Das könnte Ihnen auch gefallen
- Diversey PassivationofStainlessSteel PDFDokument4 SeitenDiversey PassivationofStainlessSteel PDFYhing YingNoch keine Bewertungen
- AP Chemistry Homework CPT 1 AnswersDokument5 SeitenAP Chemistry Homework CPT 1 AnswersSally NasserNoch keine Bewertungen
- C-1-30 - Cleaning and Passivating of Stainless Steel EquipmentDokument6 SeitenC-1-30 - Cleaning and Passivating of Stainless Steel EquipmentdgemillerNoch keine Bewertungen
- Rust RemovalDokument16 SeitenRust RemovalAnthonyNoch keine Bewertungen
- Safe FoamDokument2 SeitenSafe FoamErnest PakaneNoch keine Bewertungen
- Presentation SARDokument30 SeitenPresentation SARVishal RaghavNoch keine Bewertungen
- Divoflow 185 enDokument2 SeitenDivoflow 185 enHau SinâuđaNoch keine Bewertungen
- TecTalis 1200Dokument6 SeitenTecTalis 1200Julio OlveraNoch keine Bewertungen
- General Cleaning of Aluminum: 220 Robert Curry Drive Martinsville, IN 46151Dokument4 SeitenGeneral Cleaning of Aluminum: 220 Robert Curry Drive Martinsville, IN 46151Indriati Nurrohmah GhozaliNoch keine Bewertungen
- Cleaning and Sanitizing in The Milk Processing Industry 2010Dokument28 SeitenCleaning and Sanitizing in The Milk Processing Industry 2010John WaweruNoch keine Bewertungen
- Dairy Processing CleaningDokument21 SeitenDairy Processing Cleaningcortizone31Noch keine Bewertungen
- Ecolab Food Safety InstituteDokument2 SeitenEcolab Food Safety InstituteHau SinâuđaNoch keine Bewertungen
- NSF Nonfood Guidelines SummaryDokument5 SeitenNSF Nonfood Guidelines SummaryHau SinâuđaNoch keine Bewertungen
- Du-Zinc 019Dokument7 SeitenDu-Zinc 019KaRenthLuNaNoch keine Bewertungen
- 01 Hndts b2b Intro Oliva8 22 08for8 25 08Dokument48 Seiten01 Hndts b2b Intro Oliva8 22 08for8 25 08m_938155602Noch keine Bewertungen
- Nalco TULIP Adhesive Technology Provides Tissue Manufacturer Improved Productivity and Operational Cost SavingsDokument4 SeitenNalco TULIP Adhesive Technology Provides Tissue Manufacturer Improved Productivity and Operational Cost SavingsEduar Yonathan Rojas RivasNoch keine Bewertungen
- PassivationDokument7 SeitenPassivationDavid D'Agostino100% (2)
- Passivation With Trivalent ChromiumDokument24 SeitenPassivation With Trivalent Chromiumdarakulam100% (1)
- OctaveDokument2 SeitenOctaveDavid CovatzinNoch keine Bewertungen
- Met-Kleen 140 (7.8.13)Dokument1 SeiteMet-Kleen 140 (7.8.13)tribolasNoch keine Bewertungen
- Cleaning, Sanitizing, Chain Lubricating in The Softdrink IndustryDokument20 SeitenCleaning, Sanitizing, Chain Lubricating in The Softdrink IndustryChristiant0Noch keine Bewertungen
- Chapter 3 - Servsafe - 6e Edited PDFDokument4 SeitenChapter 3 - Servsafe - 6e Edited PDFdevvy anneNoch keine Bewertungen
- Spencer Electroplating ServiceDokument24 SeitenSpencer Electroplating Servicespencer electroplatingNoch keine Bewertungen
- Centrifugal CastingDokument4 SeitenCentrifugal CastingaerovinuNoch keine Bewertungen
- Surfactant:: History of DetergentDokument9 SeitenSurfactant:: History of DetergentSharaf NourNoch keine Bewertungen
- Cleaning ProductsDokument3 SeitenCleaning ProductsHoa TrâmNoch keine Bewertungen
- 10 Aluminium Foil in Packaging - SBDokument40 Seiten10 Aluminium Foil in Packaging - SBSiddharth Saxena67% (3)
- Corrosion Inhibitors in Water Treatment - Degremont®Dokument3 SeitenCorrosion Inhibitors in Water Treatment - Degremont®Pritha Das100% (1)
- Inorganic BindersDokument4 SeitenInorganic Bindersadeniyi-sam100% (1)
- 093 3 1 Background Document PDFDokument59 Seiten093 3 1 Background Document PDFVasanth GowdaNoch keine Bewertungen
- APU Aluminum 0411Dokument8 SeitenAPU Aluminum 0411roohollah13Noch keine Bewertungen
- Safety Data Sheet: Tridur Max BLDokument9 SeitenSafety Data Sheet: Tridur Max BLAmandeep SinghNoch keine Bewertungen
- Solutions For The Natural and Organic Baker FinalDokument14 SeitenSolutions For The Natural and Organic Baker FinallumixserverNoch keine Bewertungen
- CleaningDokument13 SeitenCleaningarivufpeNoch keine Bewertungen
- Taski r2Dokument2 SeitenTaski r2piyushsingh7881020Noch keine Bewertungen
- Brochure English - Pickling, Cleaning, PassivatingDokument4 SeitenBrochure English - Pickling, Cleaning, PassivatingSerge1976100% (1)
- Mould Release Agents: ... The Better Way To DemouldDokument9 SeitenMould Release Agents: ... The Better Way To DemouldAhmed Emad AhmedNoch keine Bewertungen
- Jan San 2013Dokument172 SeitenJan San 2013American Hotel Register CompanyNoch keine Bewertungen
- Surface Preparation Of: Aluminum, Copper, BrassDokument14 SeitenSurface Preparation Of: Aluminum, Copper, BrassGaneshNoch keine Bewertungen
- Cleaning and Sanitizing OperationsDokument44 SeitenCleaning and Sanitizing OperationsMarilyn ManotaNoch keine Bewertungen
- Breweries: Process Wastewater TreatmentDokument8 SeitenBreweries: Process Wastewater TreatmentJonathan Quispe TNoch keine Bewertungen
- Hard Chrome 105 Plating ProcesDokument3 SeitenHard Chrome 105 Plating ProcesKishora BhatNoch keine Bewertungen
- Anodizing Ver 1Dokument14 SeitenAnodizing Ver 1aditya_welekarNoch keine Bewertungen
- PQ Formulary PDFDokument16 SeitenPQ Formulary PDFjcriveroNoch keine Bewertungen
- Diversey CGF Breakfast SessionDokument9 SeitenDiversey CGF Breakfast SessionDiverseyNoch keine Bewertungen
- 08 Chemicals For Water Boilers PDFDokument6 Seiten08 Chemicals For Water Boilers PDFpsaayoNoch keine Bewertungen
- Max 5.2 Surfactant Brochure PDFDokument16 SeitenMax 5.2 Surfactant Brochure PDFsanjay ukalkar100% (1)
- CIP PresentationDokument28 SeitenCIP PresentationVictor LeiNoch keine Bewertungen
- Identification Tests For Stainless SteelsDokument3 SeitenIdentification Tests For Stainless SteelsAjay SharmaNoch keine Bewertungen
- General Cleaning SanitationDokument37 SeitenGeneral Cleaning SanitationMohammad SakkijhaNoch keine Bewertungen
- PowderCoatingResins ProductGuide 0Dokument20 SeitenPowderCoatingResins ProductGuide 0zizitroNoch keine Bewertungen
- Nox-Rust 307 HF TDSDokument1 SeiteNox-Rust 307 HF TDSpankaj chaudharyNoch keine Bewertungen
- Wash N Walk BrochureDokument4 SeitenWash N Walk BrochureThiago BerthaudNoch keine Bewertungen
- SS PassivationDokument47 SeitenSS PassivationSaid Alauddeen FaiszNoch keine Bewertungen
- Passivation On Chemical TankerDokument15 SeitenPassivation On Chemical TankerRonald MesinaNoch keine Bewertungen
- Presented To The Philippine Welding Society, 11th October 1997 by John W. Hill BA (Chem) General Manager Specialty Products, Callington Haven Pty LTD, Sydney, AustraliaDokument6 SeitenPresented To The Philippine Welding Society, 11th October 1997 by John W. Hill BA (Chem) General Manager Specialty Products, Callington Haven Pty LTD, Sydney, AustraliaRahul MoottolikandyNoch keine Bewertungen
- PassivationDokument8 SeitenPassivationhrsreenath100% (1)
- Sea Transport of Liquid Chemicals in Bulk PDFDokument131 SeitenSea Transport of Liquid Chemicals in Bulk PDFDiana MoralesNoch keine Bewertungen
- Passivation of SS Closed SystemDokument9 SeitenPassivation of SS Closed SystemSin PoulNoch keine Bewertungen
- Maintaining Repairing and Cleaning Stainless SteelDokument2 SeitenMaintaining Repairing and Cleaning Stainless SteelsaudimanNoch keine Bewertungen
- Drying AgentDokument36 SeitenDrying AgentSo MayeNoch keine Bewertungen
- h202 Handling and Storage EnglishDokument26 Seitenh202 Handling and Storage EnglishSo MayeNoch keine Bewertungen
- Material Safety Data Sheet: Emergency Phone Number: 1-866-272-4378Dokument1 SeiteMaterial Safety Data Sheet: Emergency Phone Number: 1-866-272-4378So MayeNoch keine Bewertungen
- Instructions GEN NUHP Nitrogen Generator INT 0245 Rev A1Dokument22 SeitenInstructions GEN NUHP Nitrogen Generator INT 0245 Rev A1So MayeNoch keine Bewertungen
- Hydrogen Peroxide Production StoryDokument22 SeitenHydrogen Peroxide Production StorySo Maye100% (1)
- CG2013 BhelDokument40 SeitenCG2013 BhelPiyush GodseNoch keine Bewertungen
- Cobalt Superalloy (l605)Dokument3 SeitenCobalt Superalloy (l605)mtshNoch keine Bewertungen
- MagnatiteDokument4 SeitenMagnatiteNasser AbdNoch keine Bewertungen
- Marcegaglia Stainless-Steel en Ott12Dokument37 SeitenMarcegaglia Stainless-Steel en Ott12lucidbaseNoch keine Bewertungen
- Suncool Data Sheet For WebsiteDokument2 SeitenSuncool Data Sheet For Websitenhonbk97Noch keine Bewertungen
- Academic Licesensing 02Dokument4 SeitenAcademic Licesensing 02Robi PaulNoch keine Bewertungen
- BS 1881 Part 116 Concrete CubesDokument8 SeitenBS 1881 Part 116 Concrete Cubesnolanjc100% (1)
- Biosoft GSB-9 - StepanDokument2 SeitenBiosoft GSB-9 - StepanJulioNoch keine Bewertungen
- Tianjin Soright Technology Product CatalogueDokument7 SeitenTianjin Soright Technology Product Cataloguecacalot93Noch keine Bewertungen
- Mekanika BatuanDokument38 SeitenMekanika BatuanKRISNA ADITYA SITANGGANGNoch keine Bewertungen
- Carbo Graphite Grade JP 1300: Properties ofDokument1 SeiteCarbo Graphite Grade JP 1300: Properties ofMykmen SánchezNoch keine Bewertungen
- Research Article in Situ Needle Penetration Test and Its Application in A Sericite Schist Railway Tunnel, Southwest of ChinaDokument10 SeitenResearch Article in Situ Needle Penetration Test and Its Application in A Sericite Schist Railway Tunnel, Southwest of ChinaStefan JovanovicNoch keine Bewertungen
- Industrial Waste Management: Engr. Abaid UllahDokument19 SeitenIndustrial Waste Management: Engr. Abaid UllahAsma KhanNoch keine Bewertungen
- Scott 2001Dokument20 SeitenScott 2001Mariana CatiniNoch keine Bewertungen
- Visvesvaraya Technological University Jnana Sangama, BELAGAVI-590018Dokument34 SeitenVisvesvaraya Technological University Jnana Sangama, BELAGAVI-590018Pavan Kalyan Yadav100% (1)
- Mat Forming Concepts For Particleboard MDF and OsbDokument15 SeitenMat Forming Concepts For Particleboard MDF and OsbJay-R NuestroNoch keine Bewertungen
- Localization of Lattice Dynamics in Low-Angle Twisted Bilayer GrapheneDokument13 SeitenLocalization of Lattice Dynamics in Low-Angle Twisted Bilayer GrapheneDaniel MirandaNoch keine Bewertungen
- Notes Transfer of Thermal EnergyDokument12 SeitenNotes Transfer of Thermal Energymahrosh mamoon100% (2)
- 1 PDFDokument1 Seite1 PDFRavikanthNoch keine Bewertungen
- How To Conform To ASME B40-100 (Summary)Dokument13 SeitenHow To Conform To ASME B40-100 (Summary)Mátyás KabaiNoch keine Bewertungen
- CBLCT-3.4 Cable TilesDokument11 SeitenCBLCT-3.4 Cable Tilesdhayalasundaram5689Noch keine Bewertungen
- PHC Calculation ASSHTO-LRDF 2007Dokument3 SeitenPHC Calculation ASSHTO-LRDF 2007Nguyen D CongNoch keine Bewertungen
- Fosroc Conbextra BB80: Constructive SolutionsDokument4 SeitenFosroc Conbextra BB80: Constructive SolutionsVincent JavateNoch keine Bewertungen
- El Wakeel & Riley 1957 Estimation of Organic CarbonDokument4 SeitenEl Wakeel & Riley 1957 Estimation of Organic CarbonMeera MohandasNoch keine Bewertungen
- Aromatic WatersDokument5 SeitenAromatic WatersManjeeta Mandlik90% (10)
- ViscoDokument3 SeitenViscoBayu Adhi Setia NugrahaNoch keine Bewertungen
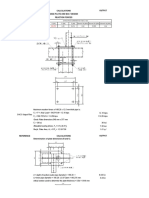
- Base Plate & Bolt DesignDokument2 SeitenBase Plate & Bolt DesigndovermanNoch keine Bewertungen
- FIMSUP Double Rows Graphite Sealing For Rotary KilnDokument4 SeitenFIMSUP Double Rows Graphite Sealing For Rotary KilnFurqan ShabbirNoch keine Bewertungen
- Tinuvin 400-DW (N) : Technical Data SheetDokument3 SeitenTinuvin 400-DW (N) : Technical Data SheetYavuz CelikNoch keine Bewertungen