 1 2021-2chocotitoduro100% (1)
- Informe de Practicas MIGUELDokument41 SeitenInforme de Practicas MIGUELEmily Campos PretelNoch keine Bewertungen
- Dirección de Infraestructura de Riego Forestal y Fauna SilvestreDokument8 SeitenDirección de Infraestructura de Riego Forestal y Fauna SilvestreFanny Katterin Mamani YucraNoch keine Bewertungen
- Producción y Comercialización de Mermelada de Naranjilla A Base de PanelaDokument7 SeitenProducción y Comercialización de Mermelada de Naranjilla A Base de PanelaGrupo 1Noch keine Bewertungen
- Presentación de Autoridades UcvDokument16 SeitenPresentación de Autoridades UcvJuan Carlos AguilarNoch keine Bewertungen
- Cogorno PDFDokument42 SeitenCogorno PDFdavilaNoch keine Bewertungen
- Descripción Breve de La Compañía AlicorpDokument4 SeitenDescripción Breve de La Compañía AlicorpAlicia Calderon ParedesNoch keine Bewertungen
- Trabajo Fase III AutoguardadoDokument27 SeitenTrabajo Fase III AutoguardadoDayana Delgado BustamanteNoch keine Bewertungen
- Inventarios - TextoDokument17 SeitenInventarios - TextoDiana MoralesNoch keine Bewertungen
- Inteligencia EmocionalDokument22 SeitenInteligencia EmocionalPablo Luna ArcosNoch keine Bewertungen
- Implementación de Bomba Centrifuga Horizontal en Edificio de 12 PisosDokument7 SeitenImplementación de Bomba Centrifuga Horizontal en Edificio de 12 PisosPablo Luna ArcosNoch keine Bewertungen
- Manual Logo 230 RCDokument322 SeitenManual Logo 230 RCBrucearturo100% (2)
- Tecnicas de Mantenimiento Industrial Juan Díaz NavarroDokument246 SeitenTecnicas de Mantenimiento Industrial Juan Díaz Navarroisamelgq100% (3)
- Tema 2Dokument61 SeitenTema 2Marco Antonio Cruz TorresNoch keine Bewertungen
- Cadenas de Markov 2010 IIDokument129 SeitenCadenas de Markov 2010 IIPablo Luna ArcosNoch keine Bewertungen
- Taller N°3 Procesos Manufactura 21.03.15Dokument5 SeitenTaller N°3 Procesos Manufactura 21.03.15Pablo Luna ArcosNoch keine Bewertungen
- Ejemplo de Trabajo Final PDFDokument24 SeitenEjemplo de Trabajo Final PDFPablo Luna ArcosNoch keine Bewertungen
- 2e. - Moldeo de Plasticos PDFDokument17 Seiten2e. - Moldeo de Plasticos PDFPablo Luna ArcosNoch keine Bewertungen
- NTP 399.010-1 Señales de SeguridadDokument99 SeitenNTP 399.010-1 Señales de SeguridadRenzo Chavez80% (5)
- Unidad1 Desarrollo Historico de La Manufactura PDFDokument24 SeitenUnidad1 Desarrollo Historico de La Manufactura PDFPablo Luna ArcosNoch keine Bewertungen
- Trabajos Final MacroDokument1 SeiteTrabajos Final MacroPablo Luna ArcosNoch keine Bewertungen
- Material FundenteDokument151 SeitenMaterial FundenteParbuloNoch keine Bewertungen
- Material FundenteDokument151 SeitenMaterial FundenteParbuloNoch keine Bewertungen
- Trabajo IngecoDokument1 SeiteTrabajo IngecoPablo Luna ArcosNoch keine Bewertungen
- Balanza de PagosDokument20 SeitenBalanza de PagosPablo Luna ArcosNoch keine Bewertungen
- 2e. - Moldeo de Plasticos PDFDokument17 Seiten2e. - Moldeo de Plasticos PDFPablo Luna ArcosNoch keine Bewertungen
- Unidad Ii Sesion 1macroDokument14 SeitenUnidad Ii Sesion 1macroPablo Luna ArcosNoch keine Bewertungen
- Decargar Intervencion Publica en La EconomiaDokument5 SeitenDecargar Intervencion Publica en La EconomiaRockscorp RodriguezNoch keine Bewertungen
- Lectura - Crecimiento Potencial y Productividad de FactoresDokument5 SeitenLectura - Crecimiento Potencial y Productividad de FactoresAlex JimenoNoch keine Bewertungen
- Trabajos Final MacroDokument1 SeiteTrabajos Final MacroPablo Luna ArcosNoch keine Bewertungen
- Material Adicional - Apalancamiento Operativo y Analisis de SensibilidadDokument5 SeitenMaterial Adicional - Apalancamiento Operativo y Analisis de SensibilidadPablo Luna ArcosNoch keine Bewertungen
- Trabajo FinalDokument18 SeitenTrabajo FinalPablo Luna ArcosNoch keine Bewertungen
- TRABAJODokument14 SeitenTRABAJOPablo Luna ArcosNoch keine Bewertungen
- Trabajo IngecoDokument1 SeiteTrabajo IngecoPablo Luna ArcosNoch keine Bewertungen
- Trabajo FinalDokument18 SeitenTrabajo FinalPablo Luna ArcosNoch keine Bewertungen
- Planos Tolva-Presentacion PDFDokument1 SeitePlanos Tolva-Presentacion PDFPablo Luna ArcosNoch keine Bewertungen
- Medina Et Al. 2015. Aves y Mamíferos Páramo de RabanalDokument14 SeitenMedina Et Al. 2015. Aves y Mamíferos Páramo de RabanalWilderson MedinaNoch keine Bewertungen
- AC Laboratorio 3Dokument17 SeitenAC Laboratorio 3Carlos A. Pinto Hdez -Noch keine Bewertungen
- Loteria Sin VozDokument7 SeitenLoteria Sin VozUlises Campos QuezadaNoch keine Bewertungen
- Desarrollo Semana 6 LogísticaDokument8 SeitenDesarrollo Semana 6 LogísticaDanilo Herman Cisterna GonzalezNoch keine Bewertungen
- Tema 4 Aplicación de Técnicas de Extracciónde Ácidos Nucleicos PDFDokument99 SeitenTema 4 Aplicación de Técnicas de Extracciónde Ácidos Nucleicos PDFOmar MohamedNoch keine Bewertungen
- Foro de Discusion N Cero IntroductorioDokument3 SeitenForo de Discusion N Cero Introductoriodarwin alata espinozaNoch keine Bewertungen
- Procesos de Interacción Pedagógica en El Aula de ClasesDokument3 SeitenProcesos de Interacción Pedagógica en El Aula de Clasesdiana lauraNoch keine Bewertungen
- El Cuchillo VerijeroDokument1 SeiteEl Cuchillo VerijeropokoleiteNoch keine Bewertungen
- Ficha de Ingreso PediatriaDokument7 SeitenFicha de Ingreso PediatriaMacarena Castillo RiverosNoch keine Bewertungen
- Ácido AcetilsalicílicoDokument2 SeitenÁcido AcetilsalicílicoGerson ChávezNoch keine Bewertungen
- GFRQ U1 A3 AbrrDokument3 SeitenGFRQ U1 A3 AbrrAlejandro Corona RAMOSNoch keine Bewertungen
- ANEXO 4.2. Ejemplos de Verbos Irregulares y Sus ConstituyentesDokument6 SeitenANEXO 4.2. Ejemplos de Verbos Irregulares y Sus ConstituyentesCristina ScaleseNoch keine Bewertungen
- Monografia TuberculosisDokument5 SeitenMonografia TuberculosisBryan EsparzaNoch keine Bewertungen
- CONCLUSIONESDokument2 SeitenCONCLUSIONESEstefanni SanchezNoch keine Bewertungen
- Carta MR - Burger 2023Dokument9 SeitenCarta MR - Burger 2023dbr4q84g4gNoch keine Bewertungen
- Parcial 3-Ejemplo. Geometria Vectorial. Udea@-2013-2Dokument2 SeitenParcial 3-Ejemplo. Geometria Vectorial. Udea@-2013-2Sebastian Rendón100% (1)
- Nia 501 Audi IIIDokument18 SeitenNia 501 Audi IIIDaniel BetancourtNoch keine Bewertungen
- La NutricionDokument17 SeitenLa NutricionDaniela RuizNoch keine Bewertungen
- Generacion de Energia Electrica Salas Clemente HernandoDokument6 SeitenGeneracion de Energia Electrica Salas Clemente HernandoNelson RiveraNoch keine Bewertungen
- Resina ResumenDokument38 SeitenResina ResumenCarol Yess DelNoch keine Bewertungen
- DC DC SubirDokument48 SeitenDC DC SubirGabrielmatius GaboNoch keine Bewertungen
- Ica0 p5 2 Plan DocenteDokument29 SeitenIca0 p5 2 Plan DocenteAlbert Ibáñez GonzálezNoch keine Bewertungen
- Lecl U3 Ea RuraDokument6 SeitenLecl U3 Ea RuraAndres RodriguezNoch keine Bewertungen
- Clase 12 - Taller de GradoDokument63 SeitenClase 12 - Taller de GradochinchulinNoch keine Bewertungen
- Cuestionario 1Dokument3 SeitenCuestionario 1AlexLópezMtzNoch keine Bewertungen
- Tabla Comparativa de EmpresasDokument3 SeitenTabla Comparativa de EmpresasMarly Yulieth Ortiz CastañoNoch keine Bewertungen
- PSICOPEDAGOGIA CLASE Nro 5Dokument3 SeitenPSICOPEDAGOGIA CLASE Nro 5Alba RodriguezNoch keine Bewertungen