Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Integrity Operating Windows ShellDokument28 SeitenIntegrity Operating Windows ShellZenon KociubaNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- UOP R-334 CCR Platforming CatalystDokument1 SeiteUOP R-334 CCR Platforming CatalystZenon KociubaNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Appendix 1 List of Participants: Minutes of EFC WP15 Corrosion in The Refinery Industry 8 April 2014Dokument92 SeitenAppendix 1 List of Participants: Minutes of EFC WP15 Corrosion in The Refinery Industry 8 April 2014Zenon KociubaNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- HP Dreamcolor Z27X Display: User GuideDokument80 SeitenHP Dreamcolor Z27X Display: User GuideZenon KociubaNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- External Chamber For Level Measurement With Inserted Sensors Model BZGDokument11 SeitenExternal Chamber For Level Measurement With Inserted Sensors Model BZGZenon KociubaNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- A New Model For Reliability Centered Mai PDFDokument9 SeitenA New Model For Reliability Centered Mai PDFZenon KociubaNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Development of A Material Databook For Api STD 530Dokument10 SeitenDevelopment of A Material Databook For Api STD 530Zenon Kociuba100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Objectives: Khalid Humaid Al-HasaniDokument13 SeitenObjectives: Khalid Humaid Al-HasaniZenon KociubaNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- API TR 971 Injection Point Outline2Dokument7 SeitenAPI TR 971 Injection Point Outline2Zenon KociubaNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- SCI Current Document Status - Fall 2014 FinalDokument5 SeitenSCI Current Document Status - Fall 2014 FinalZenon KociubaNoch keine Bewertungen
- Troubleshooting-Data: Component: From: To: Condition: Value Measured: PicDokument2 SeitenTroubleshooting-Data: Component: From: To: Condition: Value Measured: PicZenon KociubaNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Erosion Corrosion of Parallel Feed Water Discharge Lines at The Loviisa Vver 440Dokument11 SeitenErosion Corrosion of Parallel Feed Water Discharge Lines at The Loviisa Vver 440Zenon KociubaNoch keine Bewertungen
- Vulnerable To Brittle FractureDokument7 SeitenVulnerable To Brittle FractureZenon KociubaNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- XIV Paper 38Dokument11 SeitenXIV Paper 38Zenon KociubaNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Us 20100036866Dokument22 SeitenUs 20100036866Zenon KociubaNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Notice:: in The Microsoft in The Microsoft Windows XP Operating System, Click StartDokument3 SeitenNotice:: in The Microsoft in The Microsoft Windows XP Operating System, Click StartZenon KociubaNoch keine Bewertungen
- Del 67Dokument2 SeitenDel 67Zenon KociubaNoch keine Bewertungen
- Coin-Cell Battery: Back To Contents PageDokument2 SeitenCoin-Cell Battery: Back To Contents PageZenon KociubaNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- How To Use This BookDokument3 SeitenHow To Use This BookZenon KociubaNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Quick Guide SeriesDokument2 SeitenThe Quick Guide SeriesZenon KociubaNoch keine Bewertungen
- New Sorvall BP-Blood-Banking-BrochureDokument13 SeitenNew Sorvall BP-Blood-Banking-BrochureQBP. Luz GómezNoch keine Bewertungen
- Knowledge 1Dokument1 SeiteKnowledge 1benciusilviuNoch keine Bewertungen
- Beyblade Burst Scanning InstructionsDokument1 SeiteBeyblade Burst Scanning InstructionsJagan SathishNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Innovative Kick Detection System For HP/HT Ultradeepwater Wells Using A Section of The BHADokument6 SeitenInnovative Kick Detection System For HP/HT Ultradeepwater Wells Using A Section of The BHAParth TrivediNoch keine Bewertungen
- AmpliTube X-GEAR User ManualDokument84 SeitenAmpliTube X-GEAR User ManualToriano LampkinNoch keine Bewertungen
- Check in Instruction For Tropicana 218-25-06Dokument6 SeitenCheck in Instruction For Tropicana 218-25-06Iylia IsmailNoch keine Bewertungen
- Sprint - Fraud Management: OCA Dispute KSOPHE0202-2C516 6360 Sprint Parkway Overland Park, KS 66251Dokument2 SeitenSprint - Fraud Management: OCA Dispute KSOPHE0202-2C516 6360 Sprint Parkway Overland Park, KS 66251DjNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Fdp-Aiml 2019 PDFDokument20 SeitenFdp-Aiml 2019 PDFkrishna_marlaNoch keine Bewertungen
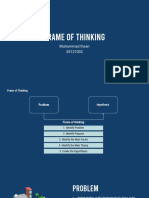
- Tugas 2 - Frame of Thinking - Muhammad IhsanDokument10 SeitenTugas 2 - Frame of Thinking - Muhammad IhsanMuhammad IhsanNoch keine Bewertungen
- Remote Procedure CallDokument6 SeitenRemote Procedure CallJoshuaNoch keine Bewertungen
- Computational Linguistics: Lecture 1: IntroductionDokument25 SeitenComputational Linguistics: Lecture 1: IntroductionDalia AhmedNoch keine Bewertungen
- Being Pwer and Powerless - Hmnties & SCL Scncs ReviewsDokument106 SeitenBeing Pwer and Powerless - Hmnties & SCL Scncs Reviewslukas222Noch keine Bewertungen
- Public Records Report by Alameda County Grand JuryDokument6 SeitenPublic Records Report by Alameda County Grand JuryTerry FranckeNoch keine Bewertungen
- AT-07338-BRO-Aspen GDOT brochure-OLEFINS-2021-1112Dokument7 SeitenAT-07338-BRO-Aspen GDOT brochure-OLEFINS-2021-1112Zeeshan AlamNoch keine Bewertungen
- Trends in Transformer ProtectionDokument26 SeitenTrends in Transformer Protectiontashidendup100% (2)
- Accuview SeriesDokument18 SeitenAccuview SeriestongaiNoch keine Bewertungen
- Tally Prime Course Account and IntroDokument15 SeitenTally Prime Course Account and IntroAnkit Singh100% (1)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Amplify Alarms, Wakelocks and ServicesDokument40 SeitenAmplify Alarms, Wakelocks and Servicesdejvi123100% (1)
- Ac LGD User InstructionsDokument2 SeitenAc LGD User InstructionsGaudencio Alberco vilcayauriNoch keine Bewertungen
- 25KW High Frequency Mobile DR System YJ-X5200ADokument5 Seiten25KW High Frequency Mobile DR System YJ-X5200Ajcdavidm2000Noch keine Bewertungen
- Allen Kyle ResumeDokument2 SeitenAllen Kyle ResumeJB July SantanderNoch keine Bewertungen
- Multistage Coil Gun Project ProposalDokument8 SeitenMultistage Coil Gun Project ProposalAbdullah ArifNoch keine Bewertungen
- CAA66 ManualDokument52 SeitenCAA66 Manualferna2420Noch keine Bewertungen
- Shunt Capacitor Bank Applications Protection FundamentalsDokument32 SeitenShunt Capacitor Bank Applications Protection Fundamentalsganesamoorthy1987Noch keine Bewertungen
- Network Security v1.0 - Module 20Dokument29 SeitenNetwork Security v1.0 - Module 20Hussein KipkoechNoch keine Bewertungen
- HB-2048-001 1099590 QIAgility Unpacking and Installation GuideDokument4 SeitenHB-2048-001 1099590 QIAgility Unpacking and Installation GuideSHOBHANoch keine Bewertungen
- RULE7-8 ProblemAnalysis PDFDokument109 SeitenRULE7-8 ProblemAnalysis PDFMhae Torres100% (1)
- WK 3 PE 3032 TF Signal Flow Graphs Mason Ed0314Dokument38 SeitenWK 3 PE 3032 TF Signal Flow Graphs Mason Ed0314gashawletaNoch keine Bewertungen
- SPARC T5-Based Servers Implementation-Installation Online AssessmentDokument20 SeitenSPARC T5-Based Servers Implementation-Installation Online Assessmentjucamisternet100% (1)
- MSD 26 PDFDokument146 SeitenMSD 26 PDFxana_sweetNoch keine Bewertungen
- Electrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EVon EverandElectrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EBewertung: 3 von 5 Sternen3/5 (6)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsVon EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsBewertung: 4 von 5 Sternen4/5 (11)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisVon EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisBewertung: 5 von 5 Sternen5/5 (1)