Das könnte Ihnen auch gefallen
- Philadelphia: Faculty of Engineering and TechnologyDokument10 SeitenPhiladelphia: Faculty of Engineering and TechnologyHani BanatNoch keine Bewertungen
- Chapter 5 Pneumatic and Hydraulic Actuation SystemsDokument22 SeitenChapter 5 Pneumatic and Hydraulic Actuation SystemsMukhammad FauzyNoch keine Bewertungen
- Report MISHRA ARIA ASI PDFDokument47 SeitenReport MISHRA ARIA ASI PDFPablo Fernández de la Granja100% (2)
- FEEDBACK-Maglev User ManualDokument36 SeitenFEEDBACK-Maglev User ManualSree SreejuNoch keine Bewertungen
- Puhy P850tkaDokument160 SeitenPuhy P850tkaBrandon Antonio Peralta López100% (1)
- Battery Maintenance Guide For DJI Enterprise DronesDokument10 SeitenBattery Maintenance Guide For DJI Enterprise DronesChristiaan De Ridder100% (1)
- User Manual: Couple Tank ExperimentDokument22 SeitenUser Manual: Couple Tank ExperimentRUBEN DARIO TAMAYO BALLIVIANNoch keine Bewertungen
- Automatic Conveyor For Industrial AutomationDokument3 SeitenAutomatic Conveyor For Industrial AutomationSoni BhattaNoch keine Bewertungen
- PB Am1 en PDFDokument20 SeitenPB Am1 en PDFcosmin1975Noch keine Bewertungen
- Aa094.101.05 - Conveyor Belt With Brush DC Motor Dunker Drive CanDokument8 SeitenAa094.101.05 - Conveyor Belt With Brush DC Motor Dunker Drive CanplacintaruNoch keine Bewertungen
- Automotive Air Conditioning Training ManualDokument88 SeitenAutomotive Air Conditioning Training ManualSyful Amadeus100% (4)
- Wind Tunnel ProposalDokument7 SeitenWind Tunnel Proposalapi-3748560100% (4)
- Lean Production at VolkswagenDokument2 SeitenLean Production at VolkswagenSumeth Daluwatta100% (1)
- Unit 4& 5Dokument9 SeitenUnit 4& 5hariharanbook0% (1)
- AMEE310 Lab5Dokument12 SeitenAMEE310 Lab5tsunaseetNoch keine Bewertungen
- Pneumatics System: Operation of A Single Acting Cylinder Controlled by 3-Way ValveDokument14 SeitenPneumatics System: Operation of A Single Acting Cylinder Controlled by 3-Way ValveMubarak ShehuNoch keine Bewertungen
- Week 1 - Intro To Control SystemsDokument45 SeitenWeek 1 - Intro To Control SystemsArkie BajaNoch keine Bewertungen
- A Solution To Remote Detection of Illegal Electricity Usage Via Power Line CommunicationsDokument16 SeitenA Solution To Remote Detection of Illegal Electricity Usage Via Power Line CommunicationsNandgulabDeshmukhNoch keine Bewertungen
- IoCT2 SS Astrom 1 PDFDokument2 SeitenIoCT2 SS Astrom 1 PDFAnonymous by1DIx6lhNoch keine Bewertungen
- Rockwell Automation v. Beckhoff Automation Et. Al.Dokument10 SeitenRockwell Automation v. Beckhoff Automation Et. Al.PriorSmartNoch keine Bewertungen
- Xbee Based Remote Monitoring of 3 Parameters On Transformer Generator HealthDokument11 SeitenXbee Based Remote Monitoring of 3 Parameters On Transformer Generator HealthCrispNoch keine Bewertungen
- Monitoring of Temperature EffectsDokument27 SeitenMonitoring of Temperature EffectsisuzveduNoch keine Bewertungen
- PLC Question BankDokument3 SeitenPLC Question BankAjay kumarNoch keine Bewertungen
- Control SystemDokument55 SeitenControl SystemEr Rajdeep SahaNoch keine Bewertungen
- Enatel Modular Inverter System V1 - 1Dokument49 SeitenEnatel Modular Inverter System V1 - 1mjmardonesNoch keine Bewertungen
- CS Lecture Notes Units 1 2 3Dokument88 SeitenCS Lecture Notes Units 1 2 3sushinkNoch keine Bewertungen
- Belimo VRP-M Vav 4 1 enDokument36 SeitenBelimo VRP-M Vav 4 1 enNenad MutavdzicNoch keine Bewertungen
- Device Load Monitor With Programmable Meter For Energy AuditDokument3 SeitenDevice Load Monitor With Programmable Meter For Energy AuditMandeep G KashyapNoch keine Bewertungen
- QUESTION BANK of Control Systems Engineering PDFDokument12 SeitenQUESTION BANK of Control Systems Engineering PDFMouhanit LimbachiyaNoch keine Bewertungen
- Refrig LBDokument8 SeitenRefrig LBMuhammad HafeezNoch keine Bewertungen
- Design of Single Phase Inverter Using Dspic30F4013: Mr. R.SenthilkumarDokument7 SeitenDesign of Single Phase Inverter Using Dspic30F4013: Mr. R.SenthilkumarsureshhdreamNoch keine Bewertungen
- Medical GasDokument19 SeitenMedical GaskcdhimanNoch keine Bewertungen
- Intelligent Management of Electrical Systems in IndustriesDokument29 SeitenIntelligent Management of Electrical Systems in Industriesh_akbarshariff50% (2)
- Temperature SensorsDokument18 SeitenTemperature SensorsRamabalanSundaresanNoch keine Bewertungen
- Special Installation Building Automation System (BAS) Intelligent Building SecurityDokument71 SeitenSpecial Installation Building Automation System (BAS) Intelligent Building SecurityHafizah AyobNoch keine Bewertungen
- Internship ReportDokument39 SeitenInternship ReportUtkarsh YadavNoch keine Bewertungen
- Hollias Macs v6.5.2 Functon BlockDokument1.079 SeitenHollias Macs v6.5.2 Functon BlockMovieGame Nime99Noch keine Bewertungen
- 33 033Dokument287 Seiten33 033matteo2009Noch keine Bewertungen
- Question Bank SensorsDokument2 SeitenQuestion Bank SensorsJasmine Kaur ButtarNoch keine Bewertungen
- EJ501 T2 Logical Sensor and ActuatorDokument53 SeitenEJ501 T2 Logical Sensor and ActuatorLoga HSNoch keine Bewertungen
- EE306 Power System Analysis Hadi SaadatDokument18 SeitenEE306 Power System Analysis Hadi SaadatGayathri S. NairNoch keine Bewertungen
- 16 - Introduction To Electro PneumaticsDokument18 Seiten16 - Introduction To Electro PneumaticsJagadeeshkeerthi KeerthiNoch keine Bewertungen
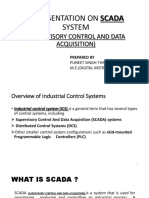
- A Presentation On Scada System: (Supervisory Control and Data Acquisition)Dokument19 SeitenA Presentation On Scada System: (Supervisory Control and Data Acquisition)Anis MaqboolNoch keine Bewertungen
- Fire Fighter Robot With Night Vision CameraDokument7 SeitenFire Fighter Robot With Night Vision CameraKrish KalyanNoch keine Bewertungen
- Class 2: Servomotors - Basics & Working: Ice 3015: Control System ComponentsDokument19 SeitenClass 2: Servomotors - Basics & Working: Ice 3015: Control System ComponentsArchit DasguptaNoch keine Bewertungen
- ME450 Winter2009 Final Report - Project 24 - Bicycle Hydraulic Regenerative Braking System PDFDokument107 SeitenME450 Winter2009 Final Report - Project 24 - Bicycle Hydraulic Regenerative Braking System PDFKeerthi Tom RajanNoch keine Bewertungen
- Chapter 5-Pneumatic System - Multi Actuator Circuit (Version 3)Dokument50 SeitenChapter 5-Pneumatic System - Multi Actuator Circuit (Version 3)Renz TyNoch keine Bewertungen
- 7.instruction Book English EWD 75Dokument34 Seiten7.instruction Book English EWD 75Rodrigo Cárcamo SeguelNoch keine Bewertungen
- Generalized Measurement SystemDokument3 SeitenGeneralized Measurement SystemJeba ChristoNoch keine Bewertungen
- SLUP079Dokument46 SeitenSLUP079bookreader1968Noch keine Bewertungen
- Me2401 Mechatronics - 2 Marks With Answer PDFDokument15 SeitenMe2401 Mechatronics - 2 Marks With Answer PDFSiva RamanNoch keine Bewertungen
- Arduino Based Automatic Car Washing SystemDokument3 SeitenArduino Based Automatic Car Washing SystemEditor IJTSRDNoch keine Bewertungen
- C F I R: Hapter IVE Nternal ElaysDokument19 SeitenC F I R: Hapter IVE Nternal ElaysMohamed OmarNoch keine Bewertungen
- Assignment 2: Process Control and P&IDDokument4 SeitenAssignment 2: Process Control and P&IDUdaya ZorroNoch keine Bewertungen
- Fault Finding GuideDokument3 SeitenFault Finding Guiderajesh_patil982002Noch keine Bewertungen
- EnertorkDokument22 SeitenEnertorkTj Bro BroNoch keine Bewertungen
- Control Engineering - Open Vs Closed LoopDokument14 SeitenControl Engineering - Open Vs Closed LoopWaseeq AhmedNoch keine Bewertungen
- RFL Ams A - V17Dokument98 SeitenRFL Ams A - V17MR. ADARSH KUMAR NAYAKNoch keine Bewertungen
- Solar Position Algorithm (SPA) : S7-1200 V4.x / TIAP V15.1 / TIAP Library & MATLAB ModelDokument19 SeitenSolar Position Algorithm (SPA) : S7-1200 V4.x / TIAP V15.1 / TIAP Library & MATLAB ModelMauricio Parada ZuñigaNoch keine Bewertungen
- Report Lab 2Dokument6 SeitenReport Lab 2Adid Punya0% (1)
- Arel Guna PneumaticDokument8 SeitenArel Guna PneumaticKhairul SyahreelNoch keine Bewertungen
- PresentationDokument12 SeitenPresentationMuhammad FirDausNoch keine Bewertungen
- Penang PDFDokument11 SeitenPenang PDFTasnim RosickyNoch keine Bewertungen
- Course OutlineDokument4 SeitenCourse OutlineAdid PunyaNoch keine Bewertungen
- 360 Mental Development For Your Child S Exceptional LearningDokument1 Seite360 Mental Development For Your Child S Exceptional LearningAdid PunyaNoch keine Bewertungen
- Dokumen - Tips Sifir-IkanDokument36 SeitenDokumen - Tips Sifir-IkanAdid PunyaNoch keine Bewertungen
- Simple Harmonic MotionDokument13 SeitenSimple Harmonic MotionAdid PunyaNoch keine Bewertungen
- Harmonic MotionDokument14 SeitenHarmonic MotionAdid PunyaNoch keine Bewertungen
- Report Lab 2Dokument6 SeitenReport Lab 2Adid Punya0% (1)
- Information and Comunication TechnologyDokument9 SeitenInformation and Comunication TechnologyAdid PunyaNoch keine Bewertungen
- Write A Short Essay of 250Dokument1 SeiteWrite A Short Essay of 250Adid PunyaNoch keine Bewertungen
- MarkerDokument3 SeitenMarkerAdid PunyaNoch keine Bewertungen
- Unit 8: Title: Cylinder Block and Cylinder Head General ObjectiveDokument15 SeitenUnit 8: Title: Cylinder Block and Cylinder Head General ObjectiveAdid PunyaNoch keine Bewertungen
- What Is Virtual LearningDokument2 SeitenWhat Is Virtual LearningAdid PunyaNoch keine Bewertungen
- Electrical QuantitiesDokument19 SeitenElectrical QuantitiesAdid PunyaNoch keine Bewertungen
- Regulator Is A Device For The CNG Conversion of Gasoline MotorsDokument3 SeitenRegulator Is A Device For The CNG Conversion of Gasoline MotorsAdid PunyaNoch keine Bewertungen
- Example Dual CycleDokument2 SeitenExample Dual CycleAdid PunyaNoch keine Bewertungen
- 05 - Cooling SystemDokument12 Seiten05 - Cooling SystemShahrin OmarNoch keine Bewertungen
- Jabatan Kejuruteraan Mekanikal Politeknik Sultan Azlan ShahDokument24 SeitenJabatan Kejuruteraan Mekanikal Politeknik Sultan Azlan ShahAdid PunyaNoch keine Bewertungen
- Yogurt Containing Probiotic PDFDokument5 SeitenYogurt Containing Probiotic PDFAdid PunyaNoch keine Bewertungen
- Chapter 1Dokument32 SeitenChapter 1Adid PunyaNoch keine Bewertungen
- Engine Oil Additive Technology Summary.Dokument4 SeitenEngine Oil Additive Technology Summary.Adid PunyaNoch keine Bewertungen
- Laboratory Safety RulesDokument11 SeitenLaboratory Safety RulesMonica ChongNoch keine Bewertungen
- Natural Gas FuelDokument13 SeitenNatural Gas FuelAdid PunyaNoch keine Bewertungen
- Drilling Is The Operation of Producing Circular Hole in TheDokument14 SeitenDrilling Is The Operation of Producing Circular Hole in TheSarah Dillard100% (1)
- Whole ThesisDokument168 SeitenWhole ThesisAdid PunyaNoch keine Bewertungen
- Physics Form 4 Chapter 2.1Dokument17 SeitenPhysics Form 4 Chapter 2.1Farain RashdiNoch keine Bewertungen
- Weight Loss AthletesDokument6 SeitenWeight Loss AthletesAdid Punya50% (2)
- Infection GlutamineDokument17 SeitenInfection GlutamineAdid PunyaNoch keine Bewertungen
- LPG For Heavy Duty Engines 2017Dokument116 SeitenLPG For Heavy Duty Engines 2017Neagoie SergiuNoch keine Bewertungen
- As Built ScheduleDokument7 SeitenAs Built ScheduleDayana Romero MonroyNoch keine Bewertungen
- II.1 Set-1 Differential Protection For 380KV Dhahiyah Line-1 RED670Dokument5 SeitenII.1 Set-1 Differential Protection For 380KV Dhahiyah Line-1 RED670Jay Win100% (1)
- Toyota Hybrid SystemDokument32 SeitenToyota Hybrid SystemSherman KillerNoch keine Bewertungen
- Ra 8792 IRR PDFDokument40 SeitenRa 8792 IRR PDFJohn Lloyd MacuñatNoch keine Bewertungen
- Snake Robotics: by Rohit Raichura SowmyaDokument22 SeitenSnake Robotics: by Rohit Raichura SowmyaRohit RaichuraNoch keine Bewertungen
- Omnisphere 2Dokument4 SeitenOmnisphere 2Seo StudioNoch keine Bewertungen
- p4-01 Construct Kickoff 8Dokument2 Seitenp4-01 Construct Kickoff 8Ahmed Daahir AdenNoch keine Bewertungen
- Senate Commerce's Cybersecurity BillDokument27 SeitenSenate Commerce's Cybersecurity BillBrendan SassoNoch keine Bewertungen
- Social NetworkingDokument34 SeitenSocial NetworkingNandini TarwayNoch keine Bewertungen
- Chapter 2 - Key Roles and Responsibilities - UpdatedDokument27 SeitenChapter 2 - Key Roles and Responsibilities - Updatedferran fangNoch keine Bewertungen
- 60 Iconic and Classic Cars: CategoriesDokument19 Seiten60 Iconic and Classic Cars: CategoriesDudheshwar SinghNoch keine Bewertungen
- 4.development of Electricity Theft Detection Using Smart Meter in Power Distribution Network Based On Wireless TechnologyDokument9 Seiten4.development of Electricity Theft Detection Using Smart Meter in Power Distribution Network Based On Wireless Technology1382aceNoch keine Bewertungen
- Mamata Machinery Private LimitedDokument10 SeitenMamata Machinery Private Limitedesau hernandezNoch keine Bewertungen
- MvnoDokument23 SeitenMvnoThanh-Nhan VONoch keine Bewertungen
- Samsung E1210S UM IND Eng Rev.1.0 090203Dokument2 SeitenSamsung E1210S UM IND Eng Rev.1.0 090203Ahsan BurhanyNoch keine Bewertungen
- Lecture 12 - Intents and Its Types Part 2Dokument29 SeitenLecture 12 - Intents and Its Types Part 2Namra Ashraf MalikNoch keine Bewertungen
- DIY Mobile Solar Power 2020Dokument113 SeitenDIY Mobile Solar Power 2020Silviu SerbanaNoch keine Bewertungen
- Harirod Online Shoppnig PDFDokument17 SeitenHarirod Online Shoppnig PDFRahman SadatNoch keine Bewertungen
- FSP 3000 Product Introduction 0120 PDFDokument36 SeitenFSP 3000 Product Introduction 0120 PDFziblur100% (1)
- ICEpower700AS1-X Datasheet 1 6 PDFDokument46 SeitenICEpower700AS1-X Datasheet 1 6 PDFGustavo Helldorff UndurragaNoch keine Bewertungen
- Experience: DEVOPS ENGINEER, Wipro Technologies (Pune)Dokument2 SeitenExperience: DEVOPS ENGINEER, Wipro Technologies (Pune)Rishabh PareekNoch keine Bewertungen
- SKM Product BrochureDokument48 SeitenSKM Product BrochureicaroNoch keine Bewertungen
- Control Properties: Visual ControlsDokument4 SeitenControl Properties: Visual Controlssterik alertNoch keine Bewertungen
- Avvocent 3018Dokument106 SeitenAvvocent 3018Sean VinsickNoch keine Bewertungen
- Nitin - Pant Magento - Lead Resume Sep 2022Dokument2 SeitenNitin - Pant Magento - Lead Resume Sep 2022Manisha AswarNoch keine Bewertungen
- JIO Mini-ProjectDokument26 SeitenJIO Mini-ProjectAliNoch keine Bewertungen
- AgenciesDokument3 SeitenAgenciesRobert Kier Tanquerido TomaroNoch keine Bewertungen