Das könnte Ihnen auch gefallen
- Atlas 4350 Hacksaw ManualDokument6 SeitenAtlas 4350 Hacksaw Manualf4d711Noch keine Bewertungen
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementVon EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNoch keine Bewertungen
- Atlas Mill AccessoriesDokument1 SeiteAtlas Mill AccessoriesGary RepeshNoch keine Bewertungen
- South Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007Dokument16 SeitenSouth Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007asdfNoch keine Bewertungen
- 3 PhaseDokument9 Seiten3 PhaseArnulfo LavaresNoch keine Bewertungen
- The Shape of The Cone of The Twist Drills Unit-2Dokument5 SeitenThe Shape of The Cone of The Twist Drills Unit-2Akesh KakarlaNoch keine Bewertungen
- The Advance Metalworking LatheDokument6 SeitenThe Advance Metalworking LathePronina100% (1)
- Capstan & Turret LatheDokument27 SeitenCapstan & Turret LatheMuraliNoch keine Bewertungen
- Ralph Patterson Tailstock Camlock 2Dokument13 SeitenRalph Patterson Tailstock Camlock 2supremesportsNoch keine Bewertungen
- CE3458 Parts ManualDokument84 SeitenCE3458 Parts ManualMrbigg10Noch keine Bewertungen
- Drill Vise MillDokument2 SeitenDrill Vise MillFrenchwolf420Noch keine Bewertungen
- ACIERA Milling Machine 1Dokument11 SeitenACIERA Milling Machine 1adhencandraNoch keine Bewertungen
- Balancing Grinder WheelsDokument8 SeitenBalancing Grinder WheelsmountaineerjpNoch keine Bewertungen
- A Rotary Sine Bar For The LatheDokument2 SeitenA Rotary Sine Bar For The LatheTheodor EikeNoch keine Bewertungen
- Rotary TableDokument2 SeitenRotary TableDong Dien KhaNoch keine Bewertungen
- WErbsen CourseworkDokument562 SeitenWErbsen CourseworkRoberto Alexis Rodríguez TorresNoch keine Bewertungen
- Electrolysis Cleaning MethodDokument15 SeitenElectrolysis Cleaning Methodtrillium_oneNoch keine Bewertungen
- Mill Keyways On LatheDokument1 SeiteMill Keyways On LatheJim100% (3)
- Drill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderDokument14 SeitenDrill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderAndy L100% (1)
- Lathes and Lathe Machining OperationsDokument11 SeitenLathes and Lathe Machining OperationsJunayed HasanNoch keine Bewertungen
- ReamersDokument1 SeiteReamersvikash kumarNoch keine Bewertungen
- Biax Electronic Scraper and AccessoriesDokument16 SeitenBiax Electronic Scraper and AccessoriesPaisaje Silencioso100% (1)
- BME Lecture 5 ShaperDokument6 SeitenBME Lecture 5 ShaperRoop LalNoch keine Bewertungen
- Lathe Parts: - Being A Brief Description of The Names and Functions of PartsDokument7 SeitenLathe Parts: - Being A Brief Description of The Names and Functions of PartsDipanjana Bhowmik100% (1)
- Series 7 Lathes: Technical Support Explaining Changewheel Sets For Lathes With Changewheel Driven LeadscrewsDokument8 SeitenSeries 7 Lathes: Technical Support Explaining Changewheel Sets For Lathes With Changewheel Driven LeadscrewsTomas MalyNoch keine Bewertungen
- Vertical Turret Lathe & Horizontal Boring MillDokument12 SeitenVertical Turret Lathe & Horizontal Boring MillALLEN FRANCISNoch keine Bewertungen
- Metric - Threading Logan LatheDokument2 SeitenMetric - Threading Logan LatheShane RamnathNoch keine Bewertungen
- Bonelle GrinderDokument11 SeitenBonelle Grinderjohnjohn520% (1)
- How To Mount and Operate Buck Adjust-Tru ChuckDokument4 SeitenHow To Mount and Operate Buck Adjust-Tru ChuckStronghold ArmoryNoch keine Bewertungen
- South Bend Taper AttachmentDokument6 SeitenSouth Bend Taper AttachmentMikeNoch keine Bewertungen
- Atlas M52 CatalogDokument36 SeitenAtlas M52 Catalogbottomscraper100% (4)
- Emco Star ManualDokument45 SeitenEmco Star ManualGary StoltzNoch keine Bewertungen
- Mini Mill Users GuideDokument28 SeitenMini Mill Users Guidechriswood_gmailNoch keine Bewertungen
- On Cnczone: German Epoxy Granite Milling Machine Here'S An Awesome Project I Recently Heard AboutDokument10 SeitenOn Cnczone: German Epoxy Granite Milling Machine Here'S An Awesome Project I Recently Heard AboutYamith GomezNoch keine Bewertungen
- Threads and ChangegearsDokument21 SeitenThreads and ChangegearsGohilakrishnan ThiagarajanNoch keine Bewertungen
- Belt Sander - p1Dokument4 SeitenBelt Sander - p1Renato PrevidelliNoch keine Bewertungen
- Mini Milldiy PDFDokument6 SeitenMini Milldiy PDFCelso Ari Schlichting100% (1)
- Shaper Used As Surface GrinderDokument1 SeiteShaper Used As Surface Grinderradio-chaserNoch keine Bewertungen
- Biax 7EL Assembly - RepairDokument6 SeitenBiax 7EL Assembly - RepairKarsten BergNoch keine Bewertungen
- Main Parts of Capstan Lathe and Turret LatheDokument8 SeitenMain Parts of Capstan Lathe and Turret LatheShuvoVatt0% (1)
- 942ASouth Bend, Lathe (All Steady Rest)Dokument2 Seiten942ASouth Bend, Lathe (All Steady Rest)kcruzeNoch keine Bewertungen
- Tool Makers MicroscopeDokument11 SeitenTool Makers Microscopeirfanajai100% (1)
- Tricking Out Asian 9x20 LatheDokument48 SeitenTricking Out Asian 9x20 Lathearanicki8587Noch keine Bewertungen
- How-To - Build Your Own Spot Welder - HackadayDokument17 SeitenHow-To - Build Your Own Spot Welder - HackadayAndrew McLarenNoch keine Bewertungen
- How To Formulate Parkerizing SolutionDokument3 SeitenHow To Formulate Parkerizing SolutionOtter1zNoch keine Bewertungen
- Cowells Manuals PDFDokument16 SeitenCowells Manuals PDFpedjaNoch keine Bewertungen
- From Industry To Alchemy - Burgmaster A Machine Tool Company PDFDokument408 SeitenFrom Industry To Alchemy - Burgmaster A Machine Tool Company PDFLaurence DuterteNoch keine Bewertungen
- Sunlu s2 ManualDokument9 SeitenSunlu s2 ManualDan HendersonNoch keine Bewertungen
- Surface PlateDokument5 SeitenSurface Platetevqwe1Noch keine Bewertungen
- Fresadora #12Dokument15 SeitenFresadora #12jmtortu100% (1)
- Lathebeddesign00hornrich PDFDokument56 SeitenLathebeddesign00hornrich PDFLatika KashyapNoch keine Bewertungen
- 06-MeasuringAndMarkingMetals Text7Dokument2 Seiten06-MeasuringAndMarkingMetals Text7Instruktur MesinNoch keine Bewertungen
- Lathes and Lathe Machining OperationsDokument18 SeitenLathes and Lathe Machining Operationssarasrisam100% (1)
- Unit-2 - 03 Aug 2015Dokument98 SeitenUnit-2 - 03 Aug 2015Prasad AurangabadkarNoch keine Bewertungen
- Cincinnati #2 Tool & Cutter Grinder Operators Manual 1934Dokument66 SeitenCincinnati #2 Tool & Cutter Grinder Operators Manual 1934Oliver CollectorNoch keine Bewertungen
- French Toolmaster Wiring SchematicDokument4 SeitenFrench Toolmaster Wiring SchematicOliver CollectorNoch keine Bewertungen
- Cincinnati #2 Tool & Cutter Grinder Parts & Service Manual 1975Dokument94 SeitenCincinnati #2 Tool & Cutter Grinder Parts & Service Manual 1975Oliver Collector100% (1)
- Wellsaw No. 8 Parts ListDokument13 SeitenWellsaw No. 8 Parts ListOliver CollectorNoch keine Bewertungen
- Cincinnati Toolmaster Operators ManualDokument18 SeitenCincinnati Toolmaster Operators ManualOliver Collector100% (1)
- French Toolmaster Operators ManualDokument68 SeitenFrench Toolmaster Operators ManualOliver CollectorNoch keine Bewertungen
- Accu-Finish One ManualDokument8 SeitenAccu-Finish One ManualOliver CollectorNoch keine Bewertungen
- Literature ReviewDokument2 SeitenLiterature ReviewkhairulNoch keine Bewertungen
- PSD Installation Manual Moore IndustriesDokument16 SeitenPSD Installation Manual Moore IndustriesnohjadNoch keine Bewertungen
- Corrosion of Stainless SteelsDokument5 SeitenCorrosion of Stainless Steelsparasite0167% (3)
- Dynamic Arrays With The Arraylist Class Chapter Xii TopicsDokument38 SeitenDynamic Arrays With The Arraylist Class Chapter Xii TopicsRocket FireNoch keine Bewertungen
- Dental CementDokument74 SeitenDental CementAisha samreenNoch keine Bewertungen
- A Simulation of Attempts To Influence Crowd Dynamics'Dokument6 SeitenA Simulation of Attempts To Influence Crowd Dynamics'KhairulNoch keine Bewertungen
- EEC 319 Engineer in The Society DocumentDokument3 SeitenEEC 319 Engineer in The Society Documentgodspower odior100% (1)
- Seetha ResumeDokument2 SeitenSeetha Resumeseetha525Noch keine Bewertungen
- Tech. Specs. For 11 KV DP StructureDokument7 SeitenTech. Specs. For 11 KV DP StructureSaraswatapalitNoch keine Bewertungen
- Chapter5 Memory ManagementDokument78 SeitenChapter5 Memory ManagementJackYuan JinFengNoch keine Bewertungen
- Formulation of Immediate Release Dosage Form of Ranitidine HCL Tabletsusing HPMC and Starch Acetate Film FormerDokument11 SeitenFormulation of Immediate Release Dosage Form of Ranitidine HCL Tabletsusing HPMC and Starch Acetate Film Formersunaina agarwalNoch keine Bewertungen
- Hitachi EX3600 Hydraulic Excavator PDFDokument11 SeitenHitachi EX3600 Hydraulic Excavator PDFChaerul Umami100% (1)
- Lab3 BJT Current MirrorsDokument5 SeitenLab3 BJT Current MirrorsaublysodonNoch keine Bewertungen
- Notice - Odd Sem End Semester Examinations 2022-23 - Phase 2 - Procedure - 020223Dokument1 SeiteNotice - Odd Sem End Semester Examinations 2022-23 - Phase 2 - Procedure - 020223pritamchandra007Noch keine Bewertungen
- Datasheet 783Dokument2 SeitenDatasheet 783veertulNoch keine Bewertungen
- C#.Net Interview Questions and AnswersDokument11 SeitenC#.Net Interview Questions and AnswersManoj ManuNoch keine Bewertungen
- Highway Engineering B 1Dokument8 SeitenHighway Engineering B 1Angelica TolentinoNoch keine Bewertungen
- Chapter 1 Introduction: U V U U V X y yDokument56 SeitenChapter 1 Introduction: U V U U V X y ywithyou100% (1)
- Battery CatalogueDokument6 SeitenBattery CataloguerantaroNoch keine Bewertungen
- A Vocational Training Presentation On: "Computer Numerical Control Machine"Dokument15 SeitenA Vocational Training Presentation On: "Computer Numerical Control Machine"karan2015Noch keine Bewertungen
- 92 - Summary of Items Discussed in 4 - 2021 ADF On 13.8.2021Dokument20 Seiten92 - Summary of Items Discussed in 4 - 2021 ADF On 13.8.2021trickyggNoch keine Bewertungen
- Batteries and Primitive Survival Ebook 2008+ PDFDokument333 SeitenBatteries and Primitive Survival Ebook 2008+ PDFOceanNoch keine Bewertungen
- Catalog: Ningbo Liftstar Material Handling Equipment Co., LTDDokument27 SeitenCatalog: Ningbo Liftstar Material Handling Equipment Co., LTDKiều Văn TrungNoch keine Bewertungen
- 496 - SSP481 - Audi A7 Onboard Power Supply and Networking PDFDokument40 Seiten496 - SSP481 - Audi A7 Onboard Power Supply and Networking PDFbenjaminhuku100% (5)
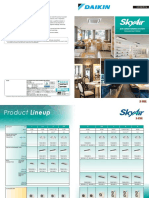
- Didsn1811a (Skyair R-410a)Dokument12 SeitenDidsn1811a (Skyair R-410a)Ari SetyawanNoch keine Bewertungen
- Transistor IRFP350Dokument7 SeitenTransistor IRFP350MiguelAngelCedanoBurrolaNoch keine Bewertungen
- NextCloud OnlyOffice PDFDokument89 SeitenNextCloud OnlyOffice PDFOmar Gallegos Vazquez100% (1)
- Infopack 2016 enDokument44 SeitenInfopack 2016 enAlbertoNoch keine Bewertungen
- Comparison of IEC IP and UL/NEMA TYPE Ratings: ControlsDokument1 SeiteComparison of IEC IP and UL/NEMA TYPE Ratings: ControlsEdwin LinNoch keine Bewertungen
- Data SheetDokument5 SeitenData Sheetsongtu2552Noch keine Bewertungen
- INCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesVon EverandINCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesBewertung: 5 von 5 Sternen5/5 (1)
- Electronics All-in-One For Dummies, 3rd EditionVon EverandElectronics All-in-One For Dummies, 3rd EditionBewertung: 5 von 5 Sternen5/5 (2)
- Digital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosVon EverandDigital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosBewertung: 5 von 5 Sternen5/5 (1)
- Hacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsVon EverandHacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsBewertung: 3.5 von 5 Sternen3.5/5 (2)
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialVon EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Analog Design and Simulation Using OrCAD Capture and PSpiceVon EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNoch keine Bewertungen
- Programming the Raspberry Pi, Third Edition: Getting Started with PythonVon EverandProgramming the Raspberry Pi, Third Edition: Getting Started with PythonBewertung: 5 von 5 Sternen5/5 (2)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tVon EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tBewertung: 4.5 von 5 Sternen4.5/5 (27)
- Teach Yourself Electricity and Electronics, 6th EditionVon EverandTeach Yourself Electricity and Electronics, 6th EditionBewertung: 3.5 von 5 Sternen3.5/5 (15)
- Heat Transfer Engineering: Fundamentals and TechniquesVon EverandHeat Transfer Engineering: Fundamentals and TechniquesBewertung: 4 von 5 Sternen4/5 (1)
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeVon EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeBewertung: 4.5 von 5 Sternen4.5/5 (9)
- 2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersVon Everand2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersBewertung: 5 von 5 Sternen5/5 (1)
- Build Your Own Electronics WorkshopVon EverandBuild Your Own Electronics WorkshopBewertung: 3.5 von 5 Sternen3.5/5 (3)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionVon EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionBewertung: 4.5 von 5 Sternen4.5/5 (543)
- Upcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)Von EverandUpcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)Bewertung: 4.5 von 5 Sternen4.5/5 (2)
- The Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesVon EverandThe Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesBewertung: 5 von 5 Sternen5/5 (1)
- Current Interruption Transients CalculationVon EverandCurrent Interruption Transients CalculationBewertung: 4 von 5 Sternen4/5 (1)
- Power Electronics Diploma Interview Q&A: Career GuideVon EverandPower Electronics Diploma Interview Q&A: Career GuideNoch keine Bewertungen
- Introduction to Power System ProtectionVon EverandIntroduction to Power System ProtectionNoch keine Bewertungen